Изобретение относится к самонарезающему резьбу бесстружечному винту, описанному в ограничительной части пункта 1 формулы изобретения. Такого рода винты используются, в частности, для соединения (свинчивания) металлических листов.
Из американского патента US 4194430 известен профилирующий резьбу винт (саморез) с головкой и примыкающим к ней хвостовиком, который на своей обращенной в сторону от головки стороне переходит в заостренный конический участок и оканчивается заостренным соответственно точечным концом (острием). По окружности этого хвостовика выполнена резьба, которая, начиная от концевой зоны хвостовика по направлению к заостренному коническому участку, уменьшается постепенно по своей высоте резьбы до заостренного конца. Недостатком такого типа нарезающего резьбу винта является то, что он может формировать резьбу, а именно, в предварительно просверленных отверстиях в твердых материалах, однако же при применении в предварительно нерассверных металлических листах не может быть применен, а если вообще может быть применен, то только для очень тонких листов, как, например, применяемых в автомобилестроении. Для свинчивания стапеля из нескольких уложенных один на другой листов друг с другом такой винт непригоден.
Из патента США US 5597357 известен саморассверливающий винт, который на противоположном по отношению к головке винта конце хвостовика имеет рассверливающее острие (конец). Такого рода саморассверливающим винтом также возможна пенетрация (проникновение на глубину) металлических листов толщиной более 2 мм.
Однако недостаток такого типа саморассверливающего винта заключается в том, что в процессе забивки образуются стружки, которые во избежание коррозии должны быть с дополнительными затратами удалены. Кроме того, во время всего процесса сверления (резания) пользователь должен применять большое усилие нажима. Кроме того, из-за нарезки стружки происходят потери материала, который затем не может участвовать в восприятии усилия зажима (фиксации).
Задача, положенная в основу данного изобретения, заключается в том, чтобы устранить вышеперечисленные недостатки и предоставить в распоряжение пользователю самонарезающий резьбу винт, который мог бы обеспечивать также соединение (пенерацию) стапеля из, по меньшей мере, двух, расположенных один на другом, металлических листов с общей толщиной, по меньшей мере, 2 мм без образования стружки.
Эта задача решается признаками, изложенными в пункте 1 формулы изобретения. Согласно изложенному заостренный конец (острие) имеет диаметр в пределах между 0,25-0,35 мм, а примыкающий к заостренному концу (острию) заостренный конический участок хвостовика винта имеет острый угол в пределах между 20° и 30°. Начальная точка резьбы на противоположной стороне по отношению к головке винта находится, далее, на расстоянии от 0 до 0,3 мм относительно заостренного конца. Благодаря такой геометрии заостренного конца согласно изобретению возможна пенерация (проникание) самонарезающим резьбу винтом листов и стапеля из металлолистов с общей толщиной до, примерно, 3,1 мм (стальной лист) без образования стружки. У некоторых твердых металлических листов, как то стальных листов, получается, соответственно, увеличенная общая толщина, подлежащая пенетрации. Предпочтительно, когда резьба переходит от цилиндрического участка к заостренному коническому участку, причем высота резьбы уменьшается на заостренном коническом участке по направлению к заостренному концу (острию) винта. Благодаря такому мероприятию достигается хороший режим ввинчивания винта, так что посредством вращения винта уже после первой пенетрации (проникновения) винт автоматически втягивается дальше в материал или основание.
При этом далее является преимуществом, когда высота резьбы в зоне заостренного конического участка определяется по формуле:
Н=((tan(α/2)+FB)·X+0,2 мм)-Rk,
причем FB - константа со значением в пределах между 0,04-0,25, a Rk - внутренний радиус резьбы на расстоянии X относительно заостренного конца (острия) винта. Благодаря этому достигаются оптимальные условия ввинчивания винта.
Предпочтительно, когда такие винты имеют диаметр в зоне цилиндрического участка хвостовика в диапазоне между 3,0-6,3 мм, благодаря чему обеспечивается хорошее согласование между условиями проникновения и необходимыми условиями ввинчивания и нажима.
Изобретение поясняется на примере выполнения со ссылкой на чертежи, на которых показано:
фиг.1 - продольное сечение формирующего отверстие и нарезающего резьбу винта, согласно изобретению;
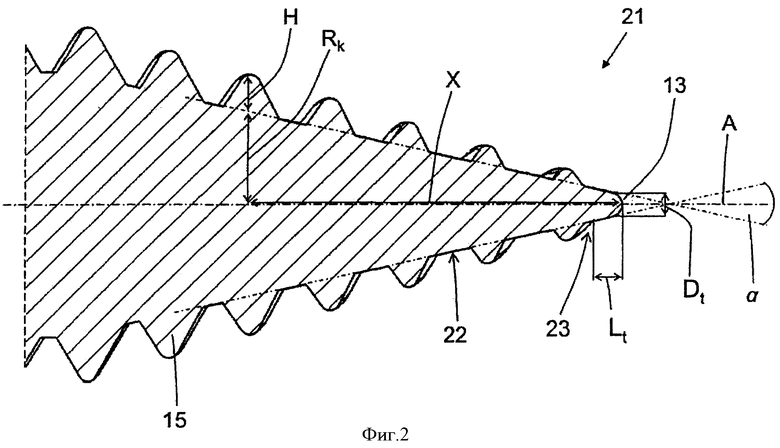
фиг.2 - элемент винта согласно маркировке II на фиг.1.
На фиг.1 показан бесстружечный формирующий отверстие и резьбу (самонарезающий) винт 10, имеющий стержень - хвостовик 11, на одном конце которого расположен заостренный конец (острие) 13, в частности, в форме точки, а на другом его противоположном конце - головка 14. При этом ось А винта определяет аксиальное направление винта 10. Головка 14 имеет рабочий элемент приложения нагрузки 17 для вворачивающего инструмента, как, например, винтоверт или гаечный ключ. Заостренный конический участок 21 расположен, начиная от заостренного конца 13, по направлению к головке 14. К этому заостренному коническому участку 21 на его противоположном относительно заострению конца 13 концу примыкает цилиндрический участок 25 с диаметром Ds, лежащим в пределах примерно от 0,3-6,3 мм.
В частности, как следует из фиг.2, заостренный конический участок 21 относительно дна 22 впадины резьбы между витками имеет острый угол α между 20° и 30°. Далее острие 13 имеет диаметр Dt между 0,25 и 0,35 мм.
Резьба 15 имеет высоту Н резьбы, которая в области цилиндрического участка 25 является по существу константной. Однако на заостренном коническом участке 21 высота резьбы уменьшается по направлению к заостренному концу (острию) 13. При этом точка схода резьбы 23 находится на расстоянии Lt от заостренного конца 13 в пределах от 0 до 0,3 мм. Высота резьбы Н в зоне остроконического участка 21 определяется функцией:
Н=((tan(α/2)+FB)·X+0,2 мм)-Rk,
где FB - константа со значением в пределах между 0,04-0,25, a Rk - внутренний радиус резьбы (радиус от оси А до впадины 22 резьбы между витками) на расстоянии X относительно острия 13.
Для снижения силы трения винт может быть снабжен уменьшающим трение покрытием, как, например, воск или масло для смазки и охлаждения режущего инструмента, по меньшей мере, в зоне хвостовика 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАДКИХ ИЛИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 1991 |
|
RU2042056C1 |
| Самонарезающий винт | 1976 |
|
SU651721A3 |
| УСТРОЙСТВО ДЛЯ ОСТЕОСИНТЕЗА ПРОКСИМАЛЬНОГО ОТДЕЛА БЕДРЕННОЙ КОСТИ | 2005 |
|
RU2286109C1 |
| РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2005 |
|
RU2326273C1 |
| Устройство для фиксации отломков нижней челюсти | 2024 |
|
RU2831884C1 |
| УСТРОЙСТВО ДЛЯ ЗАДЕЛКИ ТРЕЩИН | 1994 |
|
RU2137581C1 |
| ВИНТОВОЙ ЭЛЕМЕНТ | 2014 |
|
RU2569769C9 |
| ЗУБНОЙ ИМПЛАНТАТ | 2003 |
|
RU2323698C2 |
| САМОНАРЕЗАЮЩИЙ И РЕЗЬБОФОРМИРУЮЩИЙ ВИНТ | 2006 |
|
RU2382915C1 |
| ИНСТРУМЕНТ ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ОТВЕРСТИЯХ (ВАРИАНТЫ) | 2003 |
|
RU2327550C2 |
Изобретение относится к самонарезающему резьбу бесстружечному винту, обеспечивающему проникновение винта через материал без образования стружки. Самонарезающий резьбу бесстружечный винт с хвостовиком, снабженным участками, резьбой, на одном конце которого расположен заостренный конец, а на другом его противолежащем конце расположена головка винта, и с заостренным коническим участком, расположенным начиная от заостренного конца по направлению к головке винта, и с одним цилиндрическим участком, расположенным между заостренным коническим участком и головкой винта. Заостренный конец винта имеет диаметр (Dt) в пределах между 0,25-0,35 мм, примыкающий к острию винта заостренный конический участок по отношению к дну впадины резьбы между витками образует острый угол α в пределах между 20°-30°, а противоположная по отношению к головке винта начальная точка резьбы дистанцирована от острия на расстояние (Lt) от 0 до 0,3 мм. 3 з.п. ф-лы, 2 ил.
1. Самонарезающий резьбу бесстружечный винт (10) с хвостовиком (11), снабженным, по меньшей мере участками, резьбой (15), на одном конце которого расположен заостренный конец (острие) (13), а на другом его противолежащем конце расположена головка (14) винта, и с, по меньшей мере, одним заостренным коническим участком (21), расположенным начиная от заостренного конца (острия) (13) по направлению к головке (14) винта, и с одним цилиндрическим участком (25), расположенным между заостренным коническим участком (21) и головкой (14) винта, при этом заостренный конец (13) винта имеет диаметр (Dt) в пределах между 0,25-0,35 мм, примыкающий к острию (13) винта заостренный конический участок (21) по отношению к дну (22) впадины резьбы между витками образует острый угол α в пределах между 20-30°, а противоположная по отношению к головке (14) винта начальная точка (23) резьбы (15) дистанцирована от острия (13) на расстояние (Lt) от 0 до 0,3 мм.
2. Винт по п.1, отличающийся тем, что резьба (15) переходит с цилиндрического участка (25) по направлению к заостренному коническому участку (21), причем высота (Н) резьбы на заостренном коническом участке (21) постепенно уменьшается по направлению к острию (13) винта (10).
3. Винт по п.1 или 2, отличающийся тем, что высота (Н) резьбы в зоне заостренного конического участка (21) определяется формулой:
Н=((tan(α/2)+FB)·Х+0,2 мм)-RK,
причем FB - константа со значением в пределах между 0,04-0,25, a RK - внутренний радиус резьбы на расстоянии Х от заостренного конца (острия) 13 винта.
4. Винт по п.1, отличающийся тем, что диаметр (Ds) в зоне цилиндрического участка (25) хвостовика (11) винта имеет значение в пределах между 3,0-6,3 мм.
| US 7101133 B2, 05.09.2006 | |||
| US 4194430 А, 25.03.1980 | |||
| Режущий инструмент для обработки пенопластов | 1980 |
|
SU939235A1 |
| JP 2005003147 А, 06.01.2005 | |||
| US 7037059 B2, 02.05.2006 | |||
| Самонарезающий винт | 1976 |
|
SU651721A3 |

