Изобретение относится к энергетике, а именно к истираемым уплотнениям для газовой турбины, имеющих ячеистые металлические структуры, применяемым для уплотнения зазоров между лопатками вращающегося колеса и статором турбомашин.
Известно сотовое уплотнение реактивного или газотурбинного двигателя и способ его изготовления (патент RU 2515869, опубл. 20.05.2014 г.). Уплотнение реактивного или газотурбинного двигателя для отделения от статора вращающейся части двигателя, содержащее сотовый элемент и опорную пластину, выполненные в виде одной целой детали, причем сотовый элемент образован из основы с использованием электроэрозионной обработки и механически обработанной основы, которая имеет покрытие, содержащее железо (Fe), хром (Cr), алюминий (Al) и/или иттрий (Y), при этом основа выполнена из стали или нержавеющей стали.
Известно притирающееся уплотнение и способ изготовления такого уплотнения (патент RU 2217617, опубл. 27.11.2003 г.). Притирающееся уплотнение содержит соответствующий рисунок, вырезанный на поверхности материала, из которого изготовлено это притирающееся уплотнение, посредством лазера, что обеспечивает эффективное улучшение притераемости в области расположения рисунка.
Известна сотовая структура, истираемое уплотнение и способ его образования (патент RU 2277637, опубл. 10.06.2006 г.), выбранная в качестве наиболее близкого аналога. Сотовая структура содержит множество примыкающих полушестиугольных рифленых металлических полос, припаянных к опорной плите, являющейся основой уплотнения, причем каждая из рифленых металлических полос имеет чередующиеся плоские наклонные стороны, взаимосвязанные при помощи плоского гребня и частично заполненную наполнителем, при этом примыкающие полосы соединены вместе у смежных плоских гребней сваркой для образования главным образом шестиугольных ячеек, причем наклонные стороны имеют одинаковую длину, а длина гребней превышает длину наклонных сторон, при этом ширина ячейки w, измеренная между противоположными плоскими гребнями смежных полос, соотносится с расстоянием b между плоскостями противоположных наклонных сторон, как b:w, более чем 1.15:1.0.
Недостатками известных решений являются низкая прочность сотового наполненного элемента, низкая стойкость к вибрациям, колебаниям и ударным нагрузкам и как следствие низкий срок службы.
Задачей, на решение которой направлено заявленное изобретение, является повышение прочности сотового наполненного элемента для уплотнения зазоров между лопатками вращающегося колеса и статором турбомашин.
Технический результат заключается в увеличении срока службы сотового уплотнения, за счет снижения вероятности выкрашивания и разрушения сотовой структуры, истираемого уплотнения.
Технический результат достигается истираемым уплотнением, содержащим основу уплотнения и сотовую структуру с наполнителем, при этом сотовая структура и основа представляют собой одну деталь, изготовленную с помощью аддитивных технологий каждая ячейка соединена с по меньшей мере одной соседней ячейкой с помощью отверстия, выполненного в стенке сотовой структуры, а ячейки и каждое отверстие, соединяющее соседние ячейки, заполнены наполнителем, в качестве которого применяется теплоизоляционный материал, закрепленный в сотовой структуре за счет заполнения неровностей шероховатой поверхности, возникающих при изготовлении основы уплотнения и сотовой структуры с помощью аддитивных технологий, и отверстий, соединяющих соседние ячейки, при этом площадь проходного сечения каждого отверстия в стенке сотовой структуры составляет от 10 до 45% от площади стенки, в которой оно выполнено.
Расстояние от верхней поверхности стенки сотовой структуры до выполненного в ней отверстия составляет по меньшей мере удвоенную толщину стенки.
Каждое отверстие, соединяющее соседние ячейки, с одной стороны ограничено поверхностью основы уплотнения.
В качестве теплоизоляционного материала используют материал на основе керамических волокон.
Также технический результат достигается способом изготовления истираемого уплотнения, в котором основа уплотнения и стенки сотовой структуры изготавливаются с помощью аддитивных технологий, причем ячейки сотовой структуры изготавливают таким образом, что каждая ячейка соединена с по меньшей мере одной соседней ячейкой с помощью отверстия в стенке сотовой структуры, а ячейки и каждое отверстие, соединяющее соседние ячейки, заполняются теплоизоляционным материалом, который наносится таким образом, чтобы обеспечить по меньшей мере частичное заполнение неровностей шероховатой поверхности, возникающих при изготовлении основы уплотнения и сотовой структуры с помощью аддитивных технологий, и отверстий, соединяющих соседние ячейки, при этом отверстия в стенке сотовой структуры выполняются так, что площадь проходного сечения каждого отверстия в стенке сотовой структуры составляет от 10 до 45% от площади стенки, в которой оно выполнено.
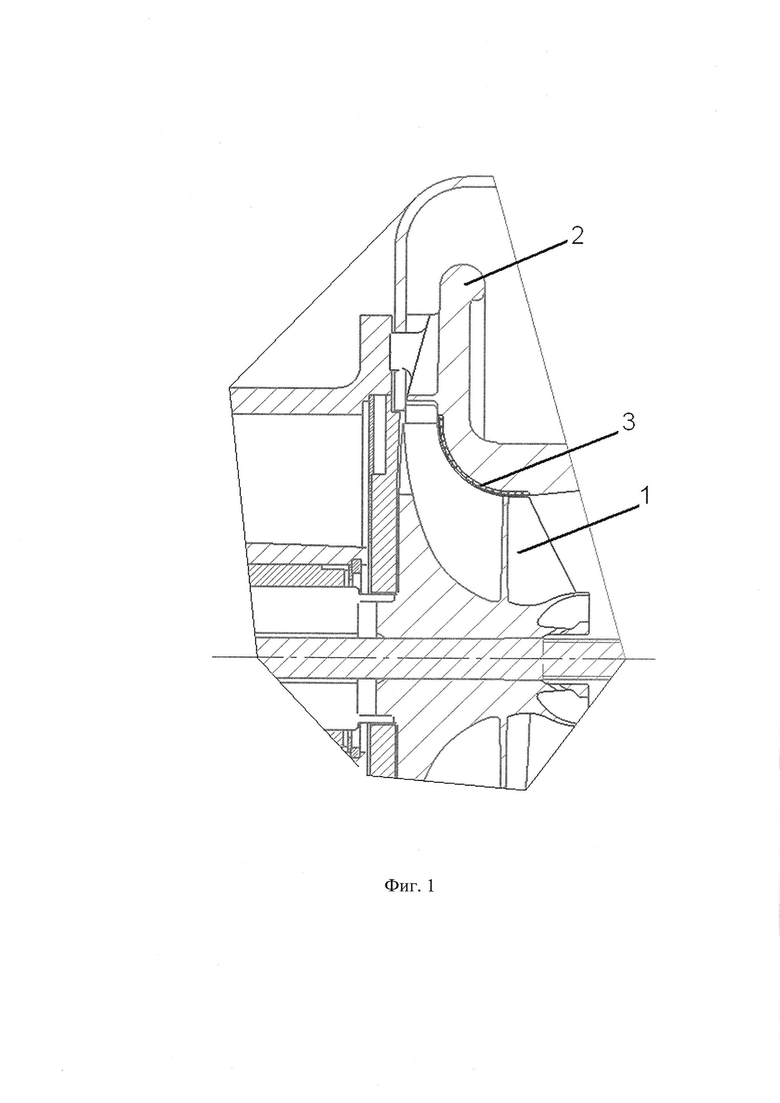
На фиг. 1 показана схема турбины с истираемым уплотнением на корпусе статора турбины.
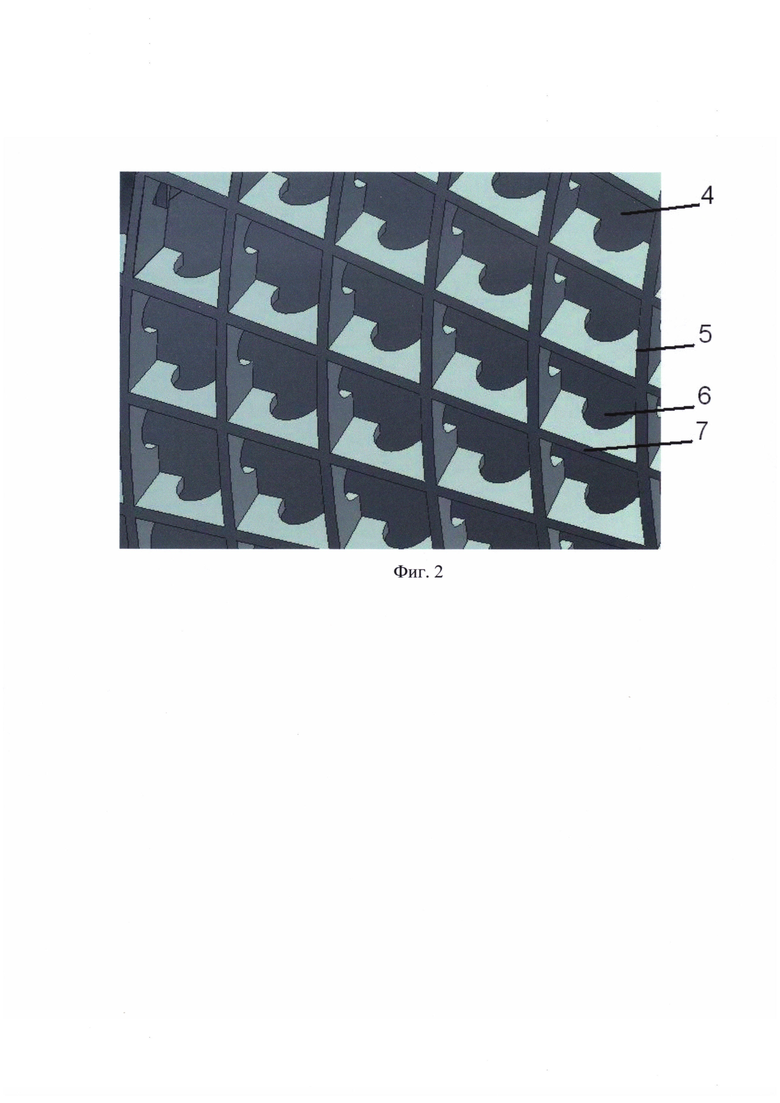
На фиг. 2 показана сотовая структура истираемого уплотнения.
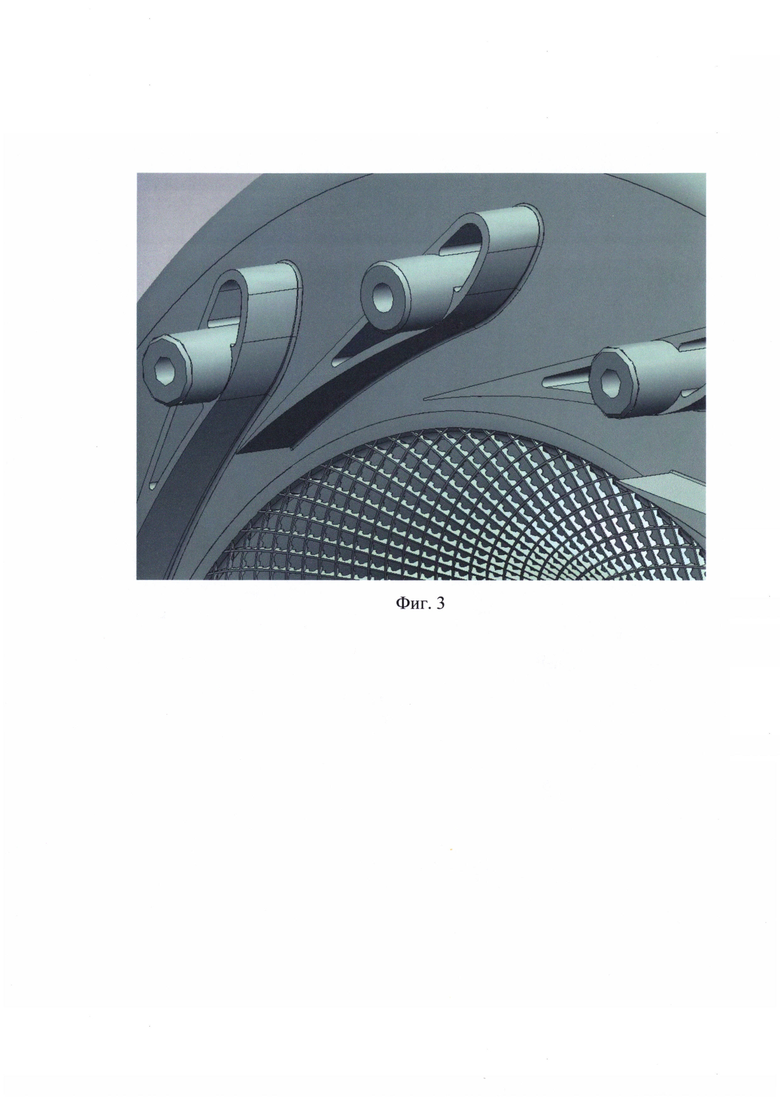
На фиг. 3 показан корпус статора турбины с истираемым уплотнением без наполнителя (3d модель).
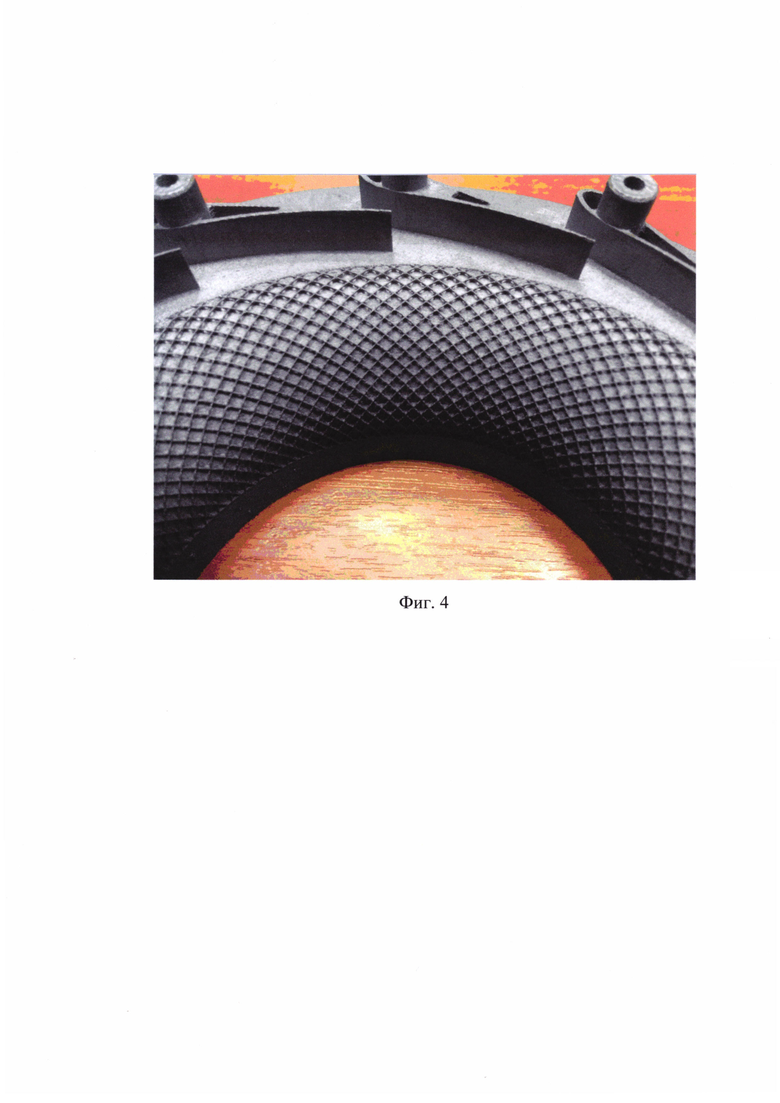
На фиг. 4 показан корпус статора турбины с истираемым уплотнением без наполнителя (опытный образец).
1 - Турбинное колесо с лопатками
2 - Корпус статора турбины
3 - Истираемое уплотнение
4 - Основа уплотнения
5 - Ячейка сотовой структуры
6 - Отверстие
7 - Верхняя поверхность стенки сотовой структуры
Истираемое уплотнение (3) содержит основу (4) уплотнения и сотовую структуру с наполнителем. Сотовая структура и основа (4) представляют собой одну деталь, изготовленную с помощью аддитивных технологий. Каждая ячейка (5) сотовой структуры соединена с по меньшей мере одной соседней ячейкой с помощью отверстия (6). Отверстие (6) выполнено в стенке сотовой структуры. Ячейки и каждое отверстие (6), соединяющее соседние ячейки, заполнены наполнителем, в качестве которого применяется теплоизоляционный материал. Площадь проходного сечения каждого отверстия (6) в стенке сотовой структуры составляет от 10 до 45% от площади стенки, в которой оно выполнено. Расстояние от верхней поверхности (7) стенки сотовой структуры до выполненного в ней отверстия (6) составляет по меньшей мере удвоенную толщину стенки. Каждое отверстие (6), соединяющее соседние ячейки, с одной стороны ограничено поверхностью основы (4) уплотнения. В качестве теплоизоляционного материала используют материал на основе керамических волокон, закрепленный в сотовой структуре за счет заполнения неровностей шероховатой поверхности, возникающих при изготовлении основы (4) уплотнения и сотовой структуры с помощью аддитивных технологий, и отверстий (6), соединяющих соседние ячейки.
Истираемое уплотнение (3) применяется следующим образом.
При вращении турбинного колеса (1) с лопатками значительное влияние на КПД турбины оказывает зазор между рабочими лопатками турбинного колеса (1) и корпусом (2) статора турбины. Для повышения эффективности турбины обеспечивается минимально возможный зазор. Использование истираемого уплотнения (3) между рабочими лопатками турбинного колеса (1) и корпусом (2) статора турбины позволяет обеспечить минимальный зазор в том числе и отрицательный. При отрицательном зазоре в следствие контакта рабочих лопаток турбинного колеса (1) и истираемого уплотнения (3) сохраняется работоспособность турбины, а рабочие лопатки не повреждаются.
Во время работы турбины, на корпусе (2) статора которой выполнено истираемое уплотнение (3), возможно радиальное и осевое смещение вращающегося турбинного колеса (1) с лопатками за счет термических расширений и центробежных сил. При этом, лопатки будут контактировать с истираемым уплотнением (3), которое истираясь предотвратит деформацию самих лопаток. Шероховатость основы (4) и стенок ячеек (5) сотовой структуры истираемого уплотнения (3), возникающая при изготовлении заявленного устройства с помощью аддитивных технологий, и наличие отверстий, соединяющих ячейки (5) сотовой структуры, способствуют удержанию наполнителя и предотвращают его выкрашивание при истирании уплотнения. Таким образом, изменяющийся зазор между лопатками турбинного колеса и истираемым уплотнением на корпусе статора, из-за взаимного перемещение деталей турбомашины компенсируется и остается предельно малым, а наполнитель, в качестве которого применяется теплоизоляционный материал, который обеспечивает уплотнение, сохраняется на более длительный срок в сравнении с известными аналогами заявленного устройства.
Для изготовления истираемого уплотнения (3), основу (4) уплотнения, в качестве которой может быть использован корпус (2) статора турбины, изготавливают совместно со стенками, которые образуют сотовую структуру с помощью аддитивных технологий на 3D принтере. При изготовлении уплотнения (3) в стенках сотовой структуры выполняют отверстия (6) таким образом, чтобы каждая ячейка (5) сотовой структуры была соединена с по меньшей мере одной соседней ячейкой (5). При этом каждая ячейка (5) может быть соединена со всеми соседними ячейками (5) сотовой структуры. После изготовления основы уплотнения (4) и стенок сотовой структуры, ячейки (5) и соединяющее их отверстия заполняются наполнителем (на фиг. не показан), в качестве которого может быть использован теплоизоляционный материал на основе керамических волокон.
Предпочтительно, чтобы площадь проходного сечения каждого отверстия (6) в стенке сотовой структуры составляла от 10 до 45% от площади стенки в котором оно выполнено. Проведенные расчетные и экспериментальные исследования показали, что при выполнении отверстий (6) с площадью проходного меньше 10% значительно снижается целостность теплоизоляционного материала и повышается вероятность выкрашивания материала из отдельных ячеек (5), а при выполнении отверстий (6) с площадью проходного сечения больше, чем 45% повышается вероятность деформации самой сотовой структуры, что в свою очередь может привести к выдавливанию теплоизоляционного материала из нее, что отрицательным образом сказывается на сроке службы уплотнения.
Так же предпочтительным является обеспечение расстояния от внешней поверхности (7) стенки сотовой структуры до выполненного в ней отверстия (6) равным по меньшей мере удвоенной толщине стенки. В случае, если расстояние от внешней поверхности (7) стенки сотовой структуры до выполненного в ней отверстия (6) меньше, чем удвоенная толщина стенки -возникает повышенная вероятность деформации стенки, выкрашивания из него теплоизоляционного материала и, следовательно, снижении срока службы уплотнения.
Для того, чтобы снизить вероятность деформации стенок, отверстия (6) также целесообразно выполнять как можно дальше от верхней поверхности (7) стенок сотовой структуры, например, у основы (4) уплотнения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСТИРАЕМЫЙ ЭЛЕМЕНТ ЛАБИРИНТНОГО УПЛОТНЕНИЯ, В ЧАСТНОСТИ, ДЛЯ АВИАЦИОННОЙ ТУРБИНЫ | 2018 |
|
RU2778413C2 |
| Охлаждаемая турбина высокого давления | 2016 |
|
RU2623622C1 |
| АРМИРОВАННЫЙ ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2011 |
|
RU2483839C2 |
| ВНУТРЕННИЙ БАНДАЖ ДЛЯ ОСЕВОЙ ТУРБОМАШИНЫ, СПОСОБ МОНТАЖА ЛОПАТКИ СТАТОРА К ВНУТРЕННЕМУ БАНДАЖУ И ТУРБОМАШИНА | 2015 |
|
RU2719521C2 |
| ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ТУРБИНЫ | 2009 |
|
RU2429106C2 |
| ПРИРАБАТЫВАЕМАЯ ВСТАВКА УПЛОТНЕНИЯ ТУРБИНЫ | 2018 |
|
RU2703669C1 |
| СОСТАВНОЙ ЭЛЕМЕНТ ПРИРАБАТЫВАЕМОГО УПЛОТНЕНИЯ ТУРБИНЫ | 2009 |
|
RU2436658C2 |
| ПРИРАБАТЫВАЕМОЕ УПЛОТНЕНИЕ ТУРБОМАШИНЫ | 2009 |
|
RU2425984C1 |
| ИСТИРАЕМОЕ УПЛОТНЕНИЕ ТУРБОМАШИНЫ | 2010 |
|
RU2454473C1 |
| Способ изготовления прирабатываемого уплотнения | 2021 |
|
RU2795531C2 |
Изобретение относится к энергетике, а именно к истираемым уплотнениям для газовой турбины, имеющим ячеистые металлические структуры, применяемым для уплотнения зазоров между лопатками вращающегося колеса и статором турбомашин. Истираемое уплотнение (3) содержит основу (4) уплотнения и сотовую структуру с наполнителем. Сотовая структура и основа (4) представляют собой одну деталь, изготовленную с помощью аддитивных технологий. Каждая ячейка (5) соединена с по меньшей мере одной соседней ячейкой с помощью отверстия (6). Отверстие (6) выполнено в стенке сотовой структуры. Ячейки и каждое отверстие (6), соединяющее соседние ячейки, заполнены наполнителем, в качестве которого применяется теплоизоляционный материал. Также раскрыт способ изготовления истираемого уплотнения. Технический результат заключается в увеличении срока службы сотового уплотнения, за счет снижения вероятности выкрашивания и разрушения сотовой структуры истираемого уплотнения. 2 н. и 6 з.п. ф-лы, 4 ил.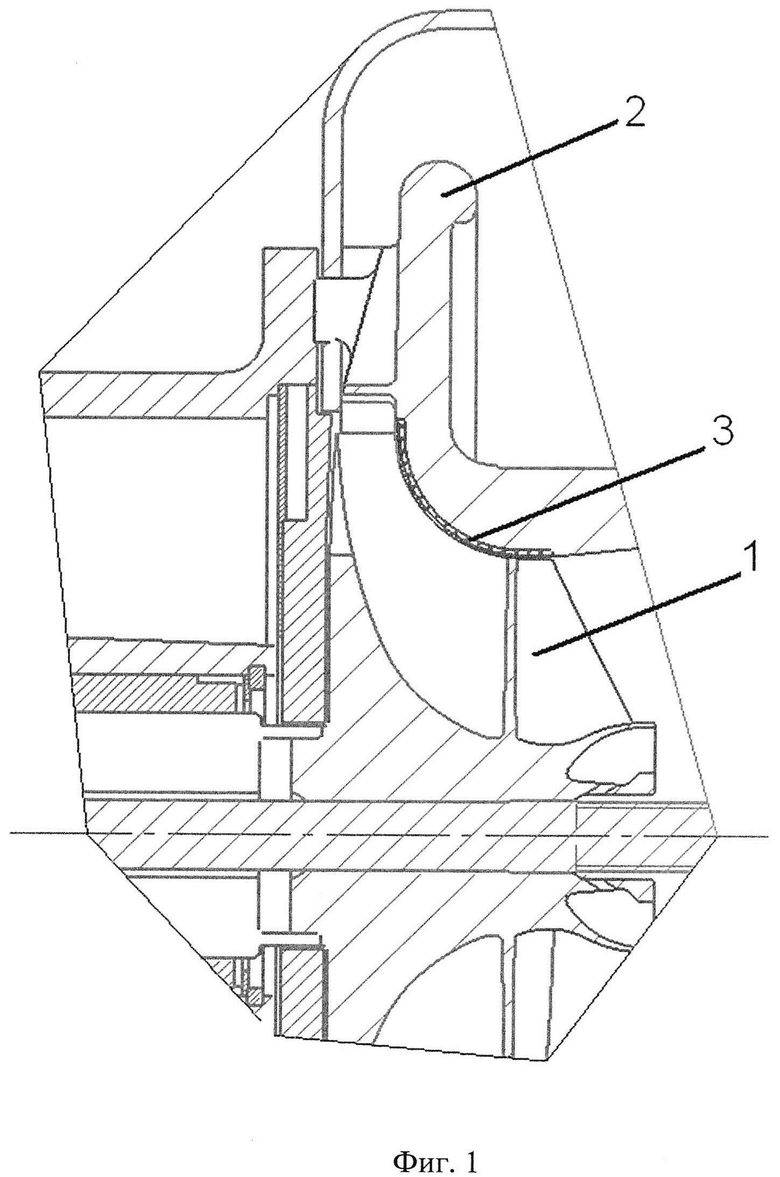
1. Истираемое уплотнение, содержащее основу уплотнения и сотовую структуру с наполнителем, отличающееся тем, что сотовая структура и основа представляют собой одну деталь, изготовленную с помощью аддитивных технологий, каждая ячейка соединена с по меньшей мере одной соседней ячейкой с помощью отверстия, выполненного в стенке сотовой структуры, а ячейки и каждое отверстие, соединяющее соседние ячейки, заполнены наполнителем, в качестве которого применяется теплоизоляционный материал, закрепленный в сотовой структуре за счет заполнения неровностей шероховатой поверхности, возникающих при изготовлении основы уплотнения и сотовой структуры с помощью аддитивных технологий, и отверстий, соединяющих соседние ячейки, при этом площадь проходного сечения каждого отверстия в стенке сотовой структуры составляет от 10 до 45% от площади стенки, в которой оно выполнено.
2. Уплотнение по п. 1, отличающееся тем, что расстояние от верхней поверхности стенки сотовой структуры до выполненного в ней отверстия составляет, по меньшей мере, удвоенную толщину стенки.
3. Уплотнение по п. 1, отличающееся тем, что каждое отверстие, соединяющее соседние ячейки, с одной стороны ограничено поверхностью основы уплотнения.
4. Уплотнение по любому из пп. 1-3, отличающееся тем, что в качестве теплоизоляционного материала используют материал на основе керамических волокон.
5. Способ изготовления истираемого уплотнения, в котором основа уплотнения и стенки сотовой структуры изготавливаются с помощью аддитивных технологий, причем ячейки сотовой структуры изготавливают таким образом, что каждая ячейка соединена с по меньшей мере одной соседней ячейкой с помощью отверстия в стенке сотовой структуры, а ячейки и каждое отверстие, соединяющее соседние ячейки, заполняются теплоизоляционным материалом, который наносится таким образом, чтобы обеспечить, по меньшей мере, частичное заполнение неровностей шероховатой поверхности, возникающих при изготовлении основы уплотнения и сотовой структуры с помощью аддитивных технологий, и отверстий, соединяющих соседние ячейки, при этом отверстия в стенке сотовой структуры выполняются так, что площадь проходного сечения каждого отверстия в стенке сотовой структуры составляет от 10 до 45% от площади стенки, в которой оно выполнено.
6. Способ по п. 5, отличающийся тем, что отверстия в стенке сотовой структуры выполняются так, что расстояние от верхней поверхности стенки сотовой структуры до выполненного в ней отверстия составляет, по меньшей мере, удвоенную толщину стенки.
7. Способ по п. 5, отличающийся тем, что каждое отверстие, соединяющее соседние ячейки, с одной стороны ограничивается поверхностью основы уплотнения.
8. Способ по любому из пп. 5-7, отличающийся тем, что в качестве теплоизоляционного материала используют материал на основе керамических волокон.
| US 4639388 A1, 27.01.1987 | |||
| US 2017058689 A1, 02.03.2017 | |||
| US 3867061 A, 18.02.1975 | |||
| WO 2015130528 A1, 03.09.2015 | |||
| СОТОВАЯ СТРУКТУРА, ИСТИРАЕМОЕ УПЛОТНЕНИЕ И СПОСОБ ЕГО ОБРАЗОВАНИЯ | 2001 |
|
RU2277637C2 |

