Область техники
Настоящее изобретение относится к способу создания застежки с крючками и петлями (липучки) на слоистом материале, содержащем по меньшей мере один слой, образующий несущую основу, например, слой нетканого материала, и по меньшей мере один слой петлевого нетканого материала, закрепленного на по меньшей мере одном нижнем слое, образующем основу. Настоящее изобретение относится также к устройству для создания застежки-липучки на слоистом материале такого типа, а также к слоистому материалу указанного типа.
Слоистый материал, содержащий по меньшей мере один слой, образующий основу, например, слой нетканого материала, и по меньшей мере один слой петлевого нетканого материала, например, кардный нетканый материал, скрепленный каландрированием, применяется, в частности, для получения петлевой части самоклеящейся застежки-липучки, в частности, для подгузников и, в частности, для получения полосы, расположенной в передней части подгузника, на уровне пояса в центральном положении, полосы, называемой обычно "зоной комфортной фиксации" или "landing zone" (зона посадки), чтобы можно было застегнуть пояс подгузника путем зацепления крючков, выходящих их лапок, расположенных в краевых боковых участках задней части подгузника.
В настоящем изобретении под застежкой-липучкой понимается объем, доступный в петлевом нетканом материале, в который могут проникать крючки, чтобы реализовать прицепление.
Предшествующий уровень техники
Зоны зацепления у нетканых материалов получают, в частности, путем сборки полотна волокон на нетканой несущей основе типа SMS. Волокна при изготовлении являются независимыми, и для получения объемов сцепления необходимо большое количество волокон, а с крючками могут кооперировать в основном только волокна на поверхности, противоположной основе. Поэтому, чтобы обеспечить достаточную кооперацию с крючками, чтобы соответствовать ожиданиям потребителя к высокому качеству продукта, необходимо иметь большое количество волокон и, соответственно, значительный вес продукта. Кроме того, большое количество волокон ухудшает различимость печати, осуществленной на одной из сторон основы из SMS-материала.
Существет, кроме того, противоречие между весом используемых филаментов и способностью крючков проникать в зону зацепления. Чем больше вес используемых волокон при равном объеме, тем сложнее крючкам проникать.
Обычно полотно, образующее зону комфортной фиксации, выполнено как слоистый материал и содержит несущий элемент, например, нетканый материал SMS, на котором, в частности, могут быть напечатаны декоративные узоры, а с другой стороны содержит нетканый материал с петлями, например, каландрированный кардный нетканый материал, который закреплен на верхней части несущего элемента.
Предпочтительно, чтобы кардный нетканый материал позволял потребителю видеть сквозь него рисунки, напечатанные на несущем элементе.
С другой стороны, желательно, чтобы взаимодействие между захватывающими петлями, образованными текстильным элементом, и крючками было оптимальным. Для этого необходимо, чтобы крючки могли легко входить в захватывающие петли или зацепляться с ними. Кроме того, предпочтительно также иметь хорошее сопротивление петель сдвигу, когда они испытывают действие крючка, а также хорошее сопротивление раскрытию при отдирании. Желательно также, чтобы пользователь ощущал при расстегивании хорошее зацепление, что дает ему уверенность в плавном застегивании с соразмерным усилием. Это качество обычно оценивают путем измерения энергии отдирания. Желательно также получить хорошие сенсорные свойства, включающие ощущение мягкости, требующее легкого прикосновения, и вид текстильного изделия, а также оптимизировать веса зоны комфортной фиксации и, таким образом, снизить стоимость продукта.
Это вступает в противоречие с желанием, чтобы напечатанные рисунки были хорошо видны через петлевой элемент, в результате чего современные зоны комфортной фиксации, в частности, образованные из двух нетканых материалов, соответственно SMS и кардного материала, или не имеют хорошего сопротивления отдиранию, в реальности или в представлении потребителя, или не позволяют потребителю четко видеть рисунки, напечатанные на несущем слое.
Из документа WO2008/130807 известен слоистый материал, содержащий по меньшей мере одну нетканую несущую основу и кардный петлевой нетканый материал, закрепленный на основе. Этот слоистый материал получают каландрированием, создающим множество зон сцепления. Он не имеет застежки-липучки.
Объект и сущность изобретения
Настоящее изобретение направлено на устранение недостатков уровня техники, предлагая способ создания застежки-липучки на слоистом материале определенного выше типа, в частности, предназначенного для образования зоны комфортной фиксации, без ухудшения видимости рисунков, напечатанных на несущем слое.
Согласно изобретению, способ создания застежки-липучки на слоистом материале, в частности, предназначенном для образования зоны комфортной фиксации, содержащем по меньшей мере один текстильный несущий элемент, в частности, по меньшей мере один нетканый материал, например, SMS, и по меньшей мере один петлевой нетканый материал, в частности, кардный нетканый материал, закрепленный на верхней поверхности несущего элемента, включает этапы, на которых
- разворачивают полотно петлевого нетканого материала и полотно, образующее несущий элемент, чтобы провести их через зазор, образованный между двумя, верхним и нижним, валками, чтобы скрепить эти два элемента друг с другом, причем поверхность верхнего валка, находящаяся в контакте с петлевым нетканым материалом, имеет на уровне зазора первую скорость, ориентированную в направлении развертывания слоистого материала (направление машины, или MD), а поверхность нижнего валка, находящегося в контакте с несущим элементом, имеет на уровне зазора вторую скорость, также ориентированную в направлении развертывания слоистого материала (направление машины, или MD),
и отличается тем, что первую и вторую скорости устанавливают так, чтобы первая скорость была выше второй скорости.
В результате очень просто получают слоистый материал, который, позволяя отлично видеть рисунки, возможно, напечатанные на несущем элементе, обеспечивает больший скрепляющий объем застежки-липучки, а также обладает лучшей способностью зацепления для крючков.
Согласно одному предпочтительному варианту осуществления изобретения, первую и вторую скорости устанавливают так, чтобы отношение первой скорости ко второй скорости (или коэффициент превышения) было выше 1,1, в частности, выше 1,2, и, в частности, составляло от 1,2 до 1,6, предпочтительно от 1,3 до 1,5.
Предпочтительно, по меньшей мере один из двух валков нагревают, и скрепление двух полотен осуществляют каландрированием.
Настоящее изобретение относится также к слоистому материалу, какой определен в пункте 1 формулы изобретения.
Согласно другому варианту осуществления, несущий элемент состоит из пластиковой пленки, в частности, из термопластичного материала.
Предпочтительно, несущий элемент не является упругим. В случае, когда несущий элемент является упругим, кривая зависимости усилия от деформации (удлинения), которую необходимо учитывать, является кривой первой деформации, начинающейся с нулевого значения.
Краткое описание фигур
Далее исключительно в качестве примеров и иллюстрации варианты осуществления изобретения описываются с обращением к чертежам, на которых:
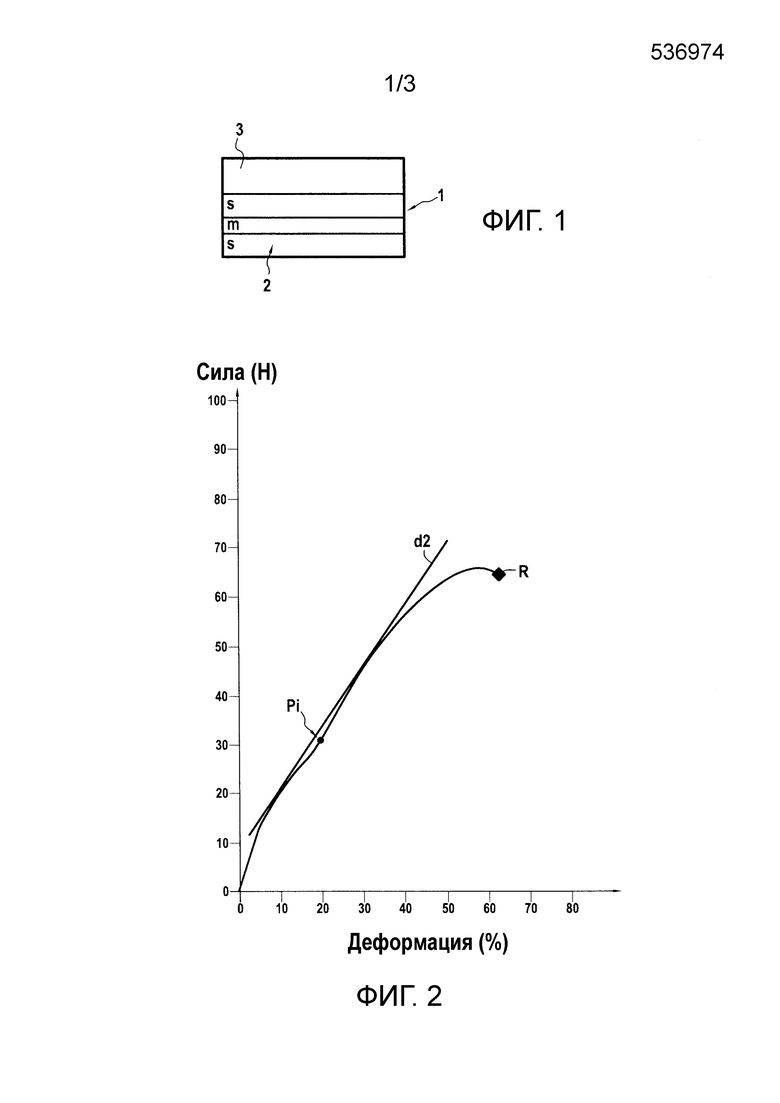
- фигура 1 показывает слоистый материал согласно одному варианту осуществления изобретения;
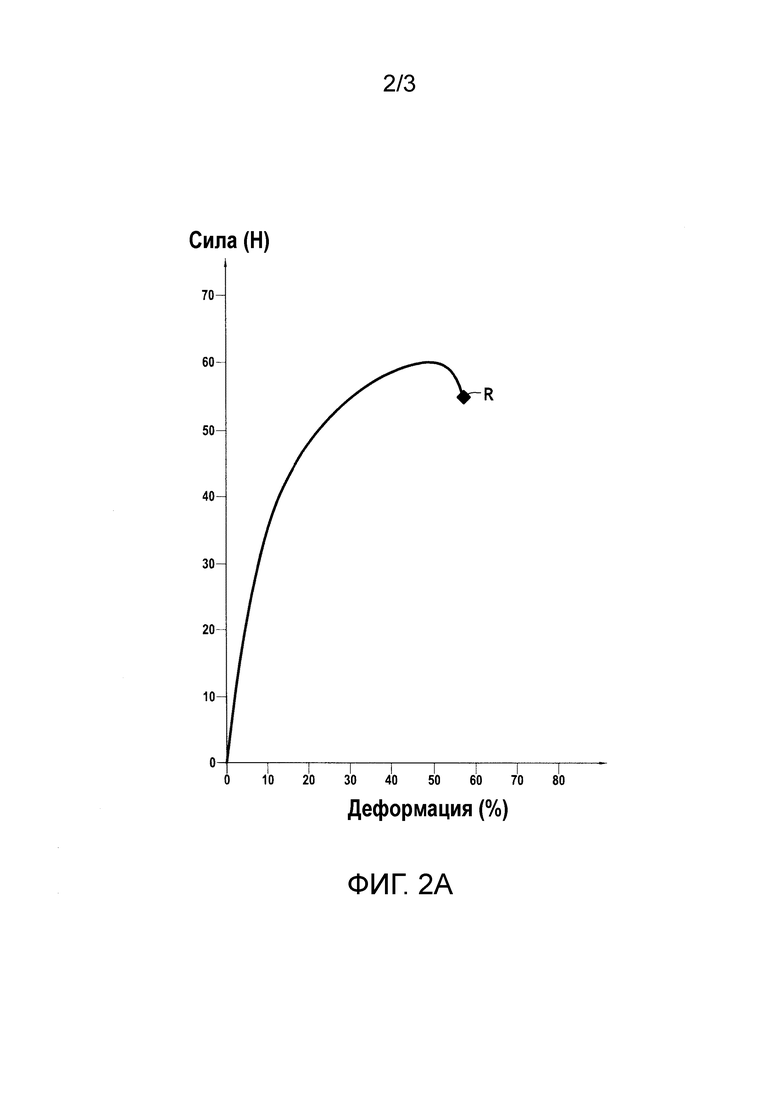
- фигура 2 показывает кривую растягивающего усилия в зависимости от деформации слоистого материала с фигуры 1,
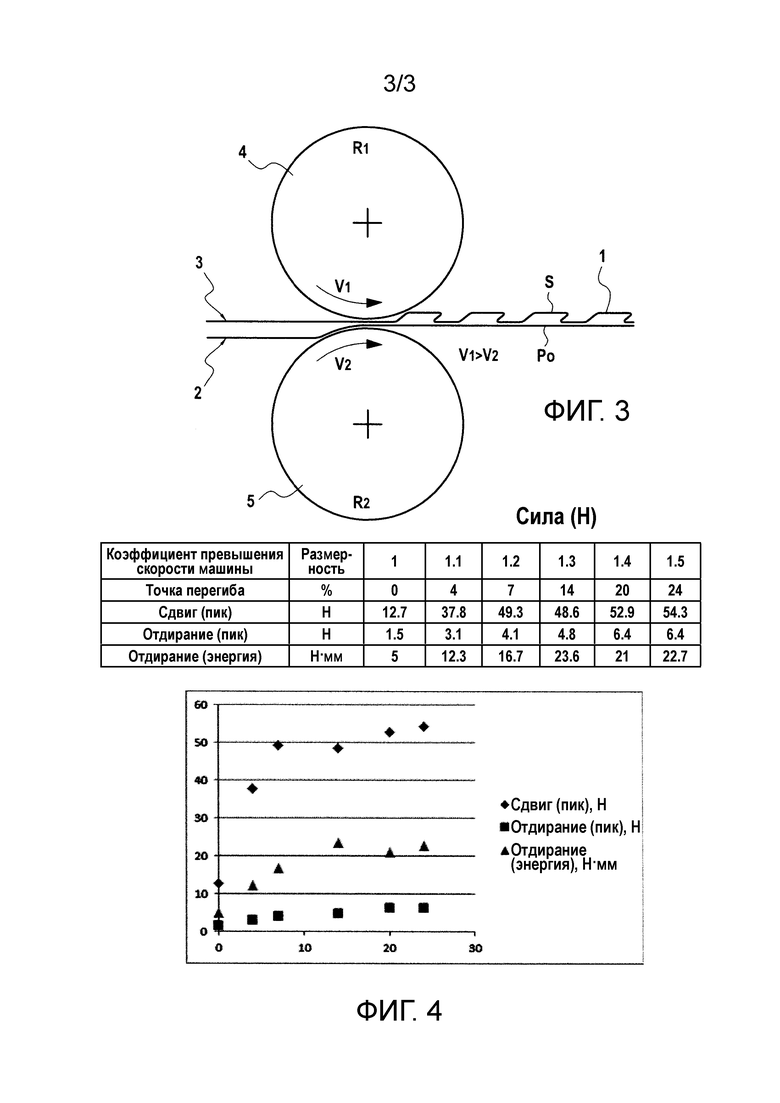
- фигура 2A показывает кривую зависимости усилия от деформации для слоистого материала согласно уровню техники, у которого при каландрировании не использовалось относительное превышение скорости,
- фигура 3 показывает в виде сбоку принципиальную схему устройства для осуществления способа согласно изобретению, и
- фигура 4 показывает характерные параметры нетканого материала в зависимости от положения (в %) точки перегиба.
Предпочтительные варианты осуществления
На фигуре 1 показан слоистый материал 1 согласно изобретению, содержащий несущий элемент 2, состоящий из слоя нетканого материала типа SMS (то есть состоящий из трех наложенных слоев нетканых материалов спанбонд-мелтблаун-спанбонд) и петлевого элемента 3, состоящего из кардного нетканого материала, скрепленного путем каландрирования.
На верхней поверхности несущего элемента 2 были напечатаны рисунки, затем оба элемента 2 и 3 были проведены вместе между двумя валками 4 и 5 для их взаимного скрепления путем каландрирования, как показано на фигуре 3. Согласно одному варианту, печать можно осуществить на нижней стороне несущего элемента 2.
В зазоре, образованном между верхним 4 и нижним 5 валками, два элемента 2 и 3 прижимаются друг к другу соответствующими поверхностями, внешними относительно того или иного валка. Один или оба валка нагревают, и один из двух валков содержит выгравированный узор.
Слоистый материал 1 с фигуры 1 получен на выходе из устройства, показанного на фигуре 3.
Кроме того, соответствующие скорости нижнего и верхнего валков на уровне контакта со слоистым материалом, проходящим через зазор, ориентированы взаимно параллельно, в направлении разматывания обоих элементов, в частности, в направлении машины, или MD. Однако, значение скорости V1 верхнего валка на уровне контакта с петлевым текстильным элементом в зазоре больше значения скорости V2 нижнего валка, то есть, валка, находящегося в контакте с несущим элементом. Чтобы получить слоистый материал с фигуры 1, отношение V1/V2 на фигуре 3 устанавливали равным 1,4.
Как видно из фигуры 3, петлевой элемент содержит последовательность зон сцепления, в частности, полученные посредством каландрирования, и зоны, образующие петли. Зоны, образующие петли, имеют асимметричную форму. В частности, их соответствующая вершина или середина S их верхней части (в случае уплощенной вершины, как на фигуре 3) смещена, в частности, в направлении MD, относительно центральной точки P0, равноудаленной от двух последовательных зон сцепления, между которыми находится зона, образующая соответствующую петлю. Другими словами, отрезок прямой SP0 не перпендикулярен плоскости нетканой несущей основы.
На фигуре 2 представлена кривая, показывающая силу растяжения слоистого материала 1 в направлении MD в зависимости от удлинения. Для получения этой кривой используют испытание на удлинение при разрыве в направлении MD, которое состоит в том, чтобы расположить образец, длиной больше 100 мм и шириной 50 мм, слоистого материала 1, полученного на выходе из устройства, показанного на фигуре 3, между двумя зажимами (расстояние между зажимами равно 100 мм) динамометра (скорость растяжения 50 мм/мин).
Как можно видеть, кривая растет, начиная с удлинения 0%, до точки R, составляющей около 60% и соответствующей максимальной силе удлинения или же разрывному усилию. Начиная с точки R, кривая падает, в частности, с сильным наклоном, намного большим по абсолютному значению, чем наклон на участке между точками O и R.
Чтобы определить точку перегиба, можно использовать любой классический метод, например, можно определить ее графически по методу касательных (d2), или путем аппроксимации кривой полиномами, в частности, четвертого порядка.
На участке от O до R кривая содержит точку перегиба Pi, соответствующую деформации около 20%. Точка перегиба Pi предпочтительно соответствует деформации больше 4%, в частности, от 7% до 30%, более предпочтительно, от 7% до 20%.
В зависимости от коэффициента превышения скорости застежка-липучка будет увеличиваться в размерах, тем самым улучшая характеристики, в частности, при сдвиге и при отдирании, слоистого материала, в частности, зоны комфортной фиксации, как это показывает фигура 4.
Как можно видеть на фигуре 2A, когда ни один из валков не имеет превышения скорости (V1/V2=1), кривая не содержит точки перегиба. В этом случае полученный слоистый материал не обладает застежкой-липучкой.
Метод отдирания
Чтобы измерить характеристики при отдирании в зависимости от коэффициента превышения скорости, проводят измерение сопротивления раскрытию под 180° на собранной паре "крючок/зона комфортной фиксации". Полосу с крючками шириной 13 мм и длиной 25,4 мм, собранную на бумажной подложке плотностью 80 г/м2 и шириной 25,4 мм, прижимают с усилием 2 кг к образцу зоны комфортной фиксации размерами 50мм x 50мм с помощью простого валика, причем относительные ориентации продуктов идентичны ориентациям, использующимся на подгузнике. Затем к подложке с крючками прикладывают растягивающее усилие 1 кг в течение 10 секунд, имитируя застегивание подгузника, в частности, подгузника, имеющего эластичные ушки. Бумагу, поддерживающую крючки, вводят затем в верхний подвижный зажим стенда для испытания на растяжение типа Synergie 200H от MTS System, снабженного динамометрической ячейкой на 100Н, а зону комфортной фиксации вводят в нижний зажим. Расстояние между двумя зажимами составляет 50 мм. Чтобы измерить усилие расстегивания, верхнюю часть стенда приводят затем в поступательное перемещение снизу вверх со скоростью 305 мм/мин. Затем регистрируют величину максимальной силы, предоставляемой машиной, а также, факультативно, значение энергии, соответствующей площади под поверхностью кривой результатов испытания, снятой в пределах 13 первых мм хода испытательного стенда.
Метод сдвига
Чтобы измерить характеристики при сдвиге в зависимости от коэффициента превышения скорости, берут образец зоны комфортной фиксации размером 50мм x 50мм, который наклеивают на жесткую пластинку, например, металлическую, двусторонним клеем.
Оператор помещает на зону комфортной фиксации полосу крючков шириной 13 мм и длиной 25,4 мм, собранную на бумажной подложке плотностью 250 г/м2, соблюдая относительные ориентации продуктов на слое, и надавливает большим пальцем в течение 3 сек.
Затем в течение 5 секунд к основе с крючками прикладывают растягивающее усилие 1 кг, имитируя застегивание подгузника, в частности, подгузника, имеющего эластичные ушки.
Металлическую пластину, поддерживающую зону комфортной фиксации, вводят в верхний подвижный зажим стенда для испытаний на растяжение типа DY 30 от MTS System, оборудованного динамометрической ячейкой на 100 Н.
Затем бумагу, поддерживающую крючок, вставляют в нижний неподвижный зажим.
Движение стенда будет происходить в том же направлении, что и направление растяжения силой 1 кг. Расстояние между двумя зажимами составляет 76 мм. Чтобы измерить усилие расстегивания, затем осуществляют поступательное перемещение верхней части стенда снизу вверх с постоянной скоростью 305 мм/мин. Опыт проводится до тех пор, пока петля и крючок полностью не расцепятся. Затем регистрируют значение максимального усилия на полученной кривой.
В настоящем изобретении под нетканым материалом понимается продукт, полученный при образовании полотна волокон или филаментов, которые были скреплены. Скрепление может быть механическим, химическим или термическим и выражается в наличии связи между волокнами и/или филаментами. Это скрепление может быть прямым, то есть осуществленным непосредственно между волокнами и/или филаментами путем сварки, или оно может быть непрямым, то есть осуществляемым посредством промежуточного слоя между волокнами и/или филаментами, например, слоя клея или слоя связующего. Термин "нетканый материал" относится к структуре в форме полосы или полотна волокон или филаментов, которые переплетены неоднородным, беспорядочным или случайным образом. Нетканый материал может иметь однослойную структуру или многослойную структуру. Нетканый материал может также быть объединен с другим материалом, таким как пленка, образуя слоистый материал. Нетканый материал можно получить из различных синтетических и/или натуральных материалов. Примерами натуральных материалов являются целлюлозные волокна, такие, как хлопок, джут, бумажная масса, лен и т.п., они могут также включать волокна восстановленной целлюлозы, такие, как искусственный шелк или вискоза. Натуральные волокна для нетканого материала можно получить, применяя различные способы, такие, как кардование. В качестве неограничивающих примеров синтетических материалов можно назвать термопластичные синтетические полимеры, известные как позволяющие образовать волокна, включающие, без ограничений, полиолефины, например, полиэтилен, полипропилен, полибутилен и т.п.; полиамид, например, полиамид 6, полиамид 6.6, полиамид 10, полиамид 12 и т.д., сложные полиэфиры, например, полиэтилентерефталаты, полибутилентерефталаты, полимолочные кислоты и т.п., поликарбонаты, полистиролы, термоэластопласты, виниловые полимеры, полиуретаны, а также их смеси и сополимеры.
Вообще говоря, волокна и филаменты принципиально отличаются их длиной и способом их получения.
Под филаментами понимаются единичные элементы очень большой длины по сравнению с диаметром окружности, в которую вписано их сечение, экструдированные в непрерывно режиме для прямого образования полотна нетканого материала, которое можно затем скрепить термоскреплением или любым другим способом, позволяющим достичь желаемых характеристик, и/или позволяющим их транспортировку. Предпочтительно, филаменты имеют длину больше 120 мм.
Термин "волокно" является обобщенным обозначением текстильного материала или элемента текстильного материала ограниченной длины, меньше длины филаментов, и подходящего для прядения и/или использующегося при получении нетканых материалов. Различают два типа волокон: короткие волокна, образованные из разрезного материала малой длины, меньше 70 мм (предпочтительно от 25 до 60 мм), и длинные волокна, образованные из разрезного материала большой длины, больше 70 мм (предпочтительно от 80 до 120 мм).
В отличие от филаментов, которые скрепляют сразу после экструдирования, волокна обычно ориентируют и устраивают в полотна на стадии кардования, хорошо известной специалисту. Это полотно затем можно скрепить термоскреплением или любым другим способом, позволяющим достичь желаемых характеристик и/или возможности их транспортировки. Согласно изобретению, можно с успехом использовать петлевой нетканый материал, содержащий сильно вытягивающиеся волокна.
Под сильно растягивающимися волокнами понимают волокна, которые имеют максимальное удлинение перед разрывом более 250%, то есть волокна, которые могут растягиваться по меньшей мере в 2,5 раза от их длины в состоянии покоя и перед вытяжкой.
Более конкретно, сильно растягивающиеся волокна имеют максимальное удлинение перед разрывом более 300%, или же имеют максимальное удлинение перед разрывом в диапазоне от 300% до 600%, в частности, от 450% до 500%.
Согласно одному варианту осуществления, петлевой нетканый материал содержит сильно растягивающиеся волокна, в частности, по меньшей мере 50% сильно растягивающихся волокон.
Согласно настоящему изобретению, под петлей здесь понимается филамент и/или волокно, у которого оба конца скреплены с основой в соответствующей точке основы или в одной и той же точке основы. Петля может также быть образована из нескольких филаментов или волокон, скрепленных друг с другом, из которых по меньшей мере два скреплены с основой в одной точке или в двух разных соответствующих точках. При этом петли могут иметь особую асимметричную форму.
Под петлевым нетканым материалом понимается нетканый материал, образующий петли, доступные для крючка после соединения с основой.
В одном варианте можно предусмотреть активацию петлевого нетканого материала перед его закреплением на несущем элементе.
Предпочтительно, по меньшей мере один несущий элемент является нетканым материалом, в частности типа SM (спанбонд-мелтблаун), SMS (спанбонд-мелтблаун-спан,бонд) или SMMS (спанбонд-мелтблаун-мелтблаун-спанбонд), SSMMS (спанбонд-спанбонд-мелтблаун-мелтблаун-спанбонд) и т.п.
Согласно изобретению, под упругим понимается элемент, который в описываемом ниже опыте имеет остаточную деформацию, или SET, менее 15%, предпочтительно менее 10%, более предпочтительно менее 5% при вытяжке 100% от его исходного размера. Согласно изобретению, под неупругим понимается элемент, который не подпадает в приведенное выше определение упругого элемента. Аналогично, элемент, который разрывается до достижения удлинения 100% от его исходного размера, также следует считать неупругим.
Измерить упругость слоистого материала можно также, например, определяя остаточную деформацию согласно следующему опыту.
Образец выдерживают в нормальных условиях, как определено в стандарте ASTDM 5170 (температура 23°C±2°C и относительная влажность 50%±5%).
В качестве прибора используют динамометр согласно стандарту EN 10002, в частности Synergie 200, колонку от фирмы MTS Systems Corp, США, в сочетании с прикладной программой TESTWORKS 4.12.
Образец готовят, разрезая режущим инструментом или ножницами упругий продукт (например, слоистый материал согласно изобретению) на образцы шириной 50 мм в направлении MD (направление машины, перпендикулярно плоскости фигуры 1) и длиной 120 мм в направлении CD (поперечное направление, горизонтальное направление на фигуре 1).
Параметры выбирают следующим образом:
- расстояние между зажимами: 100 мм
- скорость машины: 508 мм/мин
- число циклов: 1
- удлинение продукта: 100% при постоянной скорости
Продукт вытягивают на 100% путем перемещения по вертикали верхнего зажима, причем нижний зажим остается неподвижным, затем удерживают в этом положении в течение 30 секунд, после чего с постоянной скоростью возвращают в исходное положение, где его оставляют на 60 секунд (конец цикла), а затем снова вытягивают до разрыва продукта.
В результате получают кривую зависимости растягивающего усилия от удлинения (в %), которая имеет гистерезис, позволяющий определить SET по следующей расчетной формуле:
SET= L1-L0
где
L0: точка пересечения с осью X (удлинение в %) в начале опыта, то есть в начале цикла,
L1: точка пересечения с осью X (удлинение в %) в начале второго удлинения после возвращения к нулевому усилию и ожидания в течение 60 секунд.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЛОИСТОЕ ИЗДЕЛИЕ | 2016 |
|
RU2744182C1 |
| МНОГОСЛОЙНЫЕ ЭЛАСТИЧНЫЕ СЛОИСТЫЕ МАТЕРИАЛЫ С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ И ЭЛАСТИЧНОСТЬЮ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2015 |
|
RU2630146C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО ИЗДЕЛИЯ | 2016 |
|
RU2719206C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С УЛУЧШЕННЫМ УПЛОТНЕНИЕМ | 2017 |
|
RU2747478C2 |
| ПРЕДМЕТ МЕДИЦИНСКОЙ ОДЕЖДЫ | 2011 |
|
RU2551068C2 |
| СВЯЗАННЫЕ БЕЗ РАСТЯЖЕНИЯ ЭЛАСТИЧНЫЕ МАТЕРИАЛЫ, СОДЕРЖАЩИЕ НИТИ И ПЛЕНКУ | 2016 |
|
RU2707774C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2012 |
|
RU2605844C2 |
| АБСОРБИРУЮЩАЯ ПРОКЛАДКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2805501C2 |
| ТЕПЛОВОЕ УСТРОЙСТВО | 2008 |
|
RU2497487C2 |
| БИОРАЗЛАГАЕМАЯ ПЛЕНКА И ЛАМИНАТ | 2013 |
|
RU2640243C2 |
Слоистый материал (1), содержащий по меньшей мере один несущий элемент (2), например нетканый материал, в частности типа SMS, и по меньшей мере один петлевой нетканый материал (3), в частности кардный, скрепленный с несущим элементом (1), в частности, путем каландрирования с первым нетканым материалом, отличается тем, что кривая зависимости силы, необходимой для вытягивания слоистого материала вдоль заданной оси, например оси MD или оси CD слоистого материала, от удлинения содержит участок, на котором, начиная с нулевого удлинения, сила возрастает от нуля до максимального значения, соответствующего, в частности, разрыву слоистого материала и кривая содержит точку перегиба (Pi) на указанном участке. 2 н. и 9 з.п. ф-лы, 5 ил.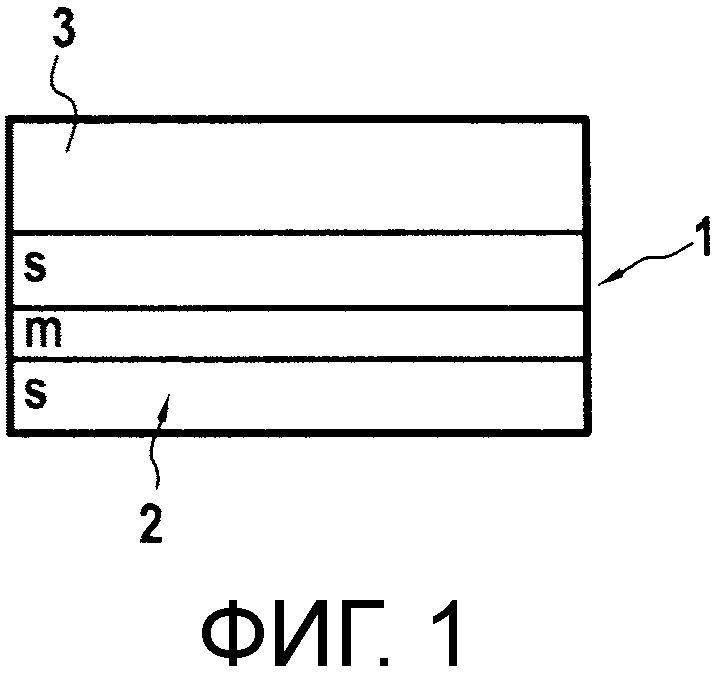
1. Слоистый материал (1), содержащий по меньшей мере один несущий элемент (2), например нетканый материал, в частности типа SMS, и по меньшей мере один петлевой нетканый материал (3), в частности кардный материал, закрепленный на несущем элементе (1), в частности, каландрированием с первым нетканым материалом, причем кривая зависимости силы, необходимой для вытягивания слоистого материала вдоль заданной оси, например оси MD (направление машины) или оси CD (поперечное направление) слоистого материала, от удлинения содержит участок, на котором, начиная с нулевого значения удлинения, сила возрастает от нуля до максимального значения, соответствующего, в частности, разрыву слоистого материала и кривая имеет точку перегиба (Pi) на указанном участке, при этом несущий элемент не является упругим.
2. Слоистый материал по п. 1, в котором точка перегиба (Pi) соответствует деформации больше 4%, в частности от 7% до 30%, более предпочтительно от 7% до 20%.
3. Слоистый материал по одному из пп.1 или 2, в котором по меньшей мере один несущий элемент (2) является нетканым материалом, в частности материалом типа SM (спанбонд-мелтблаун), SMS (спанбонд-мелтблаун-спанбонд) или SMMS (спанбонд-мелтблаун-мелтблаун-спанбонд), SSMMS (спанбонд-спанбонд-мелтблаун-мелтблаун-спанбонд) и т.п.
4. Слоистый материал по одному из пп. 1-3, в котором петлевой нетканый материал (3) является кардным материалом, в частности скрепленным каландрированием.
5. Слоистый материал по одному из пп. 1-4, в котором скрепление двух элементов (2,3) осуществляют путем каландрирования.
6. Слоистый материал по одному из пп. 1-5, в котором кардный материал (3) содержит сильно растягивающиеся волокна.
7. Слоистый материал по одному из предыдущих пунктов, в котором петлевой элемент содержит последовательность зон сцепления и зон, образующих петли, причем зоны, образующие петли, имеют асимметричную форму.
8. Слоистый материал по п. 7, в котором вершина зоны, образующей петлю, или середина S ее верхней части в случае сплюснутой вершины смещена, в частности, в направлении MD относительно центральной точки P0, равноотстоящей от двух последовательных зон соединения, между которыми находится зона, образующая петлю.
9. Способ создания застежки-липучки на слоистом материале (1), в частности, по одному из предыдущих пунктов, в частности, предназначенный для образования зоны комфортной фиксации, содержащей по меньшей мере один текстильный несущий элемент (2), в частности по меньшей мере один нетканый материал, например типа SMS, и по меньшей мере один петлевой нетканый материал (3), в частности кардный нетканый материал, закрепленный на верхней поверхности несущего элемента, причем способ включает этапы, на которых:
- разворачивают полотно петлевого нетканого материала и полотно, образующее несущий элемент, чтобы провести их через зазор, образованный между двумя, верхним и нижним, валками, чтобы скрепить эти два элемента друг с другом, причем поверхность верхнего валка, находящаяся в контакте с петлевым нетканым материалом, имеет на уровне зазора первую скорость, ориентированную в направлении развертывания слоистого материала (направление машины, или MD), а поверхность нижнего валка, находящегося в контакте с несущим элементом, имеет на уровне зазора вторую скорость, также ориентированную в направлении разворачивания слоистого материала (направление машины, или MD), и способ отличается тем, что первую и вторую скорости устанавливают так, чтобы первая скорость была выше второй скорости.
10. Способ по п. 9, в котором первую и вторую скорости устанавливают так, чтобы отношение первой скорости ко второй скорости (или коэффициент превышения) составляло от 1,2 до 1,6, предпочтительно от 1,3 до 1,5.
11. Способ по п. 9 или 10, в котором по меньшей мере один из двух валков нагревают и скрепление двух полотен осуществляют путем каландрирования.
| US 2006003658 A1, 05.01.2006 | |||
| WO 2008130807 A1, 30.10.2008 | |||
| US 5326612 A, 05.07.1994 | |||
| WO 1997019808 A1, 05.06.1997. |

