Изобретение относится к станкостроению, а именно к способу нарезания конических колес с косыми и прямыми зубьями одно- или многозаходной конической червячной фрезой на зубофрезерных станках и может быть использовано, например, для создания компактных, высокооборотных двигателей с большой удельной мощностью, в конструкциях приводов оптических устройств, станках, машинах.
Изобретение направлено на значительное упрощение кинематической схемы станка, уменьшение номенклатуры инструмента, обеспечение возможности нарезания конических колес с косыми и прямыми зубьями одно- или многозаходной конической червячной фрезой.
Давно известен и применяется при нарезании зубчатых колес процесс обкатного фрезерования, в котором сразу после подачи инструмента на заданную глубину инструмент и нарезаемое колесо совершают совместное заданное относительное движение, известное как движение обката. Форма профиля зуба образуется за счет относительного перемещения инструмента и нарезаемого колеса во время движения обката. Операции повторяются до тех пор, пока не будут образованы все зубья. Поскольку при этом имеет место значительная протяженность кинематических цепей, состоящих из механических звеньев, сложность конструкции, значительная металлоемкость обрабатывающих станков, то задача, на решение которой направлены усилия разработчиков в этой области, связана с устранением этих недостатков.
Так, например, известен способ нарезания конических колес, осуществляемый с помощью зубофрезерного станка с гидравлическими связями по патенту RU 2130366 С1 (публик. 20.05.1999), заключающийся в настройке относительно друг друга фрезы и нарезаемого колеса и обкатку нарезаемого колеса с помощью зубофрезерного станка, снабженного гидравлическими шаговыми приводами в цепях вертикальной подачи инструмента и радиальной подачи нарезаемого колеса и генераторами гидравлических импульсов, используемыми в качестве звеньев настройки в упомянутых цепях.
Недостатком данного станка является то, что он не обеспечивает дифференциального движения нарезаемого колеса, необходимого при нарезании конических колес с косыми зубьями.
Известен еще один способ нарезания конических колес с косыми зубьями с помощью зубофрезерного станка по патенту RU 2143961 С1 (публик. 10.01.2000), частично устраняющий недостатки предыдущего аналога. Способ выбран в качестве ближайшего аналога и включает настройку относительно друг друга фрезы и нарезаемого колеса и обкатку нарезаемого колеса червячной фрезой при вертикальной подаче фрезы и радиальной подаче нарезаемого колеса с передачей нарезаемому колесу движений обкатки и подачи с помощью дифференциала. Для этого станок снабжен дифференциалом, в цепи которого размещен шаговый гидравлический привод, а в звене настройки размещен генератор гидравлических импульсов с вращающейся золотниковой втулкой, предназначенной для обеспечения передаточного отношения в упомянутой цепи дифференциала, соответствующего отношению частоты импульсов, связанному с расчетным числом щелей на упомянутой золотниковой втулке генератора гидравлических импульсов.
Недостатком данного способа является то, что он требует большой номенклатуры инструмента при нарезании колес разного модуля, разного числа зубьев, разной конусности и разного наклона зубьев к образующей делительного конуса. Кроме того, из-за изменения угла наклона зуба фрезы, для нарезания косозубого колеса необходимо поворачивать фрезу вокруг оси, перпендикулярной начальному конусу колеса и начальному цилиндру фрезы в точке их соприкосновения, что значительно усложняет и без того сложную кинематическую схему станка.
Техническим результатом заявляемого способа является упрощение, повышение точности и расширение функциональных возможностей за счет упрощения кинематической схемы, уменьшения номенклатуры инструмента, обеспечения возможности нарезания конических колес с косыми и прямыми зубьями одно- или многозаходной конической червячной фрезой.
Указанный технический результат достигается за счет того, что в способе нарезания конических колес для роторного двигателя, включающем настройку относительно друг друга фрезы и нарезаемого колеса и обкатку нарезаемого колеса червячной фрезой при подаче фрезы или нарезаемого колеса с передачей нарезаемому колесу движений обкатки и подачи с помощью дифференциала, согласно изобретению, в качестве червячной фрезы используют фрезу конической формы, при настройке фрезы и нарезаемого колеса относительно друг друга, их устанавливают соприкасающимися поверхностями начальных конусов, которые определяют предварительно, подачу осуществляют параллельно прямой, соединяющей вершины начальных конусов нарезаемого колеса и фрезы, при этом обкатку нарезаемого колеса червячной фрезой осуществляют с постоянной скоростью, а до передачи движений обкатки и подачи нарезаемому колесу с помощью дифференциала, движение подачи преобразуют во вращение с помощью реечно-кулачкового механизма.
Применение фрезы конической формы обеспечивает нарезание зубьев под одним и тем же углом, что позволяет осуществлять обкатку с постоянной скоростью, что приводит к упрощению расчета нарезания колеса и упрощению кинематики станка. Кроме того, такая форма фрезы упрощает настройку положений фрезы и колеса, увеличивает точность нарезания, уменьшает номенклатуру фрез для нарезания различных колес.
Установка при настройке относительно друг друга фрезы и нарезаемого колеса соприкасающимися поверхностями начальных конусов, которые определяют предварительно, и осуществление подачи параллельно прямой, соединяющей вершины начальных конусов нарезаемого колеса и фрезы, обеспечивает нарезание различных колес по углу наклона зубьев и его конусности при увеличении точности нарезания и устранения необходимости контроля и регулировки наклона зуба колеса.
Осуществление обкатки нарезаемого колеса червячной фрезой с постоянной скоростью, позволяет упростить механизм обкатки, повысить точность, при этом нет необходимость перестраивать подачу обкатки при разных формах колес.
Преобразование движения подачи во вращение с помощью реечно-кулачкового механизма до передачи движений обкатки и подачи нарезаемому колесу с помощью дифференциала, обеспечивает автоматическую корректировку движения обкатки колеса, не зависимо от формы, с помощью простых узлов, которые не требуют в процессе работы контроля и корректировки и обеспечивают требуемую точность нарезания.
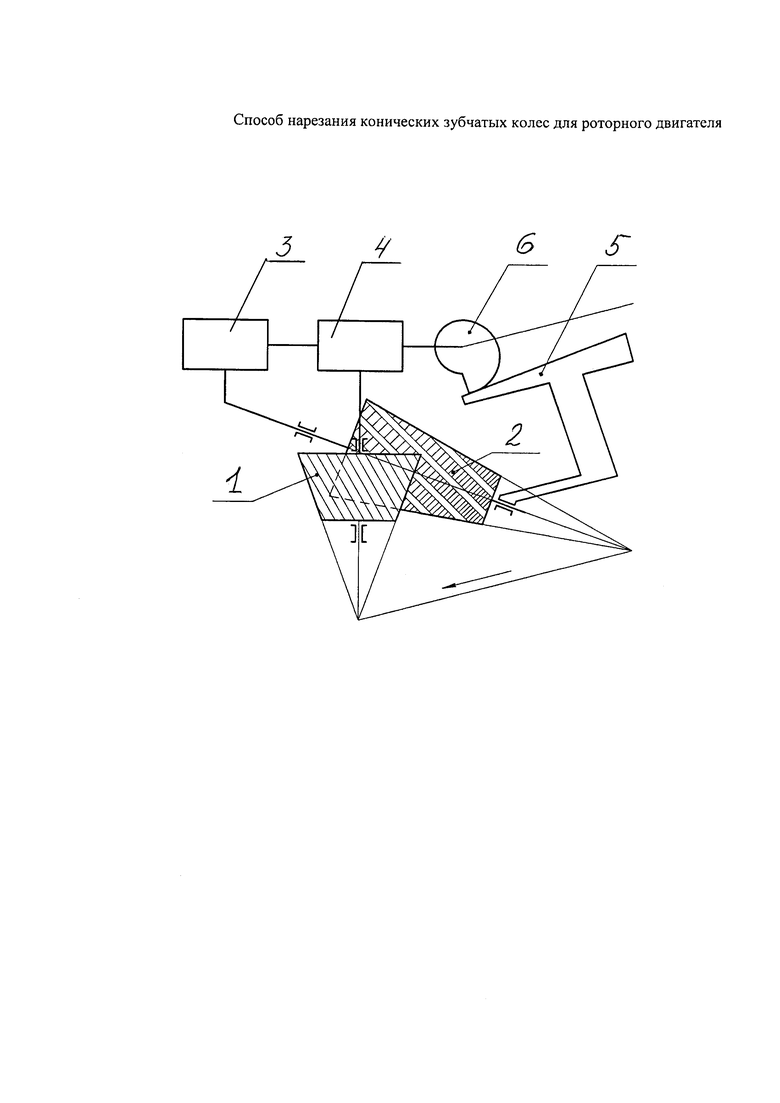
На фиг. 1 изображена схема зубофрезерного станка, позволяющая пояснить заявляемый способ, где: 1 - нарезаемое колесо; 2 - фреза; 3 - зубчатая передача; 4 -дифференциал, 5 - рейка; 6 - кулачок.
Примером конкретного выполнения устройства, обеспечивающего осуществление заявляемого способа, может служить зубофрезерный станок для нарезания конических колес с косыми и прямыми зубьями, с помощью которого обкатку нарезаемого колеса червячной фрезой осуществляют с постоянной скоростью. Станок включает в себя узел инструмента, узел нарезаемого колеса, дифференциал и механизм, преобразующий движение подачи в дополнительное вращение нарезаемого колеса. Узел инструмента включает одно- или многозаходную коническую червячную фрезу, совершающую вращательное движение от электродвигателя через зубчатую передачу. Узел нарезаемого колеса обеспечивает взаимодействие нарезаемого колеса с фрезой через зубчатую передачу, которая включает гитару сменных шестерен. Дифференциал суммирует постоянную передачу обката и движение подачи. Механизм, преобразующий движение подачи в дополнительное вращение нарезаемого колеса, выполнен в виде реечно-кулачкового механизма.
Работа станка осуществляется следующим образом. Вращение конической червячной фрезы 2 и нарезаемого колеса 1 осуществляют через зубчатую передачу 3. Для этого сначала осуществляют настройку относительно друг друга червячной фрезы 2 и нарезаемого колеса 1, которые устанавливают относительно друг друга соприкасающимися поверхностями предварительно рассчитанных начальных конусов. Обкатку нарезаемого колеса 1 червячной фрезой 2 осуществляют с постоянной скоростью при подаче фрезы 2 или нарезаемого колеса 1. Подачу осуществляют параллельно прямой, соединяющей вершины начальных конусов нарезаемого колеса 1 и фрезы 2, при этом движение подачи преобразуют во вращательное движение с помощью реечно-кулачкового механизма (рейка 5, кулачок 6) и осуществляют передачу нарезаемому колесу 1 движений обкатки и подачи с помощью дифференциала 4, который суммирует постоянную передачу обката и движение подачи.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ ЗУБЧАТЫХ КОЛЕС | 1999 |
|
RU2177390C2 |
| Зубофрезерный станок для нарезания косозубых цилиндрических колес | 1985 |
|
SU1298012A1 |
| Зубофрезерный станок | 1977 |
|
SU659347A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КОСЫМИ ЗУБЬЯМИ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1998 |
|
RU2143961C1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| Зубофрезерный станок | 1984 |
|
SU1192915A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Устройство Баранова М.К. к станку для обработки конических зубчатых колес | 1989 |
|
SU1734571A3 |
Изобретение относится к станкостроению, а именно к способу нарезания конических колес. Способ включает настройку относительно друг друга червячной фрезы 2 конической формы и нарезаемого колеса 1, которые устанавливают относительно друг друга соприкасающимися поверхностями предварительно рассчитанных начальных конусов, обкатку нарезаемого колеса 1 червячной фрезой 2 осуществляют с постоянной скоростью при подаче фрезы 2 или нарезаемого колеса 1, которую осуществляют параллельно прямой, соединяющей вершины начальных конусов нарезаемого колеса 1 и фрезы 2. Движение подачи преобразуют во вращение с помощью реечно-кулачкового механизма и осуществляют передачу нарезаемому колесу движений обкатки и подачи с помощью дифференциала 4. Изобретение направлено на упрощение, повышение точности и расширение функциональных возможностей за счет упрощения кинематической схемы, уменьшения номенклатуры инструмента, обеспечения возможности нарезания конических колес с косыми и прямыми зубьями одно- или многозаходной конической червячной фрезой. 1 з.п. ф-лы, 1 ил.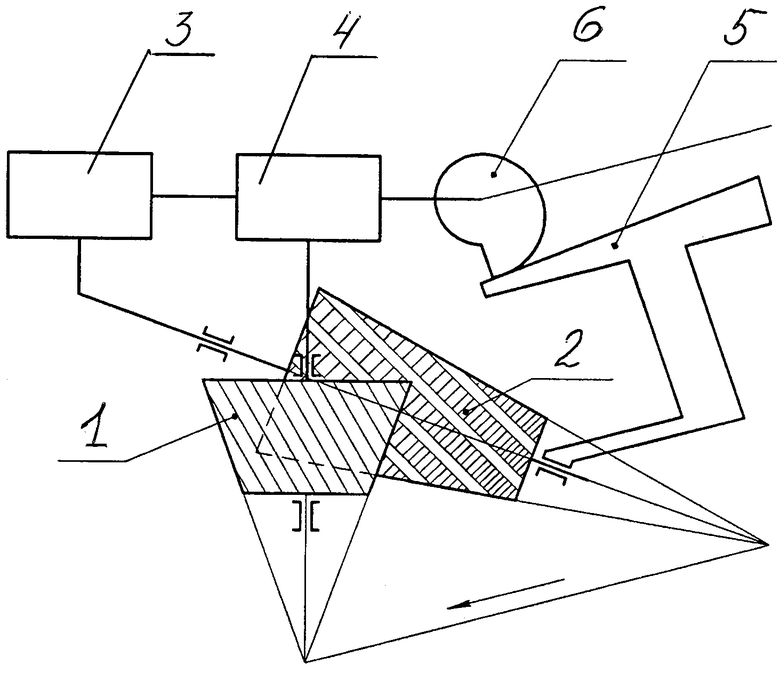
1. Способ нарезания конических зубчатых колес для роторного двигателя, включающий настройку относительно друг друга червячной фрезы и нарезаемого колеса и обкатку нарезаемого колеса фрезой при подаче фрезы или нарезаемого колеса с передачей нарезаемому колесу движений обкатки и подачи с помощью дифференциала, отличающийся тем, что в качестве червячной фрезы используют фрезу конической формы, при настройке фрезы и нарезаемого колеса относительно друг друга их устанавливают соприкасающимися поверхностями начальных конусов, которые определяют предварительно, подачу осуществляют параллельно прямой, соединяющей вершины начальных конусов нарезаемого колеса и фрезы, при этом обкатку нарезаемого колеса червячной фрезой осуществляют с постоянной скоростью, а до передачи движений обкатки и подачи нарезаемому колесу движение подачи преобразуют во вращение.
2. Способ по п. 1, отличающийся тем, что преобразование движения подачи во вращение осуществляют с помощью реечно-кулачкового механизма.
| ЗУБОФРЕЗЕРНЫЙ СТАНОК ДЛЯ НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КОСЫМИ ЗУБЬЯМИ ЧЕРВЯЧНОЙ ФРЕЗОЙ | 1998 |
|
RU2143961C1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ КОЛЕС | 1997 |
|
RU2130366C1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1998 |
|
RU2158830C2 |
| US 4435110 A, 06.03.1984 | |||
| US 3651737 A, 28.03.1972. | |||

