ПЕРЕКРЕСТНАЯ ССЫЛКА
Данная патентная заявка испрашивает приоритет предварительной патентной заявки США с порядковым № 61/938.349, поданной 11 февраля 2014 г., озаглавленной "Система и способ экструдирования труб", которая в виде ссылки во всей своей полноте и для всех целей включена в данное описание.
ОБЛАСТЬ ТЕХНИКИ
В некоторых вариантах осуществления настоящее изобретение относится к способам производства полых экструдатов.
УРОВЕНЬ ТЕХНИКИ
Полые трубы представляют собой тип алюминиевых болванок или стержней, которые посредством использования стандартной экструзионной матрицы сделаны полыми. Алюминиевые полые трубы выпускают в различных формах, и они могут использоваться в оборудовании для приготовления пищи, как средство транспортирования жидкостей в теплообменниках, на станциях обработки воды, а также во многих других промышленных применениях. От автомобильной промышленности до строительной, обрабатывающей и многих других отраслей промышленности существуют большие потребности в квадратных, круглых, сплошных и полых алюминиевых трубах и происходит их использование.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В некоторых вариантах осуществления данное изобретение обеспечивает способ, включающий в себя: экструдирование, использующее первую матрицу и оправку, полой трубы, имеющей первую секцию трубы, имеющую первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, где Z изменяется в диапазоне от 1 дюйма (25,4 мм) до 10 дюймов (254 мм), экструдирование, использующее вторую матрицу и оправку, продолжающуюся от конца первой секции трубы, полой трубы, имеющей вторую секцию трубы, имеющую второй внутренний диаметр трубы и вторую длину, при этом вторая матрица имеет первую секцию матрицы, имеющую первый конец и второй конец, при этом первый конец первой секции матрицы второй матрицы имеет первый внутренний диаметр матрицы, равный Z, при этом второй конец первой секции матрицы второй матрицы имеет второй внутренний диаметр матрицы Y, при этом внутренний диаметр матрицы первой секции матрицы второй матрицы непрерывно изменяется вдоль длины первой секции матрицы второй матрицы от Z до второго внутреннего диаметра Y матрицы, и при этом угол стенки первой секции матрицы второй матрицы относительно продольной оси полой трубы изменяется в диапазоне от 10 до 45 градусов; экструдирование, использующее вторую секцию матрицы второй матрицы и оправку, продолжающуюся от конца второй секции трубы, третьей секции трубы, имеющей третий внешний диаметр трубы, равный Y, третий внутренний диаметр трубы и третью длину, где Y изменяется в диапазоне от 1,5 дюйма (38,1 мм) до 10 дюймов (254 мм), где Z - меньше чем Y, где первый внутренний диаметр трубы, второй внутренний диаметр трубы и третий внутренний диаметр трубы равны и образуют монолитный полый ступенчатый экструдат трубы.
В некоторых вариантах осуществления способ дополнительно включает в себя использование ступенчатого держателя матрицы и ступенчатой подкладки матрицы для удержания первой и второй матриц. В некоторых вариантах осуществления второй внешний диаметр трубы непрерывно изменяется вдоль второй длины второй секции трубы. В некоторых вариантах осуществления Z изменяется в диапазоне от 3 дюймов (76,2 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления Y изменяется в диапазоне от 7 дюймов (177,8 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления угол стенки первой секции матрицы второй матрицы относительно горизонтальной линии изменяется в диапазоне от 10 до 15 градусов. В некоторых вариантах осуществления угол стенки первой секции матрицы второй матрицы относительно горизонтальной линии изменяется в диапазоне от 15 до 18 градусов. В некоторых вариантах осуществления полая труба выполнена из алюминиевого сплава, и при этом алюминиевый сплав выбран из группы, состоящей из алюминиевых сплавов групп 1xxx, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 8xxx и 9xxx.
В некоторых вариантах осуществления данное изобретение обеспечивает трубу, содержащую монолитный полый ступенчатый экструдат трубы, имеющий первую секцию трубы, имеющую первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, где Z изменяется в диапазоне от 1 дюйма (25,4 мм) до 10 дюймов (254 мм), вторую секцию трубы, которая продолжается от конца первой секции трубы и имеет второй внутренний диаметр трубы и вторую длину, при этом вторая секция трубы имеет первый конец и второй конец, при этом первый конец второй секции трубы имеет внешний диаметр, равный Z, при этом второй конец второй секции трубы имеет внешний диаметр, равный Y, и при этом второй внешний диаметр трубы второй секции трубы непрерывно изменяется от Z до Y; третью секцию трубы, которая продолжается от второго конца второй секции трубы и имеет третий внешний диаметр трубы, равный Y, третий внутренний диаметр трубы и третью длину, где Y изменяется в диапазоне от 1,5 дюймов (38,1 мм) до 10 дюймов (254 мм), где Z меньше чем Y, в которой первый внутренний диаметр трубы, второй внутренний диаметр трубы и третий внутренний диаметр трубы равны, и при этом вторая секция трубы расположена под углом относительно продольной оси третьей секции трубы и изменяется в диапазоне от 10 градусов до 45 градусов.
В некоторых вариантах осуществления второй внешний диаметр трубы непрерывно изменяется вдоль второй длины второй секции трубы. В некоторых вариантах осуществления Z изменяется в диапазоне от 3 дюймов (76,2 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления Y изменяется в диапазоне от 7 дюймов (177,8 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления вторая секция трубы расположена под углом относительно продольной оси третьей секции трубы и изменяется в диапазоне от 10 градусов до 15 градусов. В некоторых вариантах осуществления вторая секция трубы расположена под углом относительно продольной оси третьей секции трубы и изменяется в диапазоне от 15 градусов до 18 градусов. В некоторых вариантах осуществления полая труба выполнена из алюминиевого сплава, и при этом алюминиевый сплав выбран из группы, состоящей из алюминиевых сплавов групп 1xxx, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 8xxx и 9xxx.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение далее будет пояснено со ссылками на приложенные чертежи, на которых ссылка по нескольким видам на одинаковые элементы производится посредством одних и тех же позиционных обозначений. Показанные чертежи не обязательно выполнены в масштабе, вместо этого акцент, как правило, сделан на иллюстрацию принципов настоящего изобретения. Далее, для того чтобы показать подробности конкретных компонентов, некоторые признаки могут быть преувеличены. Кроме того, предполагается, что показанные на чертежах любые размеры, характеристики и т.п. являются иллюстративными, а не ограничивающими. Поэтому раскрытые здесь конкретные конструктивные и функциональные детали должны рассматриваться не как ограничивающие, а просто как представляющие собой основу для обучения специалистов в данной области тому, как использовать настоящее изобретение различным образом.
Фиг. 1-3 иллюстрируют некоторые варианты осуществления способа производства экструдата по настоящему изобретению с использованием первого набора матрицы.
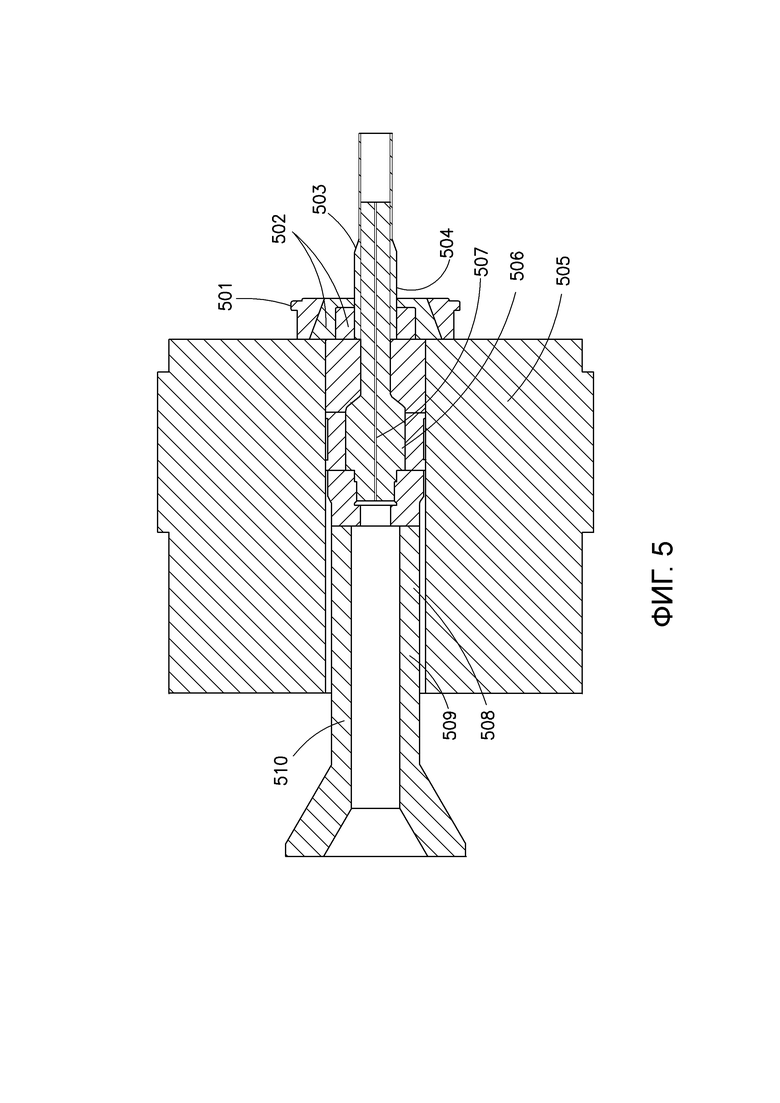
Фиг. 4, 5 иллюстрируют некоторые варианты осуществления способа производства экструдата по настоящему изобретению с использованием второго набора матрицы.
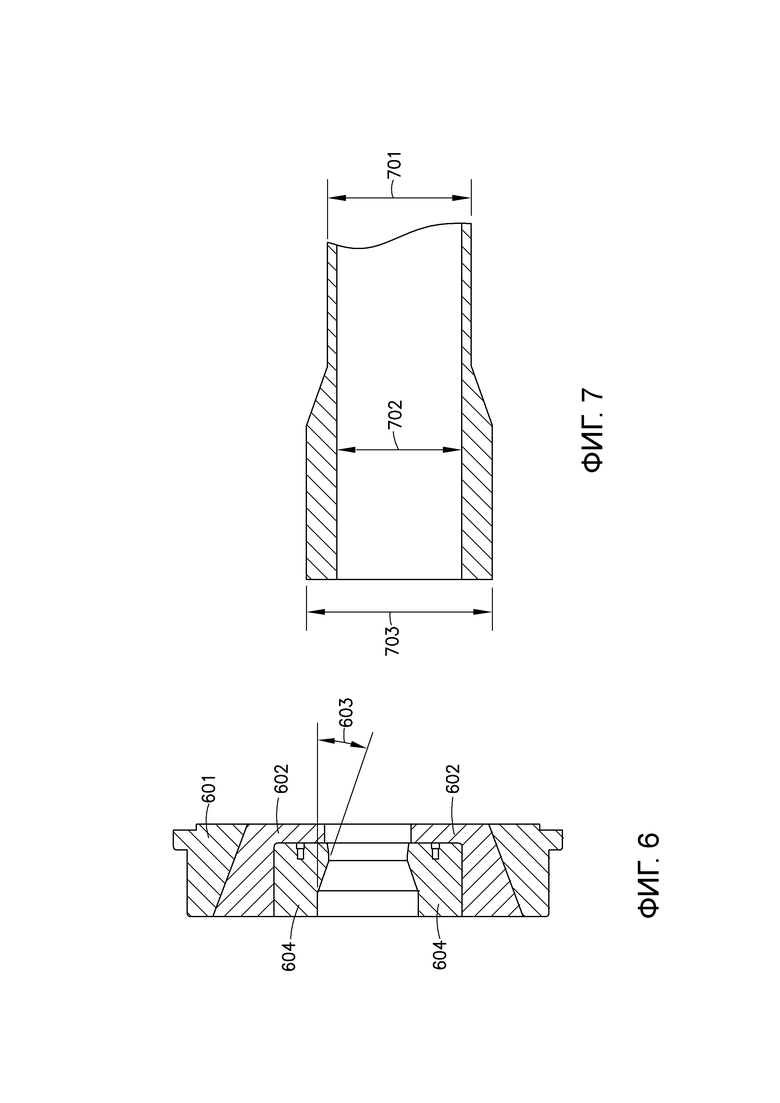
Фиг. 6 иллюстрирует сборку второй матрицы и держателя матрицы варианта осуществления настоящего изобретения.
Фиг. 7 иллюстрирует вариант осуществления ступенчатой трубы, изготовленной в соответствии со способом по настоящему изобретению.
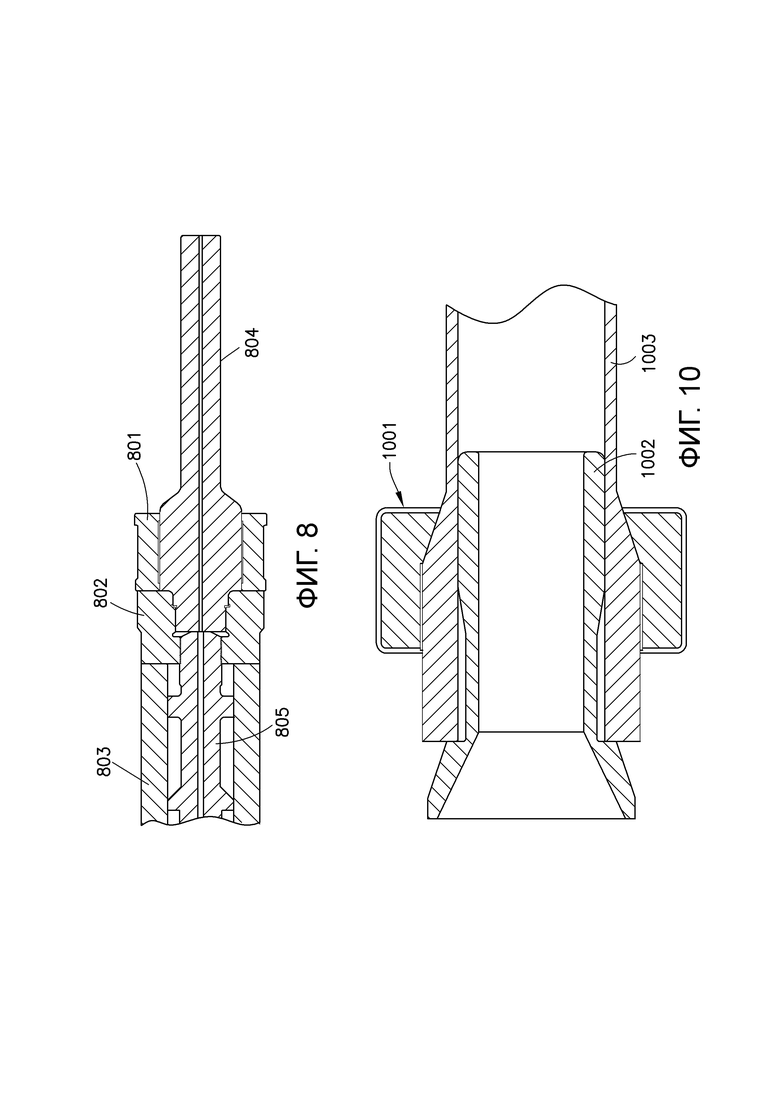
Фиг. 8 иллюстрирует конструкцию оправки в соответствии с вариантом осуществления настоящего изобретения.
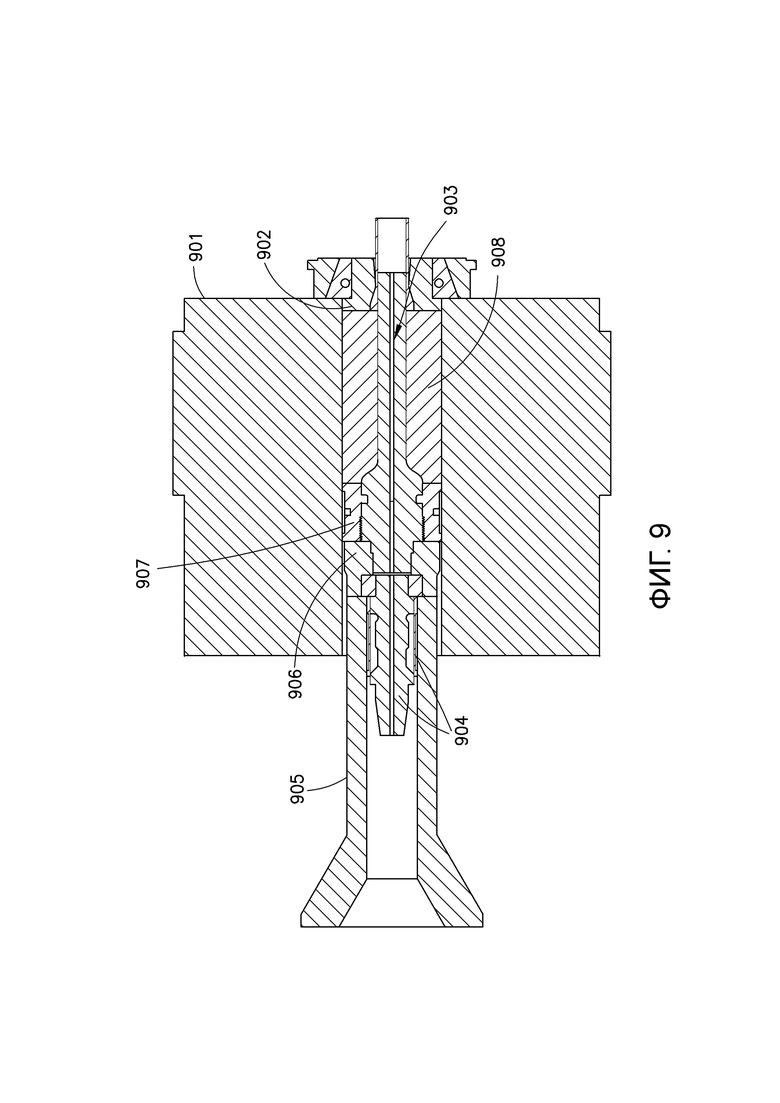
Фиг. 9, 10 иллюстрируют систему варианта осуществления настоящего изобретения для производства экструдата.
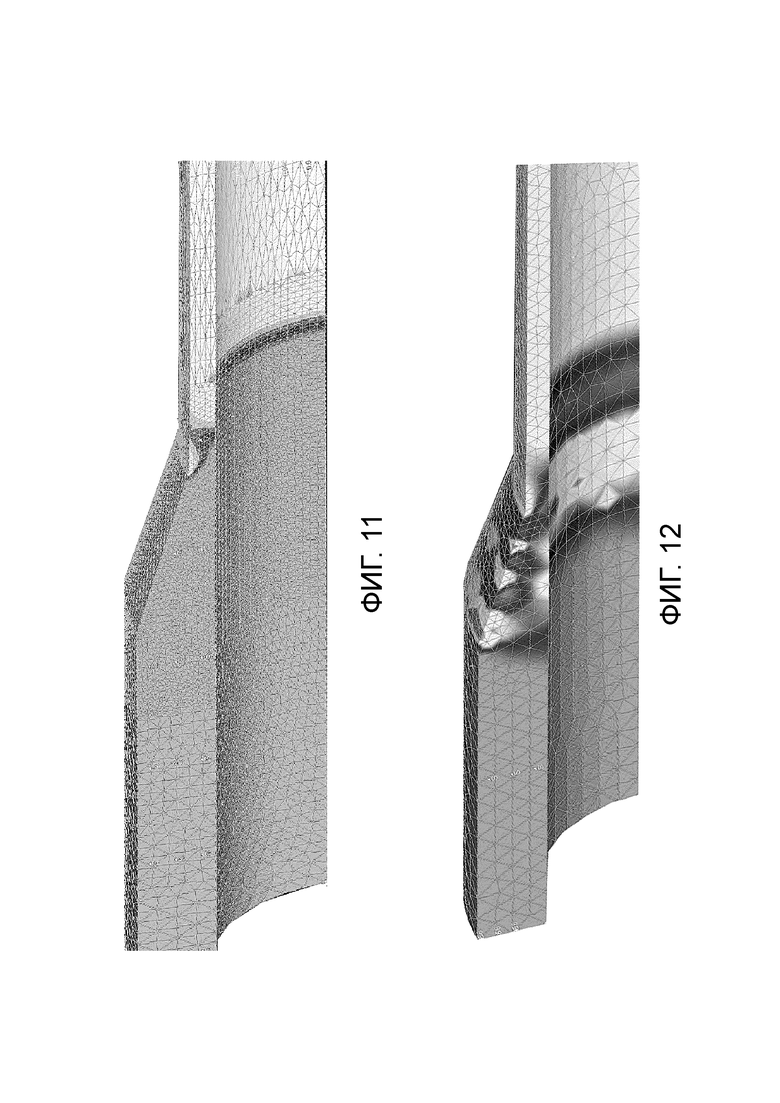
Фиг. 11 и 12 иллюстрируют варианты осуществления экструдата, изготовленного в соответствии со способом по настоящему изобретению.
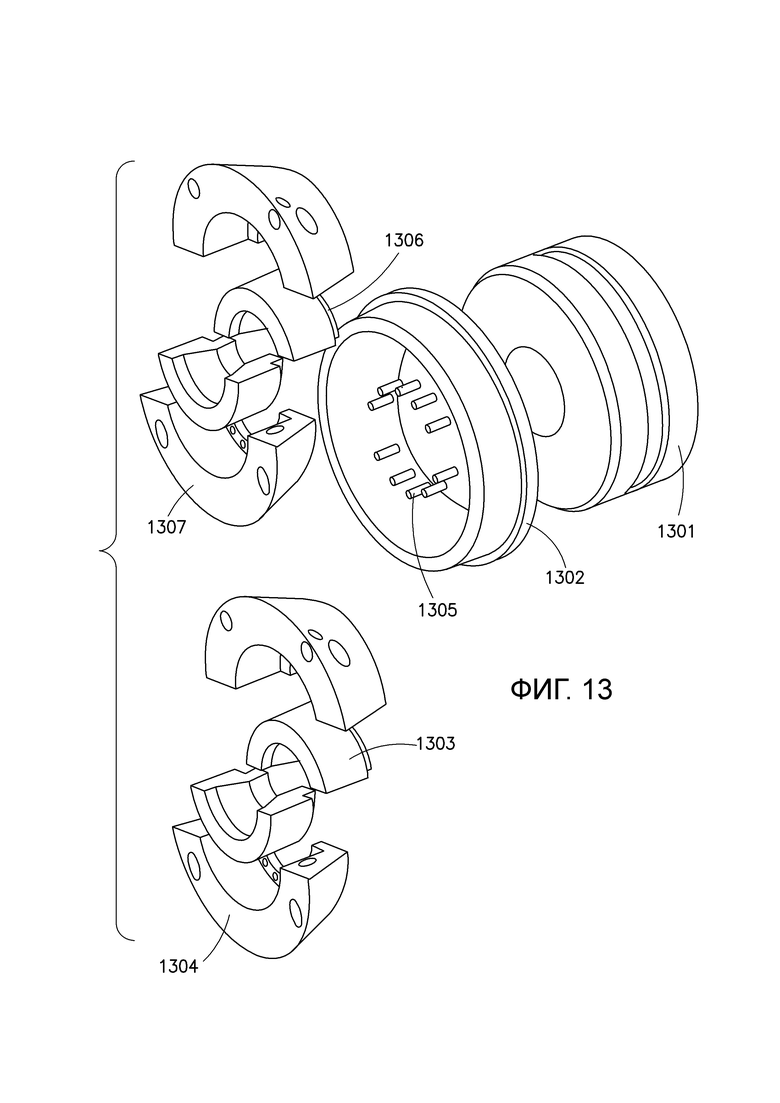
Фиг. 13 иллюстрирует покомпонентный вид системы ступенчатой матрицы, использованной в варианте осуществления способа по настоящему изобретению.
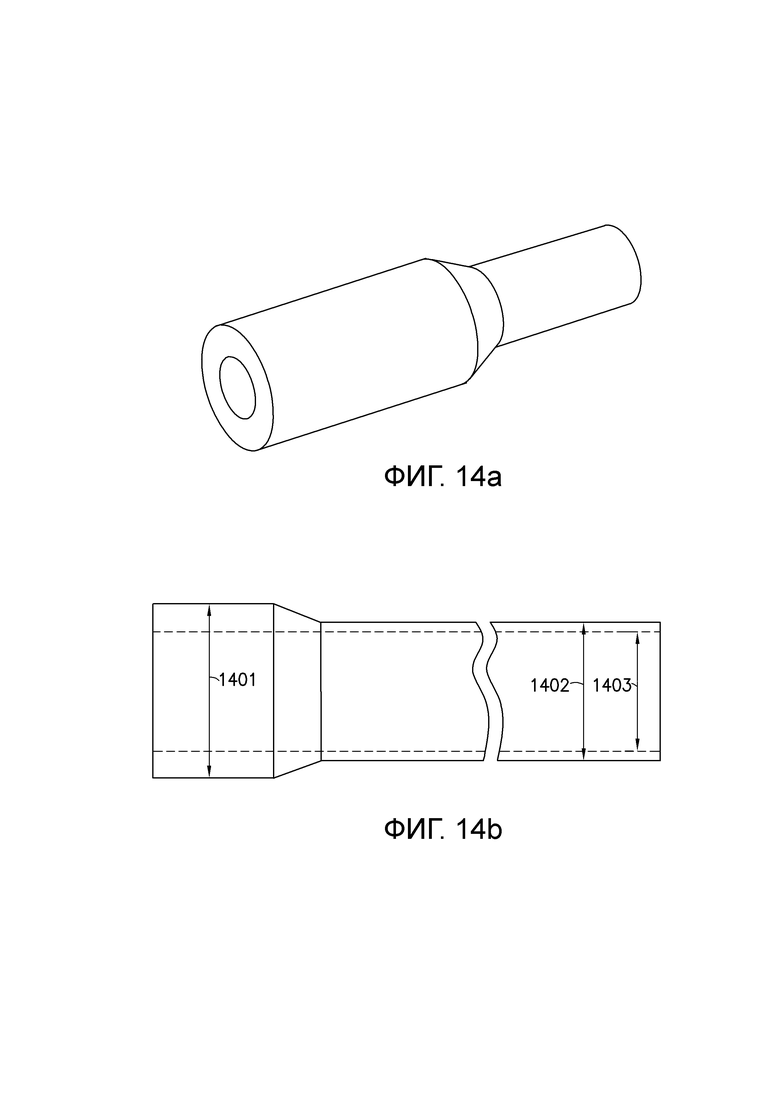
Фиг. 14а и 14b иллюстрируют варианты осуществления экструдированных полых труб, изготовленных в соответствии со способом по настоящему изобретению.
ОПИСАНИЕ ПРИМЕРНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Помимо тех положительных эффектов и улучшений, которые уже были раскрыты, из нижеследующего описания, рассмотренного вместе с сопроводительными чертежами, будут очевидны и другие задачи и преимущества этого изобретения. Здесь подробно раскрыты варианты осуществления настоящего изобретения, однако следует понимать, что эти раскрытые варианты осуществления являются лишь иллюстративными, и изобретение может быть реализовано в различных формах. Кроме того, каждый из примеров дан применительно к различным вариантам осуществления изобретения, которые, как это имеется в виду, являются иллюстративными, а не ограничивающими.
По всему описанию и приложенным пунктам формулы изобретения нижеследующие термины имеют значение, однозначно связанные с изложением, если контекст ясно не указывает иное. Фразы "в одном варианте осуществления", "в некоторых вариантах осуществления" в том смысле, как они здесь используются, не обязательно относятся к одному и тому же варианту (вариантам) осуществления, хотя может быть и так. Кроме того, фразы "в другом варианте осуществления", "в некоторых других вариантах осуществления" в том смысле, как они здесь используются, не обязательно относятся к разным вариантам осуществления, хотя может быть и так. Таким образом, как описано ниже, разные варианты осуществления изобретения могут быть легко скомбинированы, не выходя за рамки объема или сущности изобретения.
В дополнение, - в том смысле, как он здесь используется, термин "или" является инклюзивным оператором "или" и эквивалентен термину "и/или", если контекст ясно не указывает иное. Термин "основан на" не является эксклюзивным и разрешает основание на дополнительных, не описанных факторах, если контекст ясно не указывает иное. В дополнение, - по всему описанию значения определенных и неопределенных признаков единственного числа включают в себя и множественные ссылки. Значение термина "в" включает в себя и значение "на".
В том смысле, как он здесь используется, "монолитный" относится к продукту, созданному или произведенному из одного целого. Монолитный продукт (то есть, монолитный полый ступенчатый трубный экструдат) произведен без каких-либо субкомпонентов (то есть, немодульный, непокомпонентный, неразборный продукт) и изготовлен из алюминиевого сплава.
В некоторых вариантах осуществления способ включает, не этим не ограничивается, первое экструдирование первой секции трубы, имеющей первый внешний диаметр ("Х") и первую длину, используя первую матрицу. В некоторых вариантах осуществления способ, далее, включает второе экструдирование второй секции трубы, имеющей второй внешний диаметр и вторую длину, используя вторую матрицу. В некоторых вариантах осуществления способ, далее, включает третье экструдирование третьей секции трубы, имеющей третий внешний диаметр трубы ("Y") и третью длину, используя вторую матрицу. В некоторых вариантах осуществления первый внешний диаметр меньше чем третий внешний диаметр. В некоторых вариантах осуществления второй внешний диаметр изменяется вдоль длины второй секции трубы. В некоторых вариантах осуществления второй внешний диаметр изменяется в диапазоне от первого внешнего диаметра до третьего внешнего диаметра вдоль длины второй секции трубы.
В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 1 дюйма (25,4 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 1 дюйма (25,4 мм) до 8 дюймов (203,2 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 1 дюйма (25,4 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 1 дюйма (25,4 мм) до 4 дюймов (101,6 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 1 дюйма (25,4 мм) до 2 дюймов (50,8 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 2 дюймов (50,8 мм) до 5 дюймов (127 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 3 (76,2 мм) дюймов до 6 дюймов (152,4 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 4 дюймов (101,6 мм) до 7 дюймов (177,8 мм). В некоторых вариантах осуществления первый внешний диаметр изменяется в диапазоне от 7 дюймов (177,8 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления первый внешний диаметр равен 7 дюймам (177,8 мм). В некоторых вариантах осуществления первый внешний диаметр - меньше чем 1 дюйм (25,4 мм). В некоторых вариантах осуществления первый внешний диаметр - больше чем 10 дюймов (254 мм).
В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 1,5 дюймов (38,1 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 2 дюймов (50,8 мм) до 8 дюймов (203,2 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 2 дюймов (50,8 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 2 дюймов (50,8 мм) до 5 дюймов (127 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 3 дюймов (76,2 мм) до 5 дюймов (127 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 4 дюймов (101,6 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 5 дюймов (127 мм) до 7 дюймов (177,8 мм). В некоторых вариантах осуществления третий внешний диаметр изменяется в диапазоне от 7 дюймов (177,8 мм) до 10 дюймов(254 мм). В некоторых вариантах осуществления третий внешний диаметр равен 5 дюймам (127 мм). В некоторых вариантах осуществления третий внешний диаметр - меньше чем 1,5 дюйма (38,1 мм). В некоторых вариантах осуществления третий внешний диаметр - больше чем 10 дюймов (254 мм).
В некоторых вариантах осуществления вторая матрица включает в себя первую секцию матрицы, имеющую первый внутренний диаметр. В некоторых вариантах осуществления первый внутренний диаметр изменяется вдоль длины первой секции матрицы. В некоторых вариантах осуществления первый внутренний диаметр изменяется в диапазоне от первого внешнего диаметра до третьего внешнего диаметра.
В некоторых вариантах осуществления угол стенки первой секции матрицы второй матрицы относительно горизонтальной линии (угол"Х") изменяется в диапазоне от 10 до 50 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 10 до 15 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 15 до 20 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 15 до 18 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 10 до 45 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 20 до 30 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 20 до 25 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 20 до 23 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 27 до 30 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 30 до 40 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 30 до 35 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 30 до 33 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 37 до 40 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 40 до 50 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 40 до 45 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 40 до 43 градусов. В некоторых вариантах осуществления Х изменяется в диапазоне от 47 до 50 градусов.
В некоторых вариантах осуществления по меньшей мере один из первого, второго или третьего этапов экструдирования включает в себя использование оправки. В некоторых вариантах осуществления внешний диаметр оправки почти равен второму внутреннему диаметру первой секции трубы. В некоторых вариантах осуществления второй внутренний диаметр первой секции трубы равен внутреннему диаметру каждой из второй секции трубы и третьей секции трубы. В некоторых вариантах осуществления второй внутренний диаметр первой секции трубы меньше чем внутренние диаметры второй секции трубы и/или третьей секции трубы.
В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 0,5 дюйма (12,7 мм) до 8 дюймов (203,2 мм).
В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 0,5 дюйма (12,7 мм) до 7 дюймов (177,8 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 0,5 дюйма (12,7 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 0,5 дюйма (12,7 мм) до 4 дюймов (101,6 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 0,5 дюйма (12,7 мм) до 3 дюймов (76,2 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 2 дюймов (50,8 мм) до 5 дюймов (127 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 3 дюймов (76,2 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 4 дюймов (101,6 мм) до 7 дюймов (177,8 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 7 дюймов (177,8 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления внутренние диаметры трубы изменяются в диапазоне от 0,5 дюйма (12,7 мм) до 8 дюймов (203,2 мм). В некоторых вариантах осуществления внутренние диаметры диапазона трубы составляют 3,5 дюйма (88,9 мм). В некоторых вариантах осуществления внутренние диаметры трубы составляют менее 0,5 дюйма (12,7 мм). В некоторых вариантах осуществления внутренние диаметры трубы составляют более 8 дюймов (203,2 мм).
В некоторых вариантах осуществления система включает в себя, но ими не ограничиваясь, описанную здесь вторую матрицу. В некоторых вариантах осуществления система включает в себя первую матрицу, вторую матрицу и относящееся к ним оборудование, такое как держатель матрицы и ступенчатая подкладка матрицы.
В некоторых вариантах осуществления труба выполнена из алюминиевого сплава. В некоторых вариантах осуществления алюминиевый сплав может включать в себя алюминиевый сплав групп 1xxx (алюминий≥99%), 2xxx (на основе меди), 3xxx (на основе марганца), 4xxx (на основе кремния), 5xxx (на основе магния), 6xxx (на основе магния и кремния), 7xxx (на основе цинка), 8xxx или 9xxx. В некоторых вариантах осуществления труба может быть сформована из других металлов.
В некоторых вариантах осуществления экструзия может выполняться с использованием множественных матриц или частей матриц с различными геометриями, при этом матрицы или части матриц расположены таким образом, что сначала экструдируют заготовку, чтобы получить меньшую секцию требуемой длины. В некоторых вариантах осуществления процесс экструзии прекращают, и части инструмента/матриц удаляют или заменяют, чтобы получить большее поперечное сечение требуемой длины. В некоторых вариантах осуществления на каждом этапе экструзии экструзию осуществляют посредством оправки. В некоторых вариантах осуществления матрица производит полую монолитную трубу с несколькими поперечными сечениями.
В некоторых вариантах осуществления монолитная часть исключает требуемое для сварки или иное механическое соединение между двумя разными геометриями. В некоторых вариантах осуществления исключение механического соединения позволяет вписать конечный продукт в меньший объем. В некоторых вариантах осуществления исключение сварки приводит к более высокой прочности, повышенной коррозионной стойкости, исключению проверок качества сварки и послесварочного старения.
Иллюстративные примеры
Фигуры 1-14 показывают неограничивающие примеры вариантов осуществления настоящего изобретения.
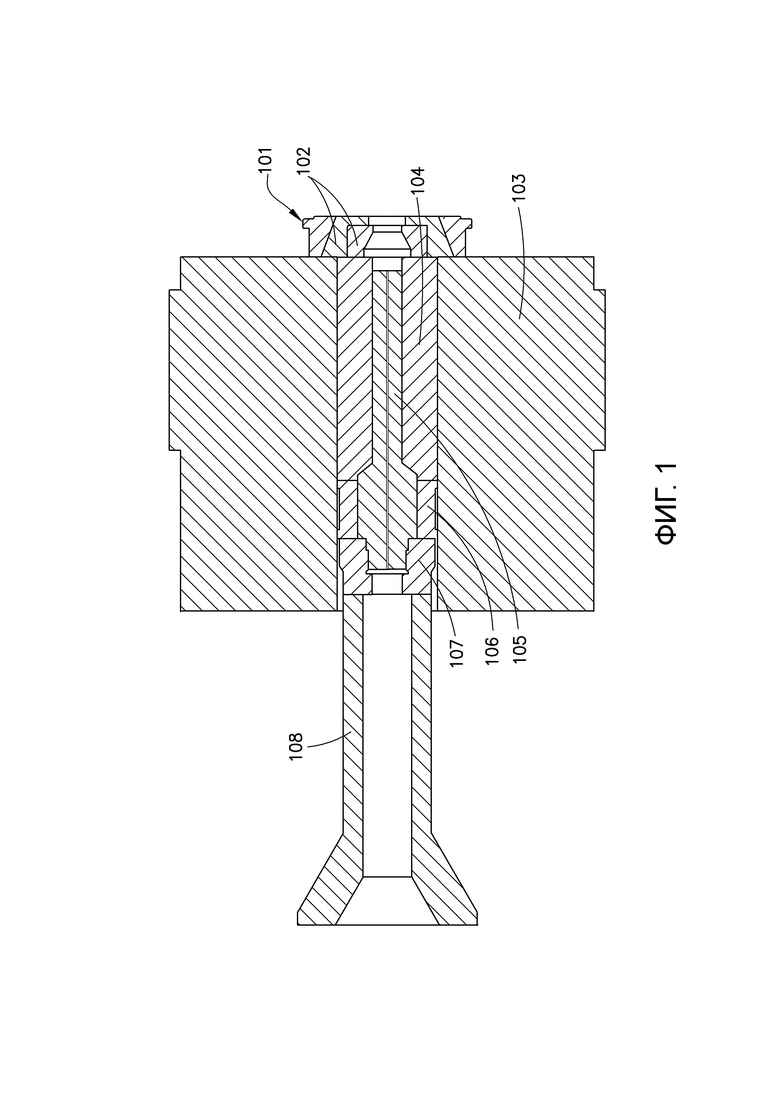
Фигура 1 иллюстрирует заготовку, загруженную в цилиндрический контейнер экструзионного пресса при подготовке для выполнения первого экструзионного этапа варианта осуществления настоящего изобретения.
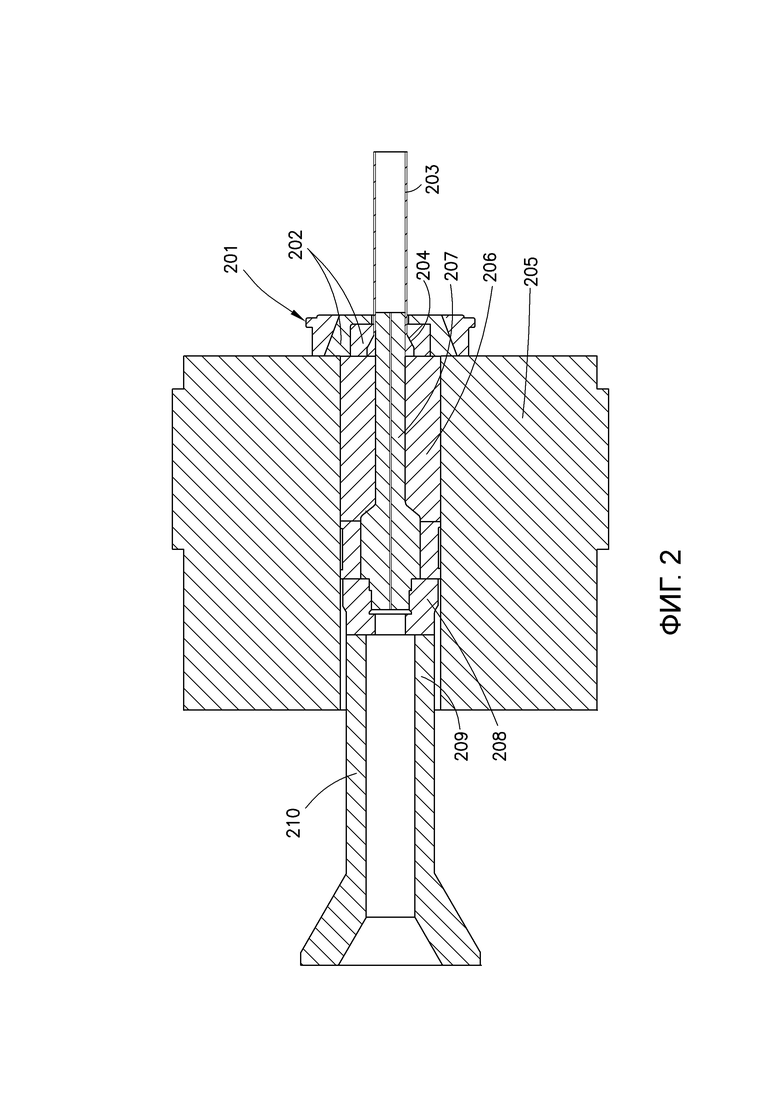
Фигура 2 иллюстрирует выполнение первого экструзионного этапа варианта осуществления настоящего изобретения. В том смысле, как он здесь используется, термин "труба с небольшим внешним диаметром" может быть использован взаимозаменяемо с выражением "первая секция трубы".
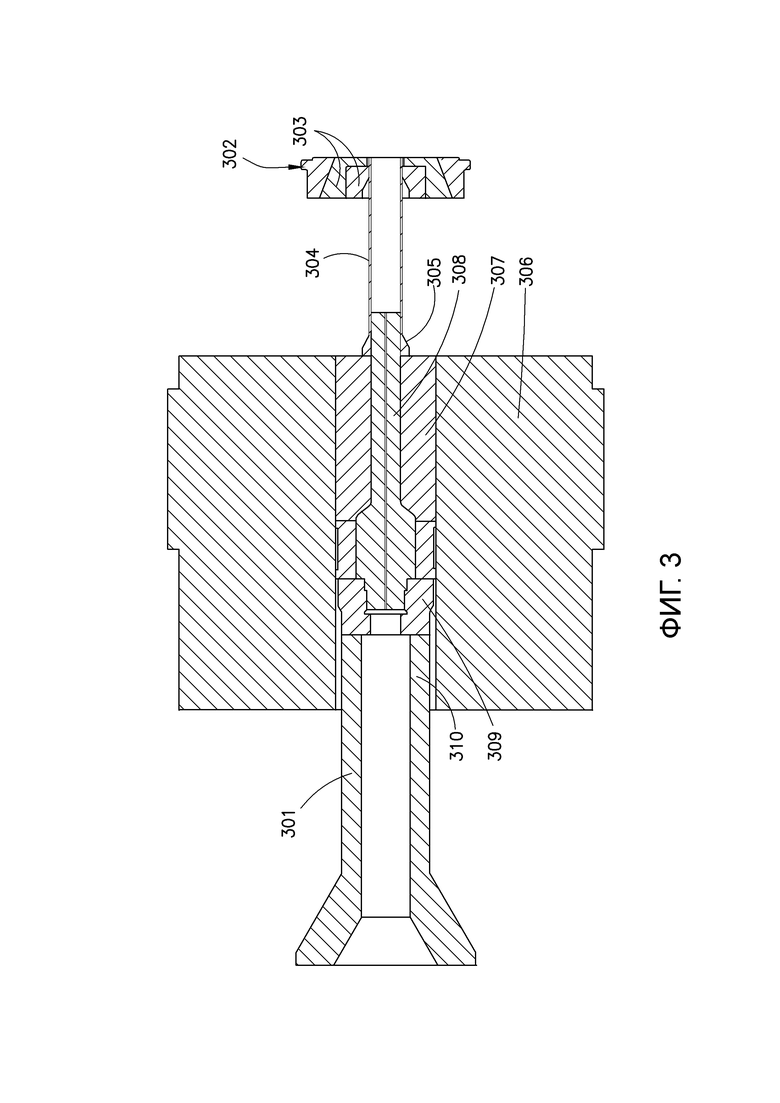
Фигура 3 иллюстрирует завершение первого экструзионного этапа, во время которого экструдирована труба с небольшим внешним диаметром (первая секция трубы), и экструзия завершена, чтобы можно было выполнить удаление первого комплекта матричных вкладышей и вставку второго комплекта матричных вкладышей по варианту осуществления настоящего изобретения. В том смысле, как он здесь используется, термин "матричные вкладыши" может быть использован взаимозаменяемо с выражением "матрица".
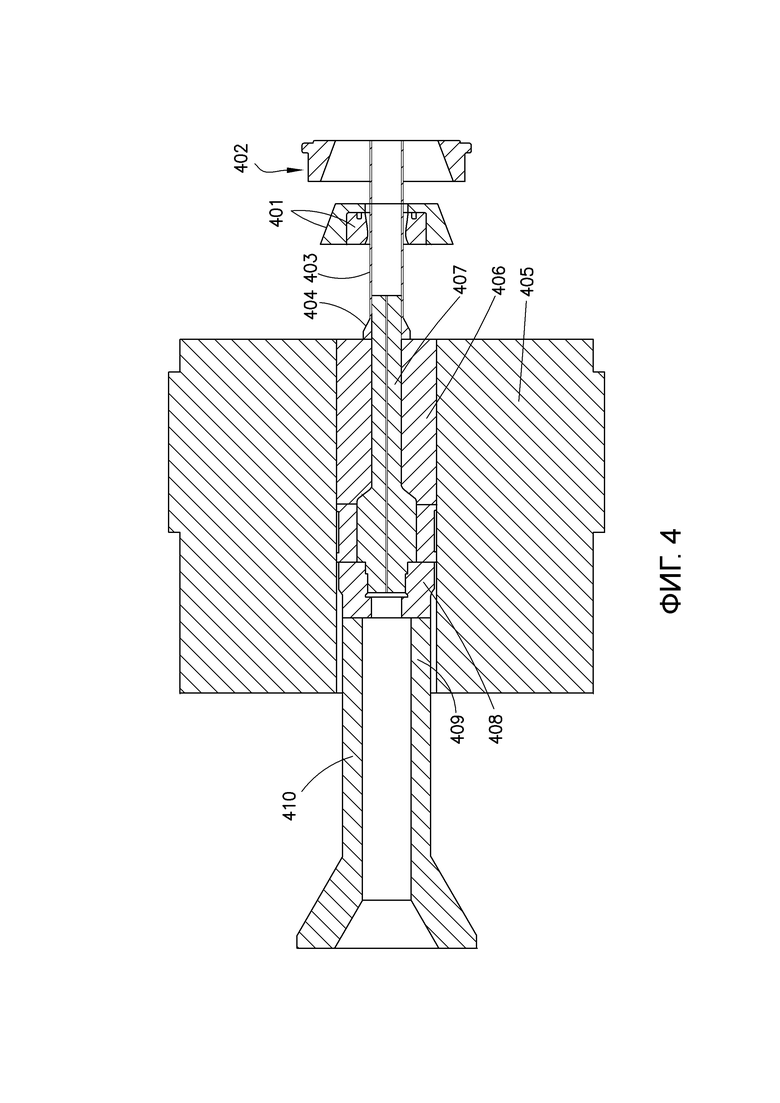
Фигура 4 иллюстрирует второй комплект матричных вкладышей, предназначенный для вставки в держатель матрицы в соответствии с вариантом осуществления настоящего изобретения. В том смысле, как он здесь используется, термин "труба с большим внешним диаметром" может быть использован взаимозаменяемо с выражением "третья секция трубы".
Фигура 5 иллюстрирует второй и третий экструзионные этапы, во время которых в держатель матрицы вставлен второй комплект матричных вкладышей и экструдированы вторая секция трубы и труба с большим внешним диаметром. В том смысле, как он здесь используется, термин "ступенчатый переход трубы" может быть использован взаимозаменяемо с выражением "вторая секция трубы".
Фигура 6 иллюстрирует сборку второй матрицы и держателя матрицы варианта осуществления настоящего изобретения. Как показано на фиг. 6, "Х" обозначает угол стенки первой части матрицы второй матрицы относительно горизонтальной линии. В том смысле, как он здесь используется, термин "сужающийся ступенчатый переход" может быть использован взаимозаменяемо с выражением "первая часть матрицы".
Фигура 7 иллюстрирует ступенчатую трубу, изготовленную в соответствии со способом варианта осуществления настоящего изобретения. В том смысле, как он здесь используется, термин "ID трубы" может быть использован взаимозаменяемо с выражением "внутренний диаметр".
Фиг. 8 иллюстрирует детали конструкции оправки в соответствии с вариантом осуществления настоящего изобретения, полую пресс-шайбу, используемую для того, чтобы во время экструзии уплотнять цилиндрический контейнер, а также конус штока, используемый для связи полой пресс-шайбы с пресс-штоком или штемпелем по варианту осуществления настоящего изобретения.
Фиг. 9, 10 иллюстрируют систему варианта осуществления настоящего изобретения, которая была использована в экспериментальных испытаниях в 2013 г.
Фиг. 9 показывает поперечное сечение системы варианта осуществления настоящего изобретения, которая была использована в экспериментальных испытаниях в 2013 г. Фиг. 9 показывает формирующие трубу вставки, которые продолжаются в цилиндрический контейнер для осевой выставки, фиксированную полую пресс-шайбу и центрирующую втулку на адаптере манипулятора оправки, которая выполнена с возможностью центрирования внешнего диаметра оправки с внутренним диаметром цилиндрического контейнера варианта осуществления настоящего изобретения.
Фиг. 10 показывает поперечное сечение сужающегося растягивающего захвата и опорной вставки внутреннего диаметра с экструдированной трубой варианта осуществления настоящего изобретения, использовавшегося в экспериментальных испытаниях в 2013 г.
Фиг. 11 иллюстрирует результаты испытаний 2013 г. Фиг. 11 показывает величину остаточного напряжения, созданного в трубе в том случае, когда экструдированную и термообработанную трубу вытягивают таким образом, что больший и меньший внешние диаметры захвачены вдоль прямых сторон по внешнему диаметру трубы на расстоянии от переходного сужения, которое составляет по меньшей мере 2×-й больший и меньший внешний диаметр. Более конкретно, фиг. 11 показывает результаты, полученные на модели ¼ симметричной секции параболического четырехгранного конечного элемента экструдированной и термообработанной трубы с сужением, показывая остаточное напряжение, созданное в трубе вытягиванием этой трубы, захваченной вдоль прямых сторон по внешним диаметрам. Фиг. 11 показывает, что трубе не было создано никаких остаточных напряжений в том месте, где внешний диаметр трубы начинает переход от меньшего внешнего диаметра к большему внешнему диаметру. В некоторых вариантах осуществления фраза "меньший внешний диаметр" используется взаимозаменяемо с "первым внешним диаметром", а "больший внешний диаметр" используется взаимозаменяемо с "третьим внешним диаметром".
Фиг. 12 показывает распределение пластических напряжений после вытяжки, определенных произведенным нелинейным анализом конечных упруго-пластичных элементов варианта осуществления настоящего изобретения, показанного на фиг. 10. Более конкретно, фиг. 12 иллюстрирует модель ¼ симметричной секции параболического четырехгранного конечного элемента экструдированной и термообработанной трубы с сужением, показывая остаточное напряжение, созданного в трубе вытягиванием этой трубы, захваченной по сужающемуся переходу, как показано на фиг. 10. На фиг. 12 периодические точки красного цвета обусловлены относительно низкой плотностью сетки и взаимодействием нелинейного контактного элемента с поверхностью внутреннего диаметра сужающегося растягивающего захвата или цанги. Увеличение плотности сетки в трубе и на поверхности сужающейся растягивающей цанги минимизирует это изменение напряжения. Этот анализ показывает, что сообщенные сужающемуся переходу остаточные пластические напряжения эффективно упрочняют материал, увеличивая предел текучести в этом переходе.
Фиг. 13 иллюстрирует вариант осуществления системы по варианту осуществления настоящего изобретения. Фиг. 14 и 14b показывают трубы, сформированные способом по варианту осуществления настоящего изобретения.
В некоторых вариантах осуществления данное изобретение обеспечивает способ, включающий экструдирование, использующее первую матрицу и оправку, полой трубы, имеющей первую секцию трубы, имеющую первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, где Z изменяется в диапазоне от 1 дюйма (25,4 мм) до 10 дюймов (254 мм), экструдирование, использующее вторую матрицу и оправку, продолжающуюся от конца первой секции трубы, полой трубы, имеющей вторую секцию трубы, имеющую второй внутренний диаметр трубы и вторую длину, при этом вторая матрица имеет первую секцию матрицы, имеющую первый конец и второй конец, при этом первый конец первой секции матрицы имеет первый внутренний диаметр матрицы, равный Z, при этом второй конец первой секции матрицы второй матрицы имеет второй внутренний диаметр матрицы Y, при этом внутренний диаметр матрицы первой секции матрицы второй матрицы непрерывно изменяется вдоль длины первой секции матрицы второй матрицы от Z до второго внутреннего диаметра Y матрицы, и при этом угол стенки первой секции матрицы второй матрицы относительно продольной оси полой трубы изменяется в диапазоне от 10 до 45 градусов; экструдирование, использующее вторую секцию матрицы второй матрицы и оправку, продолжающуюся от конца второй секции трубы, третьей секции трубы, имеющую третий внешний диаметр трубы, равный Y, третий внутренний диаметр трубы и третью длину, где Y изменяется в диапазоне от 1,5 дюйма (38,1 мм) до 10 дюймов (254 мм), где Z - меньше чем Y, где первый внутренний диаметр трубы, второй внутренний диаметр трубы и третий внутренний диаметр трубы равны и образуют монолитный полый экструдат ступенчатой трубы.
В некоторых вариантах осуществления способ дополнительно включает использование ступенчатого держателя матрицы и ступенчатой подкладки матрицы для удержания первой и второй матриц. В некоторых вариантах осуществления второй внешний диаметр трубы непрерывно изменяется вдоль второй длины второй секции трубы. В некоторых вариантах осуществления Z изменяется в диапазоне от 3 дюймов (76,2 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления Y изменяется от 7 дюймов (177,8 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления угол стенки первой части матрицы второй матрицы относительно горизонтальной линии изменяется в диапазоне от 10 до 15 градусов. В некоторых вариантах осуществления угол стенки первой секции матрицы второй матрицы относительно горизонтальной линии изменяется в диапазоне от 15 до 18 градусов. В некоторых вариантах осуществления полая труба выполнена из алюминиевого сплава, и при этом алюминиевый сплав выбран из группы, состоящей из алюминиевых сплавов групп 1xxx, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 8xxx и 9xxx.
В некоторых вариантах осуществления данное изобретение обеспечивает трубу, включающую в себя монолитный полый ступенчатый экструдат, имеющий первую секцию трубы, имеющую первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, где Z изменяется в диапазоне от 1 дюйма (25,4 мм) до 10 дюймов (254 мм), вторую секцию трубы, которая продолжается от конца первой секции трубы и имеет второй внутренний диаметр трубы и вторую длину, при этом вторая секция трубы имеет первый конец и второй конец, при этом первый конец второй секции трубы имеет внешний диаметр, равный Z, при этом второй конец второй секции трубы имеет внешний диаметр, равный Y, и при этом второй внешний диаметр трубы второй секции трубы непрерывно изменяется от Z до Y, третью секцию трубы, которая продолжается от второго конца второй секции трубы и имеет третий внешний диаметр трубы, равный Y, третий внутренний диаметр трубы и третью длину, где Y изменяется в диапазоне от 1,5 дюймов (38,1 мм) до 10 дюймов (254 мм), где Z меньше чем Y, в которой первый внутренний диаметр трубы, второй внутренний диаметр трубы и третий внутренний диаметр трубы равны, и в которой вторая секция трубы расположена под углом относительно продольной оси третьей секции трубы и изменяется в диапазоне от 10 градусов до 45 градусов.
В некоторых вариантах осуществления второй внешний диаметр трубы непрерывно изменяется вдоль второй длины второй секции трубы. В некоторых вариантах осуществления Z изменяется в диапазоне от 3 дюймов (76,2 мм) до 6 дюймов (152,4 мм). В некоторых вариантах осуществления Y изменяется в диапазоне от 7 дюймов (177,8 мм) до 10 дюймов (254 мм). В некоторых вариантах осуществления вторая секция трубы расположена под углом относительно продольной оси третьей секции трубы и изменяется в диапазоне от 15 градусов до 18 градусов. В некоторых вариантах осуществления полая труба выполнена из алюминиевого сплава, и при этом алюминиевый сплав выбран из группы, состоящей из алюминиевых сплавов групп 1xxx, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 8xxx и 9xxx.
Наряду с тем, что был описан ряд вариантов осуществления настоящего изобретения, понятно, что эти варианты осуществления являются лишь иллюстративными, а не ограничивающими, и что специалистам в данной области может быть очевидно множество модификаций. Далее, разные этапы могут выполняться в любом желательном порядке (как и могут быть добавлены любые желательные этапы и/или любые желательные этапы могут быть исключены).
Изобретение относится к области экструдирования труб. Способ включает экструдирование с использованием первой матрицы и оправки, полой трубы, имеющей первую секцию трубы, имеющую первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, экструдирование с использованием второй матрицы и оправки, продолжающейся от конца первой секции трубы, имеющей вторую секцию трубы, имеющую второй внутренний диаметр трубы и вторую длину, при этом вторая матрица имеет первую секцию матрицы и при этом угол стенки первой секции матрицы второй матрицы относительно продольной оси полой трубы изменяется в диапазоне от 10 до 45 градусов, последующее экструдирование третьей секции трубы, третьего внутреннего диаметра трубы и третьей длины, а также производство монолитной полой ступенчатой алюминиевой трубы с регламентированными размерами. Изобретение обеспечивает возможность расширения сферы использования изделий. 2 н. и 13 з.п. ф-лы, 14 ил.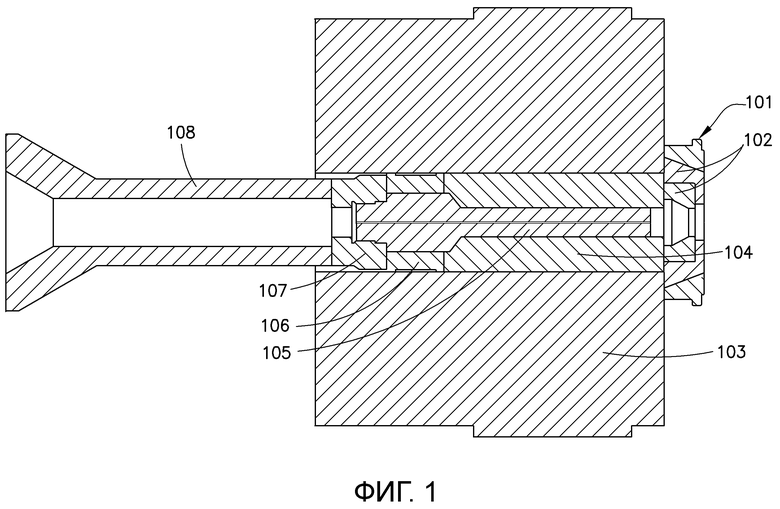
1. Способ изготовления монолитной ступенчатой экструдированной алюминиевой трубы,
включающий:
- экструдирование заготовки посредством первой матрицы и оправки с получением первой секции полой трубы, имеющей первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, причем Z находится в диапазоне значений от 1 дюйма до менее 10 дюймов,
- экструдирование полученной первой секции полой трубы посредством второй матрицы и оправки, которую располагают начиная от конца первой секции полой трубы, причем вторая матрица содержит первую секцию, формирующую вторую секцию трубы, имеющую второй внутренний диаметр трубы и вторую длину, и вторую секцию, формирующую третью секцию трубы, имеющую третий внешний диаметр трубы Y в диапазоне значений от 1,5 до 10 дюймов, причем Z меньше, чем Y, третий внутренний диаметр трубы и третью длину,
при этом первая секция второй матрицы имеет первый конец и второй конец, при этом первый конец первой секции второй матрицы имеет первый внутренний диаметр матрицы, равный Z, а второй конец первой секции второй матрицы имеет второй внутренний диаметр Y матрицы, при этом внутренний диаметр первой секции второй матрицы непрерывно изменяется вдоль первой секции второй матрицы от Z до Y, а угол стенки первой секции второй матрицы относительно продольной оси полой трубы составляет 10 - 45 градусов, при этом в процессе экструдирования во второй секции второй матрицы оправку располагают начиная от конца второй секции трубы,
получение трубы с равными первым внутренним диаметром, вторым внутренним диаметром и третьим внутренним диаметром.
2. Способ по п. 1, в котором в процессе экструдирования используют ступенчатый держатель матрицы и ступенчатую подкладку матрицы для удержания первой и второй матриц.
3. Способ по п. 1, в котором производят трубу, у которой второй внешний диаметр непрерывно изменяется вдоль второй длины второй секции трубы.
4. Способ по п. 1, в котором Z составляет 3-6 дюймов.
5. Способ по п. 1, в котором Y составляет 7-10 дюймов.
6. Способ по п. 1, в котором угол стенки первой секции матрицы второй матрицы относительно горизонтальной линии находится в диапазоне от 10 до 15 градусов.
7. Способ по п. 1, в котором угол стенки первой секции матрицы второй матрицы относительно горизонтальной линии изменяется в диапазоне от 15 до 18 градусов.
8. Способ по п. 1, в котором полая труба выполнена из алюминиевого сплава, при этом алюминиевый сплав выбран из группы, состоящей из алюминиевых сплавов групп 1xxx, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 8xxx и 9xxx.
9. Монолитная ступенчатая экструдированная алюминиевая труба, содержащая первую секцию трубы, имеющую первый внешний диаметр Z трубы, первый внутренний диаметр трубы и первую длину, где Z изменяется в диапазоне от 1 дюйма до менее 10 дюймов, вторую секцию трубы, которая начинается от конца первой секции трубы и имеет второй внутренний диаметр трубы и вторую длину, при этом вторая секция трубы имеет первый конец, внешний диаметр которого равен Z, и второй конец, внешний диаметр которого равен Y, при этом второй внешний диаметр трубы второй секции трубы непрерывно изменяется от Z до Y, и третью секцию трубы, которая начинается от второго конца второй секции трубы и имеет третий внешний диаметр трубы, равный Y, третий внутренний диаметр трубы и третью длину, причем Y находится в диапазоне от 1,5 дюймов до менее 10 дюймов, а Z меньше, чем Y, при этом первый внутренний диаметр трубы, второй внутренний диаметр трубы и третий внутренний диаметр трубы равны, а вторая секция трубы расположена относительно продольной оси третьей секции трубы под углом, составляющим 10 - 45 градусов.
10. Труба по п. 9, в которой второй внешний диаметр непрерывно изменяется вдоль второй длины второй секции трубы.
11. Труба по п. 9, в которой Z находится в диапазоне от 3 дюймов до 6 дюймов.
12. Труба по п. 9, в которой Y находится в диапазоне от 7 дюймов до 10 дюймов.
13. Труба по п. 9, в которой вторая секция трубы расположена под углом от 10 градусов до 15 градусов относительно продольной оси третьей секции трубы.
14. Труба по п. 9, в которой вторая секция трубы расположена под углом от 15 градусов до 18 градусов относительно продольной оси третьей секции трубы.
15. Труба по п. 9, которая изготовлена из алюминиевого сплава, выбранного из группы, состоящей из алюминиевых сплавов групп 1xxx, 2xxx, 3xxx, 4xxx, 5xxx, 6xxx, 7xxx, 8xxx и 9xxx.
| US3176494 A, 06.04.1965 | |||
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ | 1992 |
|
RU2097160C1 |
| Инструмент для прессования изделий переменного сечения | 1981 |
|
SU963592A2 |
| US 5022252 A, 11.06.1991. | |||

