Изобретение касается привода для ленточной конвейерной системы, включающего в себя синхронный двигатель с постоянным возбуждением, имеющий статор и ротор, при этом между ротором и статором выполнен некоторый размер зазора. Изобретение касается также способа монтирования привода на ленточной конвейерной системе, включающего в себя расположенный на приводном валу приводной ролик, при этом привод включает в себя возбуждаемый постоянными магнитами синхронный двигатель, имеющий статор и ротор. Наконец, изобретение касается ленточной конвейерной системы, имеющей такой привод.
Ленточная конвейерная система, имеющая непосредственный привод, известна из EP 2 562 102 A1. Описанная там ленточная конвейерная система предусмотрена для тяжелой промышленности, в частности для сырьевой или горнодобывающей промышленности, и включает в себя несущую конструкцию, конвейерную ленту и приводное устройство для приведения в движение конвейерной ленты. Приводное устройство включает в себя приводной вал, по меньшей мере одну систему подшипников приводного вала, приводной ролик и приводной двигатель с посторонним возбуждением в виде синхронного двигателя переменного тока с питанием от преобразователя частоты, имеющего статор и ротор. Приводной вал и приводной двигатель соединены друг с другом без редуктора, и имеет место коаксиальное расположение ротора и приводного вала, при этом приводной вал проведен через ротор. При этом речь идет о непосредственном приводе, у которого между приводным двигателем и приводным валом не находятся никакие конструктивные элементы, преобразующие частоту вращения ротора в отличающуюся от нее частоту вращения приводного вала. При этом приводной вал вращается с такой же частотой вращения, которая задается ротором. Как приводной вал, так и статор приводного двигателя расположены на устойчивой несущей конструкции, чтобы обеспечивался требуемый для надлежащей эксплуатации двигателя размер зазора между ротором и статором. Размер зазора между ротором и статором при таком применении обычно имеет значение от 5 до 15 мм. Чтобы гарантировать надлежащую эксплуатацию, приемлемое смещение между ротором и статором лежит обычно в пределах от 10 до 15% размера зазора.
У такого бесподшипникового непосредственного привода ротор и статор транспортируются отдельно. Только при монтаже путем прифланцовывания ротора к приводному валу осуществляется комплектация с получением двигателя. В частности, у двигателей с постоянным возбуждением, называемых также двигателями с возбуждением постоянными магнитами, этот монтаж на стройплощадке очень трудоемок, так как магнитные силы между ротором и статором почти не поддаются управлению. Поэтому безвальные и бесподшипниковые синхронные машины до сих пор, как правило, не использовались для применения в ленточной конвейерной системе для сырьевой или горнодобывающей промышленности.
Чтобы можно было в большей степени использовать преимущества (отсутствие собственного вала, отсутствие собственных подшипников, благодаря этому отсутствие технического обслуживания подшипников, отсутствие муфты между двигателем и приводным барабаном) бесподшипникового непосредственного привода, требуется надежно транспортировать и быстро монтировать этот привод в виде одного узла.
Поэтому задачей изобретения является обеспечить надежный монтаж безвального привода синхронного двигателя с постоянным возбуждением.
Задача решается в соответствии с изобретением с помощью привода для ленточной конвейерной системы, включающего в себя синхронный двигатель с постоянным возбуждением, имеющий статор и ротор, при этом между ротором и статором выполнен некоторый размер зазора, при этом предусмотрено удерживающее устройство, которое с помощью первых крепежных средств закреплено на статоре и с помощью вторых крепежных средств закреплено на роторе, и при этом первые крепежные средства и/или вторые крепежные средства выполнены разъемными.
Задача решается также в соответствии с изобретением с помощью способа монтирования привода на ленточной конвейерной системе, включающего в себя расположенный на приводном валу приводной ролик, при этом привод включает в себя синхронный двигатель с постоянным возбуждением, имеющий статор и ротор, при этом
- в первом шаге ротор вдвигается в статор;
- во втором шаге посредством удерживающего устройства, которое с помощью первых крепежных средств крепится на статоре и с помощью вторых крепежных средств крепится на роторе, ротор фиксируется относительно статора, так что соблюдается размер зазора между ротором и статором;
- в третьем шаге привод и приводной вал без редуктора соединяются друг с другом, и
- в четвертом шаге первые крепежные средства и/или вторые крепежные средства разъединяются.
Наконец, задача решается в соответствии с изобретением с помощью ленточной конвейерной системы, имеющей такой привод.
Преимущества и предпочтительные варианты осуществления, приведенные ниже в отношении привода, могут переноситься по смыслу на способ и ленточную конвейерную систему.
Привод представляет собой непосредственный привод, у которого между приводным двигателем и приводным валом не находятся элементы редуктора, преобразующие частоту вращения ротора в отличающуюся от нее частоту вращения приводного вала. При этом привод в смонтированном состоянии расположен, в частности, между приводным барабаном и системой подшипников приводного вала.
Изобретение основывается на рассуждении о соблюдении постоянного размера зазора при транспортировке, при монтаже привода, а также позднее при работах по техническому обслуживанию ленточной конвейерной системы, при этом статор и ротор фиксируются друг относительно друга с помощью удерживающего устройства. Это становится возможным благодаря непосредственному или опосредствованному соединению между удерживающим устройством, с одной стороны, и статором или, соответственно, ротором, с другой стороны. При этом предотвращается соприкосновение между статором и ротором. После осуществленного монтажа, когда статор и ротор жестко установлены в своем конечном положении в ленточной конвейерной системе, удерживающее устройство с помощью разъемных первых крепежных средств отделяется от статора и/ил с помощью разъемных вторых крепежных средств отделяется от ротора, так что возможно вращение ротора относительно статора при эксплуатации ленточной конвейерной системы.
Существенным преимуществом такого удерживающего устройства являются высокая гибкость и надежность при монтаже и демонтаже привода. В частности, преодолевается проблема больших магнитных сил между ротором и статором у используемого укомплектованного ротора с возбуждением постоянными магнитами. При этом можно транспортировать и инсталлировать привод как одно целое, а не его отдельные составные части.
Ленточная конвейерная система, которая содержит такой привод, имеет и другие преимущества. При размещении непосредственного привода между приводным барабаном и системой подшипников приводного вала сильно уменьшается прогиб приводного вала. Другим преимуществом этой системы является неограниченная доступность системы подшипников приводного вала. При этом смена подшипников может выполняться без демонтажа привода.
По одному из предпочтительных вариантов осуществления по меньшей мере вторые крепежные средства выполнены разъемными для разъединения соединения удерживающего устройства с ротором, так что удерживающее устройство разобщается только с ротором. При эксплуатации ленточной конвейерной системы удерживающее устройство соединено также со статором. Существенным преимуществом при этом является, что при эксплуатации удерживающее устройство остается стационарным, т.е. оно не вращается вместе с ротором. Таким образом обеспечивается неподвижная опора удерживающего устройства, которая, как правило, менее подвержена неисправностям, чем если бы удерживающее устройство совместно вращалось при эксплуатации.
Предпочтительно удерживающее устройство выполнено таким образом, что при разъединенных первых или вторых крепежных средствах между удерживающим устройством и статором или, соответственно, ротором устанавливается некоторый воздушный зазор. В частности, удерживающее устройство, в зависимости от того, разъединяется ли соединение со статором или с ротором, удерживается от него на расстоянии, так что отсутствует контакт, который при эксплуатации мог бы ухудшать безупречное функционирование привода.
Кроме того, предпочтительно удерживающее устройство выполнено для помещения уплотнения. Таким образом, удерживающее устройство используется во время эксплуатации ленточной конвейерной системы для защиты непосредственного привода от пыли и влаги.
Предпочтительно удерживающее устройство выполнено в виде уголкового фланцевого кольца, которое, в частности, имеет сплошной периметр. Благодаря своему кольцеобразному исполнению удерживающее устройство особенно хорошо пригодно для непосредственного или опосредствованного соединения торцевой стороной со статором и ротором, при этом имеются наибольшие возможные контактные поверхности. В области этих контактных поверхностей предусмотрены крепежные средства, которые, в частности, равномерно распределены по периметру фланцевого кольца.
Удерживающее устройство особенно простым образом соединяется с ротором и статором, при этом предпочтительно первые и/или вторые крепежные средства выполнены в виде винтов. Винтовое соединение легко создается и разъединяется. Кроме того, оно может многократно создаваться и разъединяться при работах по техническому обслуживанию и ремонту, поэтому не требуется применение новых или, соответственно, других крепежных средств.
Целесообразным образом удерживающее устройство выполнено из металлического материала, в частности из стали. Металлический материал наилучшим образом соответствует требованиям в отношении устойчивости и нагрузочной способности удерживающего устройства при его применении для фиксации ротора относительно статора.
По одному из предпочтительных вариантов осуществления способа первый и второй шаг способа выполняются в месте, отличающемся от места монтажа следующих шагов. Таким образом, ротор уже у изготовителя привода вдвигается в корпус статора и фиксируется там с помощью удерживающего устройства, потому что эта трудоемкая работа на стройплощадке невозможна или возможна только с очень высокими издержками.
С целью улучшенной доступности компонентов ленточной конвейерной системы по другому предпочтительному варианту осуществления способа при работах по техническому обслуживанию и ремонту ленточной конвейерной системы разъединенные первые или вторые крепежные средства снова применяются для создания соединения между ротором и статором, и привод отделяется от приводного вала. При требуемых работах, напр., на приводном валу или приводном барабане, разъединенное после монтажа привода соединение между удерживающим устройством и ротором или, соответственно, статором создается снова. Таким образом поддерживается постоянный размер зазора, и ротор может отсоединяться от приводного вала без необходимости двигать ротор из корпуса статора.
Примеры осуществления изобретения поясняются подробнее с помощью чертежа. На нем показано:
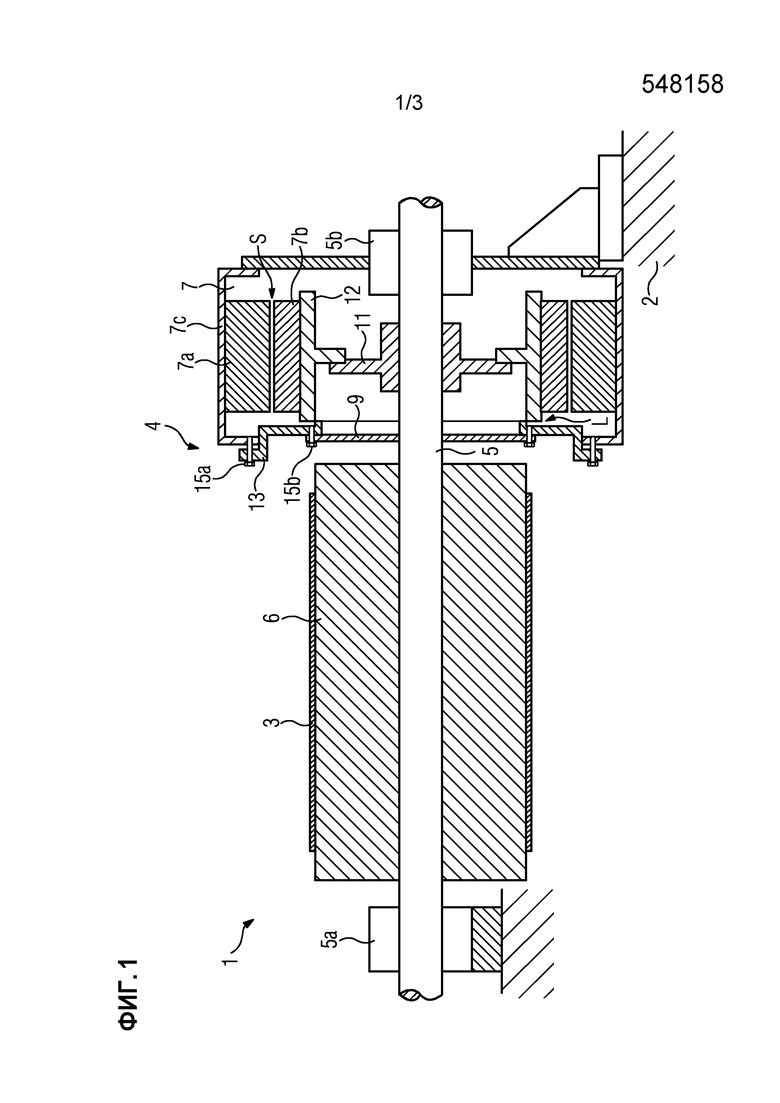
фиг.1: в продольном сечении первый вариант осуществления ленточной конвейерной системы, имеющей непосредственный привод и удерживающее устройство для этого привода;
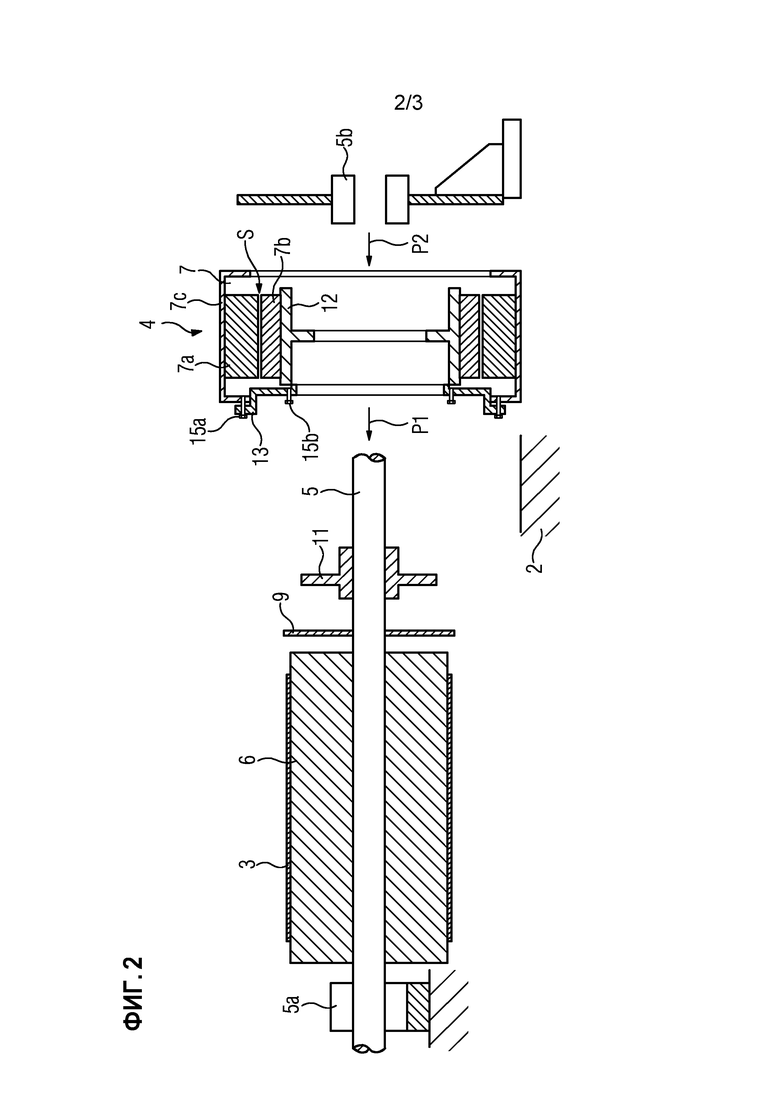
фиг.2: в продольном сечении сборка ленточной конвейерной системы в соответствии с фиг.1, и
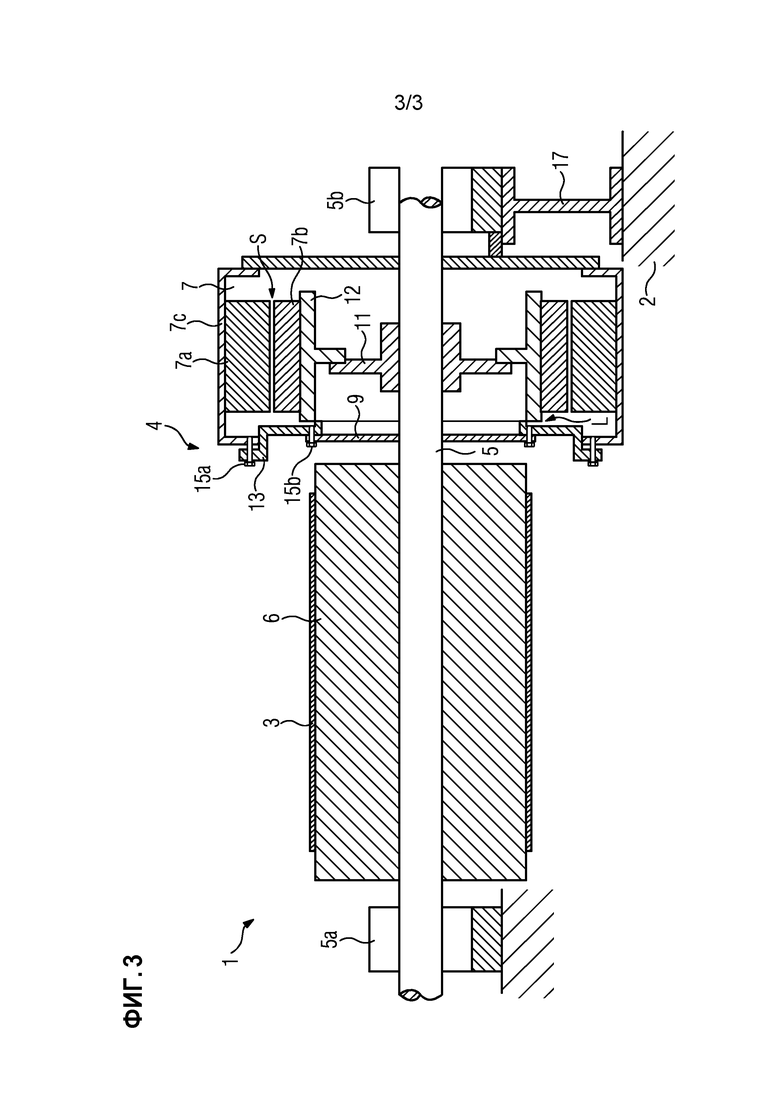
фиг.3: в продольном сечении второй вариант осуществления ленточной конвейерной системы, имеющей непосредственный привод и удерживающее устройство для этого привода.
Одинаковые ссылочные обозначения на разных фигурах имеют одинаковое значение.
На фиг.1 схематично и сильно упрощенно показана ленточная конвейерная система 1 для тяжелой промышленности, в частности для сырьевой и горнодобывающей промышленности. Ленточная конвейерная система 1 оперта на несущую конструкцию 2. Ленточная конвейерная система 1 в соответствии с фиг.1 включает в себя конвейерную ленту 3 и привод 4 для приведения в движение конвейерной ленты 3, приводной вал 5, две системы 5a, 5b подшипников приводного вала и приводной ролик 6. Приводной ролик 6 состоит здесь из цельного материала, но точно так же может быть выполнен полым. Приводной ролик 6 и привод 4 расположены между двумя системами 5a, 5b подшипников приводного вала.
На приводном валу 5 сбоку от приводного ролика 6 на обращенной от приводного двигателя 7 стороне может опционально располагаться другой приводной двигатель. Возможно также расположение других приводных роликов 6 на приводном валу 5.
Привод 4 в своем первоначальном состоянии перед встраиванием в ленточную конвейерную систему 1 представляет собой безвальный, бесподшипниковый привод, который включает в себя синхронный двигатель 7 с постоянным возбуждением, называемый также приводным двигателем, имеющий статор 7a и ротор 7b. Ротор 7b и статор 7a находятся в корпусе 7c двигателя, с которым жестко соединен статор 7a. Во встроенном состоянии привода 4 на обращенной к приводному ролику 6 стороне корпуса 7c двигателя установлено уплотнение 9, которое защищает привод 4 от пыли и влаги.
Приводной вал 5 и приводной двигатель 7 соединены друг с другом без редуктора, при этом имеет место коаксиальное расположение ротора 7b и приводного вала 5. Приводной вал 5 проведен сквозь ротор 7b и выдается за ротор 7b. Для крепления ротора 7b на приводном валу 5 в показанном примере осуществления предусмотрен фланец 11 вала. При этом 12 обозначен полый вал ротора, на котором установлен пакет ротора (включая магниты), и который, однако, может рассматриваться как компонент ротора 7b.
Расстояние между статором 7a и ротором 7b называется размером S зазора, и его соблюдение является решающим для надлежащей эксплуатации приводного двигателя 7. Для соблюдения этого расстояния при монтаже привода 4 или при работах по ремонту и техническому обслуживанию ленточной конвейерной системы 1 предусмотрено удерживающее устройство 13, которое фиксирует статор 7a и ротор 7b друг относительно друга.
При этом удерживающее устройство 13 выполнено в виде уголкового металлического фланцевого кольца из стали и имеет по существу сплошной периметр. При этом фланцевое кольцо 13 выполнено в такой форме, что оно накладывается кольцеобразной стороной на корпус 7c двигателя и в области контактной поверхности соединено с корпусом 7c двигателя и вместе с тем опосредствованно со статором 7a. Другой кольцеобразной стороной фланцевое кольцо 13 аналогичным образом опосредствованно соединено также с ротором 7b. Для крепления удерживающего устройства 13 на статоре 7a или, соответственно, корпусе 7c двигателя предусмотрены первые крепежные средства 15a, а для крепления удерживающего устройства 13 на роторе 7b предусмотрены вторые крепежные средства 15b (см. фиг.2), которые в показанном примере осуществления выполнены в виде винтов. Однако можно также применять другие виды крепежных средств, но при этом следует учитывать, что они должны быть пригодны для разъемного соединения между удерживающим устройством 13 и статором 7a или, соответственно, ротором 7b.
Монтаж привода 4 и функционирование удерживающего устройства 13 поясняются подробнее с помощью фиг.2.
В первом шаге изготовления привода 4 ротор 7b вдвигается в статор 7a. После этого посредством удерживающего устройства 13, которое с помощью первых винтов 15a крепится на статоре 7a и с помощью вторых винтов 15b закреплено на роторе 7b, ротор 7b фиксируется относительно статора 7a. Таким образом поддерживается неизменный размер S зазора между ротором 7b и статором. Изготовление привода 4 осуществляется, в частности, в месте, отличающемся от места эксплуатации ленточной конвейерной системы 1. При этом привод 4 может в виде одного узла, как изображено на фиг.2, транспортироваться и встраиваться на месте для применения в ленточной конвейерной системе 1.
Только при встраивании привода 4 в ленточную конвейерную систему 1 приводной двигатель 7 дополняется валом, а именно, приводным валом 5, который без редуктора соединен с ротором 7b и приводится им во вращение.
При этом фланец 11 вала и уплотнение 9 расположены на приводном валу 5. Когда привод 4 насаживается на приводной вал 5, что обозначено стрелкой P1, соединение с помощью винтов 15b между удерживающим устройством 13 и ротором 7b разъединяется для создания эксплуатационного состояния привода 4 в соответствии с фиг.1, в котором ротор 7b может вращаться. Соединение 15b можно разъединять только тогда, когда был привернут также корпус 7c двигателя, имеющий крышку подшипника 5b. Только при этом гарантировано соблюдение воздушного зазора S. Чтобы вращательное движение ротора 7b не ухудшалось удерживающим устройством 13, удерживающее устройство 13 отодвигается на расстояние от привода 4, так что возникает воздушный зазор L между удерживающим устройством 13 и ротором 7b (см. фиг.1 и фиг.2). Однако удерживающее устройство 13 остается жестко соединенным со статором 7a и по-прежнему служит держателем для уплотнения 9. Например, уплотнение 9 соединяется при этом c удерживающим устройством 13 винтами 15b.
Альтернативно можно также отсоединять винты 15a, так чтобы удерживающее устройство 13 отсоединялось от статора и оставалось закрепленным только на роторе 7b и вращалось вместе с ним.
Для завершения монтажа привода 4 на приводном валу 5 монтируется, кроме того, система 5b подшипников приводного вала, что обозначено стрелкой P2. В показанном примере осуществления система 5b подшипников приводного вала в собранном состоянии интегрирована в корпус 7c двигателя.
На фиг.3 схематично показано продольное сечение второго привода 4 для ленточной конвейерной системы 1. Привод 4 тоже включает в себя приводной вал 5, две системы 5a, 5b подшипников приводного вала, приводной ролик 6 и приводной двигатель 7 с постоянным возбуждением, имеющий статор 7a и ротор 7b. Отличие от первого варианта осуществления производственной конвейерной системы заключается в том, что система 5b подшипников приводного вала не является составной частью корпуса 7c двигателя, а оперта на отдельную опорную конструкцию 17, которая, в частности, состоит из стали.
Большим преимуществом вышеописанных систем является хорошая доступность систем 5a, 5b подшипников приводного вала в случае технического обслуживания вообще без необходимости демонтажа привода 4. В случае работ по техническому обслуживанию, напр., приводного барабана 6, удерживающее устройство 13 снова соединяется с ротором 7b для фиксации размера S зазора, и тогда может демонтироваться привод 4.
Изобретение касается привода (4) для ленточной конвейерной системы (1), включающего в себя синхронный двигатель (7) с постоянным возбуждением, имеющий статор (7a) и ротор (7b), при этом между ротором (7a) и статором (7a) выполнен размер (S) зазора. С целью надежного монтажа привода предусмотрено удерживающее устройство (13), которое с помощью первых крепежных средств (15a) закреплено на статоре и с помощью вторых крепежных средств (15b) закреплено на роторе, так что соблюдается размер (S) зазора. Первые крепежные средства (15a) и/или вторые крепежные средства (15b) выполнены разъемными для обеспечения бесперебойной эксплуатации ленточной конвейерной системы (1). Обеспечивается надежный монтаж привода. 3 н. и 11 з.п. ф-лы, 3 ил.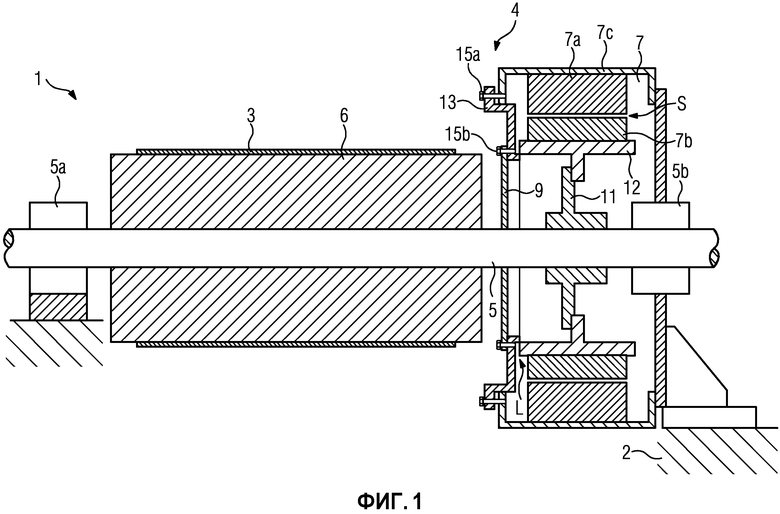
1. Привод (4) для ленточной конвейерной системы (1), включающий в себя синхронный двигатель (7) с постоянным возбуждением со статором (7a) и ротором (7b), при этом между ротором (7a) и статором (7a) образован размер зазора, отличающийся тем, что предусмотрено удерживающее устройство (13), которое с помощью первых крепежных средств (15a) закреплено на статоре (7a) и с помощью вторых крепежных средств (15b) закреплено на роторе (7b), при этом первые крепежные средства (15a) и вторые крепежные средства (15b) выполнены разъемными, при этом удерживающее устройство (13) выполнено для того, чтобы при разъединенных первых и вторых крепежных средствах (15a, 15b) между удерживающим устройством (13) и статором (7a), соответственно ротором (7b) устанавливался некоторый воздушный зазор (L).
2. Привод (4) по п.1, отличающийся тем, что удерживающее устройство (13) выполнено для приема уплотнения (9).
3. Привод (4) по одному из предыдущих пунктов, отличающийся тем, что удерживающее устройство (13) выполнено в виде уголкового фланцевого кольца, которое, в частности, имеет сплошной периметр.
4. Привод (4) по одному из предыдущих пунктов , отличающийся тем, что первые крепежные средства (15a) и/или вторые крепежные средства (15b) выполнены в виде винтов.
5. Привод (4) по одному из предыдущих пунктов , отличающийся тем, что удерживающее устройство (13) выполнено из металлического материала, в частности из стали.
6. Способ монтирования привода (4) на системе (1) ленточного конвейера, включающей в себя расположенный на приводном валу (5) приводной ролик (6), при этом привод (4) включает в себя синхронный двигатель (7) с постоянным возбуждением, имеющий статор (7a) и ротор (7b), при этом
- в первом шаге ротор (7b) вдвигают в статор (7a);
- во втором шаге посредством удерживающего устройства (13), которое с помощью первых крепежных средств (15a) крепят на статоре (7b) и с помощью вторых крепежных средств (15b) крепят на роторе (7b), ротор (7b) фиксируют относительно статора (7a), так что соблюдается размер зазора между ротором (7b) и статором (7a);
- в третьем шаге привод (4) и приводной вал (5) без редуктора соединяют друг с другом, и
- в четвертом шаге первые крепежные средства (15a) и вторые крепежные средства (15b) разъединяют.
7. Способ по п.6, отличающийся тем, что путем разъединения первых и вторых крепежных средств (15a, 15b) выполняется некоторый воздушный зазор (L) между удерживающим устройством (13) и статором (7a), соответственно ротором (7b).
8. Способ по п.7, отличающийся тем, что на удерживающее устройство (13) устанавливают уплотнение (9).
9. Способ по одному из пп.6-8, отличающийся тем, что в качестве удерживающего устройства (13) применяется уголковое фланцевое кольцо, которое, в частности, имеет сплошной периметр.
10. Способ по одному из пп.6-9, отличающийся тем, что удерживающее устройство соединяется со статором (7a) и/или ротором (7b) с помощью винтовых соединений.
11. Способ по одному из пп.6-10, отличающийся тем, что применяется удерживающее устройство (13) из металлического материала, в частности из стали.
12. Способ по одному из пп.6-11, отличающийся тем, что первый и второй шаг выполняются в месте, отличающемся от места монтажа следующих шагов.
13. Способ по одному из пп.6-12, отличающийся тем, что при работах по техническому обслуживанию ленточной конвейерной системы (1) разъединенные первые крепежные средства (15a) и вторые крепежные средства (15b) снова применяются для соединения между статором (7a) и ротором (7b) и привод (4) отделяется от приводного вала (5).
14. Система (1) ленточного конвейера, имеющая безвальный привод (4) по одному из пп.1-5.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| EP 2905877 A1, 12.08.2015 | |||
| DE 1842769 U, 30.11.1961. | |||

