Изобретение относится к области получения новых материалов и может найти применение при создании композитных материалов, характеризующихся высоким комплексом прочностных показателей. Более конкретно изобретение относится к способу получения материала на основе реакторного порошка аморфно-кристаллического полимера, например, сверхвысокомолекулярного полиэтилена (СВМПЭ), обладающего повышенной прочностью и рядом других свойств.
Способы непрерывного получения монолитной заготовки (лист, лента, пленочная нить) для получения изделия для последующей ориентационной вытяжки и упрочнения должен сочетать два процесса: транспортировку реакторного порошка к устройству монолитизации (дозирование) и наложение давления со сдвигом (прессование) на реакторный порошок. Логично, что наиболее простое конструктивное решение для узла прессования -вращающиеся валки (ролики), к которым прикладывается внешняя сжимающая нагрузка.
В патенте [JP Н 07156174] для транспортировки используют прямое дозирование реакторного порошка СВМПЭ на движущуюся металлическую ленту, которая доставляет порошок в зону прессования, где прикладывается давление от гидропривода.
Работоспособность и эффективность работы такого устройства вызывает определенные сомнения, прежде всего, из-за сложности используемой кинематической схемы.
Тем не менее, в последующих патентах, например, [US 8211342] эта схема опять предлагается как основная, без указания на детальную конструкцию узла монолитизации, что означает, по всей видимости, трудности в технической реализации узла.
Перспективным для последующей разработки и относительно простыми в плане технической реализации представляются устройства на основе двух вращающихся валков [US 8177540 В2, US 8206810 В1] с прямым дозированием реакторного порошка в зазор между валками.
В свою очередь, устройство с валками и прямым дозированием в зазор [JP Н 07156173] вряд ли может быть реализовано, несмотря на кажущуюся простоту конструкции, поскольку обработка на трех последовательных парах валков слабо спрессованного порошка СВМПЭ обладающего на первой и второй паре волков низкой механической прочностью и его заправка в валки не представляется возможной
Из других проанализированных разработок самого пристального внимания заслуживает техническое решение [KR 1002747920000] использовать для формования пленок и пленочных нитей из реакторного порошка СВМПЭ валков специальной конфигурации (калибр), что дает возможность уверенно работать с величиной давления, прикладываемого к вращающимся валкам.
Как показал анализ результатов патентного исследования, для ориентационной вытяжки сформованных из реакторного порошка СВМПЭ монолитных пленок пленочных нитей используют стандартное промышленное. оборудование, используемое, например, в
производстве высокопрочного полимерного (полиэтилен,
полипропилен) шпагата.
Заявка на изобретение из Германии DE №102010030706 (опубликовано: 05.01.2012) также предлагает использование экструдера планетарной конструкции. Метод реактивной экструзии для химической модификации алькилсодержащих полимеров или восков заключается в осуществлении экструзии в экструдере с планетарным устройством. Независимый пункт формулы относится к алькилсодержащим полимерам и воскам, полученным таким образом. Такая конструкция, возможно, имеет преимущества при реализации заявленного процесса, однако представляется слишком сложной для практической реализации.
Техническое решение KR 1002747920000 выбрано в качестве прототипа.
Задачей изобретения является создание способа, позволяющего получать композиционные материалы с расширенным комплексом прочностных и дополнительных характеристик по сравнению с известными материалами при более низких нагрузках на оборудование.
Техническим результатом изобретения является расширение ассортимента высокопрочных полимерных материалов, повышение технологичности процесса, удешевление процесса производства, повышение его эффективности, повышение ресурса оборудования.
Известные способы не позволяют получить заявленный технический результат и решить поставленную задачу.
КРАТКОЕ ОПИСАНИЕ
Заявляется способ получения композиционного материала на основе реакторного порошка аморфно-кристаллического полимера, например, СВМПЭ. Полимер в форме порошка подвергают прессованию, предпочтительно, между валками с получением длинной ленты.
К валкам прикладывают давление, в результате чего частицы порошка, пластически деформируясь, соединяются в монолитный однородный материал - пластину или длинную (условно бесконечную) ленту. При этом значительная часть молекул полимера, изначально свернутые в клубок, приобретают одинаковую ориентацию вдоль заготовки и частично расправляются. Вследствие этого повышается прочность получаемого материала.
Особенностью заявляемого способа является то, что давление прессования, прикладываемое к валкам или к поверхностям сжатия, в случае выполнения сжатия на другом оборудовании, имеет две составляющие - постоянную и переменную. Направление действия обеих составляющих одинаковое или отличается на некоторый угол в диапазоне от 0° до 90°. Для получения разных свойств получаемой заготовки варьируют соотношение усилий постоянной и переменной составляющих, угол между ними (0°-90°), а также частоту приложения переменной составляющей. При некоторых соотношениях усилий, некоторых углах приложения сил и некоторых частотах переменной составляющей значительно большая часть молекул ориентируется вдоль общего направления при меньших значениях применяемых давлений, и в частности при более низких значениях постоянной составляющей давления.
Полученную заготовку в дальнейшем подвергают деформации, которая приводит к одноосной ориентации в условиях ориентационной вытяжки в нормальных условиях или в присутствии избыточного внешнего давления любым из известных способов.
Процесс одноосной ориентации может быть выполнен при комнатной или повышенной температуре.
Равномерность внешнего давления в процессе удлинения возможно достигать разными способами. Предпочтительным является способ создания внешнего давления путем твердофазной экструзии. Например, один из возможных вариантов см. далее.
Процесс одноосной ориентации может быть выполнен также любым другим известным способом и в других температурных режимах, что также будет означать использование заявляемого способа.
Значение необходимого давления подбирают, исходя из условия достижения предела текучести материала и образования межмолекулярных связей.
Таким образом, достигнут заявленный технический результат, а именно: получение материалов с улучшенным комплексом прочностных и дополнительных характеристик и расширение ассортимента получаемых материалов, снижение нагрузки на элементы оборудования, повышение эффективности производства.
Достижение нового технического результата стало возможным благодаря тому, что за счет применения двух составляющих сжатия - постоянной и переменной - и правильного выбора частоты переменной составляющей удалось сориентировать большее число молекул полимера в заготовке и тем самым сохранить или повысить прочностные свойства материала при приложении меньших значений давления, что снижает требования к используемому оборудованию и тем самым удешевляет процесс производства и повышает качество получаемого продукта.
ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
На фиг. 1 показана схема установки для получения полимерного материала в виде ленты из порошка аморфно-кристаллического полимера.
На фиг. 2 показана схема приложения давления к поверхностям сжатия (к валкам).
На фиг. 3 показана схема технологического процесса получения нити из порошка аморфно-кристаллического полимера путем последующего приложения давления, приводящего к одноосной ориентации в условиях однородного сдвига.
На фиг. 4а, 4б. Показаны варианты приложения постоянной и переменной составляющих давления.
ПОДРОБНОЕ ОПИСАНИЕ.
Принятые обозначения
1 - аморфно-кристаллический полимер в форме порошка.
2 - бункер для подачи порошка.
3 - валки.
4 - изотропный материал (пластина, лента).
5 - обкладка из сплава Pb/Sn.
6 - фильера.
7 - ориентированный материал.
8 - постоянная составляющая давления.
9 - переменная составляющая давления.
10 - угол α между направлениями приложения постоянной и переменной составляющей давления.
Заявленный технический результат достигают применением способа получения полимерного материала, состоящего в следующем.
Порошок аморфно-кристаллического полимера подвергают прессованию до получения пластин 4.
При этом на порцию порошка действуют постепенно и однократно увеличивающимся давлением, максимальное значение которого принимают как значение давления постоянной составляющей.
В процессе приложения постоянной составляющей давления на порцию порошка в том же направлении дополнительно прикладывают давление, изменяющейся по времени величине. Причем за время прохождения порции порошкообразного материала через рабочую зону валков где происходит достижение постоянной составляющей давления своего максимального значения, давление переменной величины изменяет свою величину несколько раз. В результате из рабочую часть станка (пресса, валков) выходит пластина или лента полимерного материала, являющаяся заготовкой (полуфабрикатом) для получения в дальнейшем окончательного продукта.
Полученные пластины или ленту подвергают одноосной ориентации, путем твердофазной экструзии под воздействием внешнего повышенного давления и однородного сдвига каким-либо известным способом.
Заявляемый способ заключается в следующем.
В качестве исходного полимера используют аморфно-кристаллический полимер, например, СВМПЭ в форме реакторного порошка. Размер частиц может варьироваться в широких пределах, предпочтительно, от 100 мкм до 1500 мкм.
Полимерный материал получают следующим путем. Аморфно-кристаллический полимер в форме порошка 1, загруженный в бункер 2, подвергают прессованию в пресс-форме или между валками 3 с получением пластин или ленты 4, соответственно. Причем прилагаемое давление содержит на две составляющие. Условно постоянное давление 8, которое за один акт прессования изменяется от нуля до максимального значения один раз. И переменное давление 9, которое приложено в том же направлении (или под углом), что и условно постоянное 8, но за время одного акта прессования изменяется от нуля до назначенного для него значения несколько (назначенное число) раз.
В случае с валками 3, усилие сжатия валков настраивают на выбранное максимальное значение. Затем в процессе прессования к валкам в сторону сжатия материала прикладывают дополнительное переменное усилие сжатия, номинальное значение и частоту которого назначают дополнительно (отдельно).
Направление приложения постоянной составляющей давления и переменной составляющей могут отличаться на некоторый угол α 10.
Угол между направлением действия постоянной и переменной составляющих давления может отличаться на величину от 0° до 90°.
Отношение переменной составляющей к постоянной может находиться в пределах 0.01-100, предпочтительно, 0.1-1.5.
Нижняя граница величины частоты переменной составляющей может выбираться в пределах 0,1 Гц-1000 Гц.
Возможны несколько вариантов приложения дополнительного давления (фиг. 4). В процессе приложения значения постоянной и переменной составляющих могут складываться (фиг. 4а). Кроме того, значение переменной составляющей по изменяться по частоте (фиг. 4б) и по амплитуде.
Временной профиль изменения переменной составляющей по амплитуде и частоте может задаваться заранее или вырабатываться непосредственно в процессе работы станка, например, в качестве адаптации на реакцию материала.
В предпочтительном воплощении частота воздействия переменного усилия выбирают в зависимости от транспортировочной скорости при прессовании таким образом, чтобы при продвижении сжимаемого материала на 100-500 нанометров переменная составляющая усилия сжатия воздействовала 8 или более раз. Т.е. при транспортировочной скорости 0.01 м/с частота переменной составляющей должна быть не менее 80 кГц - 400 кГц соответственно.
Для практического использования частота переменной составляющей ν может быть ориентировочно задана по формулам:
ν=(0÷104)* νo
где νo=νлин/πD,
νлин - линейная (транспортная) скорость движения поверхности валков,
D - диаметр валков.
Теоретические изыскания и опыты показывают, что при наложении дополнительной переменной составляющей, требуемая величина постоянной составляющей значительно ниже, а производительность процесса существенно выше.
Действие постоянной и переменной составляющих давления может быть направлено вдоль одной оси.
Величину постоянной составляющей усилия сжатия выбирают в пределах 0.01-0.9 от усилия сжатия, используемой при обычной (известной) технологии прессования, предпочтительно 0.5-0.6.
Усилие переменной составляющей сжатия может составлять 0.01-1 от величины постоянной составляющей. Рекомендуется выбирать значение в пределах 0.1-0.3.
Далее эти пластины или ленту подвергают одноосной ориентации, предпочтительно, при комнатной или повышенной температуре путем, например, твердофазной экструзии в условиях однородного сдвига.
В предпочтительном воплощении указанный процесс твердофазной экструзии в условиях однородного сдвига выполняют путем помещения пластины между обкладками из пластичного материала 5, например, сплава Pb-Sn и продавливании через (коническую) фильеру 6 (фиг. 3). Параметры фильеры 6 задают величину кратности вытяжки. Размер фильеры напрямую связан с параметром кратности вытяжки, поэтому для выбора предпочтительного значения размера нужно задать предпочтительную кратность вытяжки в условиях однородного сдвига, а это значение дополнительно зависит от размера молекул полимера и их количества в порошкообразном полимере 1 (матрице). Для выполнения твердофазной экструзии предлагаемым способом в предпочтительном воплощении берут пластины Pb-Sn полуцилиндрической формы с радиусом около 5 мм, обкладывают заготовку размером 5×28×0.5 мм, зажимают между полуцилиндрами, направляют в металлическую
пластину, оснащенную фильерой необходимого диаметра на выходе, прикладывают давление не менее 200 МПа. Выполняют однородный сдвиг, получают ориентированный материал 7. В некоторых случаях можно, нагревать заготовку, но не выше температуры плавления используемого материала.
Сплав Pb-Sn можно заменить подходящим пластичным веществом, способным работать в указанных условиях и технологичным в использовании.
Стадию прессования можно осуществлять при температуре, по меньшей мере, на 1°С ниже температуры свободного плавления полимера, предпочтительно, на 5°С ниже.
Общая степень вытяжки может составлять, по меньшей мере, 120, предпочтительно 160.
Изобретение может быть проиллюстрировано следующими примерами.
Пример 1. Исходный порошок СВМПЭ прессуют в специальной пресс-форме под давлением 200 атм., при комнатной температуре с получением пластин размером 5×28×0.5 мм. Полученный образец помещают в обкладки из пластичного сплава Pb/Sn и продавливают его через коническую фильеру, обеспечивающую кратность вытяжки материала значением 4,5. Полученный образец характеризуется пределом прочности при одноосном растяжении 50 МПа.
Пример 2. Исходный порошок СВМПЭ прессуют в специальной пресс-форме под давлением 200 атм., при комнатной температуре с получением пластин размером 5×28×0.5 мм. Полученный образец помещают в обкладки из пластичного сплава Pb/Sn и продавливают его через коническую фильеру, обеспечивающую кратность вытяжки материала значением 4,8. Полученный образец характеризуется пределом прочности при одноосном растяжении 65 МПа.
Заявляемый способ, позволяющий получать материалы из аморфно-кристаллического полимера в форме порошка с улучшенным комплексом, преимущественно, прочностных характеристик, промышленно применим, поскольку предполагает использование станков и оборудования, серийно выпускаемого промышленностью с незначительными доработками, и выпускать продукцию в промышленных масштабах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ УПРОЧНЕННОГО НАНОКОМПОЗИТА С ДОПОЛНИТЕЛЬНЫМИ СВОЙСТВАМИ (ВАРИАНТЫ) | 2016 |
|
RU2707344C2 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ РЕАКТОРНОГО ПОРОШКА СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА | 2013 |
|
RU2552636C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВОЛОКОННО-ТЕКСТУРИРОВАННОЙ СТЕКЛОКЕРАМИКИ | 2009 |
|
RU2422390C1 |
| КАТАЛИТИЧЕСКАЯ СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ РЕАКТОРНОГО ПОРОШКА СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА ДЛЯ СВЕРХВЫСОКОПРОЧНЫХ СВЕРХВЫСОКОМОДУЛЬНЫХ ИЗДЕЛИЙ МЕТОДОМ ХОЛОДНОГО ФОРМОВАНИЯ | 2010 |
|
RU2459835C2 |
| ПРЕДВАРИТЕЛЬНО НАГРУЖЕННАЯ КЛЕТЬ | 2017 |
|
RU2693231C1 |
| ПЛЕНОЧНЫЕ НИТИ ДЛЯ ЭКРАНИРУЮЩЕГО МАТЕРИАЛА И СПОСОБ ИХ ПОЛУЧЕНИЯ | 2002 |
|
RU2224829C1 |
| Способ приготовления прекурсоров для ориентационного вытягивания пленочных нитей из СВМПЭ | 2018 |
|
RU2671120C1 |
| ВЫСОКОМОДУЛЬНОЕ ВОЛОКНО ВЫСОКОЙ ПРОЧНОСТИ ИЗ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2612714C2 |
| МНОГОСЛОЙНАЯ МИКРОПОРИСТАЯ ПОЛИОЛЕФИНОВАЯ МЕМБРАНА И СЕПАРАТОР ДЛЯ АККУМУЛЯТОРНОЙ БАТАРЕИ | 2006 |
|
RU2406612C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО МАТЕРИАЛА ДЛЯ ТЕРМОЭЛЕКТРИЧЕСКИХ ГЕНЕРАТОРНЫХ УСТРОЙСТВ | 2012 |
|
RU2518353C1 |


Заявлен способ получения ориентированной пленки из аморфно-кристаллического полимера, который включает стадию прессования исходного полимера в виде порошка и стадию его вытяжки, при котором давление на стадии прессования включает постоянную составляющую и переменную составляющую. Постоянная составляющая давления за один цикл прессования увеличивается от нулевого значения до назначенного. Переменная составляющая за один цикл прессования более одного раза может изменять значение от нулевого до назначенного для него максимального. Направление действия постоянной и переменной составляющих давления может быть направлено под углом от 0° до 90°. Значения амплитуды и частоты переменной составляющей давления могут изменяться по заданным законам. Техническим результатом изобретения является повышение прочностных характеристик изделия. 8 з.п. ф-лы, 5 ил., 2 пр.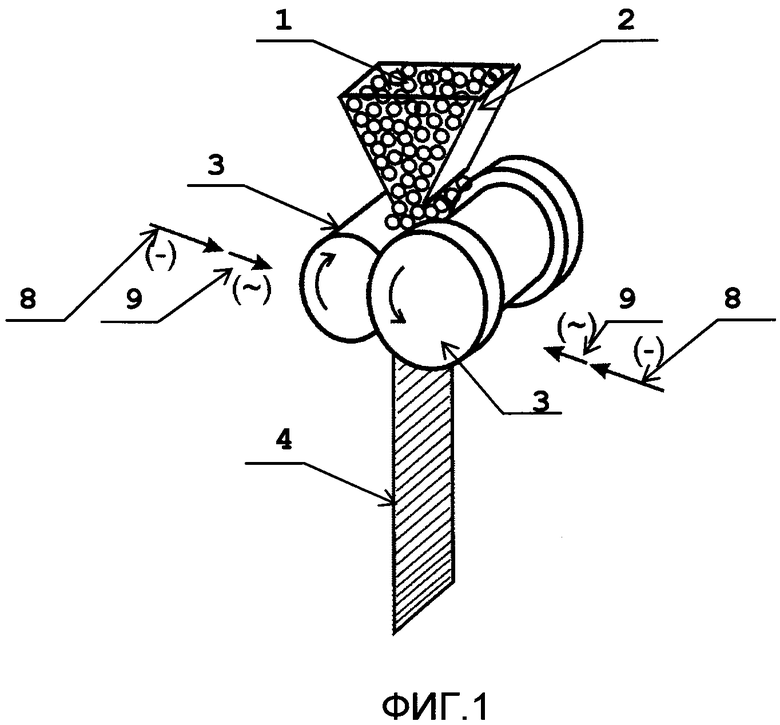
1. Способ получения ориентированного материала из аморфно-кристаллического полимера в форме порошка, который включает стадию прессования исходного полимера и стадию его вытяжки, а давление на стадии прессования включает постоянную составляющую и переменную составляющую,
отличающийся тем, что временной профиль изменения переменной составляющей по амплитуде и частоте вырабатывают непосредственно в процессе работы станка в качестве адаптации на реакцию материала,
причем постоянная составляющая давления за один цикл прессования увеличивается от нулевого значения до назначенного для него максимального,
причем переменная составляющая за один цикл прессования более одного раза изменяет значение от нулевого до назначенного для него максимального.
2. Способ по п. 1, в котором действие постоянной и переменной составляющих давления направлено вдоль одной оси.
3. Способ по п. 1, в котором угол между направлением действия постоянной и переменной составляющих давления отличается на величину от 0° до 90°.
4. Способ по п. 1, в котором значение частоты переменной составляющей давления изменяется.
5. Способ по п. 1, в котором отношение переменной составляющей к постоянной находится в пределах 0,01-100, предпочтительно, 0,1-1,5.
6. Способ по п. 1, в котором нижняя граница величины частоты переменной составляющей находится в пределах 0,1 Гц - 1000 Гц.
7. Способ по п. 1, в котором частота переменной составляющей ν задается по формулам:
ν=(0÷104)*νο
где νo=νлин/πD,
νлин - линейная (транспортная) скорость движения поверхности валков,
D - диаметр валков.
8. Способ по любому из пп. 1-7, в котором стадию прессования осуществляют при температуре, по меньшей мере, на 1°C ниже температуры свободного плавления полимера, предпочтительно, на 5°C ниже.
9. Способ по любому из пп. 1-7, в котором полученная общая степень вытяжки составляет, по меньшей мере, 120, предпочтительно, 160.
| KR 100274792 B1, 15.12.2000 | |||
| US 2007232469 A1, 04.10.2007 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛИОЛЕФИНОВЫХ ПЛЕНОК | 2009 |
|
RU2487798C2 |

