Группа изобретений относится к области гашения вибраций рабочих лопаток компрессора авиационных газотурбинных двигателей пятого поколения.
Повышение надежности путем предупреждения усталостных повреждений рабочих лопаток является актуальной задачей современного авиадвигателестроения. Возникновение этих повреждений у находящихся в эксплуатации авиационных ГТД во многом определяется уровнем вибрационных напряжений в лопатках во всем диапазоне режимов эксплуатации двигателя. Одним из важнейших факторов, снижающих уровень этих напряжений, является демпфирующая способность лопаток, которая определяется энергией, рассеянной в обтекающем газовом потоке (аэродемпфирование), в материале, и у авиадвигателей в старом «классическом» исполнении за счет конструкционного демпфирования в замковом соединении, и в контакте бандажных или антивибрационных полок для ступеней с этими полками.
Аэродемпфирование и конструкционное демпфирование в замках лопаток и в контакте бандажных полок, если таковые имеются, в вентиляторах, компрессорах и турбинах «классических» поколений авиационных двигателей далеки от оптимальных значений.
Поэтому для предотвращения опасных резонансных колебаний лопаток применяют специальные демпфирующие устройства. В абсолютном большинстве известных случаев это устройства конструкционного демпфирования, у которых энергия рассеивается за счет работы сил сухого трения между контактирующими поверхностями при их взаимном упругом проскальзывании в процессе колебаний.
Этот вид демпфирования выбран потому, что его использование позволяет создавать специальные демпфирующие устройства, обеспечивающие оптимальный уровень демпфирования рабочих лопаток турбомашин при конструктивных параметрах демпфирующих устройств. Под конструктивными параметрами здесь понимаются параметры, не существенно (допустимо) ухудшающие габаритные, массовые, технологические, конструктивные характеристики рабочих колес турбомашины и при этом улучшающие эксплуатационные характеристики этих колес и турбомашины в целом. Выбор в пользу этого вида демпфирования сделан уже в самых ранних разработках этих устройств.
Так известен ротор турбомашины (см. а.с. 333277. Ротор турбомашины / Н.С. Кондрашов, П.Д. Вильнер, И.Д. Эскин. - Заявлено 12.11.1966. Опубл. 23.03.1972, Бюл. №11.), содержащий диск с лопатками, имеющими демпфирующее устройство в виде пакета металлических пластин, отличающийся тем, что с целью повышения эффективности демпфирования лопаток, они выполнены с разрезными хвостовиками, в разрез которых вставлены металлические пластины с натягом, созданным за счет упругой деформации (выпрямления) предварительно изогнутых металлических пластин, а в замок лопатки под различными углами запрессованы штифты.
Оригинальность этого предложения состоит в том, что упругодемпфирующий элемент располагается внутри ножки лопатки и в качестве такого элемента использован многослойный пакет стальных пластин, сжатый распределенной нагрузкой, полученной за счет больших упругих деформаций пакета при установке его в ножку. В случае, когда жесткость на изгиб стороны ножки будет одного порядка, что и жесткость на изгиб одной пластины, при числе пластин n≥10 в пакете максимальное значение коэффициента рассеивания пакета может достигать очень высоких значений Ψmax≈4÷5 (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.), т.е. эти устройства при должном подборе его параметров способно обеспечить высокий коэффициент рассеивания системе «лопатка-демпфирующее устройство» на наиболее опасных низких формах ее колебаний и, следовательно, эффективное гашение этих колебаний лопаток.
Однако это предложение непригодно для использования его в качестве демпфирующего устройства рабочих лопаток компрессора низкого и высокого давления авиационного ГТД пятого поколения, закрепляемых в кольцевых канавках этих устройств, так как эти лопатки либо вообще не имеют ножек, либо выполняются с низкими ножками.
Известно демпфирующее устройство (патент США №5205714, 27.04.1993), действие которого основано на рассеянии энергии колебаний лопатки за счет работы сил сухого трения, возникающих при контакте малоподвижного элемента демпфирующего устройства с участком тела колеблющейся лопатки, расположенным внутри ее ножки и в области замкового соединения. Для создания контактного давления используются пружины или другие упругие элементы.
Известно также демпфирующее устройство (патент США №6283707, 04.09.2001), использующие для создания контактного давления центробежную силу инерции от вращения рабочего колеса элементов конструкции, размещенных внутри пера и замка лопатки, через упругие элементы.
Это устройство принципиально аналогично устройству по патенту США №5205714, так как малоподвижный элемент этого устройства прижимается к контактирующим с ним поверхностям лопатки также и центробежной силой.
Рабочие лопатки компрессора низкого и высокого давления авиационных ГТД не выполняют пустотелыми, и эти предложения не пригодны для использования для гашения колебаний этих лопаток.
Можно проанализировать конструкции еще целого ряда известных демпфирующих устройств рабочих лопаток турбомашин, но все они по вышеописанным причинам оказываются непригодными для гашения колебаний рабочих лопаток компрессора низкого и высокого давления авиационного ГТД пятого поколения, закрепляемых в кольцевых канавках ободов рабочих колес, и не могут быть использованы в качестве прототипа предлагаемого изобретения.
Известен трех ступенчатый ротор КНД авиадвигателя SaM 146 (см. Киселев Ю.В. Двигатель SaM 146. Устройство основных узлов / Ю.В. Киселев, Д.Ю. Киселев. - Электронное учебное пособие. СГАУ, Самара, 2012 г., рис. 13), выполненный в виде бочки с тремя кольцевыми выступами на внутренней и внешней поверхностях бочки. В каждом кольцевом выступе выполнена профилированная кольцевая канавка с поперечным радиальным сечением, ответным замку рабочей лопатки типа «ласточкин хвост». Рабочие лопатки своими замками вставлены в эти канавки и выполнены с платформами, которыми лопатки упираются друг в друга, и которые вместе с перьями лопаток организуют каналы обтекания этих лопаток. Ротор компрессора низкого давления жестко соединен с ротором вентилятора. Четыре лопатки на каждой из ступеней (пары этих лопаток расположены диаметрально противоположно) имеют специальные вырезы в платформе под два замка.
Известен также шести ступенчатый ротор КВД авиадвигателя SaM 146 (см. Киселев Ю.В. Двигатель SaM 146. Устройство основных узлов / Ю.В. Киселев, Д.Ю. Киселев. - Электронное учебное пособие. СГАУ, Самара, 2012 г., рис. 15), состоящий из следующих элементов: лопатки КВД; блиски первой и второй ступеней КВД; рабочее колесо КВД; диск с лабиринтным уплотнением.
Первая и вторая ступени ротора КВД выполнены по технологии "Blisk".
Блиск КВД является фрезерованной из единой заготовки деталью, совмещающей рабочее колесо, комплект лопаток, лабиринтные уплотнения и вал КВД. Блиск первой ступени ротора КВД соединен вместе с блиском второй ступени ротора КВД и рабочим колесом с третьей по шестую ступень ротора КВД при помощи болтов. На валу блиска второй ступени КВД выполнены шлицевые пазы для соединения с задней частью вала вентилятора. Блиски первой и второй ступеней ротора КВД выполнены из титанового сплава. Лопатки третьей ступени ротора КВД устанавливаются на рабочее колесо КВД при помощи паза ласточкин хвост. Лопатки третьей ступени ротора КВД поджаты в осевом направлении упорным кольцом, прикрепленном к передней поверхности паза ласточкин хвост при помощи болтов. Лопатки третьей ступени ротора КВД выполнены из титанового сплава. Упорное кольцо выполнено из никелевого сплава. Лопатки с четвертой по шестую ступеней ротора КВД устанавливаются на рабочее колесо ротора КВД при помощи профилированной кольцевой канавки. Платформы лопаток с четвертой по шестую ступеней КВД плотно прилегают друг к другу, обеспечивая надежную фиксацию лопаток в тангенциальном направлении. Четыре лопатки на каждой из ступеней (с 4 по 6 ступень) КВД имеют специальные вырезы в платформе под два замка. Лопатки с четвертой по шестую ступень КВД выполнены из никелевого сплава. К переднему фланцу рабочего колеса КВД крепятся оба блиска КВД. Задний фланец рабочего колеса КВД крепится к диску с лабиринтным уплотнением при помощи болтов. На рабочем колесе КВД выполнено 70 пазов ласточкин хвост под лопатки третей ступени ротора КВД, а также три профилированные кольцевые канавки для крепления лопаток четвертой, пятой и шестой ступеней КВД. Также на рабочем колесе КВД имеются четыре лабиринтных уплотнения, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД. Рабочее колесо КВД изготовлено из никелевого сплава в виде бочки, выполненной заодно целое с дисками. На диске с лабиринтным уплотнением выполнены зубья лабиринтного уплотнения, обеспечивающие герметизацию сочленения с опорой уплотнения корпуса камеры сгорания. Диск с лабиринтным уплотнением выполнен из никелевого сплава.
Преимуществами этих конструкций роторов, например, по сравнению с аналогичными роторами авиадвигателей четвертого поколения с «классическими» рабочими колесами, соединенными болтами в барабанно дисковые конструкции, с рабочими лопатками, установленными в пазы «ласточкин хвост» этих колес, является значительное уменьшение количества деталей и массы этих конструкций и, как следствие этого, улучшение эксплуатационных характеристик двигателя: снижение удельного расхода топлива, повышение удельной тяги двигателя.
К числу недостатков этих конструкций в случае, когда конструктор сталкивается с необходимостью постановки в конструкцию демпфирующих устройств для гашения колебаний рабочих лопаток, является отсутствие разработанных конструкций этих демпфирующих устройств, пригодных для гашения колебаний рабочих лопаток блисков и рабочих лопаток с замками «ласточкин хвост», установленных в кольцевые канавки рабочего колеса.
Заметим, что вывод об отсутствии таких устройств нами сделан на основании того, что нами не обнаружено опубликованных материалов, где бы описывались эти устройства. Вполне возможно, что их просто не успели разработать.
Поэтому место крепления рабочих лопаток в кольцевых канавках ступеней роторов компрессора низкого и высокого давления авиадвигателя SaM 146, как наиболее близкое по технической сущности к предлагаемому, принято за прототип.
По этой же причине за прототипы приняты роторы компрессора низкого и высокого давления авиадвигателя SaM 146.
Ставится задача разработки мест крепления рабочих лопаток в кольцевых канавках роторов компрессора низкого и высокого давления авиадвигателя пятого поколения, обеспечивающих надежность крепления и высокоэффективное демпфирование лопаток на всех опасных низких формах колебаний, при допустимом увеличении массы роторов и числа их деталей (при незначительном увеличении массы роторов и увеличении числа их деталей, практически не снижающем описанные преимущества этих конструкций, и не изменяющем их габаритные размеры).
Высокоэффективное демпфирование лопаток достигается при использовании демпфирующих устройств, имеющих при том же виде нагружения, по которому это устройство нагружается в сборе с лопаткой, максимальный коэффициент рассеивания ψmax≥2 и его жесткость должна быть одного порядка с жесткостью лопатки.
Поставленная задача решается тем, что предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, выполненное в виде кольцевого выступа на внутренней и внешней поверхностях выполненных в виде бочки роторов компрессора низкого и высокого давления, в котором выполнена кольцевая профилированная канавка со стороны внешней поверхности бочки, в которой замками «ласточкин хвост» закреплены рабочие лопатки с платформами, в кольцевой канавке в диаметрально противоположных местах выполнены выемки с такими шириной и длиной в тангенциальном направлении, чтобы в ней свободно мог разместиться замок лопатки, с прямоугольным поперечным радиальным сечением с глубиной, равной глубине кольцевой канавки, и в выемках и вырезах в платформах закреплены замки, ограничивающие смещение лопаток в тангенциальном направлении, причем наружный диаметр рабочего колеса, измеренный по замкам, равен наружному диаметру, измеренному по платформам лопаток, отличающееся тем, что кольцевая профилированная канавка выполнена с коническим дном, причем ось конической поверхности дна совпадает с продольной осью ротора компрессора низкого и высокого давления, а угол при вершине этого конуса выбран из условия создания требуемой величины натяга между замками лопаток и упругогистерезисным элементом, на который они опираются, и радиальное поперечное сечение кольцевой профилированной канавки имеет форму «ласточкиного хвоста», соединенного в основании с трапецией с вертикальными боковыми стенками, причем высота трапеции, по которой она соединена с фигурой «ласточкин хвост», равна в мм
где b - большее основание фигуры «ласточкин хвост», с - ее меньшее основание, а - величина на которую трапеция выступает за величину большего основания фигуры «ласточкин хвост», равная в мм
где δ - величина натяга в мм между замками лопаток и упругогистерезисным элементом, ϕ - угол при вершине конуса дна кольцевой профилированной канавки, таким образом, что в одной из боковых стенок выступа места крепления рабочих лопаток образована кольцевая технологическая канавка с наибольшей высотой, измеренной в радиальном поперечном сечении, равной в мм
h=δ+H+0÷0,2,
где Н - наибольшая высота поперечного радиального сечения кольцевой промежуточной проставки, и кольцевая промежуточная проставка выполнена из двух диаметрально противоположно расположенных полуколец с поперечным радиальным сечением в виде трапеции - усеченного клина, с наибольшей высотой Н, шириной, равной или меньшей ширины меньшего основания «ласточкиного хвоста» кольцевой профилированной канавки, и углом наклона клина - половиной угла конуса клина, равной  на торце с меньшей толщиной каждого полукольца у его концов выполнены две полукруглых технологических выемки или три таких выемки, в этом случае одна из выемок находится в средней части полукольца, и кольцевая промежуточная проставка установлена на дно кольцевой профилированной канавки таким образом, что ее торец с выемками контактирует с боковой стороной выступа места крепления лопаток, в которой нет технологической канавки, между кольцевой промежуточной проставкой и замками, установленными в выемках, и замками рабочих лопаток с радиальным натягом δ установлен кольцевой упругогистерезисный элемент с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкиного хвоста» кольцевой профилированной канавки, составленный из одной, двух и более частей кольца, равнорасположенных по окружности, и между концами этих частей имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и равна 0,2÷0,5 мм, и между наружной поверхностью бочки и платформой каждой лопатки, а также между торцами платформ соседних лопаток и ответными торцами платформ лопаток и замков имеются зазоры, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок, и под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канаки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках в кольцевой профилированной канавке, замкам лопаток и их платформам установлены упругогистерезисные или упругие элементы, причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов, причем в выемках в кольцевой канавке закреплены четыре, шесть или более равнорасположенных по окружности замков, и боковые стороны замков, закрепленных в выемках в кольцевой профилированной канавке, на части своей длины, у дна кольцевой канавки, срезаны и образуют заборный клин, и в боковой стенке с технологической канавкой выступа места крепления рабочих лопаток выполнено четыре или шесть отверстий, из которых два расположены в районах расположения концов полуколец промежуточной проставки, а при выполнении шести отверстий еще по одному в районе средней части каждого полукольца, и в эти отверстия до упора в кольцевую промежуточную проставку запрессованы заглушки, а само место крепления рабочих лопаток собрано по способу п. 11 формулы изобретения, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием.
на торце с меньшей толщиной каждого полукольца у его концов выполнены две полукруглых технологических выемки или три таких выемки, в этом случае одна из выемок находится в средней части полукольца, и кольцевая промежуточная проставка установлена на дно кольцевой профилированной канавки таким образом, что ее торец с выемками контактирует с боковой стороной выступа места крепления лопаток, в которой нет технологической канавки, между кольцевой промежуточной проставкой и замками, установленными в выемках, и замками рабочих лопаток с радиальным натягом δ установлен кольцевой упругогистерезисный элемент с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкиного хвоста» кольцевой профилированной канавки, составленный из одной, двух и более частей кольца, равнорасположенных по окружности, и между концами этих частей имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и равна 0,2÷0,5 мм, и между наружной поверхностью бочки и платформой каждой лопатки, а также между торцами платформ соседних лопаток и ответными торцами платформ лопаток и замков имеются зазоры, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок, и под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канаки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках в кольцевой профилированной канавке, замкам лопаток и их платформам установлены упругогистерезисные или упругие элементы, причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов, причем в выемках в кольцевой канавке закреплены четыре, шесть или более равнорасположенных по окружности замков, и боковые стороны замков, закрепленных в выемках в кольцевой профилированной канавке, на части своей длины, у дна кольцевой канавки, срезаны и образуют заборный клин, и в боковой стенке с технологической канавкой выступа места крепления рабочих лопаток выполнено четыре или шесть отверстий, из которых два расположены в районах расположения концов полуколец промежуточной проставки, а при выполнении шести отверстий еще по одному в районе средней части каждого полукольца, и в эти отверстия до упора в кольцевую промежуточную проставку запрессованы заглушки, а само место крепления рабочих лопаток собрано по способу п. 11 формулы изобретения, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием.
Под относительными рабочими смещениями в окружном направлении опирающихся на дно кольцевой канавки, здесь понимается величина смещения упругогистерезисного элемента в любом радиальном сечении относительно кольцевой промежуточной проставки под действием рабочих статических газовой и центробежных нагрузок, динамических нагрузок и температурного удлинения упругогистерезисного элемента, обусловленного разностью величин коэффициентов температурного удлинения материалов этих деталей.
Как известно (см. Скубачевский Г.С. Авиационные газотурбинные двигатели. Конструкция и расчет деталей. Из-е 2-ое, допол.. Учебник для авиационных вузов / Г.С. Скубачевский. - М.: Машиностроение. 1965. - 451 с., фиг. 7.31), демпфирование в замковом соединении «ласточкин хвост» лопаток третьей ступени на небольших оборотах ротора (2000÷5000 об/мин) невелико, а на больших оборотах (7000 и более) практически равно нулю из-за заклинивания под действием больших центробежных сил замка лопатки в пазу диска и регулирование демпфирующих характеристик этого соединения возможно только в узком диапазоне и не продуктивно.
В предлагаемой конструкции, хотя и применено крепление лопаток типа «ласточкин хвост», но исключено заклинивание замков лопаток под действием центробежных сил в кольцевой профилированной канавке на всех рабочих режимах двигателя. Это объясняется тем, что в этой конструкции действие постоянных газовых сил на всех режимах уравновешено действием сил сухого трения, действующими на замок лопатки и реактивными силами упругих или упругогистерезисных элементов, или же суммарное действие этих сил превышает действие постоянных газовых сил, но на величину, всегда преодолимую динамическими силами, действующими на лопатку.
Следовательно, на всех режимах работы двигателя в предлагаемой конструкции при колебаниях лопатки будет происходить циклическое нагружение как кольцевого упругогистерезисного элемента, так и упругих или упругогистерезисных элементов, расположенных под платформами лопаток, лопатка упруго подвешена. Это утверждение справедливо еще и потому, что при качании лопатки в окружном направлении под действием моментов действующих на нее сил в случае, когда составляющая газовой нагрузки на лопатку, действующая в направлении оси ротора, не преодолевает сил трения, действующих на дно замка лопатки, даже при ничтожно малом повороте, при котором на большой части длины замка лопатки обнуляется натяг по боковым сторонам замка лопатки и, следовательно, на этой части боковых сторон замка лопатки силы трения становятся равными нулю, а при ничтожно малых повороте и радиальном смещении к центру ротора силы трения на боковых сторонах замка лопатки становятся равными нулю. Здесь под ничтожно малым поворотом и радиальным смещением лопатки понимается поворот, при котором меньшее радиальное смещение лопатки к центру ротора, определенное на большой части замка лопатки, равно наибольшей деформации замка лопатки в радиальном направлении под действием центробежной силы и реактивной силы упругогистерезисного элемента, действующей на замок лопатки в момент преодоления сил трения на боковых сторонах замка, а под ничтожно малым радиальным смещением лопатки понимается радиальное смещение лопатки, равное указанной наибольшей деформации. Качественный характер петли гистерезиса, получаемой при циклическом нагружении рабочей лопатки в поле центробежных сил предлагаемого места крепления в этом случае описан ниже.
В случае, когда составляющая газовой нагрузки на лопатку, действующая в направлении оси ротора, преодолевает силы трения, действующие на дно замка лопатки, лопатка одной боковой стороной замка прижимается к ответной стороне кольцевой канавки и с трением проскальзывает относительно нее.
Заметим, что описанный феномен присущ предлагаемой конструкции места крепления и отсутствует у прототипа, является новым и нигде ранее не описан. Именно он является физической основой нашего предложения и позволил предложить место крепления рабочих лопаток компрессора низкого и высокого давления с высокоэффективным демпфирующим устройством.
Упругодемпфирующие характеристики (УДХ) системы «место крепления-рабочие лопатки» можно изменять в широких пределах, изменяя параметры этих элементов. Причем ширина диапазона изменения УДХ ниже предлагаемых мест крепления рабочих лопаток такова, что в большинстве практических случаев начальная оптимальная настройка этой системы и ее конечная настройка, обеспечивающая требуемый ресурс работы системы, лежат в этом диапазоне.
В рабочие колеса авиационных ГТД устанавливают обычно n=60, 70 и более рабочих лопаток. Лопатки, расположенные между двумя замками, в окружном направлении соединены последовательно с помощью упругих элементов. Поэтому при определении числа замков, закрепленных в выемках, числа последовательно соединенных лопаток нужно обеспечить выполнение ряда условий. Так для обеспечения надежного и эффективного демпфирования колебаний лопаток в окружном направлении натяг δокр в собранном месте крепления между торцом замка каждой лопатки и упругим элементом должен быть предпочтительно равен или больше 0,1÷0,2 мм. При колебаниях лопаток на всех рабочих режимах двигателя не должен образовываться зазор между упругими элементами и замками, закрепленными в выемках, упругими элементами и замками лопаток, и жесткости упругих элементов следует стремиться подобрать так, чтобы на опасном рабочем режиме двигателя, при опасной форме колебания, обеспечивалась оптимальная настройка места крепления, определяемая минимальной или близкой к ней величиной безразмерного максимального напряжения в опасном сечении лопатки, и при этом обеспечивалась прочность упругих элементов. Причем здесь следует учесть, что в окружном направлении упругие элементы, расположенные между каждыми двумя замками, закрепленными в выемках, нагружены неравномерно, так как нагрузки, действующие на лопатки в окружном направлении (воспринимаемые упругими элементами), суммируются в направлении, противоположном вращению ротора. В предлагаемом устройстве натяги δокр создаются замками при их установке и закреплении выемках кольцевой профилированной канавки. Для облегчения установки этих замков на них выполнен заборный клин. Для исключения недопустимого смятия в радиальных направлениях упругих элементов, контактирующих с замками, устанавливаемыми в выемках, угол заборного клина этих замков не должен превышать 60°. Поэтому при обычно применяемых высотах замков «ласточкин хвост» лопаток катет K угла наклона стороны заборного клина, измеренный в окружном направлении, не должен превышать 3÷3,5 мм. Требуемое число N замков, устанавливаемых в выемки, обеспечивающее требуемую величину натяга между упругими элементами и этими замками и замками лопаток, определяется из простого соотношения:

и округляется до ближайшего целого четного числа. Четное количество замков выбрано потому, что их можно расположить диаметрально противоположно и исключить возможность внесения ими заметного дисбаланса в конструкцию ротора. Нетрудно убедиться, что число замков N при применении предлагаемого устройства в современных авиационных ГТД будет равно 4 или 6. В случае, когда жесткости упругих элементов неодинаковы число замков, закрепленных в выемках, вычисляется из (1) подстановкой в (1) вместо натяга δокр его среднего значения.
Предлагается также место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что упругие элементы выполнены в виде круглых, или овальных, или круглых и овальных разрезных стальных, каленых и шлифованных колец, расположенных так, что место разреза, выполненное по образующей кольца, располагается в месте зазора между торцами платформ соседних лопаток в радиальной плоскости ротора и у торца на внутренней поверхности платформы одной из лопаток, контактирующей с этим упругим элементом, выполнен выступ, с зазором входящий в разрез упругого элемента.
Выступ платформы лопатки исключает проворот упругого элемента в окружном направлении в пределах зазора между упругим элементом и выступом.
Предлагается также место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что упругогистерезисный элемент выполнен из двух, четырех, шести и более частей, каждая из которых изготовлена из одной, двух и более шлифованных, нагартованных или закаленных, гофрированных лент, изготовленных из жаростойкой или жаропрочной нержавеющей стали, причем в каждой части при двух и более лент в ней они собраны «гофр в гофр», а два диаметрально расположенных замка, установленные в выемках кольцевой профилированной канавки, выполнены с выступами, которыми они опираются на дно кольцевой профилированной канавки, и между выступами и ответными концами частей кольцевого упругогистерезисного элемента имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольцевого упругогистерезисного элемента и предпочтительно равна 0,2÷0,5 мм, а между этими выступами и ответными торцами каждой из полуколец промежуточной проставки имеются зазоры, суммарная величина которых равна или больше максимального относительного температурного удлинения полукольца промежуточной проставки, а каждое отверстие, выполненное в стенке кольцевой профилированной канавки без технологической канавки, расположенное у середины каждой части упругогистерезисного элемента, в радиальном сечении, где вершина гофра этой части опирается на дно кольцевой профилированной канавки, выполнено с диаметром, равным сумме толщин промежуточной проставки и ленты или лент упругогистерезисного элемента, и в эти отверстия запрессованы заглушки, которые своими сферическими концами без зазора или с зазором, равным величине взаимного проскальзывания этой вершины относительно дна кольцевой профилированной канавки, входят в ответные выемки, выполненные в полукольцах промежуточной проставки и в боковой стороне каждой части упругогистерезисного элемента.
Бочку компрессора низкого давления изготавливают из титанового сплава, а промежуточная проставка изготавливается из закаливаемой нержавеющей стали, и коэффициент теплового линейного удлинения титана меньше этого коэффициента нержавеющей стали. Под относительным температурным удлинением половины промежуточной проставки в окружном направлении здесь понимается разность температурных удлинений половины промежуточной проставки и половины кольцевой профилированной канавки.
Упругогистерезисный элемент, выполненный в виде многослойного многопролетного гофрированного пакета, работающего на циклическое сжатие в режиме одностороннего упругогистерезисного упора, обладает высокими демпфирующими свойствами (максимальная величина коэффициента рассеивания такого пакета Ψmax=3,5÷3,7, см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.).
В работе (см. Эскин И.Д. Циклическое сжатие многослойного многопролетного гофрированного пакета / И.Д. Эскин, Р.И. Алкеев, В.И. Иващенко // Вестник СГАУ. - №1 (39), 2013. - С. 178-191) показано, что нагрузочные процессы при циклическом сжатии многослойного, многопролетного, гофрированного пакета идентичны (при решении задачи методом Галеркина) соответствующим им нагрузочным процессам однослойного, многопролетного гофра с таким же числом гофров, но с жесткостью
С0=2nπ4EI/t3,
где n - число гофрированных лент в многослойном пакете, EI - изгибная жесткость одного слоя гофра, t - шаг гофра.
Этот результат физически, прежде всего, объясняется тем, что энергия, рассеиваемая пакетом при его циклическом сжатии, рассеивается в основном за счет работы сил сухого трения на проскальзываниях гофров внешних лент пакета по жестким плитам, а энергия, рассеиваемая внутри пакета, мала по сравнению с этой энергией, а также использованием приближенного аналитического метода решения задачи (метода Галеркина).
Этот результат позволяет к классификации систем конструкционного демпфирования, разработанной в работе (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.), добавить еще один класс этих систем, а именно класс систем конструкционного демпфирования, у которых энергия, рассеиваемая внутри упругогистерезисного элемента, мала по сравнению с энергией, рассеиваемой на его границах. Системы конструкционного демпфирования, принадлежащие к этому классу, будут обладать вышеописанным свойством.
Использование этого свойства в случае упругогистерезисных элементов (демпфера) предлагаемого места крепления позволяет определить количество лент в пакете из условия получения минимально возможной массы пакета при обеспечении его прочности и требуемых УДХ и позволило нам определиться с заявляемым количеством лент этих упругогистерезисных элементов.
Многослойный гофрированный пакет, как и все системы конструкционного демпфирования, является системой с наследственностью, т.е. его упругофрикционные и прочностные свойства зависят от последовательности его нагружений. Следовательно, эти свойства пакета будут существенно зависеть от способа сборки места крепления.
При предлагаемом способе сборки места крепления лопаток (см. ниже), вследствие эффекта «накопления действия сил сухого трения» (см. ниже описание способа сборки предлагаемого места крепления), приложенных к вершинам гофров пакета, после сборки места крепления (после сжатия на одну и ту же величину деформации) жесткости пролетов пакета будут неодинаковы - жесткости пролетов будут увеличиваться от крайних пролетов к центральному пролету пакета. Причем наибольшая степень возрастания этой жесткости будет в случае одновременного сжатия всех гофров пакета.
Поэтому, если при выполнении упругогистерезисного элемента в виде гофрированной ленты или пакета нескольких таких лент, свернутых в кольцо, даже при опирании лопатки на один гофр при требуемой настройке (параметрах) упругогистерезисного элемента число его гофров оказывается слишком большим, т.е. из-за эффекта «накопления действия сил сухого трения» центральные вершины гофров при сборке или рабочей нагрузке не проскальзывают относительно дна кольцевой профилированной канавки и замков лопаток и в этих гофрах возникают недопустимо большие напряжения, целесообразно в предлагаемом устройстве применить упругогистерезисный элемент, выполненный из четного числа частей - двух, четырех или шести. Заглушки со сферическими концами фиксируют от смещения в окружном направлении, как твердого тела, полукольца промежуточной проставки и части упругогистерезисного элемента, но не препятствуют упругому проскальзыванию вершин гофров при нагружений частей упругогистерезисного элемента.
С целью повышения демпфирующих свойств и обеспечения при этом приемлемой степени изотропности УДХ в окружном направлении демпфирующих устройств предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что упругогистерезисный элемент места крепления выполнен из одной части и собран из отдельных пар гофрированных лент, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты, а стык концов ленты каждой следующей пары, контактирующей с лентой предыдущей пары, также смещен от стыка концов этой ленты на угол π и стыки лент расположены в вершинах гофров, опирающихся на полукольца промежуточной проставки, а на торце каждого из замков, обращенном к дну кольцевой профилированной канавки, выполнены выкружки, которыми с натягом δ замки опираются на вершины гофров упругогистерезисного элемента, и концы полуколец промежуточной проставки с этим же натягом размещены под двумя диаметрально расположенными из этих замков и зазор между концами этих полуколец равен или меньше максимального относительного температурного удлинения промежуточной проставки.
Упругогистерезисный элемент демпфирующего устройства этого места крепления лопаток при одинаковом числе лент в пакете n, одинаковом числе гофров m, с одинаковыми геометрическими размерами лент и гофров и при одной и той же величине упругой деформации гофров при установке пакета в кольцевую канавку рабочего колеса будет наиболее жестким и в собранном пакете будут созданы наибольшие силы трения, действующие по вершинам гофров, так как энергия, рассеиваемая в пакете при его сборке, при той же деформации будет больше, как за счет увеличения суммы взаимных проскальзываний на контактных поверхностях каждой пары лент, так и за счет увеличения самих сил трения.
Заметим, что при некотором числе лент в пакете, например, при n≥10 этот упругогистерезисный элемент уже нельзя будет отнести к классу систем конструкционного демпфирования, у которых энергия, рассеиваемая внутри упругогистерезисного элемента, мала по сравнению с энергией, рассеиваемой на его границах. Заметим также, что фрикционная характеристика этого пакета, характеризуемая величиной максимального коэффициента рассеивания, будет выше, чем у вышеописанных пакетов, именно за счет существенного увеличения энергии, рассеиваемой внутри пакета при колебании лопаток.
Кроме того, в этом пакете могут быть применены более тонкие ленты, например, с толщиной h=0,3÷0,4 мм.
В каждой паре контактирующих гофрированных лент жесткости гофров у каждой ленты изменяются с периодом Т=2π, но картина распределения жесткостей гофров одной ленты сдвинута на π относительно этой картины другой ленты пары. В результате жесткости гофров пакета хотя и изменяются в окружном направлении с периодом Т=π, но разница между максимальным и минимальным значениями жесткостей гофров будет существенно меньше, чем у гофрированного пакета с такими же параметрами, у которого концы лент размещены в одной вершине гофра.
С целью повышения надежности упругой фиксации рабочих лопаток в окружном направлении и снижении используемого числа N замков, закрепленных в выемках, предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что на торцах замков лопаток, у дна замков сняты фаски под таким углом, что лопатка этими фасками дополнительно упирается в склоны гофров, а расположенные во впадинах этих гофров упругие элементы опираются с натягом либо в дно впадины, либо в другой склон этих гофров.
Части гофрированного пакета с помощью заглушек зафиксированы от проворота. Поэтому гофры, на склоны которых фасками опираются замки лопаток, служат дополнительными опорами, упруго фиксирующими лопатки от смещения их, как твердого тела, в окружном направлении. За счет чего и повышается надежность этой фиксации и в ряде случаев появляется возможность снижения числа N замков, закрепленных в выемках.
С целью обеспечения постоянной погонной жесткости упругогистерезисного элемента после сборки места крепления лопаток предлагаются:
место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что упругогистерезисный элемент выполнен в виде отрезка троса односторонней свивки без центральной проволоки - из шести или восемнадцати проволок, намотанного виток к витку вплотную в один ряд поверх промежуточной проставки так, что ширина намотки, измеренная в направлении оси ротора, равна ширине основания замка лопатки, причем один конец троса закреплен под одним замком без выступа, установленным в выемку в кольцевой профилированной канавке, а второй в другом таком замке, или оба конца троса закреплены водном из таких замков так, чтобы в любом радиальном сечении места крепления лопаток было одинаковое число витков.
У этого места крепления рабочих лопаток упругогистерезисный элемент (трос) работает на циклическое сжатие в радиальных направлениях. УДХ троса при таком виде нагружения мало изучены, хотя можно утверждать, что при отсутствии центральной проволоки в тросе и должном подборе его параметров с помощью промежуточной проставки можно создать в тросе требуемую величину упругого натяга δ и обеспечить требуемую погонную жесткость троса на радиальное сжатие.
Выбор тросов основан на следующих соображениях: выбраны тросы с стандартными параметрами, трос из шести проволок из всех стандартных тросов при должном подборе диаметра проволоки, обладает наиболее высокой жесткостью на сжатие в радиальном направлении при наименьшем диаметре троса; стандартный трос из восемнадцати проволок вследствие асимптотического характера изменения зависимости Ψmax(n), где n - число проволок в тросе (см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.), обладает при его циклическом сжатии в радиальном направлении величиной Ψmax, не значительно отличающейся от максимально возможной для стандартных тросов при этом виде нагружения, и при том же диаметре проволок будет иметь наименьший диаметр из всех стандартных тросов с примерно таким же значением максимального коэффициента рассеивания.
Упругогистерезисный элемент, выполненный из троса, обладает постоянной погонной жесткостью и его УДХ практически не зависят от выбора варианта предлагаемого способа сборки места крепления.
Этим же свойством обладает предлагаемое место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что упругогистерезисный элемент, расположенный под замками лопаток, и упругогистерезисные элементы, расположенные под платформами между торцами замков лопаток, выполнены в виде отдельных упругогистерезисных элементов, имеющих форму уголка, каждый из которых расположен так под замком своей лопатки, что меньшая полка уголка располагается между торцами замков соседних лопаток, а на замки четырех лопаток, расположенных у замков, установленных в выемках кольцевой профилированной канавки, установлены упругогистерезисные элементы, имеющие форму швеллера и одна полка швеллера располагается между торцами замков соседних лопаток, а другая - между торцом замка, установленного в выемке, и торцом замка лопатки, причем части упругогистерезисных элементов, установленных с натягом по контактирующим с ними деталями, расположенные под замками лопаток, имеют поперечное радиальное сечение прямоугольной формы с шириной, измеренной в направлении оси ротора, равной основанию «ласточкина хвоста» замка лопатки, а их части, расположенные между замками, имеют поперечное сечение в виде прямоугольника, соединенного с «ласточкиным хвостом», точно совпадающим с «ласточкиным хвостом» замка лопатки, а сами упругогистерезисные элементы изготовлены холодным прессованием из проволочного материала MP большой плотности λ=2,5÷4 г/см3 и более из нагартованной нержавеющей стальной проволоки с предпочтительными диаметром проволоки d=0,15÷0,3 мм, с отношением D/d=8÷10, где D - диаметр проволочной спирали, из которой изготовлен материал MP.
Способ изготовления проволочного материала MP широко известен (см. а.с. 183174 СССР. Способ изготовления нетканого материала MP из металлической проволоки / А.М. Сойфер, В.Н. Бузицкий, В.А. Першин. - Опубл. 1966, Бюл. №13).
Оптимальная начальная настройка системы «место крепления-рабочие лопатки-демпфирующее устройство с элементами из МР», в большинстве практических случаев может быть обеспечена именно тогда, когда параметры материала лежат в вышеуказанных диапазонах.
Предлагаемые упругогистерезисные элементы из материала MP в предлагаемом устройстве работают на циклическое сжатие в замкнутом объеме и обладают достаточно хорошими демпфирующими свойствами (максимальный коэффициент рассеивания изделий из MP, работающих на циклическое сжатие в замкнутом объеме Ψmax≈2,3÷2,5, см. Эскин И.Д. Исследование обобщенных упругофрикционных характеристик демпферов и амортизаторов авиационных двигателей: дис… канд. тех. наук / И.Д. Эскин. - Куйбышев: КуАИ, 1973. - 150 с.).
Эти упругогистерезисные элементы работоспособны до температуры 500°С. При более высоких температурах нагартовка нержавеющей проволоки пропадает и упругогистерезисный элемент теряет свои упругие свойства.
Этого температурного диапазона может оказаться вполне достаточно при использовании этих упругогистерезисных элементов в демпфирующих устройствах первой и второй ступеней ротора компрессора низкого давления, но во многих случаях окажется недостаточным при их использовании в первой и второй ступени ротора КВД.
Использование для изготовления материала MP жаропрочной пружиной проволоки позволяет применить эти упругогистерезисные элементы для демпфирования колебаний рабочих лопаток первой и второй ступеней КВД мощных авиационных двигателей.
Широко известно, что титан плохо работает на сухое трение. При сухом трении в паре «титан-металл», например, в паре «титан-сталь», частицы титана вырываются из титанового элемента и налипают на стальной, происходит интенсивный износ титанового элемента.
Поэтому с целью повышения износостойкости места крепления лопаток в случае изготовления рабочих лопаток и бочки из титанового сплава предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, отличающееся тем, что на замках лопаток закреплены штампованные башмаки, изготовленные из тонкого стального нагартованного или закаленного шлифованного листа без зазоров охватывающие замки лопаток по всем поверхностям, по которым они контактировали бы с боковыми сторонами кольцевой профилированной канавки, упругогистерезисным элементом, установленным под замками лопаток, и упругогистерезисными или упругими элементами, установленными между торцами замков под платформами лопаток при отсутствии башмаков.
В предлагаемом месте крепления лопаток наличие стальной промежуточной проставки и стальных башмаков, закрепленных на замках рабочих лопаток, организует все контакты, в которых происходят взаимные проскальзывания контактирующих поверхностей, как пары трения «сталь по стали». Нанесение на эти поверхности износостойкого покрытия, например, серебрения или твердой смазки обеспечивает высокую износостойкость этих поверхностей.
Предлагается ротор компрессора низкого давления авиадвигателя, выполненный в виде бочки с тремя или более кольцевыми выступами на внутренней и внешней поверхностях бочки, в каждом кольцевом выступе которой выполнена профилированная кольцевая канавка с поперечным радиальным сечением, ответным замку рабочей лопатки типа «ласточкин хвост», и рабочие лопатки своими замками вставлены в эти канавки и выполнены с платформами, которые вместе с перьями лопаток организуют каналы обтекания этих лопаток, и лопатки ступеней, начиная со второй или с третьей ступени платформами упираются друг в друга, и ротор компрессора низкого давления жестко соединен с ротором вентилятора, а лопатки каждой ступени, расположенные у замков, фиксирующих от смещений в окружном направлении лопатки этих ступеней, имеют специальные вырезы в платформе, в которых размещены эти замки, отличающийся тем, что место крепления рабочих лопаток первой или первой и второй ступеней ротора компрессора низкого давления, выполнено по любому из п.п. 1, 2, 3, 4, 5, 6, 7 и 8 формулы изобретения.
Предлагается ротор компрессора высокого давления авиадвигателя, состоящий из следующих элементов: лопатки КВД; блиски первой и второй ступеней КВД; рабочее колесо КВД; диск с лабиринтным уплотнением, каждый блиск КВД является фрезерованной из единой заготовки деталью, блиск КВД первой ступени ротора КВД совмещает рабочее колесо, комплект лопаток, лабиринтные уплотнения и вал КВД и соединен вместе с блиском второй ступени и рабочим колесом с третьей по шестую ступень ротора КВД при помощи болтов, на валу блиска второй ступени КВД выполнены шлицевые пазы для соединения с задней частью вала вентилятора, лопатки третьей ступени ротора КВД устанавливаются на рабочее колесо КВД при помощи паза «ласточкин хвост» и поджаты в осевом направлении упорным кольцом, прикрепленном к передней поверхности паза ласточкин хвост при помощи болтов, блиски первой и второй ступеней ротора КВД и лопатки третьей ступени ротора КВД выполнены из титанового сплава, а упорное кольцо выполнено из никелевого сплава, лопатки с четвертой по шестую ступеней ротора КВД устанавливаются на рабочее колесо ротора КВД при помощи профилированной кольцевой канавки и выполнены с платформами и зафиксированы от смещения в тангенциальном направлении у каждой из ступеней диаметрально противоположно расположенными замками, платформы лопаток с пятой по шестую ступеней КВД плотно прилегают друг к другу, и лопатки пятой и шестой ступеней КВД, расположенные у замков, закрепленных в выемках кольцевой профилированной канавки, имеют специальные вырезы в платформе под эти замки, лопатки с четвертой по шестую ступень КВД выполнены из никелевого сплава, к переднему фланцу рабочего колеса КВД крепятся оба блиска КВД, а к его заднему фланцу также при помощи болтов крепится диск с лабиринтным уплотнением, и на рабочем колесе КВД выполнено k пазов ласточкин хвост под лопатки третьей ступени ротора КВД, три профилированные кольцевые канавки для крепления лопаток четвертой, пятой и шестой ступеней КВД и четыре лабиринтных уплотнения, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД, рабочее колесо КВД изготовлено из никелевого сплава в виде бочки, выполненной заодно целое с дисками, и на диске с лабиринтным уплотнением выполнены зубья лабиринтного уплотнения, обеспечивающие герметизацию сочленения с опорой уплотнения корпуса камеры сгорания, а сам диск с лабиринтным уплотнением выполнен из никелевого сплава, отличающийся тем, что место крепления рабочих лопаток четвертой ступени ротора КВД выполнено по любому из п.п. 1, 2, 3, 4, 5, 6, 7 и 8 формулы изобретения.
Заметим, что вибрационная прочность рабочих лопаток блисков и третьей ступени предлагаемого ротора КВД обеспечивается «отстройкой» от резонансов опасных форм колебаний лопаток, даже и тогда, когда для этого приходится идти на ухудшение массовых характеристик ротора КВД, так как эти лопатки не пустотелые, выполнены без ножек и полок, а конструкции демпферов для лопаток блисков пока не разработаны, и демпфирование в замковом соединении «ласточкин хвост» лопаток третьей ступени на небольших оборотах ротора (2000÷5000 об/мин) невелико, а на больших оборотах (7000 и более) практически равно нулю (см. Скубачевский Г.С. Авиационные газотурбинные двигатели. Конструкция и расчет деталей / Г.С. Скубачевский / фиг. 7.31. - Из-е 2-ое, допол.. Учебник для авиационных вузов. - М.: Машиностроение. 1965. - 451 с.).
Известен способ сборки места крепления рабочих лопаток компрессора низкого и высокого давления авиадвигателя SaM 146 (авиадвигателя SaM 146 (см. Киселев Ю.В. Двигатель SaM 146. Устройство основных узлов / Ю.В. Киселев, Д.Ю. Киселев. - Электронное учебное пособие. СГАУ, Самара, 2012 г. - 41 с.), состоящий в том, что рабочие лопатки последовательно одна за другой устанавливают через две диаметрально расположенные выемки в два также диаметрально расположенные сектора кольцевой профилированной канавки места крепления лопаток, причем первой и последней в каждом секторе устанавливают лопатки с прорезями в платформах под замки, в выемки и прорези вставляют оба замка так, чтобы рабочие лопатки торцами платформ плотно уперлись друг в друга, и закрепляют замки.
Достоинством этого способа является его простота.
Этот способ сборки места крепления рабочих лопаток по технической сущности наиболее близок к предлагаемому и принят за прототип.
Но этим способом нельзя собрать предлагаемые места крепления рабочих лопаток, так как в эти места монтируются не только рабочие лопатки, но и демпфирующее устройство и при этом меняются способы фиксации лопаток от смещения, как в окружном, так и в радиальном направлении.
Поэтому ставится задача создания способа сборки места крепления рабочих лопаток роторов компрессора низкого и высокого давления, пригодного для сборки предлагаемых мест крепления лопаток.
Поставленная задача решается тем, что предлагается способ сборки места крепления рабочих лопаток выполненных в виде бочки роторов компрессора низкого и высокого давления, состоящий в том, что рабочие лопатки последовательно одна за другой устанавливают через диаметрально расположенные выемки в также диаметрально расположенные сектора кольцевой профилированной канавки места крепления лопаток, отличающийся тем, что бочку компрессора низкого давления или бочку компрессора высокого давления устанавливают на стол так, чтобы ее продольная ось была вертикальна, а технологическая канавка располагалась ниже кольцевой профилированной канавки, в кольцевую профилированную канавку устанавливают диаметрально противоположно два полукольца промежуточной проставки, сдвигают полукольца промежуточной проставки до упора в стенку технологической канавки, на промежуточную проставку устанавливают в кольцевую профилированную канавку части упругогистерезисного элемента - пакеты, или наматывают трос, чередуя, через выемки в сектора между выемками кольцевой профилированной канавки места крепления лопаток, устанавливают упругие элементы и лопатки, вставляют в выемки замки, одновременно радиальными усилиями смещают замки в положения, где они должны быть закреплены, и закрепляют их, с помощью приспособления, установленного так, что его толкатели располагаются в технологических отверстиях, предназначенных для выдавливания одного полукольца промежуточной проставки из технологической канавки, и шарнирно связаны с кронштейном, жестко закрепленным на штоке рабочего цилиндра, подают давление в цилиндр и выдавливают толкателями полукольцо промежуточной проставки из технологической канавки до упора в противоположную стенку кольцевой профилированной канавки, давление из цилиндра стравливается, и толкатели выходят из технологических отверстий, поворачивают в опоре приспособления цилиндр вместе с кронштейном на 180° так, чтобы толкатели вошли в технологические отверстия, предназначенные для выталкивания второго полукольца промежуточной проставки, и подают в цилиндр небольшое давление и толкатели входят в технологические отверстия, подается рабочее давление в цилиндр и второе полукольцо промежуточной проставки выдавливается аналогичным образом из технологической канавки, давление из цилиндра стравливается и толкатели выходят из технологических отверстий, и в технологические отверстия запрессовывают заглушки до упора в промежуточную проставку, или в промежуточную проставку и в выемки частей упругогистерезисного элемента.
С помощью полукруглых выемок в половинках промежуточной проставки и щупов она может точно установлена в технологической канавке. Также с помощью щупов могут быть точно установлены в кольцевой профилированной канавке части упругогистерезисного элемента - пакеты.
При постановке замков в выемки и их закреплении между упругими элементами и торцами этих замков и торцами замков лопаток, расположенных у этих замков, а также между упругими элементами и торцами замков соседних лопаток создается натяг.
При выталкивании промежуточной проставки из технологической канавки создается натяг между упругогистерезисным элементом и замками лопаток, и замками, закрепленными в выемках кольцевой профилированной канавки, а также создаются натяги между упругими элементами и платформами лопаток и упругогистерезисным элементом, и устанавливается окончательная величина натяга между упругими элементами и торцами замков лопаток и замков, закрепленных в выемках.
При одновременном сжатии пакета при сборке (см. фиг. 19) на каждую j-ую половину гофра действует продольная сила
где Pj - сила, действующая на j-ый гофр в радиальном направлении, и μ - коэффициент трения скольжения.
Из формулы видно, что продольная сила, которую должен преодолеть j-ый гофр пакета, чтобы его вершина сместилась в окружном направлении относительно дна кольцевой профилированной канавки или замка рабочей лопатки, возрастает от крайних гофров к среднему (в этом и состоит эффект «накопления» (суммирования) действия сил сухого трения. Именно из-за действия этого эффекта при одновременном сжатии гофров пакета на одну и ту же величину деформации жесткости гофров пакета получаются неодинаковыми и возрастают от крайних гофров к среднему.
Как уже указывалось, эффект «накопления» действия сил трения при использовании упругогистерезисного элемента из троса или элементов из материала MP практически не проявляется при любом из вариантов его радиального сжатия, использованных в предлагаемом способе, и упругогистерезисный элемент из троса имеет после сборки одинаковую погонную жесткость, а упругогистерезисные элементы из материала MP имеют одинаковую жесткость.
Конструкции предлагаемых устройств и способ сборки поясняются иллюстрациями:
на фиг. 1 изображен главный вид предлагаемого места крепления рабочих лопаток компрессора низкого давления с кольцевым упругогистерезисным элементом, составленных из четырех частей, выполненных в виде многопролетных гофрированных пакетов, и упругими элементами в виде круглых или овальных разрезных колец, установленных под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канаки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках, замкам лопаток и их платформам;
на фиг. 2 изображен фрагмент места крепления лопаток в разрезе с замком, закрепленным в выемке;
на фиг. 3 изображен разрез по А-А на фиг. 1;
на фиг. 4 изображен разрез по Б-Б на фиг. 1;
на фиг. 5 изображен вид по стр. В на фиг. 1;
на фиг. 6 изображен фрагмент места крепления рабочих лопаток с выемкой с закрепленным в ней замком с выступом с частью полукольца промежуточной проставки и частями кольцевого упругогистерезисного элемента;
на фиг. 7 изображен упругогистерезисный элемент места крепления, выполненный из одной части и собран из отдельных пар гофрированных лент, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты, причем стык концов ленты каждой следующей пары, контактирующей с лентой предыдущей пары, также смещен от стыка концов этой ленты на угол π;
на фиг. 8 изображен фрагмент места крепления рабочих лопаток с дополнительным опиранием лопаток фасками, выполненными на замке лопатки, на склоны гофров;
на фиг. 9 изображен фрагмент места крепления рабочих лопаток с выемкой с закрепленным в ней замком без выступа с полукольцом промежуточной проставки и кольцевым упругогистерезисным элементом, намотанным из отрезка троса;
на фиг. 10 изображен вид по стр. Г на фиг. 9;
на фиг. 11 изображен фрагмент места крепления рабочих лопаток с лопаткой и упругогистерезисным элементом в виде уголка, изготовленного из материала MP;
на фиг. 12 изображен фрагмент места крепления рабочих лопаток с лопаткой и упругогистерезисным элементом в виде швеллера, изготовленного из материала MP;
на фиг. 13 изображен разрез по Д-Д на фиг. 11 и 12;
на фиг. 14 изображен разрез по Е-Е на фиг. 11 и 12;
на фиг. 15 изображен фрагмент места крепления рабочих лопаток с лопаткой, упругогистерезисным элементом и упругим элементом, контактирующими с башмаком, закрепленным на замке лопатки;
на фиг. 16 изображен ротор компрессора низкого давления авиадвигателя;
на фиг. 17 изображен ротор компрессора высокого давления авиадвигателя;
на фиг. 18 изображена схема выполнения операции выдавливания полукольца промежуточной проставки из технологической канавки;
на фиг. 19 изображена схема нагружения пакета (система действующих сил) при одновременном сжатии его гофров;
на фиг. 20 изображен качественный вид петли гистерезиса при нагружений рабочей лопатки статической и динамической нагрузками.
Предлагаемое место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 1) выполнено в виде кольцевого выступа 1 на внутренней и внешней поверхностях бочки 2 ротора компрессора низкого давления или бочки 62 ротора компрессора высокого давления (см. фиг. 16), в котором выполнена кольцевая профилированная канавка 3 со стороны внешней поверхности бочки 2 или бочки 62, в которой замками «ласточкин хвост» 4 закреплены рабочие лопатки 5 с прямоугольными платформами 6. В кольцевой канавке 3 в двух диаметрально противоположных местах выполнены две выемки 7 с такими шириной (см. фиг. 2) и длиной в тангенциальном направлении, чтобы в ней свободно мог разместиться замок 4 лопатки 5, с прямоугольным поперечным радиальным сечением с глубиной, равной глубине кольцевой канавки 3 (см. фиг. 3). В выемках 7 (см. фиг. 2) и вырезах в платформах 6 (см. фиг. 3) с помощью призонных болтов 8 шайб 9 и самоконтрящихся гаек 10 закреплены замки 11, ограничивающие смещение лопаток 5 в тангенциальном направлении. Причем наружный диаметр рабочего колеса, измеренный по замкам 11 (см. фиг. 1), равен наружному диаметру, измеренному по платформам 6 лопаток 5. Кольцевая профилированная канавка 3 выполнена с коническим дном 12 (см. фиг. 4). Причем ось конической поверхности дна 12 совпадает с продольной осью бочки 2 ротора компрессора низкого давления или бочки 62 компрессора высокого давления, а угол при вершине этого конуса выбран из условия создания требуемой величины натяга между замками 4 лопаток 5 и упругогистерезисным элементом 13, на который они опираются. Радиальное поперечное сечение кольцевой профилированной канавки 3 имеет форму «ласточкиного хвоста», соединенного в основании с трапецией с вертикальными боковыми стенками, причем высота трапеции, по которой она соединена с фигурой «ласточкин хвост», равна в мм
где b - большее основание фигуры «ласточкин хвост», с - ее меньшее основание, а - величина на которую трапеция выступает за величину большего основания фигуры «ласточкин хвост», равная в мм
где δ - величина натяга в мм между замками 4 лопаток 5 и упругогистерезисным элементом 13, ϕ - угол при вершине конуса дна 12 кольцевой профилированной канавки 3, таким образом, что в одной из боковых стенок выступа места крепления рабочих лопаток образована кольцевая технологическая канавка 14 с наибольшей высотой, измеренной в радиальном поперечном сечении, равной в мм
h=δ+H+0÷0,2,
где Н - наибольшая высота поперечного радиального сечения кольцевой промежуточной проставки 15. Кольцевая промежуточная проставка 15 (см. фиг. 1) выполнена из двух диаметрально противоположно расположенных полуколец 16 с поперечным радиальным сечением в виде трапеции - усеченного клина (см. фиг. 4), с наибольшей высотой Н, шириной, равной или меньшей ширины меньшего основания «ласточкиного хвоста» кольцевой профилированной канавки 3, и углом наклона клина - половиной угла конуса клина, равной  На торце с меньшей толщиной каждого полукольца 16 (см. фиг. 4) у его концов выполнены две полукруглых технологических выемки 17 или три таких выемки, в этом случае одна из выемок находится в средней части полукольца 16. Кольцевая промежуточная проставка 15 установлена на дно 12 кольцевой профилированной канавки 3 (см. фиг. 1 и 4) таким образом, что ее торец с выемками 17 контактирует с боковой стороной выступа 1 места крепления лопаток (см. фиг. 5), в которой нет технологической канавки 14. Между кольцевой промежуточной проставкой 15 и замками 11, установленными в выемках 7, и замками 4 рабочих лопаток 5 с радиальным натягом δ установлен кольцевой упругогистерезисный элемент 13 (см. фиг. 1 и 4) с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкиного хвоста» кольцевой профилированной канавки 3, составленный из одной, двух и более частей 18 кольца (см. фиг. 1), равнорасположенных по окружности, и между концами этих частей имеются зазоры 19, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и предпочтительно равна 0,2÷0,5 мм. Между наружной поверхностью бочки 2 или бочки 62 (см. фиг. 1 и 16) и платформой 6 каждой лопатки 5, а также между торцами платформ 6 соседних лопаток 5 и ответными торцами платформ 6 лопаток 5 и замков 11 имеются зазоры 20, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок. Под платформами 6 лопаток 5 между торцами замков 11, закрепленных в выемках 7 кольцевой профилированной канавки 3, и торцами замков 4 лопаток 5, а также между торцами замков 4 лопаток 5 с натягом по кольцевому упругогистерезисному элементу 13, торцам замков 11, замкам 4 лопаток 5 и их платформам 6 установлены упругогистерезисные или упругие элементы 21 (см. фиг. 1). Причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов. Причем в выемках в кольцевой канавке 3 закреплены четыре, шесть или более равнорасположенных по окружности замков 11. Боковые стороны замков 11 (см. фиг. 2), закрепленных в выемках 7 в кольцевой профилированной канавке 3, на части своей длины, у дна 12 кольцевой канавки 3, срезаны и образуют заборный клин 22. В боковой стенке с технологической канавкой 14 выступа 1 места крепления рабочих лопаток (см. фиг. 3 и 4) выполнено четыре или шесть отверстий 23, из которых два расположены в районах расположения концов полуколец 16 промежуточной проставки 15, а при выполнении шести отверстий 23 еще по одному в районе средней части каждого полукольца 16. В эти отверстия до упора в кольцевую промежуточную проставку 15 запрессованы заглушки 24. Само место крепления рабочих лопаток собрано по способу п. 11 формулы изобретения, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием.
На торце с меньшей толщиной каждого полукольца 16 (см. фиг. 4) у его концов выполнены две полукруглых технологических выемки 17 или три таких выемки, в этом случае одна из выемок находится в средней части полукольца 16. Кольцевая промежуточная проставка 15 установлена на дно 12 кольцевой профилированной канавки 3 (см. фиг. 1 и 4) таким образом, что ее торец с выемками 17 контактирует с боковой стороной выступа 1 места крепления лопаток (см. фиг. 5), в которой нет технологической канавки 14. Между кольцевой промежуточной проставкой 15 и замками 11, установленными в выемках 7, и замками 4 рабочих лопаток 5 с радиальным натягом δ установлен кольцевой упругогистерезисный элемент 13 (см. фиг. 1 и 4) с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкиного хвоста» кольцевой профилированной канавки 3, составленный из одной, двух и более частей 18 кольца (см. фиг. 1), равнорасположенных по окружности, и между концами этих частей имеются зазоры 19, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и предпочтительно равна 0,2÷0,5 мм. Между наружной поверхностью бочки 2 или бочки 62 (см. фиг. 1 и 16) и платформой 6 каждой лопатки 5, а также между торцами платформ 6 соседних лопаток 5 и ответными торцами платформ 6 лопаток 5 и замков 11 имеются зазоры 20, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок. Под платформами 6 лопаток 5 между торцами замков 11, закрепленных в выемках 7 кольцевой профилированной канавки 3, и торцами замков 4 лопаток 5, а также между торцами замков 4 лопаток 5 с натягом по кольцевому упругогистерезисному элементу 13, торцам замков 11, замкам 4 лопаток 5 и их платформам 6 установлены упругогистерезисные или упругие элементы 21 (см. фиг. 1). Причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов. Причем в выемках в кольцевой канавке 3 закреплены четыре, шесть или более равнорасположенных по окружности замков 11. Боковые стороны замков 11 (см. фиг. 2), закрепленных в выемках 7 в кольцевой профилированной канавке 3, на части своей длины, у дна 12 кольцевой канавки 3, срезаны и образуют заборный клин 22. В боковой стенке с технологической канавкой 14 выступа 1 места крепления рабочих лопаток (см. фиг. 3 и 4) выполнено четыре или шесть отверстий 23, из которых два расположены в районах расположения концов полуколец 16 промежуточной проставки 15, а при выполнении шести отверстий 23 еще по одному в районе средней части каждого полукольца 16. В эти отверстия до упора в кольцевую промежуточную проставку 15 запрессованы заглушки 24. Само место крепления рабочих лопаток собрано по способу п. 11 формулы изобретения, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием.
Предлагается также место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 1), отличающееся тем, что упругие элементы 21 выполнены в виде круглых, или овальных, или круглых и овальных разрезных стальных, каленых и шлифованных колец, расположенных так, что место разреза 26, выполненное по образующей кольца, располагается в месте зазора между торцами платформ 6 соседних лопаток 5 в радиальной плоскости ротора и у торца на внутренней поверхности платформы 6 одной из лопаток 5, контактирующей с этим упругим элементом 21, выполнен выступ 27, с зазором входящий в разрез упругого элемента 21.
Предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 1), отличающееся тем, что упругогистерезисный элемент 13 выполнен из двух, четырех, шести и более частей 18. Каждая часть, из которых изготовлена из одной, двух и более шлифованных, нагартованных или закаленных, гофрированных лент 28 (см. фиг. 6), изготовленных из жаростойкой или жаропрочной нержавеющей стали. Причем в каждой части при двух и более лент 28, в ней они собраны «гофр в гофр». Два диаметрально расположенных замка 11, установленные в выемках 7 кольцевой профилированной канавки 3, выполнены с выступами 29 (см. фиг. 1), которыми они опираются на дно кольцевой профилированной канавки 3. Между выступами 29 и ответными концами частей 18 кольцевого упругогистерезисного элемента 13 имеются зазоры 30, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольцевого упругогистерезисного элемента и предпочтительно равна 0,2÷0,5 мм. Между этими выступами и ответными торцами каждой из полуколец промежуточной проставки имеются зазоры 31, суммарная величина которых равна или больше максимального относительного температурного удлинения полукольца 16 промежуточной проставки 15. Каждое отверстие 23, выполненное в стенке кольцевой профилированной канавки 3 без технологической канавки 14, расположенное у середины каждой части 18 упругогистерезисного элемента 13, в радиальном сечении, где вершина гофра этой части опирается на дно кольцевой профилированной канавки 3, выполнено с диаметром, равным сумме толщин промежуточной проставки 15 и ленты 28 или лент 28 упругогистерезисного элемента 13. В отверстия 23 запрессованы заглушки 24, которые своими сферическими концами без зазора или с зазором, равным величине взаимного проскальзывания этой вершины относительно дна кольцевой профилированной канавки 3, входят в ответные выемки 32 (см. фиг. 4), выполненные в полукольцах 16 промежуточной проставки 17 и в боковой стороне каждой части упругогистерезисного элемента 13.
Кроме того, предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 7), отличающееся тем, что упругогистерезисный элемент 13 места крепления выполнен из одной части 18 и собран из отдельных пар 33 гофрированных лент 28, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты. Причем стык концов ленты 28 каждой следующей пары 33, контактирующей с лентой 28 предыдущей пары 33, также смещен от стыка концов этой ленты на угол π и стыки лент 28 расположены в вершинах гофров, опирающихся на полукольца 16 промежуточной проставки 15. На торце каждого из замков 11, обращенном к дну кольцевой профилированной канавки 3, выполнены выкружки 34, которыми с натягом δ замки 11 опираются на вершины гофров упругогистерезисного элемента 13. Концы полуколец 16 промежуточной проставки 15 с этим же натягом размещены под двумя диаметрально расположенными из этих замков и зазор между концами этих полуколец равен или меньше максимального относительного температурного удлинения промежуточной проставки.
Предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 8), отличающееся тем, что на торцах замков 4 лопаток 5, у дна замков сняты фаски 35 под таким углом, что лопатка этими фасками дополнительно упирается в склоны гофров, а расположенные во впадинах этих гофров упругие элементы 21 опираются с натягом либо в дно впадины, либо в другой склон этих гофров.
Предлагается также место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 9), отличающееся тем, что упругогистерезисный элемент 13 выполнен в виде отрезка троса 36 односторонней свивки без центральной проволоки - из шести или восемнадцати проволок, намотанного виток к витку вплотную в один ряд поверх промежуточной проставки 15 так, что ширина намотки, измеренная в направлении оси ротора, равна ширине основания замка 4 лопатки 5, причем один конец троса 36 закреплен под одним замком 11 без выступа, установленным в выемку 7 в кольцевой профилированной канавке 3, а второй в другом таком замке 11 (на фиг. не показано), или оба конца троса 36 закреплены в одном из двух таких замков 11, так чтобы в любом радиальном сечении места крепления лопаток было одинаковое число витков 37 (см. фиг. 10).
Предлагается место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 11), отличающееся тем, что упругогистерезисный элемент, расположенный под замками 4 лопаток 5, и упругогистерезисные элементы, расположенные под платформами 6 между торцами замков 4 лопаток 5, выполнены в виде уголков 38, каждый из которых расположен так под замком 4 своей лопатки 5, что меньшая полка 39 уголка располагается между торцами замков 4 соседних лопаток 5. На замки 4 двух лопаток 5, расположенных у каждого из замков 11, установленных в выемках 7 кольцевой профилированной канавки 3 (см. фиг. 12), упругогистерезисные элементы выполнены в виде швеллера 40, и одна полка швеллера располагается между торцами замков 4 соседних лопаток 5, а другая - между торцом замка 11, установленного в выемке 7, и торцом замка 4 лопатки 5. Причем части упругогистерезисных элементов 38 и 40, установленных с натягом по контактирующим с ними деталями, расположенные под замками 4 лопаток 5 (см. фиг. 11 и 12), имеют поперечное радиальное сечение прямоугольной формы с шириной, измеренной в направлении оси ротора, равной меньшему основанию «ласточкина хвоста» замка лопатки, а их части, расположенные между замками (см. фиг. 14), имеют поперечное сечение в виде прямоугольника, соединенного с «ласточкиным хвостом», точно совпадающим с «ласточкиным хвостом» замка лопатки. Сами упругогистерезисные элементы 38 и 40 изготовлены холодным прессованием из проволочного материала MP большой плотности λ=2,5÷4 г/см3 и более из нагартованной нержавеющей стальной проволоки с предпочтительными диаметром проволоки d=0,15÷0,3 мм, с отношением D/d=8÷10, где D - диаметр проволочной спирали, из которой изготовлен материал MP.
Предлагается также место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения (см. фиг. 15), отличающееся тем, что на замках 4 лопаток 5 закреплены штампованные башмаки 41, изготовленные из тонкого стального нагартованного или закаленного шлифованного листа из нержавеющей стали, без зазоров охватывающие замки 4 лопаток 5 по всем поверхностям, по которым они контактировали бы с боковыми сторонами кольцевой профилированной канавки 3, упругогистерезисным элементом 13, установленным под замками 4 лопаток 5, и упругогистерезисными или упругими элементами 21, установленными между торцами замков 4 и 11 под платформами 6 лопаток 5 при отсутствии башмаков.
Предлагается ротор компрессора низкого давления авиадвигателя (см. фиг. 16), выполненный в виде бочки 2 с тремя или более кольцевыми выступами 1 на внутренней и внешней поверхностях бочки. В каждом кольцевом выступе 1 выполнена профилированная кольцевая канавка 3 с поперечным радиальным сечением, ответным замку 4 рабочей лопатки 5 типа «ласточкин хвост». Рабочие лопатки 5 своими замками 4 вставлены в эти канавки 3 и выполнены с платформами 6, которые вместе с перьями 42 лопаток 5 организуют каналы обтекания этих лопаток. Лопатки 5 ступеней, начиная со второй 43 (или с третьей ступени 44) платформами 6 упираются друг в друга. Ротор компрессора низкого давления жестко соединен с ротором вентилятора (на фиг не показано). Лопатки 5 каждой ступени, расположенные у замков 11, фиксирующих от смещений в окружном направлении лопатки этих ступеней, имеют специальные вырезы в платформе 6 (см. фиг. 3), в которых размещены эти замки, отличающийся тем, что место крепления рабочих лопаток первой или первой и второй ступеней ротора компрессора низкого давления, выполнено по любому из п.п. 1, 2, 3, 4, 5, 6, 7 и 8 формулы изобретения.
Предлагается ротор компрессора высокого давления авиадвигателя (см. фиг. 17), состоящий из следующих элементов: лопатки КВД 5; блиски первой 45 и второй 46 ступеней КВД; рабочее колесо КВД 47; диск с лабиринтным уплотнением 48. Каждый блиск КВД является фрезерованной из единой заготовки деталью. Блиск КВД первой ступени 45 ротора КВД совмещает рабочее колесо 49, комплект лопаток 5, лабиринтные уплотнения 50 и вал КВД 51 и соединен вместе с блиском второй ступени 46 и рабочим колесом 47 с третьей по шестую ступень ротора КВД при помощи болтов 52. На валу 51 блиска второй ступени 46 КВД выполнены шлицевые пазы 53 для соединения с задней частью вала вентилятора (на фиг. не показан). Лопатки 5 третьей ступени 54 ротора КВД (см. фиг. 17) устанавливаются на рабочее колесо 47 КВД при помощи паза «ласточкин хвост» и поджаты в осевом направлении упорным кольцом 55, прикрепленном к передней поверхности паза «ласточкин хвост» при помощи болтов 52. Блиски первой 45 и второй 46 ступеней ротора КВД и лопатки 5 третьей ступени 54 ротора КВД выполнены из титанового сплава, а упорное кольцо 55 выполнено из никелевого сплава. Лопатки 5 четвертой 56, пятой 57 и шестой 58 ступеней ротора КВД устанавливаются на рабочее колесо 47 ротора КВД при помощи профилированной кольцевой канавки 3 и выполнены с платформами 6 и зафиксированы от смещения в тангенциальном направлении у каждой из ступеней двумя диаметрально противоположно расположенными замками 11. Платформы 6 лопаток 5 с пятой 57 по шестую 58 ступеней КВД плотно прилегают друг к другу. Четыре лопатки 5 пятой и четыре лопатки 5 шестой ступени КВД имеют специальные вырезы в платформе 6 под два замка 11 (см. фиг. 3). Лопатки 5 с четвертой 56 по шестую ступень 58 КВД выполнены из никелевого сплава. К переднему фланцу 59 рабочего колеса 47 КВД крепятся оба блиска КВД, а к его заднему фланцу 60 также при помощи болтов 52 крепится диск с лабиринтным уплотнением 48. На рабочем колесе 47 КВД (см. фиг. 17) выполнено k пазов ласточкин хвост под лопатки 5 третьей ступени 54 ротора КВД, три профилированные кольцевые канавки 3 для крепления лопаток четвертой, пятой и шестой ступеней КВД и четыре лабиринтных уплотнения 61, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД (на фиг. не показан). Рабочее колесо 47 КВД (см. фиг. 17), изготовлено из никелевого сплава в виде бочки 62, выполненной заодно целое с дисками 63. На диске с лабиринтным уплотнением 48 выполнены зубья лабиринтного уплотнения, обеспечивающие герметизацию сочленения с опорой уплотнения корпуса камеры сгорания (на фиг. не показана). Диск с лабиринтным уплотнением 48 выполнен из никелевого сплава. Предлагаемый ротор КВД отличается тем, что место крепления рабочих лопаток четвертой ступени 56 ротора КВД выполнено по любому из п.п. 1, 2, 3, 4, 5, 6, 7 и 8 формулы изобретения.
Предлагается способ сборки места крепления рабочих лопаток выполненных в виде бочки роторов компрессора низкого и высокого давления, состоящий в том, что бочку 2 компрессора низкого давления или бочку 62 компрессора высокого давления (см. фиг. 16 и 17) устанавливают на стол 64 (см. фиг. 18) так, чтобы ее продольная ось была вертикальна, а технологическая канавка 14 располагалась ниже кольцевой профилированной канавки 3, в кольцевую профилированную канавку 3 устанавливают диаметрально противоположно два полукольца 16 промежуточной проставки 15, сдвигают полукольца 16 промежуточной проставки 15 до упора в стенку технологической канавки 14, на промежуточную проставку 15 устанавливают в кольцевую профилированную канавку 3 части упругогистерезисного элемента - пакеты 18, или наматывают трос 36 (см. фиг. 9), чередуя, через выемки 7 в сектора между выемками кольцевой профилированной канавки 3 места крепления лопаток, устанавливают упругие элементы 21 и лопатки 5 (см. фиг. 18), вставляют в выемки замки 11. Одновременно радиальными усилиями смещают замки 11 в положения, где они должны быть закреплены, и закрепляют их призонными болтами 8, шайбами 9 и самоконтрящимися гайками 10. С помощью приспособления 65, установленного так, что его толкатели 66 располагаются в технологических отверстиях 23, предназначенных для выдавливания одного полукольца 16 промежуточной проставки 15 из технологической канавки 14, и шарнирно связаны с кронштейном 67, жестко закрепленным на штоке рабочего цилиндра 68, подают давление в цилиндр 68 и выдавливают толкателями 66 полукольцо 16 промежуточной проставки 15 из технологической канавки 14 до упора в противоположную стенку кольцевой профилированной канавки 3. Давление из цилиндра 68 стравливается, и толкатели 66 выходят из технологических отверстий 23. Поворачивают в опоре 69 приспособления 65 цилиндр 68 вместе с кронштейном 67 на 180° так, чтобы толкатели 66 вошли в технологические отверстия 23, предназначенные для выталкивания второго полукольца 16 промежуточной проставки 15. Подают в цилиндр 68 небольшое давление и толкатели 66 входят в эти технологические отверстия 23. Подается рабочее давление в цилиндр 68 и второе полукольцо 16 промежуточной проставки 15 выдавливается аналогичным образом из технологической канавки 14. Давление из цилиндра 68 стравливается, и толкатели 66 выходят из технологических отверстий 23. В технологические отверстия 23 запрессовывают заглушки 26 до упора в промежуточную проставку 15 или в отдельные части 18 упругогистерезисного элемента 13.
Сборка предлагаемых мест крепления рабочих лопаток роторов компрессора низкого и высокого давления по п.п. 1, 2, 3, 4 и 5 формулы изобретения описана в предлагаемом способе их сборки. Отличия в сборке мест крепления лопаток по п.п. 6 и 7 формулы изобретения ясны и не требуют дополнительного описания. Особенностью сборки места крепления по п. 8 является только то, что лопатки 5 (см. фиг. 15) подаются на сборку с уже закрепленными на их замках 4 башмаками 41.
Сборка предлагаемых роторов компрессора низкого и высокого давления ясна из описания их конструкции и за исключением сборки мест крепления рабочих лопаток, в которых установлены упругогистерезисный элемент и упругие элементы, ничем не отличаются от прототипа и также специально не описывается.
Предлагаемые места крепления рабочих лопаток роторов компрессора низкого и высокого давления на рабочих режимах двигателя работают следующим образом: как уже указывалось выше, рабочие лопатки упруго закреплены в месте крепления и при нагружений рабочими статическими и динамическими нагрузками, они преодолевают силы сухого трения на контактных поверхностях упруго деформируемых элементов места крепления, созданные натягом - сдавливающей нагрузкой между ними, полученной при сборке и в результате действия центробежных сил. Энергия колебаний системы «место крепления лопаток-рабочие лопатки-демпфирующее устройство» рассеивается за счет работы сил сухого трения при взаимном упругом проскальзывании контактирующих элементов. Например, при использовании в качестве упругогистерезисного элемента 13 многослойных многопролетных пакетов 18 (см. фиг. 6) - замков 4 лопаток 5 по вершинам гофров пакетов 18, вершин гофров пакетов 18 по замкам 11 и полукольцам 16 промежуточной проставки 15 и по упругим элементам 21 и между лентами 30 пакетов 18, элементов 21 по платформам 6, и торцам замков 4 лопаток 5 и торцам замков 11. При установке в кольцевую профилированную канавку 3 упругогистерезисного элемента 13, изготовленного из троса (см. фиг. 9) или упругогистерезисных элементов 38 и 40 из проволочного материала MP энергия внутри упругогистерезисных элементов рассеивается за счет взаимного упругого проскальзывания с сухим трением проволок троса или контактирующих витков материала.
Кроме того, энергия колебаний системы «место крепления лопаток-рабочие лопатки-демпфирующее устройство» рассеивается за счет аэродинамического демпфирования колебаний рабочих лопаток 5 и рассеивания в материале рабочих лопаток и бочке, и дисках (если таковые имеются) ротора компрессора низкого и высокого давления. Последний вид демпфирования очень мал по сравнению с конструкционным демпфированием в предлагаемых местах крепления рабочих лопаток, и им можно пренебречь.
Отметим, что у предлагаемых мест крепления лопаток демпфирующие устройства эффективно гасят любую форму колебаний рабочих лопаток.
Качественный характер нагружения рабочей лопатки предлагаемого места крепления с упругогистерезисным элементом 13 в виде отдельных многопролетных гофрированных пакетов 18 и упругими элементами 21 рабочими постоянной и циклической динамической нагрузкой - моментной или силовой в простом случае, когда составляющая нагрузки, действующая в направлении оси ротора, не преодолевает сил трения, действующих на дно замка 4 лопатки 5, показан на фиг. 20. На начальном линейном участке 69 первого рабочего процесса нагружения 71 лопатка нагружается, как упругое тело, без взаимных упругих проскальзываний замка 4 и платформы 6 лопатки по контактирующим с ними поверхностям. При дальнейшем росте нагрузки лопатка нагружается по нелинейному участку 72 процесса 71 с постепенным расширением зоны взаимных проскальзываний замка 4 лопатки по боковым поверхностям кольцевой профилированной канавки 3 и вершинам гофров пакета 18, контактирующим с замком, а также лопатки по контактирующим с ней двум элементам 21. Затем при дальнейшем росте нагрузки постепенно расширяется зона, где вследствие поворота лопатки (замка) натяг по боковым сторонам ее замка обнуляется, и в этой зоне становятся равными нулю силы трения на боковых сторонах замка. В точке 73 эти силы трения становятся равными нулю на всей поверхности боковых сторон замка 4, и лопатка становится упруго подвешенной на пакете 18 двух элементах 21. Дальнейшее нагружение лопатки описывается нелинейным участком 74, на котором при деформации пакета 18 продолжается проскальзывание с сухим трением вершин его гофров, как по замкам 4 лопаток 5, так и по полукольцам 16 промежуточной проставки 15, замкам 11 и элементам 21, а сама лопатка упруго проскальзывает относительно элементов 21. В некоторый момент времени скорость колебаний становится равной нулю и изменяется ее направление. Лопатка нагружается по второму рабочему разгрузочному процессу 75. На начальном линейном участке 76 этого процесса «система рабочая лопатка-пакет 18, упругие элементы 21» упруго деформируется без взаимных проскальзываний на контактных поверхностях. При дальнейшей разгрузке этой системы она деформируется по нелинейному участку 77, на котором происходит отслоение лопатки от элементов 21 и пакет 18 деформируется с постепенным распространением проскальзывания его вершин от крайних к центральной вершине пакета и далее система деформируется с наименьшей жесткостью с полностью расслоенным пакетом 18, как по вершинам гофров, так и по слоям пакета, пока в точке 78 замок 4 лопатки по его боковым поверхностям войдет в контакт с кольцевой профилированной канавкой 3. При этом жесткость вновь образовавшейся системы «место крепления-рабочая лопатка-демпфирующее устройство» сильно возрастает и дальнейшее ее нагружение, при котором снова создается натяг по боковым сторонам замка лопатки, описывается участком 79 разгрузочного процесса 75. Снова в некоторой точке 80 скорость колебания лопатки станет равной нулю, и скорость сменит знак. Далее система будет нагружаться по повторному нагрузочному процессу 81, содержащему качественно аналогичные участки участкам первого нагрузочного процесса 71 пока петля гистерезиса не замкнется в точке 82.
Следует заметить, что действительные процессы нагружения значительно сложнее, чем в рассмотренном примере, так как на пакет опирается достаточно большое количество лопаток, совершающих колебания с разными амплитудами и в разных фазах и законы возбуждающих нагрузок, действующих на лопатки, могут существенно отличаться от гармонического, а составляющая нагрузки, действующая в направлении оси ротора, может преодолевать силы трения, действующие на дно замка 4 лопатки 5 (см. выше).
Но рассмотренный простой пример, по нашему мнению, убедительно доказывает возможность эффективного гашения колебаний рабочих лопаток компрессора низкого и высокого давления при практическом использовании предлагаемых мест крепления без снижения эксплуатационных характеристик двигателя - удельной тяги и кпд, ресурса и ремонтопригодности при незначительном увеличении его массы.
Основные преимущества предлагаемых конструкций описаны выше.
Причем, подчеркнем еще раз, что предлагаемые конструкции мест крепления рабочих лопаток с замками «ласточкин хвост», установленных в кольцевые канавки бочки рабочего колеса с демпфирующими устройствами, пригодными для эффективного гашения колебаний рабочих лопаток по сути своей являются пионерскими решениями. Эти устройства достаточно просты конструктивно, компактны и незначительно ухудшают массовые характеристики рабочих колес и в целом роторов турбомашины, не портят законов обтекания рабочих лопаток газом и не ухудшают условий герметичности отдельных ступеней роторов турбомашины, т.е. не снижают кпд рабочих колес и турбомашины в целом.
Предлагаемые конструкции при должном подборе материалов их деталей могут работать при высоких температурах, в условиях отсутствия смазки и агрессивной среды, и обладают достаточно большой наработкой между ремонтами и достаточно хорошей ремонтопригодностью, по крайней мере, не меньшей, чем у «классических» рабочих колес роторов авиационных ГТД четвертого поколения, так как рабочие лопатки и упругогистерезисные и упругие элементы демпфирующих устройств могут быть заменены на новые в случае их недопустимого износа или поломки.
К числу положительных качеств предлагаемых мест крепления лопаток следует также отнести возможность изменения в достаточно широких пределах упругогистерезисных свойств пакета без изменения конструкции деталей места крепления и технологического оборудования (штампа для изготовления пакета и приспособления для сборки места крепления) только за счет изменения величины натяга гофров пакета или пакетов путем замены части гофрированных лент гладкими или установкой дополнительных гладких лент. Гладкие ленты устанавливают под пакет или пакеты.
Упругогистерезисные элементы предлагаемых мест крепления обладают высокими демпфирующими свойствами (как уже указывалось, Ψmax=2,3÷2,5 для упругогистерезисных элементов из материала MP, работающих на циклическое сжатие в замкнутом объеме, и Ψmax=3,5÷3,7 для многослойного многопролетного гофрированного пакета, работающего на циклическое сжатие в режиме одностороннего упругогистерезисного упора).
В заключение заметим, что уже сейчас можно разработать методологию проведения виртуального эксперимента по определению параметров всех предлагаемых мест крепления, обеспечивающих оптимальную и конечную настройку этих систем.
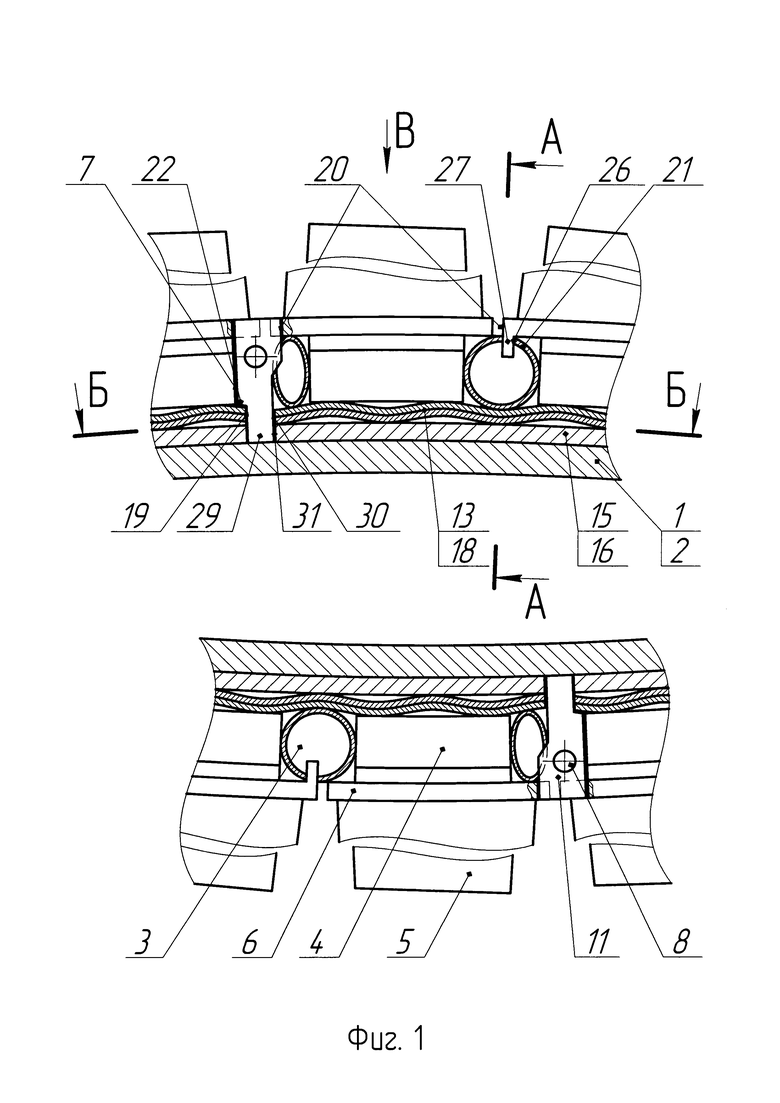
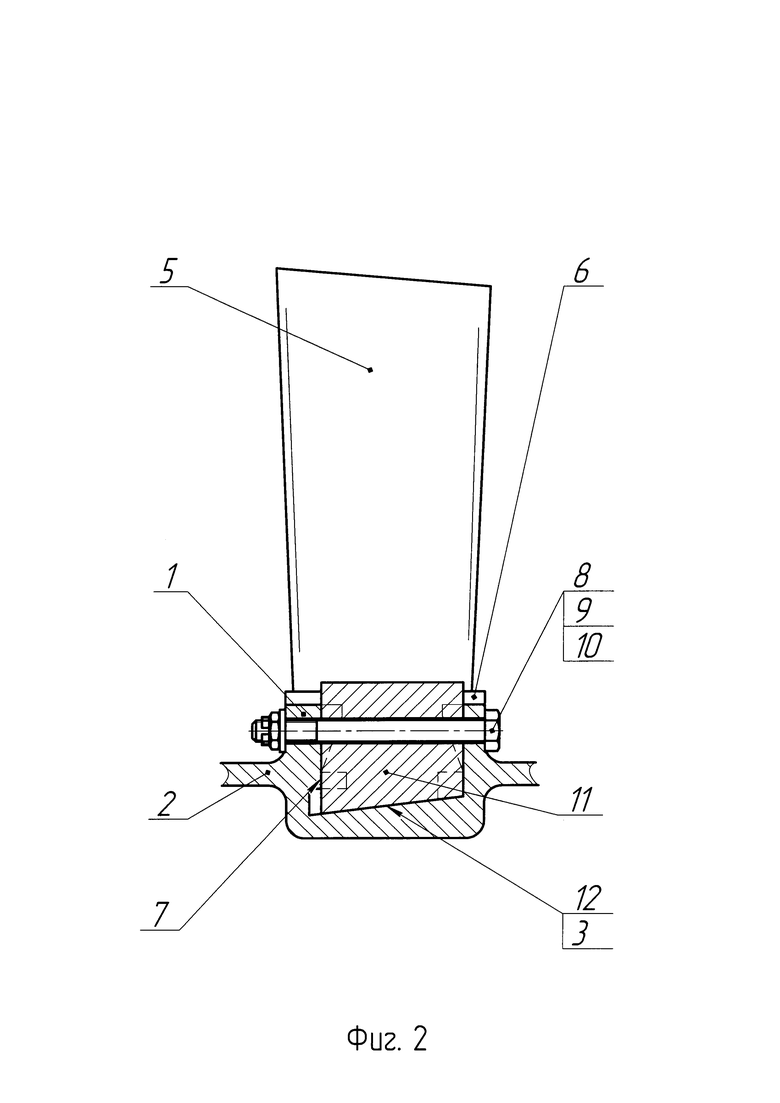
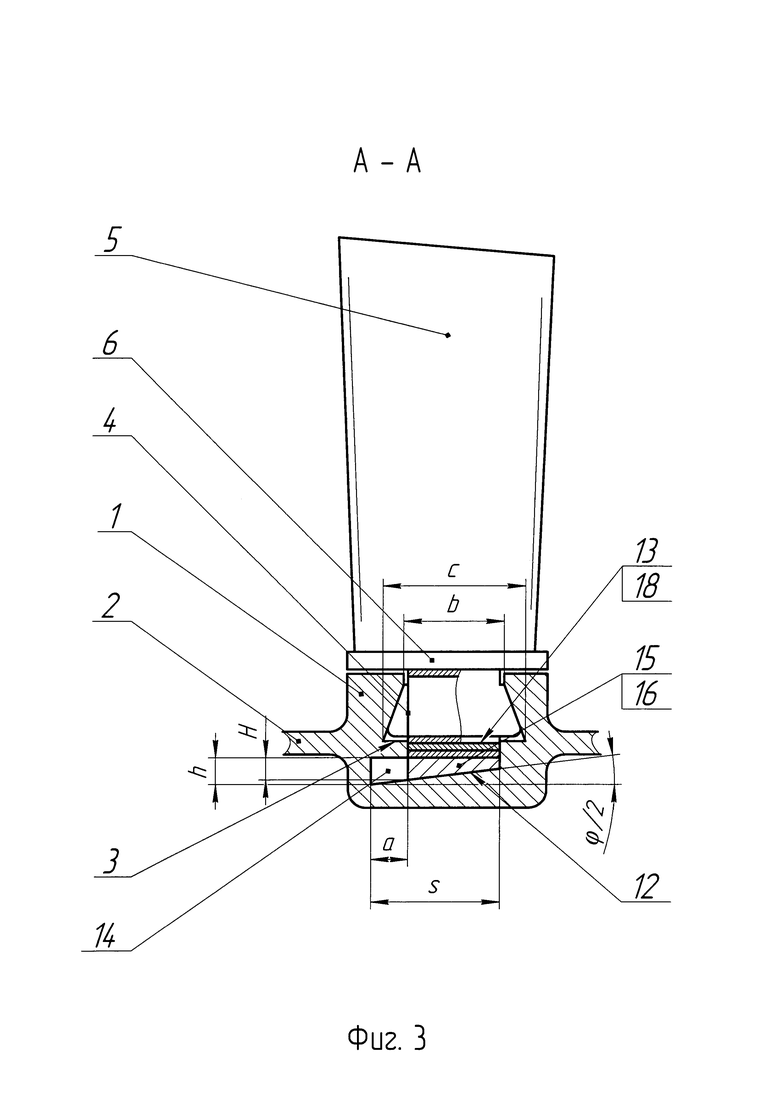
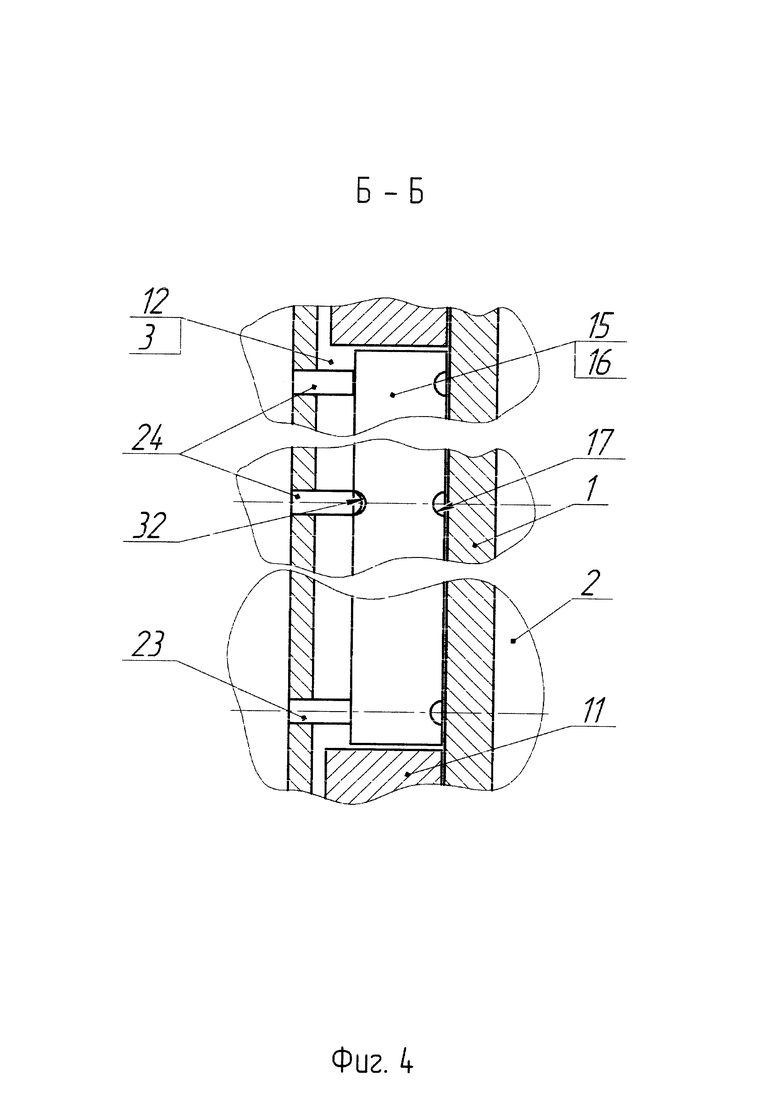
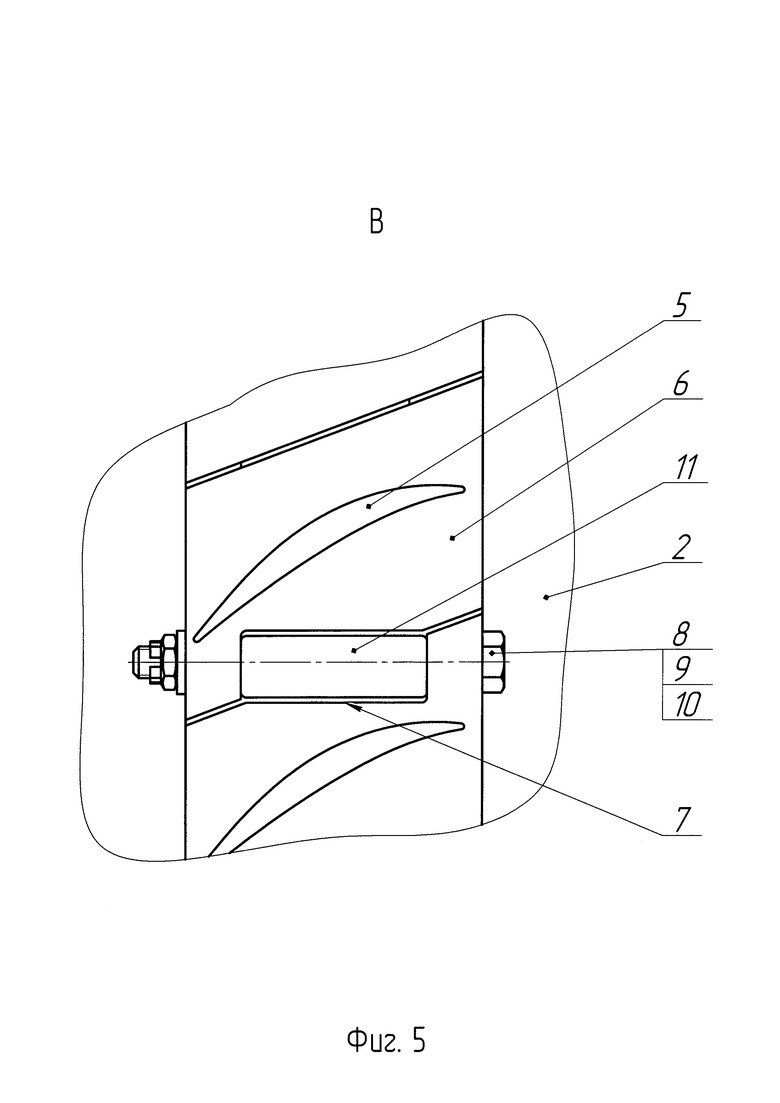
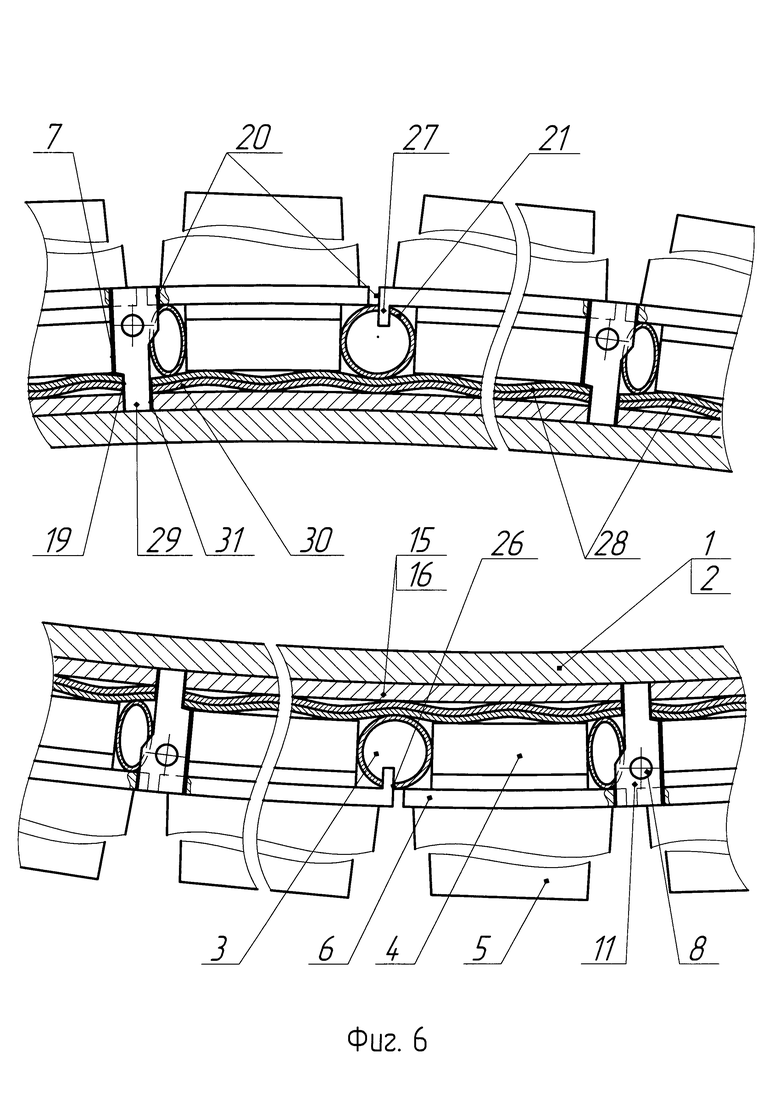
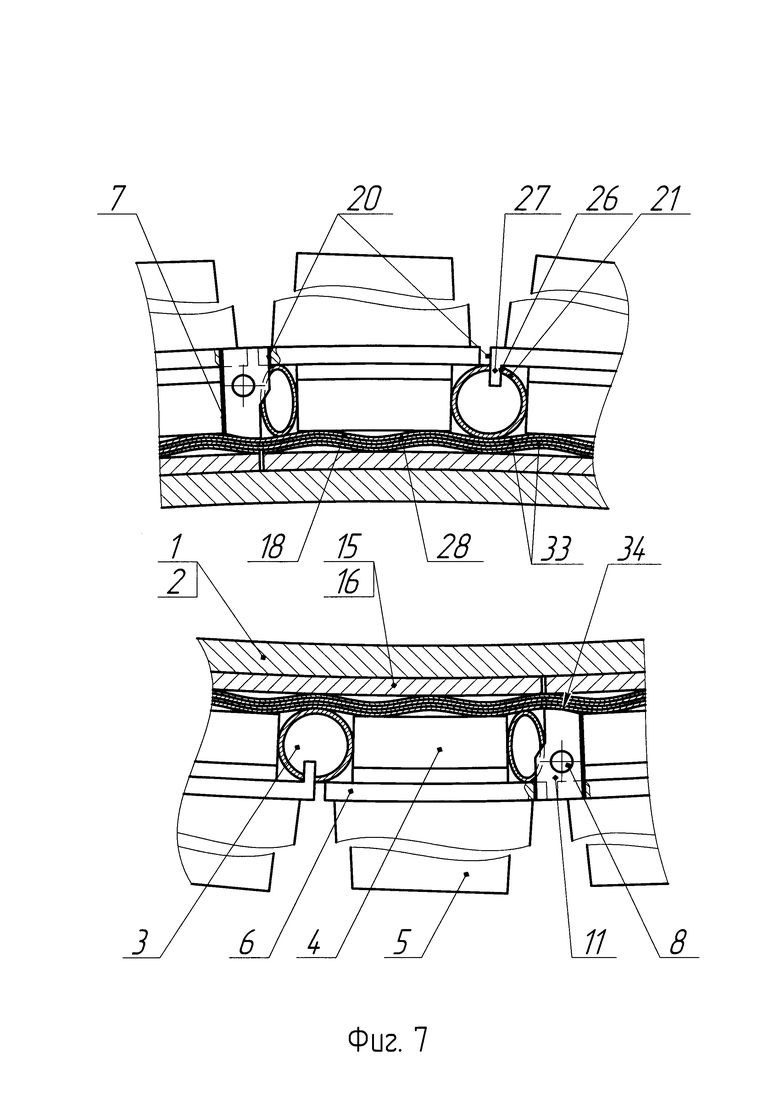
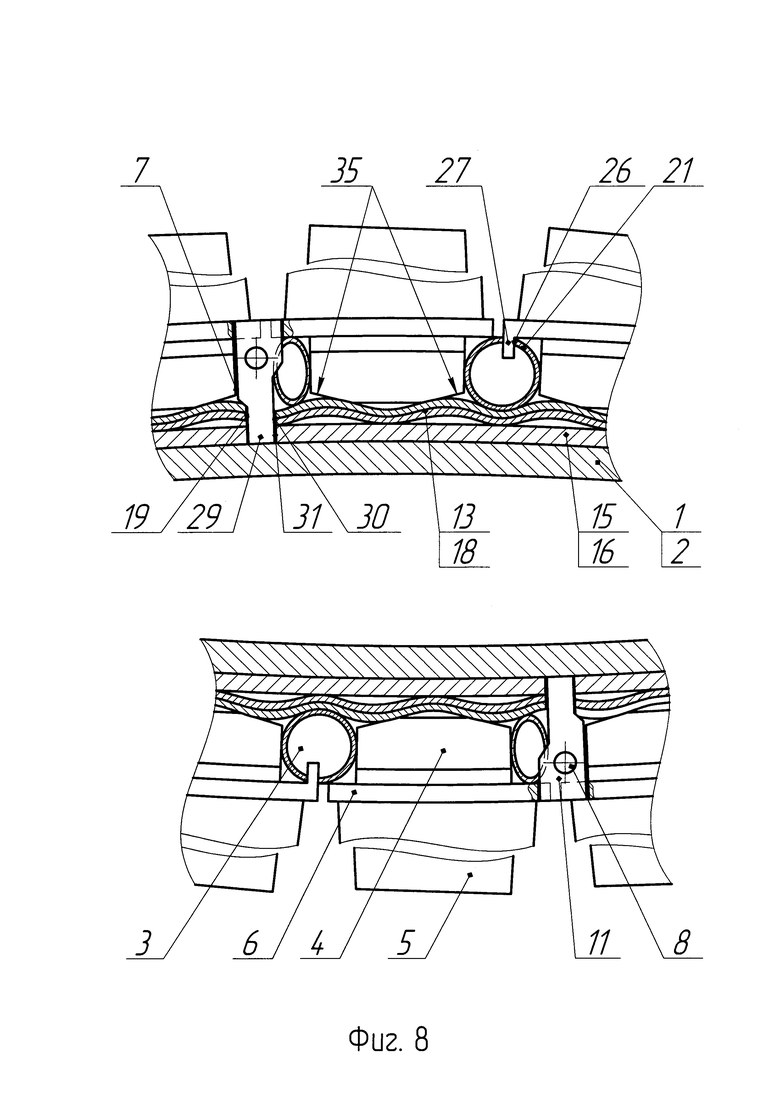
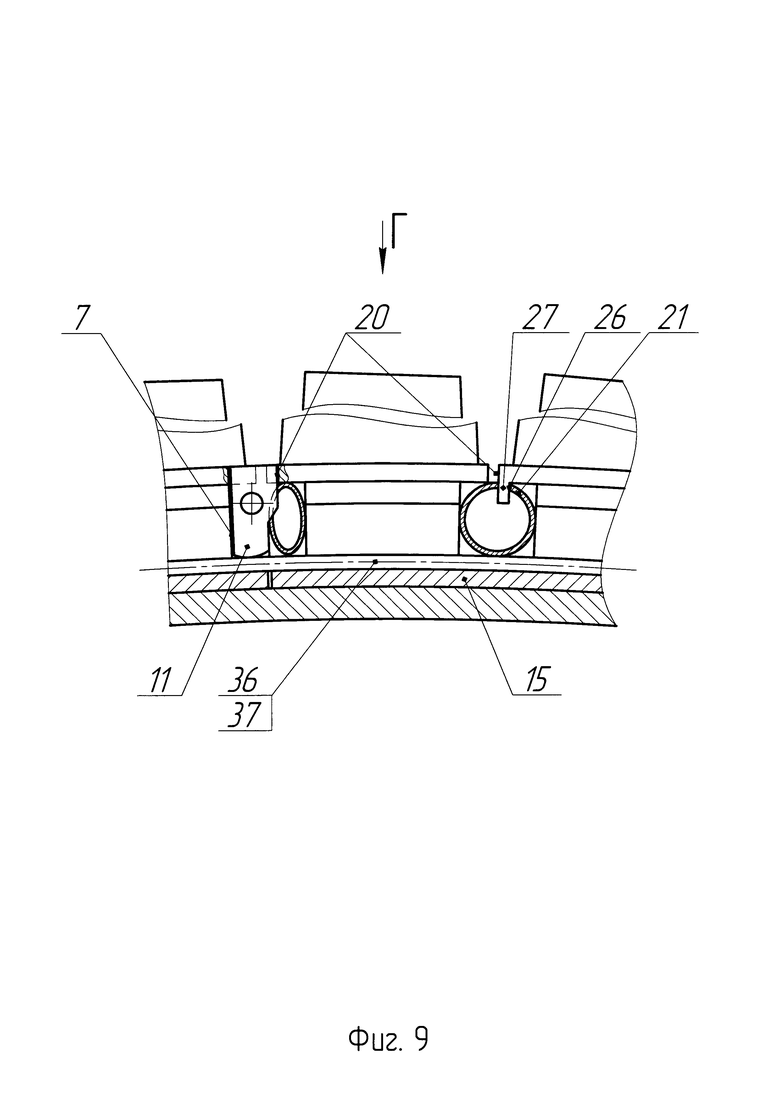
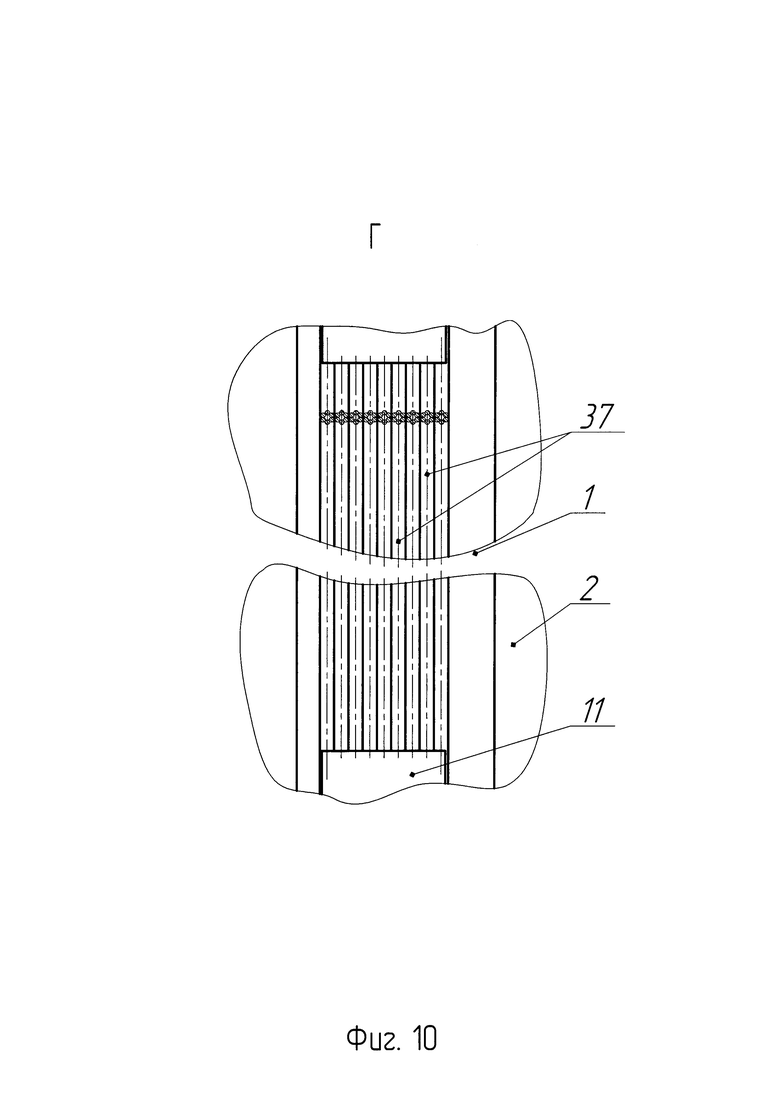
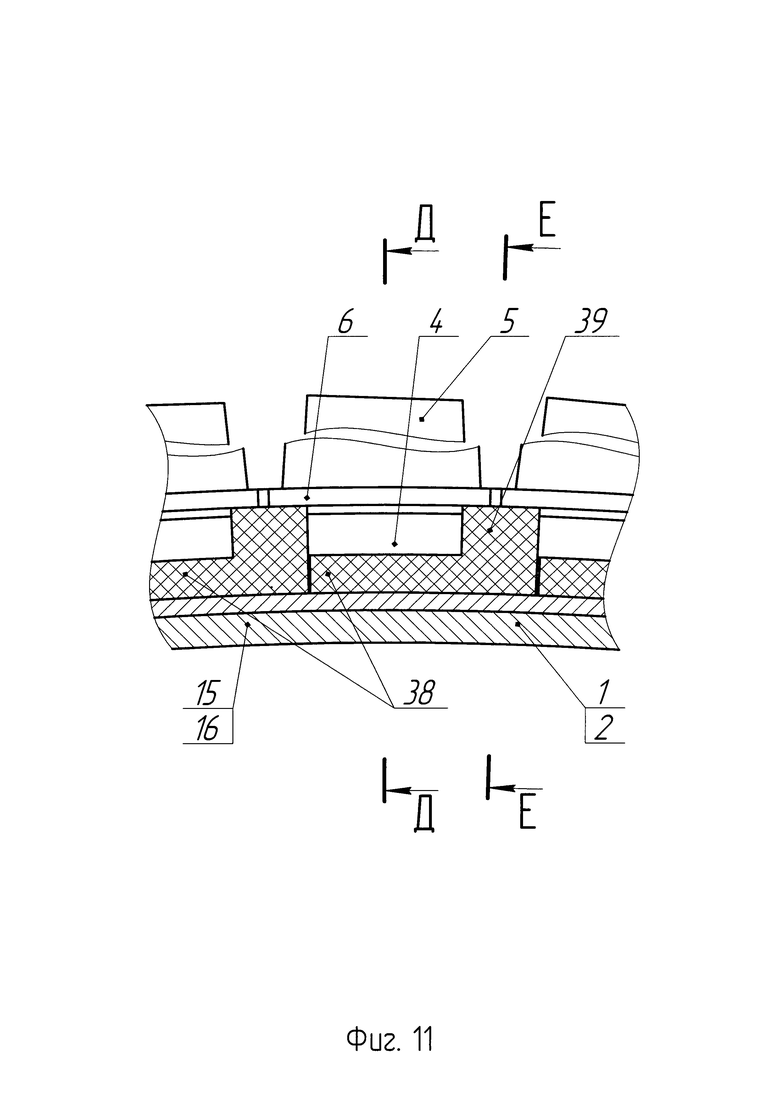
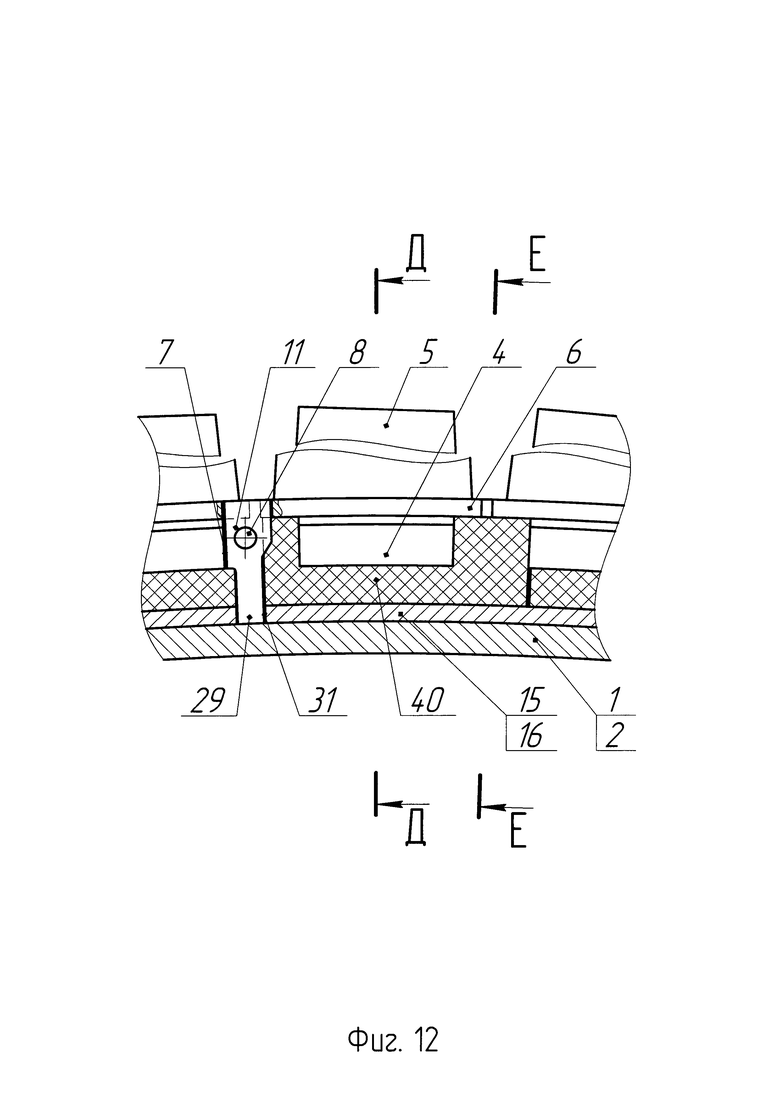
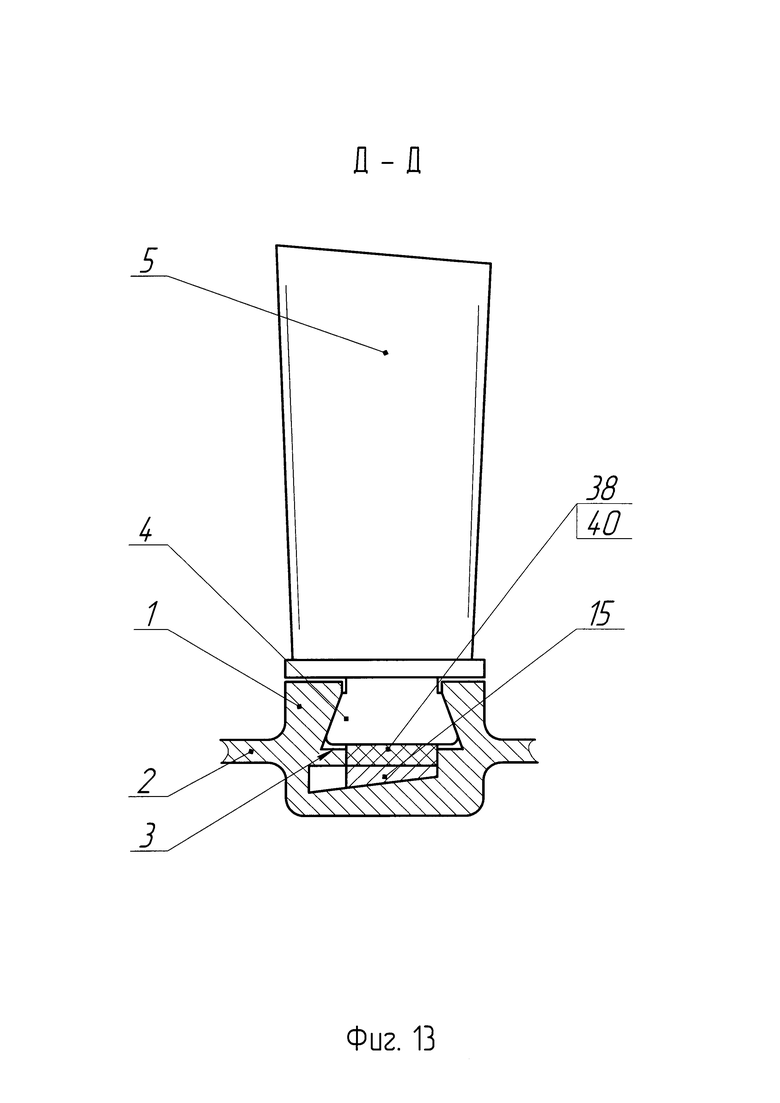
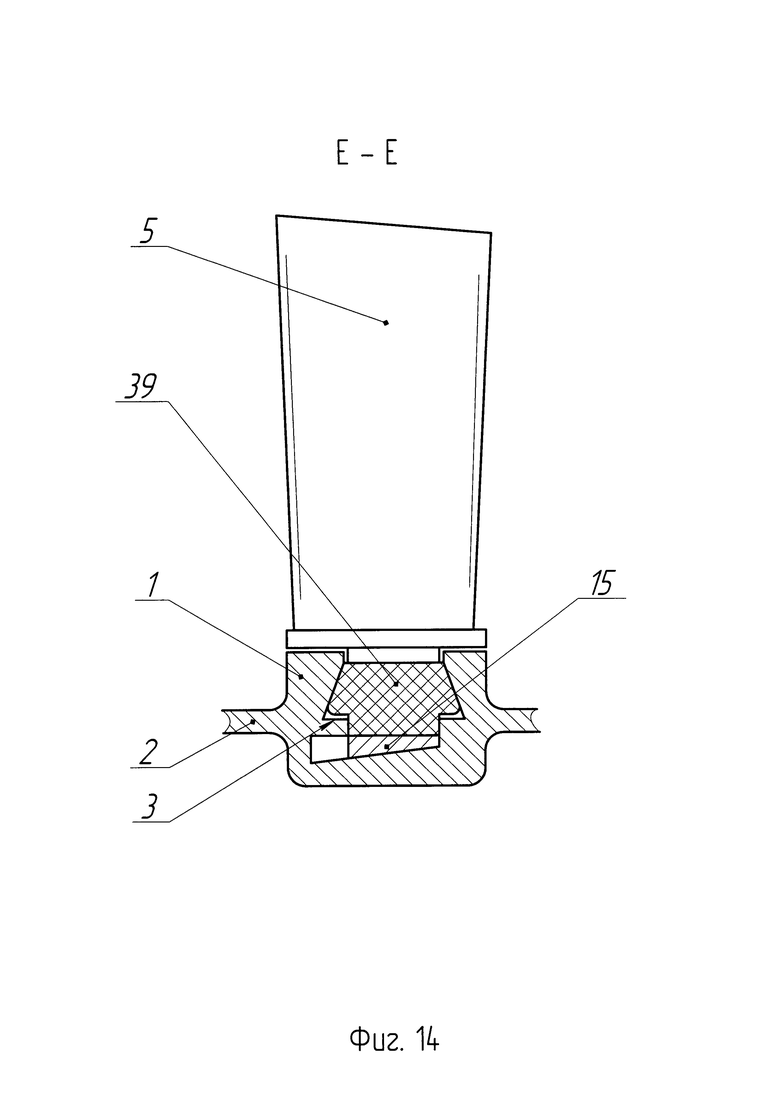
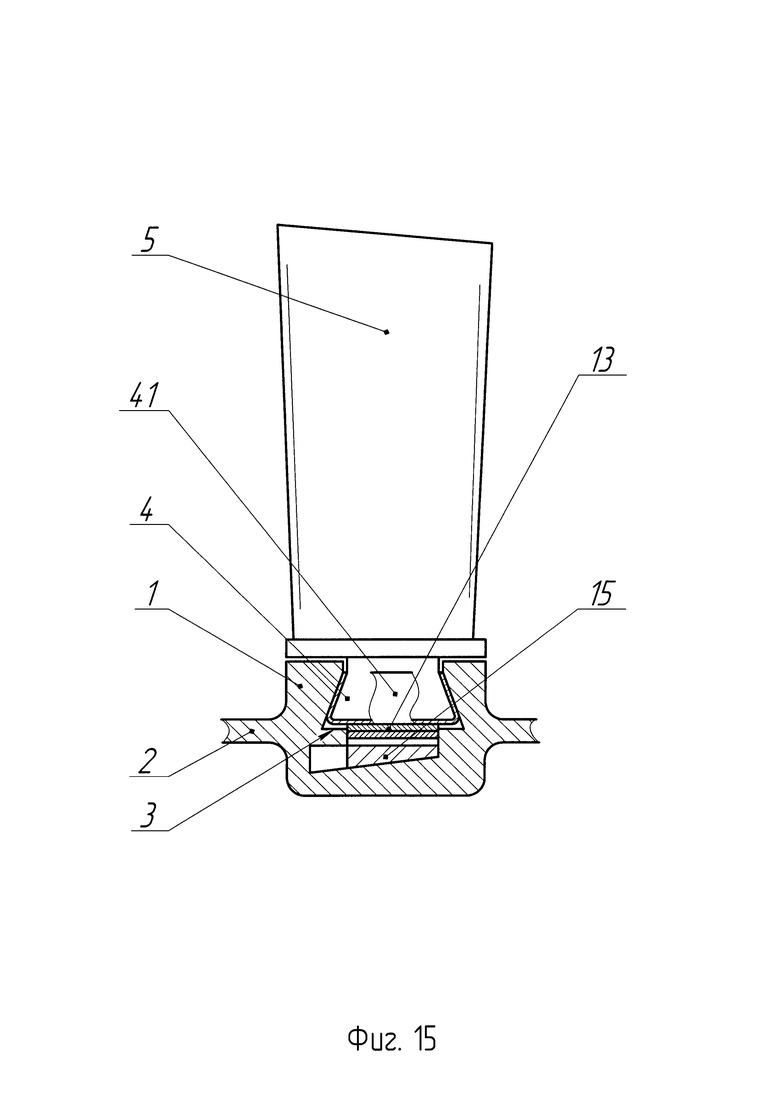
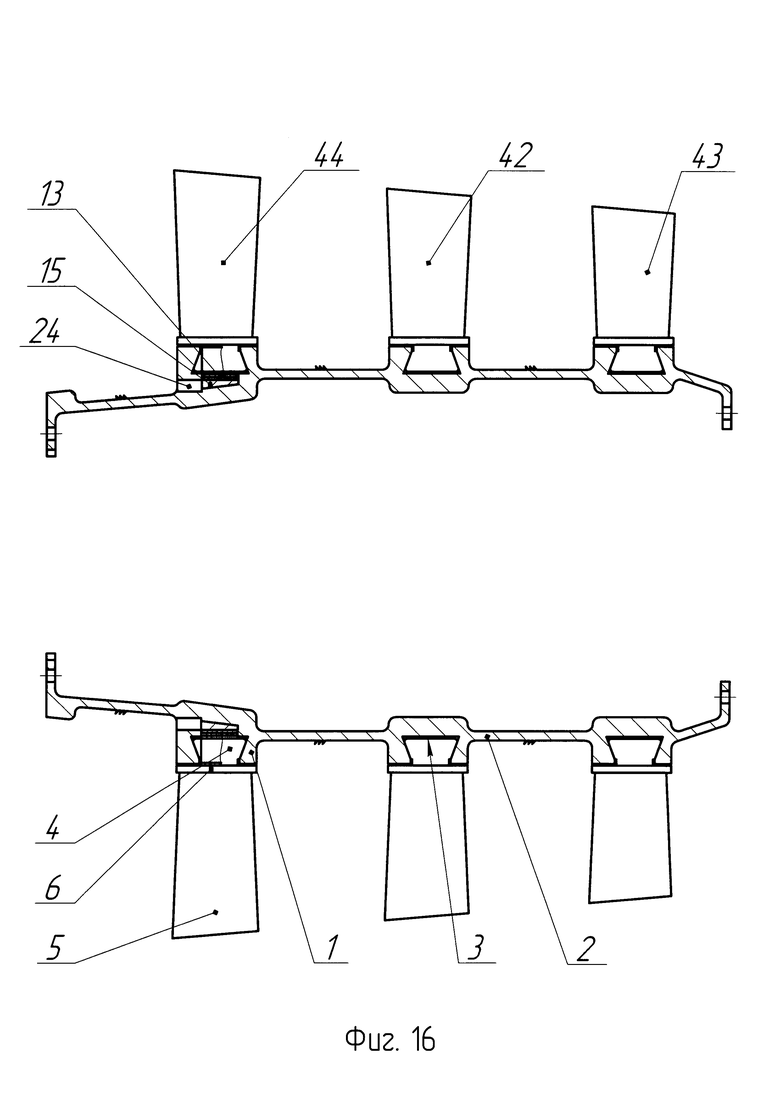
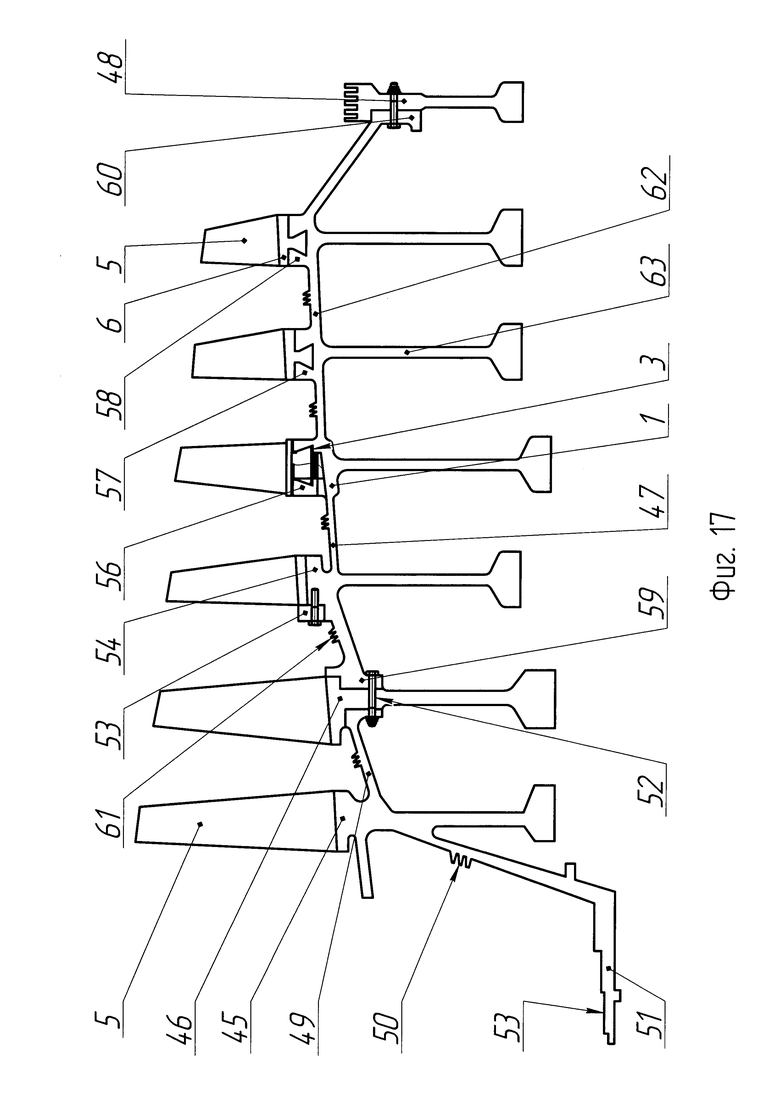
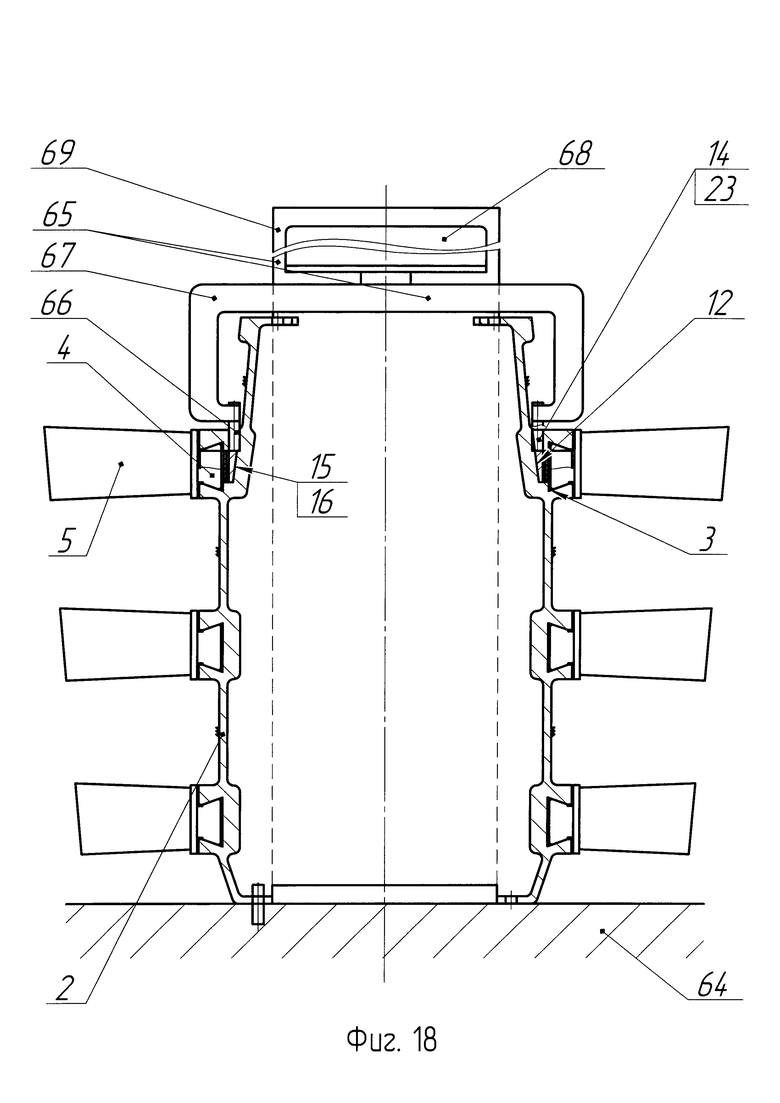

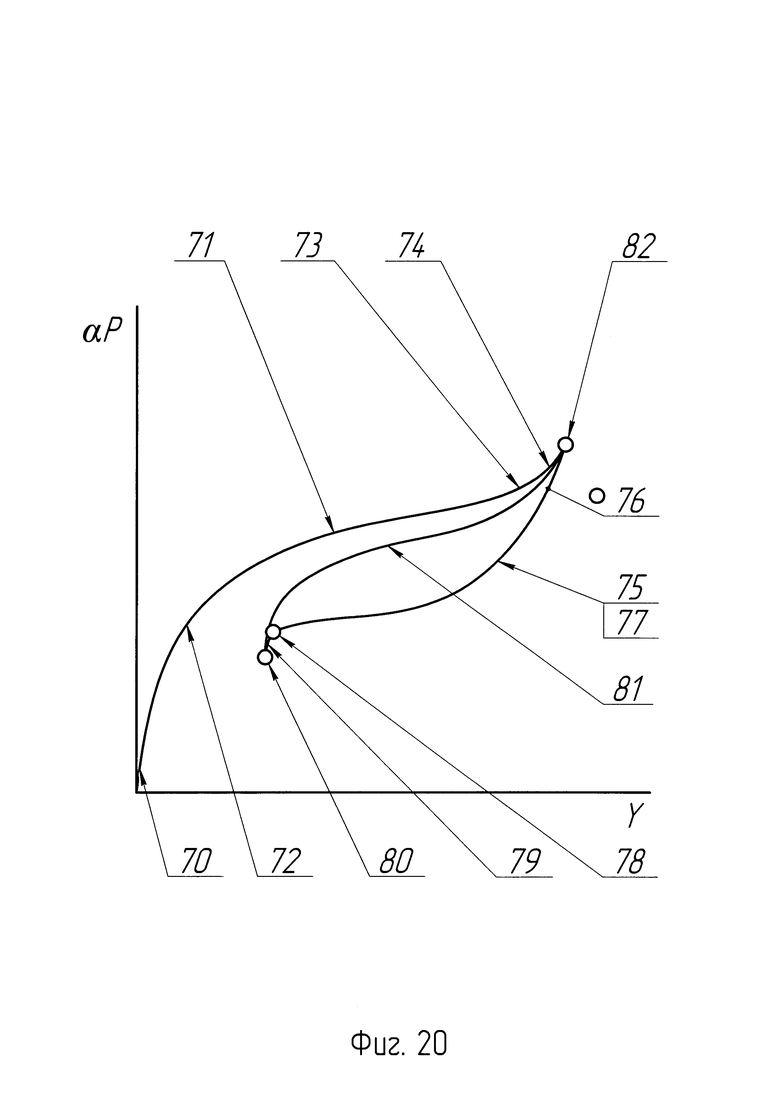
Группа изобретений относится к области гашения вибраций рабочих лопаток бустера и компрессора авиационных газотурбинных двигателей пятого поколения. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, выполненное в виде кольцевого выступа на внутренней и внешней поверхностях, выполненных в виде бочки роторов компрессора низкого и высокого давления, в котором выполнена кольцевая профилированная канавка со стороны внешней поверхности бочки, в которой замками «ласточкин хвост» закреплены рабочие лопатки с платформами, в кольцевой канавке в диаметрально противоположных местах выполнены выемки с такими шириной и длиной в тангенциальном направлении, чтобы в ней свободно мог разместиться замок лопатки, с прямоугольным поперечным радиальным сечением с глубиной, равной глубине кольцевой канавки, и в выемках и вырезах в платформах закреплены замки, ограничивающие смещение лопаток в тангенциальном направлении, причем наружный диаметр рабочего колеса, измеренный по замкам, равен наружному диаметру, измеренному по платформам лопаток, отличающееся тем, что кольцевая профилированная канавка выполнена с коническим дном, причем ось конической поверхности дна совпадает с продольной осью ротора компрессора низкого и высокого давления, а угол при вершине этого конуса выбран из условия создания требуемой величины натяга между замками лопаток и упругогистерезисным элементом, на который они опираются, и радиальное поперечное сечение кольцевой профилированной канавки имеет форму «ласточкина хвоста», соединенного в основании с трапецией с вертикальными боковыми стенками, причем высота трапеции, по которой она соединена с фигурой «ласточкин хвост», равна в мм
где b - большее основание фигуры «ласточкин хвост», с - ее меньшее основание, а – величина, на которую трапеция выступает за величину большего основания фигуры «ласточкин хвост», равная в мм
где δ - величина натяга в мм между замками лопаток и упругогистерезисным элементом, ϕ - угол при вершине конуса дна кольцевой профилированной канавки, таким образом, что в одной из боковых стенок выступа места крепления рабочих лопаток образована кольцевая технологическая канавка с наибольшей высотой, измеренной в радиальном поперечном сечении, равной в мм
h=δ+H+0÷0,2,
где Н - наибольшая высота поперечного радиального сечения кольцевой промежуточной проставки, и кольцевая промежуточная проставка выполнена из двух диаметрально противоположно расположенных полуколец с поперечным радиальным сечением в виде трапеции - усеченного клина, с наибольшей высотой Н, шириной, равной или меньшей ширины меньшего основания «ласточкина хвоста» кольцевой профилированной канавки, и углом наклона клина - половиной угла конуса клина, равной  на торце с меньшей толщиной каждого полукольца у его концов выполнены две полукруглых технологических выемки или три таких выемки, в этом случае одна из выемок находится в средней части полукольца, и кольцевая промежуточная проставка установлена на дно кольцевой профилированной канавки таким образом, что ее торец с выемками контактирует с боковой стороной выступа места крепления лопаток, в которой нет технологической канавки, между кольцевой промежуточной проставкой и замками, установленными в выемках, и замками рабочих лопаток с радиальным натягом δ установлен кольцевой упругогистерезисный элемент с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкина хвоста» кольцевой профилированной канавки, составленный из одной, двух и более частей кольца, равнорасположенных по окружности, и между концами этих частей имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и равна 0,2÷0,5 мм, и между наружной поверхностью бочки и платформой каждой лопатки, а также между торцами платформ соседних лопаток и ответными торцами платформ лопаток и замков имеются зазоры, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок, и под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канавки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках в кольцевой профилированной канавке, замкам лопаток и их платформам установлены упругогистерезисные или упругие элементы, причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов, причем в выемках в кольцевой канавке закреплены четыре, шесть или более равнорасположенных по окружности замков, и боковые стороны замков, закрепленных в выемках в кольцевой профилированной канавке, на части своей длины, у дна кольцевой канавки, срезаны и образуют заборный клин, и в боковой стенке с технологической канавкой выступа места крепления рабочих лопаток выполнено четыре или шесть отверстий, из которых два расположены в районах расположения концов полуколец промежуточной проставки, а при выполнении шести отверстий еще по одному в районе средней части каждого полукольца, и в эти отверстия до упора в кольцевую промежуточную проставку запрессованы заглушки, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием. Обеспечивается надежность крепления и высокоэффективное демпфирование лопаток на всех опасных низких формах колебаний, при допустимом увеличении массы роторов и числа их деталей. 4 н. и 7 з.п. ф-лы, 20 ил.
на торце с меньшей толщиной каждого полукольца у его концов выполнены две полукруглых технологических выемки или три таких выемки, в этом случае одна из выемок находится в средней части полукольца, и кольцевая промежуточная проставка установлена на дно кольцевой профилированной канавки таким образом, что ее торец с выемками контактирует с боковой стороной выступа места крепления лопаток, в которой нет технологической канавки, между кольцевой промежуточной проставкой и замками, установленными в выемках, и замками рабочих лопаток с радиальным натягом δ установлен кольцевой упругогистерезисный элемент с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкина хвоста» кольцевой профилированной канавки, составленный из одной, двух и более частей кольца, равнорасположенных по окружности, и между концами этих частей имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и равна 0,2÷0,5 мм, и между наружной поверхностью бочки и платформой каждой лопатки, а также между торцами платформ соседних лопаток и ответными торцами платформ лопаток и замков имеются зазоры, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок, и под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канавки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках в кольцевой профилированной канавке, замкам лопаток и их платформам установлены упругогистерезисные или упругие элементы, причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов, причем в выемках в кольцевой канавке закреплены четыре, шесть или более равнорасположенных по окружности замков, и боковые стороны замков, закрепленных в выемках в кольцевой профилированной канавке, на части своей длины, у дна кольцевой канавки, срезаны и образуют заборный клин, и в боковой стенке с технологической канавкой выступа места крепления рабочих лопаток выполнено четыре или шесть отверстий, из которых два расположены в районах расположения концов полуколец промежуточной проставки, а при выполнении шести отверстий еще по одному в районе средней части каждого полукольца, и в эти отверстия до упора в кольцевую промежуточную проставку запрессованы заглушки, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием. Обеспечивается надежность крепления и высокоэффективное демпфирование лопаток на всех опасных низких формах колебаний, при допустимом увеличении массы роторов и числа их деталей. 4 н. и 7 з.п. ф-лы, 20 ил.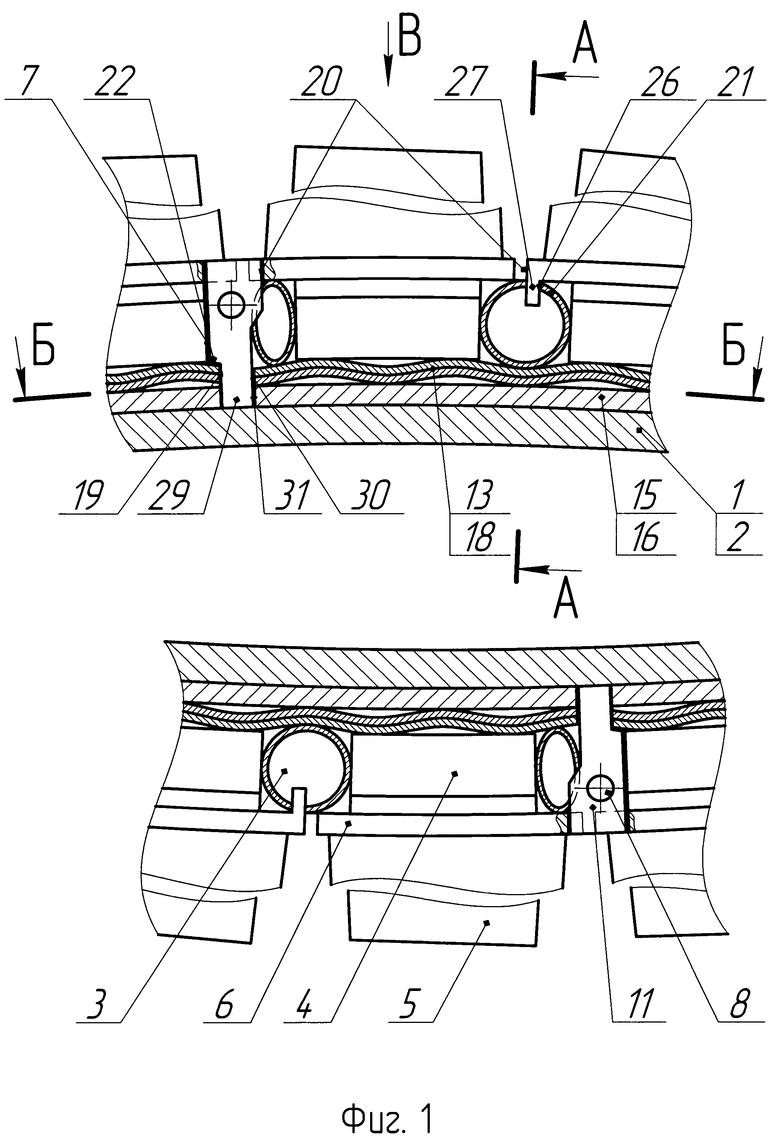
1. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения, выполненное в виде кольцевого выступа на внутренней и внешней поверхностях, выполненных в виде бочки роторов компрессора низкого и высокого давления, в котором выполнена кольцевая профилированная канавка со стороны внешней поверхности бочки, в которой замками «ласточкин хвост» закреплены рабочие лопатки с платформами, в кольцевой канавке в диаметрально противоположных местах выполнены выемки с такими шириной и длиной в тангенциальном направлении, чтобы в ней свободно мог разместиться замок лопатки, с прямоугольным поперечным радиальным сечением с глубиной, равной глубине кольцевой канавки, и в выемках и вырезах в платформах закреплены замки, ограничивающие смещение лопаток в тангенциальном направлении, причем наружный диаметр рабочего колеса, измеренный по замкам, равен наружному диаметру, измеренному по платформам лопаток, отличающееся тем, что кольцевая профилированная канавка выполнена с коническим дном, причем ось конической поверхности дна совпадает с продольной осью ротора компрессора низкого и высокого давления, а угол при вершине этого конуса выбран из условия создания требуемой величины натяга между замками лопаток и упругогистерезисным элементом, на который они опираются, и радиальное поперечное сечение кольцевой профилированной канавки имеет форму «ласточкина хвоста», соединенного в основании с трапецией с вертикальными боковыми стенками, причем высота трапеции, по которой она соединена с фигурой «ласточкин хвост», равна в мм
где b - большее основание фигуры «ласточкин хвост», с - ее меньшее основание, а - величина, на которую трапеция выступает за величину большего основания фигуры «ласточкин хвост», равная в мм
где δ - величина натяга в мм между замками лопаток и упругогистерезисным элементом, ϕ - угол при вершине конуса дна кольцевой профилированной канавки, таким образом, что в одной из боковых стенок выступа места крепления рабочих лопаток образована кольцевая технологическая канавка с наибольшей высотой, измеренной в радиальном поперечном сечении, равной в мм
h=δ+H+0÷0,2,
где Н - наибольшая высота поперечного радиального сечения кольцевой промежуточной проставки, и кольцевая промежуточная проставка выполнена из двух диаметрально противоположно расположенных полуколец с поперечным радиальным сечением в виде трапеции - усеченного клина, с наибольшей высотой Н, шириной, равной или меньшей ширины меньшего основания «ласточкина хвоста» кольцевой профилированной канавки, и углом наклона клина - половиной угла конуса клина, равной  на торце с меньшей толщиной каждого полукольца у его концов выполнены две полукруглых технологических выемки или три таких выемки, в этом случае одна из выемок находится в средней части полукольца, и кольцевая промежуточная проставка установлена на дно кольцевой профилированной канавки таким образом, что ее торец с выемками контактирует с боковой стороной выступа места крепления лопаток, в которой нет технологической канавки, между кольцевой промежуточной проставкой и замками, установленными в выемках, и замками рабочих лопаток с радиальным натягом δ установлен кольцевой упругогистерезисный элемент с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкина хвоста» кольцевой профилированной канавки, составленный из одной, двух и более частей кольца, равнорасположенных по окружности, и между концами этих частей имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и равна 0,2÷0,5 мм, и между наружной поверхностью бочки и платформой каждой лопатки, а также между торцами платформ соседних лопаток и ответными торцами платформ лопаток и замков имеются зазоры, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок, и под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канавки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках в кольцевой профилированной канавке, замкам лопаток и их платформам установлены упругогистерезисные или упругие элементы, причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов, причем в выемках в кольцевой канавке закреплены четыре, шесть или более равнорасположенных по окружности замков, и боковые стороны замков, закрепленных в выемках в кольцевой профилированной канавке, на части своей длины, у дна кольцевой канавки, срезаны и образуют заборный клин, и в боковой стенке с технологической канавкой выступа места крепления рабочих лопаток выполнено четыре или шесть отверстий, из которых два расположены в районах расположения концов полуколец промежуточной проставки, а при выполнении шести отверстий еще по одному в районе средней части каждого полукольца, и в эти отверстия до упора в кольцевую промежуточную проставку запрессованы заглушки, а само место крепления рабочих лопаток собрано по способу п. 11 формулы изобретения, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием.
на торце с меньшей толщиной каждого полукольца у его концов выполнены две полукруглых технологических выемки или три таких выемки, в этом случае одна из выемок находится в средней части полукольца, и кольцевая промежуточная проставка установлена на дно кольцевой профилированной канавки таким образом, что ее торец с выемками контактирует с боковой стороной выступа места крепления лопаток, в которой нет технологической канавки, между кольцевой промежуточной проставкой и замками, установленными в выемках, и замками рабочих лопаток с радиальным натягом δ установлен кольцевой упругогистерезисный элемент с шириной, измеренной в направлении продольной оси ротора, равной или меньшей ширины меньшего основания «ласточкина хвоста» кольцевой профилированной канавки, составленный из одной, двух и более частей кольца, равнорасположенных по окружности, и между концами этих частей имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольца и равна 0,2÷0,5 мм, и между наружной поверхностью бочки и платформой каждой лопатки, а также между торцами платформ соседних лопаток и ответными торцами платформ лопаток и замков имеются зазоры, величина которых ограничена величинами допустимых смещений лопатки под действием статических и динамических рабочих нагрузок, и под платформами лопаток между торцами замков, закрепленных в выемках кольцевой профилированной канавки, и торцами замков лопаток, а также между торцами замков лопаток с натягом по кольцевому упругогистерезисному элементу, торцам замков, закрепленных в выемках в кольцевой профилированной канавке, замкам лопаток и их платформам установлены упругогистерезисные или упругие элементы, причем величины этих натягов подобраны таким образом, что при колебаниях лопаток происходят упругие взаимные проскальзывания с сухим трением контактирующих элементов, причем в выемках в кольцевой канавке закреплены четыре, шесть или более равнорасположенных по окружности замков, и боковые стороны замков, закрепленных в выемках в кольцевой профилированной канавке, на части своей длины, у дна кольцевой канавки, срезаны и образуют заборный клин, и в боковой стенке с технологической канавкой выступа места крепления рабочих лопаток выполнено четыре или шесть отверстий, из которых два расположены в районах расположения концов полуколец промежуточной проставки, а при выполнении шести отверстий еще по одному в районе средней части каждого полукольца, и в эти отверстия до упора в кольцевую промежуточную проставку запрессованы заглушки, а само место крепления рабочих лопаток собрано по способу п. 11 формулы изобретения, и все трущиеся поверхности деталей предлагаемого места крепления покрыты износостойким покрытием.
2. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по п. 1, отличающееся тем, что упругие элементы выполнены в виде круглых, или овальных, или круглых и овальных разрезных стальных, каленых и шлифованных колец, расположенных так, что место разреза, выполненное по образующей кольца, располагается в месте зазора между торцами платформ соседних лопаток в радиальной плоскости ротора и у торца на внутренней поверхности платформы одной из лопаток, контактирующей с этим упругим элементом, выполнен выступ, с зазором входящий в разрез упругого элемента.
3. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по любому из пп. 1 и 2, отличающееся тем, что упругогистерезисный элемент выполнен из двух, четырех, шести и более частей, каждая из которых изготовлена из одной, двух и более шлифованных, нагартованных или закаленных гофрированных лент, изготовленных из жаростойкой или жаропрочной нержавеющей стали, причем в каждой части при двух и более лент в ней они собраны «гофр в гофр», а два диаметрально расположенных замка, установленные в выемках кольцевой профилированной канавки, выполнены с выступами, которыми они опираются на дно кольцевой профилированной канавки, и между выступами и ответными концами частей кольцевого упругогистерезисного элемента имеются зазоры, величина которых либо равна нулю, либо равна или меньше половины допустимой суммарной величины относительных рабочих смещений в окружном направлении концов этой части кольцевого упругогистерезисного элемента и предпочтительно равна 0,2÷0,5 мм, а между этими выступами и ответными торцами каждого из полуколец промежуточной проставки имеются зазоры, суммарная величина которых равна или больше максимального относительного температурного удлинения полукольца промежуточной проставки, а каждое отверстие, выполненное в стенке кольцевой профилированной канавки без технологической канавки, расположенное у середины каждой части упругогистерезисного элемента, в радиальном сечении, где вершина гофра этой части опирается на дно кольцевой профилированной канавки, выполнено с диаметром, равным сумме толщин промежуточной проставки и ленты или лент упругогистерезисного элемента, и в эти отверстия запрессованы заглушки, которые своими сферическими концами без зазора или с зазором, равным величине взаимного проскальзывания этой вершины относительно дна кольцевой профилированной канавки, входят в ответные выемки, выполненные в полукольцах промежуточной проставки и в боковой стороне каждой части упругогистерезисного элемента.
4. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по любому из пп. 1 и 2, отличающееся тем, что упругогистерезисный элемент места крепления выполнен из одной части и собран из отдельных пар гофрированных лент, у которых стык концов одной ленты расположен диаметрально противоположно стыку концов другой ленты, а стык концов ленты каждой следующей пары, контактирующей с лентой предыдущей пары, также смещен от стыка концов этой ленты на угол π и стыки лент расположены в вершинах гофров, опирающихся на полукольца промежуточной проставки, а на торце каждого из замков, обращенного к дну кольцевой профилированной канавки, выполнены выкружки, которыми с натягом δ замки опираются на вершины гофров упругогистерезисного элемента, и концы полуколец промежуточной проставки с этим же натягом размещены под двумя диаметрально расположенными из этих замков и зазор между концами этих полуколец равен или меньше максимального относительного температурного удлинения промежуточной проставки.
5. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по любому из пп. 3 и 4, отличающееся тем, что на торцах замков лопаток, у дна замков сняты фаски под таким углом, что лопатка этими фасками дополнительно упирается в склоны гофров, а расположенные во впадинах этих гофров упругие элементы опираются с натягом либо в дно впадины, либо в другой склон этих гофров.
6. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по любому из пп. 1 и 2, отличающееся тем, что упругогистерезисный элемент выполнен в виде отрезка троса односторонней свивки без центральной проволоки - из шести или восемнадцати проволок, намотанного виток к витку вплотную в один ряд поверх промежуточной проставки так, что ширина намотки, измеренная в направлении оси ротора, равна ширине основания замка лопатки, причем один конец троса закреплен под одним замком без выступа, установленным в выемку в кольцевой профилированной канавке, а второй в другом таком замке, или оба конца троса закреплены в одном из двух таких замков так, чтобы в любом радиальном сечении места крепления лопаток было одинаковое число витков.
7. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по любому из пп. 1 и 2, отличающееся тем, что упругогистерезисный элемент, расположенный под замками лопаток, и упругогистерезисные элементы, расположенные под платформами между торцами замков лопаток, выполнены в виде отдельных упругогистерезисных элементов, имеющих форму уголка, каждый из которых расположен так под замком своей лопатки, что меньшая полка уголка располагается между торцами замков соседних лопаток, а на замки двух лопаток, расположенных у каждого из замков, установленных в выемках кольцевой профилированной канавки, установлены упругогистерезисные элементы, имеющие форму швеллера, и одна полка швеллера располагается между торцами замков соседних лопаток, а другая - между торцом замка, установленного в выемке, и торцом замка лопатки, причем части упругогистерезисных элементов, установленных с натягом по контактирующим с ними деталям, расположенные под замками лопаток, имеют поперечное радиальное сечение прямоугольной формы с шириной, измеренной в направлении оси ротора, равной основанию «ласточкина хвоста» замка лопатки, а их части, расположенные между замками, имеют поперечное сечение в виде прямоугольника, соединенного с «ласточкиным хвостом», точно совпадающим с «ласточкиным хвостом» замка лопатки, а сами упругогистерезисные элементы изготовлены холодным прессованием из проволочного материала MP большой плотности λ=2,5÷4 г/см3 и более из нагартованной нержавеющей стальной проволоки с предпочтительными диаметром проволоки d=0,15÷0,3 мм, с отношением D/d=8÷10, где D - диаметр проволочной спирали, из которой изготовлен материал MP.
8. Место крепления рабочих лопаток роторов компрессора низкого и высокого давления авиадвигателей пятого поколения по любому из пп. 1, 2, 3, 4, 5, 6 и 7, отличающееся тем, что на замках лопаток закреплены штампованные башмаки, изготовленные из тонкого стального нагартованного или закаленного шлифованного листа из нержавеющей стали, без зазоров охватывающие замки лопаток по всем поверхностям, по которым они контактировали бы с боковыми сторонами кольцевой профилированной канавки, упругогистерезисным элементом, установленным под замками лопаток, и упругогистерезисными или упругими элементами, установленными между торцами замков под платформами лопаток при отсутствии башмаков.
9. Ротор компрессора низкого давления авиадвигателя, выполненный в виде бочки с тремя или более кольцевыми выступами на внутренней и внешней поверхностях бочки, в каждом кольцевом выступе которой выполнена профилированная кольцевая канавка с поперечным радиальным сечением, ответным замку рабочей лопатки типа «ласточкин хвост», и рабочие лопатки своими замками вставлены в эти канавки и выполнены с платформами, которые вместе с перьями лопаток организуют каналы обтекания этих лопаток, и лопатки ступеней, начиная со второй или с третьей ступени платформами упираются друг в друга, и ротор компрессора низкого давления жестко соединен с ротором вентилятора, а лопатки каждой ступени, расположенные у замков, фиксирующих от смещений в окружном направлении лопатки этих ступеней, имеют специальные вырезы в платформе, в которых размещены эти замки, отличающийся тем, что место крепления рабочих лопаток первой или первой и второй ступеней ротора компрессора низкого давления выполнено по любому из пп. 1, 2, 3, 4, 5, 6, 7 и 8 формулы изобретения.
10. Ротор компрессора высокого давления авиадвигателя, состоящий из следующих элементов: лопатки КВД; блиски первой и второй ступеней КВД; рабочее колесо КВД; диск с лабиринтным уплотнением, каждый блиск КВД является фрезерованной из единой заготовки деталью, блиск КВД первой ступени ротора КВД совмещает рабочее колесо, комплект лопаток, лабиринтные уплотнения и вал КВД и соединен вместе с блиском второй ступени и рабочим колесом с третьей по шестую ступень ротора КВД при помощи болтов, на валу блиска второй ступени КВД выполнены шлицевые пазы для соединения с задней частью вала вентилятора, лопатки третьей ступени ротора КВД устанавливаются на рабочее колесо КВД при помощи паза «ласточкин хвост» и поджаты в осевом направлении упорным кольцом, прикрепленным к передней поверхности паза «ласточкин хвост» при помощи болтов, блиски первой и второй ступеней ротора КВД и лопатки третьей ступени ротора КВД выполнены из титанового сплава, а упорное кольцо выполнено из никелевого сплава, лопатки с четвертой по шестую ступеней ротора КВД устанавливаются на рабочее колесо ротора КВД при помощи профилированной кольцевой канавки и выполнены с платформами и зафиксированы от смещения в тангенциальном направлении у каждой из ступеней диаметрально противоположно расположенными замками, платформы лопаток с пятой по шестую ступеней КВД плотно прилегают друг к другу, и лопатки пятой и шестой ступеней КВД, расположенные у замков, закрепленных в выемках кольцевой профилированной канавки, имеют специальные вырезы в платформе под эти замки, лопатки с четвертой по шестую ступень КВД выполнены из никелевого сплава, к переднему фланцу рабочего колеса КВД крепятся оба блиска КВД, а к его заднему фланцу также при помощи болтов крепится диск с лабиринтным уплотнением, и на рабочем колесе КВД выполнено k пазов «ласточкин хвост» под лопатки третьей ступени ротора КВД, три профилированные кольцевые канавки для крепления лопаток четвертой, пятой и шестой ступеней КВД и четыре лабиринтных уплотнения, для герметизации сочленения с вкладышами истираемого уплотнения и сотового уплотнения статора КВД, рабочее колесо КВД изготовлено из никелевого сплава в виде бочки, выполненной за одно целое с дисками, и на диске с лабиринтным уплотнением выполнены зубья лабиринтного уплотнения, обеспечивающие герметизацию сочленения с опорой уплотнения корпуса камеры сгорания, а сам диск с лабиринтным уплотнением выполнен из никелевого сплава, отличающийся тем, что место крепления рабочих лопаток четвертой ступени ротора КВД выполнено по любому из пп. 1, 2, 3, 4, 5, 6, 7 и 8 формулы изобретения.
11. Способ сборки места крепления рабочих лопаток, выполненных в виде бочки роторов компрессора низкого и высокого давления, состоящий в том, что рабочие лопатки последовательно одна за другой устанавливают через диаметрально расположенные выемки в также диаметрально расположенные сектора кольцевой профилированной канавки места крепления лопаток, отличающийся тем, что бочку компрессора низкого давления или бочку компрессора высокого давления устанавливают на стол так, чтобы ее продольная ось была вертикальна, а технологическая канавка располагалась ниже кольцевой профилированной канавки, в кольцевую профилированную канавку устанавливают диаметрально противоположно два полукольца промежуточной проставки, сдвигают полукольца промежуточной проставки до упора в стенку технологической канавки, на промежуточную проставку устанавливают в кольцевую профилированную канавку части упругогистерезисного элемента - пакеты, или наматывают трос, чередуя, через выемки в сектора между выемками кольцевой профилированной канавки места крепления лопаток, устанавливают упругие элементы и лопатки, вставляют в выемки замки, одновременно радиальными усилиями смещают замки в положения, где они должны быть закреплены, и закрепляют их, с помощью приспособления, установленного так, что его толкатели располагаются в технологических отверстиях, предназначенных для выдавливания одного полукольца промежуточной проставки из технологической канавки, и шарнирно связаны с кронштейном, жестко закрепленным на штоке рабочего цилиндра, подают давление в цилиндр и выдавливают толкателями полукольцо промежуточной проставки из технологической канавки до упора в противоположную стенку кольцевой профилированной канавки, давление из цилиндра стравливается и толкатели выходят из технологических отверстий, поворачивают в опоре приспособления цилиндр вместе с кронштейном на 180° так, чтобы толкатели вошли в технологические отверстия, предназначенные для выталкивания второго полукольца промежуточной проставки, и подают в цилиндр небольшое давление и толкатели входят в технологические отверстия, подается рабочее давление в цилиндр и второе полукольцо промежуточной проставки выдавливается аналогичным образом из технологической канавки, давление из цилиндра стравливается и толкатели выходят из технологических отверстий, и в технологические отверстия запрессовывают заглушки до упора в промежуточную проставку или в промежуточную проставку и в выемки частей упругогистерезисного элемента.
| УСИЛЕННАЯ ПРОКЛАДКА ЛОПАТКИ ВЕНТИЛЯТОРА | 2010 |
|
RU2526607C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ЛОПАТКИ ГАЗОВОЙ ТУРБИНЫ | 1995 |
|
RU2160367C2 |
| РАБОЧЕЕ КОЛЕСО РОТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ДЕМПФИРОВАНИЕМ ВИБРАЦИОННЫХ КОЛЕБАНИЙ | 2014 |
|
RU2570087C1 |
| Лопатка турбомашины | 1976 |
|
SU641129A1 |

