Изобретение относится к технологии машиностроения и может быть использовано при механической обработке конструкционных материалов.
Известен демпфирующий резец, содержащий режущую пластину с узлом ее крепления в державке, имеющей выборку, и вставку из материала, обладающего свойством высокого демпфирования, выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом (патент РФ №2457077, МПК В23 В27/00, опубл. 27.07.2012, Бюл. №21).
Недостатками являются: вставка имеет постоянную жесткость, поэтому в ней при действии на резец возмущающей силы резания возникает момент пары восстанавливающих сил, недостаточный для эффективного демпфирования колебаний резца; материал вставки размещен по всей длине конца державки с выборкой, что приводит к перерасходу материала, обладающего свойством высокого демпфирования; большая трудоемкость монтажа резца.
Известен демпфирующий резец, содержащий режущую пластину с узлом её крепления в державке, имеющей выборку, и вставку из материала, обладающего свойством высокого демпфирования, причем выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом, стакан выполнен сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой, в основаниях обоих полустаканов выполнено по одному, а в стенках по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами, выступающими в упомянутую вставку на величину зазоров между концом державки с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов из резьбовых отверстий (патент РФ №2582403, МПК В23 В27/00, опубл. 27.04.2016, Бюл. №21).
Резец имеет следующие недостатки:
1. При обработке изделия возмущающая сила резания вызывает колебания резца, однако материал, обладающий свойством высокого демпфирования, имеет постоянную жесткость по всей вставке, поэтому возникающая в ней пара восстанавливающих сил, хотя и создает момент, стремящийся вернуть резец в положение статического равновесия, и демпфирует колебания, но он не достаточен, чтобы минимизировать вибрации до желаемого уровня, и не позволяет достигнуть требуемого качества обработки.
2. Перерасход материала вставки за счет того, что он заполняет зазоры между стаканом и державкой по всей длине ее выборки.
Технической задачей предлагаемого изобретения является повышение качества обработки и снижение расхода материала вставки.
Технический результат по повышению качества обработки и снижению расхода материала вставки достигается тем, что в демпфирующем резце, содержащем режущую пластину с узлом её крепления в державке, имеющей выборку, выполненную равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, и вставку из материала, обладающего свойством высокого демпфирования, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом, изготовленным сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой, в основаниях обоих полустаканов выполнено по одному, а в стенках по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами, выступающими в упомянутую вставку на величину зазоров между концом державки с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов из резьбовых отверстий, вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов, обладающих свойством высокого демпфирования и имеющих различные жесткости, одна из полувставок расположена на конце державки со стороны основания собранного стакана, а вторая – на противоположном конце державки с выборкой, при этом протяженности обоих полувставок меньше половины длины выборки державки, а жесткость первой полувставки больше жесткости второй.
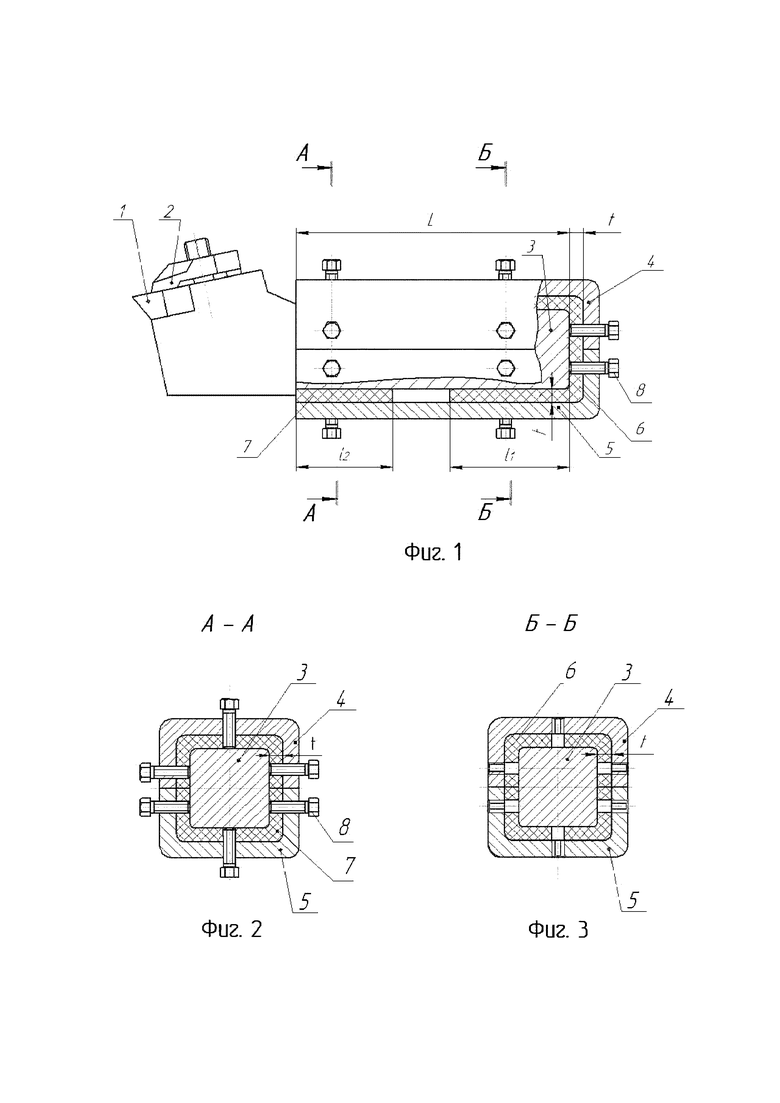
На фиг. 1 представлен общий вид резца при его монтаже; на фиг. 2 – разрез А-А на фиг. 1 в процессе монтажа; на фиг. 3 – разрез Б-Б на фиг . 1 в процессе обработки изделия.
Режущая пластина 1 закреплена узлом ее крепления 2 в державке 3, имеющей выборку, выполненную равномерно по периметру конца державки 3 на длине L от ее торца до выступающей части с режущей пластиной 1. Конец державки 3 с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами t по его основанию и стенкам, стакан изготовлен сборным из верхнего и нижнего сопрягаемых между собой полустаканов 4, 5, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки 3 с выборкой, в основаниях обоих полустаканов 4, 5 выполнено по одному, а в стенках по 2 сквозных резьбовых отверстия. Зазоры заполнены вставкой, сформированной из двух размещенных на расстоянии друг от друга полувставок 6, 7, изготовленных из материалов, обладающих свойствами высокого демпфирования и имеющих различные жесткости, одна из полувставок 6 расположена на конце державки 3 со стороны основания собранного стакана, а вторая полувставка 7 – на противоположном конце державки 3 с выборкой, при этом протяженности l1 и l2 обоих полувставок 6, 7 меньше половины длины L/2 выборки державки 3, а жесткость первой полувставки 6 больше жесткости второй полувставки 7. В сквозных резьбовых отверстиях полустаканов 4, 5 размещены установочно-регулировочные винты 8, выступающие в материалы полувставок 6,7 на величину зазоров t между концом державки 3 с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов 8 из резьбовых отверстий. Державка 3 установлена без контактирования со сборным стаканом.
Подготовка демпфирующего резца к работе происходит в такой последовательности.
В сквозных резьбовых отверстиях верхнего и нижнего полустаканов 4, 5 размещают установочно-регулировочные винты 8 и регулируют их выступание от внутренних стенок полустаканов 4, 5 на величину t неоходимых зазоров между концом державки 3 с выборкой и полустаканами 4, 5. Выступающие концы установочно-регулировочных винтов 8 предварительно смазывают маслом или разделительным составом, например, силиконом. Устанавливают конец державки 3 с выборкой в любом из полустаканов, например, в верхнем полустакане 4, при этом конец державки 3 с выборкой базируется по торцевым поверхностям установочно-регулировочных винтов 8 с выдерживанием необходимых зазоров t между державкой 3 и полустаканом 4. Производят подготовку материалов со свойствами высокого демпфирования различных жесткостей. Материалом со свойством высокого демпфирования большей жесткости заполняют зазоры на расстоянии l1 со стороны основания полустакана 4. Материалом меньшей жесткости заполняют зазоры на расстоянии l2 от выступающей части державки 3 с режущей пластиной 1. Выдерживают размеры l1 < L/2 и l2 < L/2. Контролируют качественное заполнение зазоров указанными материалами без образования пустот. Этот контроль легко осуществим в полустакане 4. Возможно заполнение зазоров как заливкой, так и расположением в них полимеризованных пластин из материалов со свойством высокого демпфирования.
Производят работы в такой же последовательности и с нижним полустаканом 5. Полустаканы 4, 5 сопрягают друг с другом с образованием полного стакана в сборке. При этом конец державки 3 с выборкой оказывается во вставке, сформированной из полувставки 6 из материала со свойствами высокого демпфирования большей жесткости и полувставки 7 из материала меньшей жесткости, с выступающими в указанные материалы на величину заданных зазоров t концами установочно-регулировочных винтов 8. После полимеризации материалов со свойствами высокого демпфирования не образуется жестких соединений установочно-регулировочных винтов 8 с полувставками 6,7, так как концы винтов предварительно промазаны, что обеспечивает освобождение установочно-регулировочных винтов 8 из сквозных резьбовых отверстий верхнего и нижнего полустаканов 4, 5. После вывинчивания установочно-регулировочных винтов 8 конец державки 3 с выборкой размещен во вставке, сформированной из полувставок 6, 7, разделяющих державку 3 и собранный стакан из полустаканов 4, 5.
Размер выборки по периметру конца державки 3, величину зазоров t и толщину стенок стакана, собранного из полустаканов 4, 5, назначают таким образом, чтобы стакан можно было разместить в резцедержателе. Если габариты поперечного сечения державки 3 не велики, то возможно не выполнять выборку по периметру одного конца державки 3, а размещать конец державки 3 непосредственно в собранном из нижнего и верхнего полустаканов 4, 5 стакане с одинаковыми зазорами t по его основанию и стенкам с заполнением зазоров вставкой, сформированной из полувставок 6, 7 из материалов со свойствами высокого демпфирования различных жесткостей.
Процесс обработки конструкционного материала демпфирующим резцом осуществляют следующим образом.
Собранный из нижнего и верхнего полустаканов 4, 5 стакан без установочно-регулировочных винтов 8 с расположенным в полувставках 6, 7, образующих вставку из материалов со свойцствами высокого демпфирования различных жесткостей, концом державки 3 с выборкой и фиксированной механизмом крепления 2 на другом конце державки 3 режущей пластиной 1 закрепляют в резцедержателе (не показан). Задают необходимые режимы резания конструкционного материала. При его обработке возмущающая сила резания вызывает колебания резца. В случае изготовления вставки по всей длине выборки 3 или состоящей из полувставок 6, 7 из материалов со свойствами высокого демпфирования одинаковой жесткости, в цельной вставке или полувставках 6, 7 возникает пара восстанавливающих сил, создающих момент, стремящийся вернуть резец в положение статического равновесия и демпфирующий колебания, но недостаточный, чтобы минимизировать вибрации до желаемого уровня. (Пара сил – это две равные по модулю параллельные силы, направленные в противоположные стороны; момент пары - произведение модуля одной силы пары на плечо; плечо – кратчайшее расстояние между параллельными силами пары).
Так как вставка сформирована из полувставок 6, 7 из материалов со свойствами высокого демпфирования различных жесткостей, при чем жесткость полувставки 6 больше жесткости полувставки 7, то в полувставках 6 и 7 действуют восстанавливающие параллельные силы направленные в противоположные стороны и не равные по модулю, при этом модуль силы в полувставке 6 больше модуля силы в полувставке 7. Поэтому, кроме момента от пары сил, равных по модулю силе в полувставке 7, в полувставке 6 дейстует еще сила, равная величине разности модулей сил в полувставках 6, 7 и создающая дополнительный восстанавливающий момент относительно точки приложения силы резания, что повышает эффективность демпфирования колебаний резца. (Дополнительный момент равен произведению величины разности указанных сил на плечо; плечо – перпендикуляр, проведенный из точки приложения силы резания на направление силы в полувставке 6). Таким образом, происходит высокоэффективное демпфирование продольных, поперечных вибраций и ударных нагрузок, возникающих в процессе резания, и повышается надежность протекания этого процесса как в токарных, так и в строгальных технологических операциях. Поэтому путем подбора жесткостей материалов со свойством высокого демпфирования в полувставках 6,7 возможно минимизировать вибрации резца до необходимого уровня и достигнуть требуемого качества обработки.
Экономия материала вставки происходит за счет размещения на расстоянии друг от друга ее полувставок 6, 7 и их протяженностей l1 и l2, меньших половины длины L/2 выборки конца державки 3.
Оригинальностью предложенного демпфирующего резца является то, что вставка сформирована из двух размещенных на расстоянии друг от друга полувставок 6, 7, изготовленных из материалов, обладающих свойством высокого демпфирования и имеющих различные жесткости, полувставка 6 расположена на конце державки 3 со стороны основания собранного стакана, а полувставка 7 – на противоположном конце державки 3 с выборкой, при этом протяженности l1 ,l2 обоих полувставок 6,7 меньше половины длины L выборки державки 3 (l1 < L/2; l2 < L/2), а жесткость полувставки 6 больше жесткости полувставки 7, что позволяет:
1. Повысить качество обработки путем увеличения эффективности демпфирования колебаний резца за счет формирования вставки из двух полувставок, изготовленных из материалов, обладающих свойством высокого демпфирования и имеющих различные жесткости, причем жесткость полувставки, расположенной на конце державки со стороны основания собранного стакана, больше жесткости полувставки, размещенной на противоположном конце державки с выборкой.
2. Снизить расход материала вставки, так как она состоит из двух размещенных на расстоянии друг от друга полувставок, при этом протяженности обоих полувставок меньше половины длины выборки конца державки.
Это приводит к техническому результату по повышению качества обработки и снижению расхода материала вставки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2582403C1 |
| Демпфирующий резец | 2021 |
|
RU2755559C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2596546C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2013 |
|
RU2535196C2 |
| Демпфирующий резец с варьируемой жесткостью | 2019 |
|
RU2696115C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С ВАРЬИРУЕМОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2702527C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
Резец содержит режущую пластину с узлом её крепления в державке, имеющей выборку, выполненную равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной и вставку из материала, обладающего свойством высокого демпфирования. Конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам. При этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом. Стакан изготовлен сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой. В основаниях обоих полустаканов выполнено по одному, а в стенках по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами, выступающими в упомянутую вставку на величину зазоров между концом державки с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов из резьбовых отверстий. Вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов, обладающих свойством высокого демпфирования и имеющих различные жесткости. Первая из полувставок расположена на конце державки со стороны основания собранного стакана, а вторая – на противоположном конце державки с выборкой, при этом протяженности обоих полувставок меньше половины длины выборки державки, а жесткость первой полувставки больше жесткости второй. Достигается повышение качества обработки и снижение расхода материала вставки. 3 ил.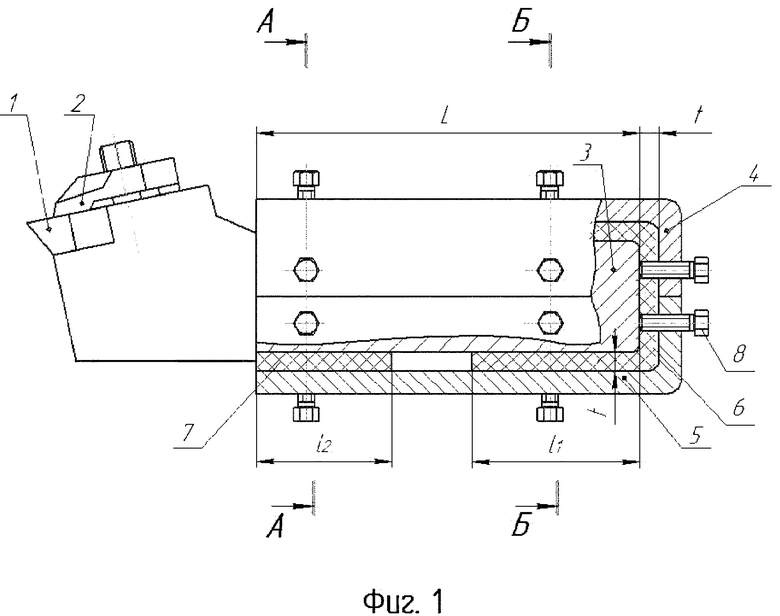
Демпфирующий резец, содержащий режущую пластину с узлом её крепления в державке, имеющей выборку, выполненную равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, и вставку из материала, обладающего свойством высокого демпфирования, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом, изготовленным сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой, в основаниях обоих полустаканов выполнено по одному, а в стенках по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами, выступающими в упомянутую вставку на величину зазоров между концом державки с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов из резьбовых отверстий, отличающийся тем, что вставка сформирована из двух размещенных на расстоянии друг от друга полувставок, изготовленных из материалов, обладающих свойством высокого демпфирования и имеющих различные жесткости, первая из полувставок расположена на конце державки со стороны основания собранного стакана, а вторая – на противоположном конце державки с выборкой, при этом протяженности обоих полувставок меньше половины длины выборки державки, а жесткость первой полувставки больше жесткости второй.
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2582403C1 |
| Борштанга для обработки глубоких отверстий | 1974 |
|
SU536890A1 |
| Устройство для крепления резца | 1975 |
|
SU625844A1 |
| WO 2005107982 A1, 17.11.2005. | |||

