Изобретение относится к технологии машиностроения и может быть использовано в инструментальном производстве.
Известен демпфирующий резец, содержащий режущую пластину с узлом ее крепления в державке, имеющей выборку, и вставку из материала, обладающего свойством высокого демпфирования, выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом (патент РФ №2457077, МПК В23В 27/00, опубл. 27.07.2012, Бюл. №21).
Недостатком является большая трудоемкость монтажа резца в связи со сложностью размещения конца державки с выборкой в стакане с выдерживанием одинаковых размеров по его основанию и стенкам и заполнению этих зазоров вставкой из материала, обладающего свойством высокого демпфирования.
Известен универсальный демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, резец снабжен металлической оправкой и тонкостенным контейнером, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в тонкостенном контейнере с равномерными зазорами по его основанию и стенкам, заполненными вставкой из материала с высоким демпфированием, при этом верхняя поверхность оправки установлена выступающей над контейнером без соприкосновения с ним режущей пластины и узла ее крепления, а контейнер неподвижно закреплен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой (патент РФ №2457078, МПК В23В 27/00, опубл. 27.07.2012, Бюл. №21).
При изготовлении и испытании экспериментального образца универсального демпфирующего резца выявлено, что недостатком является большая трудоемкость монтажа резца, связанная со сложностью размещения оправки в тонкостенном контейнере с равномерными зазорами по его основанию и стенкам, заполнения зазоров материалом с высоким демпфированием, а также с неподвижным закреплением контейнера в выборке.
Технической задачей предложенного изобретения является снижение трудоемкости монтажа резца.
Технический результат по снижению трудоемкости монтажа резца достигается тем, что демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфированием, снабжен металлической оправкой, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной во вставке из материала с высоким демпфированием с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой, выборка выполнена по форме оправки и ориентирована по нормали к верхней плоскости переднего конца державки, в прямоугольном основании выполнено сквозное резьбовое отверстие с размещением в нем трехступенчатого установочно-регулировочного винта, состоящего из последовательно расположенных резьбовой, цилиндрической и третьей ступени в виде прямой призмы с основанием в форме многоугольника, причем длина выступающей над прямоугольным основанием выборки цилиндрической ступени равна толщине упомянутой вставки, а диаметр цилиндрической ступени и размеры основания третьей ступени меньше диаметра сквозного резьбового отверстия, в нижнем основании оправки выполнено резьбовое отверстие, в котором размещена заподлицо цилиндрическая втулка, имеющая центральное отверстие, совпадающее по форме и поперечным размерам с третьей ступенью установочно-регулировочного винта и глубиной, большей длины этой ступени, при этом диаметр втулки равен или меньше диаметра цилиндрической ступени указанного винта, оправка с режущей пластиной установлена в выборке державки с соосным расположением втулки и установочно-регулировочного винта и базированием по торцевой поверхности цилиндрической ступени и его третьей ступени в отверстии втулки с обеспечением по основаниям и стенкам выборки и оправки равномерных зазоров, заполненных вставкой из материала с высоким демпфированием, а также с возможностью освобождения втулки и установочно-регулировочного винта из оправки и державки.
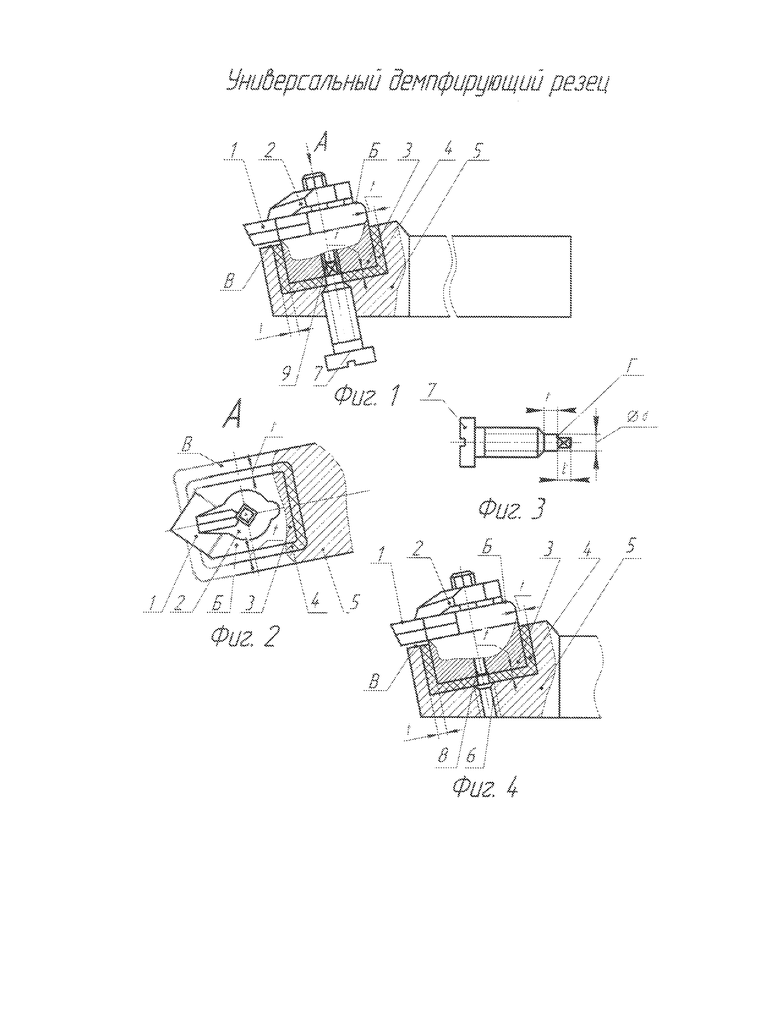
На фиг.1 представлен общий вид резца при его монтаже; на фиг. 2 -вид А на фиг. 1; на фиг. 3 - установочно-регулировочный винт; на фиг. 4 - общий вид резца в процессе обработки изделия.
Режущая пластина 1 узлом ее крепления 2 жестко фиксирована на верхней поверхности Б металлической оправки 3, выполненной в виде прямоугольного параллелепипеда и размещенной во вставке 4 из материала с высоким демпфированием с обеспечением отсутствия контактирования режущей пластины 1 и узла ее крепления 2 на оправке 3 с державкой 5, выборка выполнена по форме оправки 3 и ориентирована по нормали к верхней плоскости В переднего конца державки 5. В прямоугольном основании выборки державки 5 выполнено сквозное резьбовое отверстие 6 с размещением в нем трехступенчатого установочно-регулировочного винта 7, состоящего из последовательно расположенных резьбовой, цилиндрической и третьей ступени в виде прямой призмы с основанием в форме многоугольника, причем длина выступающей над прямоугольным основанием выборки цилиндрической ступени равна толщине t упомянутой вставки 4, а диаметр d цилиндрической ступени и размеры основания третьей ступени меньше диаметра сквозного резьбового отверстия 6. В нижнем основании оправки 3 выполнено резьбовое отверстие 8, в котором размещена заподлицо цилиндрическая втулка 9, имеющая центральное отверстие, совпадающее по форме и поперечным размерам с третьей ступенью установочно-регулировочного винта 7 и глубиной, большей длины l этой ступени, при этом диаметр втулки 9 равен или меньше диаметра d цилиндрической ступени указанного винта 7. Оправка 3 с режущей пластиной 1 установлена в выборке державки 5 с соосным расположением втулки 9 и установочно-регулировочного винта 7 и базированием по торцевой поверхности Г цилиндрической ступени и его третьей ступени в отверстии втулки 9 с обеспечением по основаниям и стенкам выборки и оправки 3 равномерных зазоров t, заполненных вставкой 4 из материала с высоким демпфированием, а также с возможностью освобождения втулки 9 и установочно-регулировочного винта 7 из оправки 3 и державки 5.
Подготовку универсального демпфирующего резца к работе производят в следующей последовательности.
Режущую пластину 1 узлом ее крепления 2 жестко фиксируют на верхней поверхности Б металлической оправки 3, изготовленной в виде прямоугольного параллелепипеда. В резьбовое отверстие 8 нижнего основания оправки 3 торцевым ключом, расположенным в центральном отверстии цилиндрической втулки 9, ввинчивают ее заподлицо (поверхности нижнего основания оправки 3 и торцевая втулки 9 составляют одну плоскость).
В сквозном резьбовом отверстии 6 прямоугольного основания выборки размещают трехступенчатый установочно-регулировочный винт 7, состоящий из последовательно расположенных резьбовой, цилиндрической и третьей ступени в виде прямой призмы с основанием в форме многоугольника, которым может быть любая фигура, например квадрат.
Диаметр d цилиндрической ступени и размеры основания третьей ступени меньше диаметра сквозного резьбового отверстия 6. Длина l цилиндрической ступени установочно-регулировочного винта 7 должна выступать над прямоугольным основанием выборки державки 5 на величину, равную толщине вставки из материала с высоким демпфированием.
Выступающую поверхность цилиндрической ступени предварительно смазывают маслом или разделительным составом, например силиконом. Заполняют материалом с высоким демпфированием прямоугольное основание выборки до длины t выступающей над ним цилиндрической части, при этом контролируют отсутствие образования пустот.
В выборке, выполненной по форме оправки 3 и ориентированной по нормали к верхней плоскости В переднего конца державки 5, устанавливают оправку 3 с режущей пластиной 1 и втулкой 9 с соосным расположением втулки 9 и установочно-регулировочного винта 7. Центральное отверстие втулки 9 совпадает по форме и поперечным размерам с третьей ступенью установочно-регулировочного винта 7 и имеет глубину больше длины l этой ступени, втулка 9 установлена заподлицо с нижним основанием оправки 3. Поэтому происходит точное базирование оправки 3 по торцевой поверхности Г цилиндрической ступени и третьей ступенью указанного винта 7 в отверстии втулки 9 с обеспечением по основаниям и стенкам выборки и оправки равномерных зазоров t. Оправку 3 устанавливают в выборке с обеспечением отсутствия контактирования режущей пластины 1 и узла ее крепления 2 на оправке 3 с державкой 5. Зазоры по стенкам выборки и оправки 3 заливают материалом с высоким демпфированием, контролируя качество заполнения зазоров. После полимеризации материала c высоким демпфированием образуется вставка 4, заполняющая зазоры, но не создается жесткого соединения установочно-регулировочного винта 7 со вставкой 4, та как его поверхность, контактирующая со вставкой 4, промазана. При этом третья ступень установочно-регулировочного винта 7 является торцевым ключом для цилиндрической втулки 9. Так как диаметр d цилиндрической ступени установочно-регулировочного винта 7 меньше диаметра сквозного резьбового отверстия 6, а диаметр втулки 9 равен или меньше диаметра d цилиндрической ступени, то при вывинчивании установочно-регулировочного винта 7 из отверстия 6 державки 5 одновременно втулка 9 освобождается из оправки 3 и державки 5. После этого оправка 3 оказывается во вставке 4 из материала с высоким демпфированием без контактирования с державкой 5.
Возможно заполнение зазоров не только заливкой, но и расположением в них полимеризованных пластин из материала со свойством высокого демпфирования, при этом монтаж резца не является трудоемким.
Обработку материала универсальным демпфирующим резцом осуществляют следующим образом.
Смонтированный резец с освобожденными втулкой 9 и установочно-регулировочным винтом 7 из оправки 3 и державки 5 закрепляют в резцедержателе (не показан). Задают необходимые режимы резания. Так как оправка 3 с жестко фиксированной на ней узлом крепления 2 режущей пластиной 1 размещена во вставке из материала с высоким демпфированием без возможности контактирования с державкой 5, то происходит высокоэффективное демпфирование возникающих в процессе резания вибраций и ударных нагрузок за счет виброизоляции режущей пластины 1 и узла ее крепления 2 на оправке 3 от державки 5 и резцедержателя. Тем самым обеспечивается высокое качество обработки и надежность устойчивого процесса резания.
Универсальный демпфирующий резец может быть использован как для токарных, так и строгальных технологических операций.
Оригинальностью предложенного универсального демпфирующего резца является то, что в прямоугольном основании выборки выполнено сквозное резьбовое отверстие 6 с размещением в нем трехступенчатого установочно-регулировочного винта 7, состоящего из последовательно расположенных резьбовой, цилиндрической и третьей ступени в виде прямоугольного параллелепипеда с основанием в форме многоугольника, причем длина l выступающей над прямоугольным основанием выборки цилиндрической ступени равна толщине вставки, а диаметр d цилиндрической ступени и размеры основания третьей ступени меньше диаметра сквозного резьбового отверстия 6, в нижнем основании оправки 3 выполнено резьбовое отверстие 8, в котором размещена заподлицо цилиндрическая втулка 9, имеющая центральное отверстие, совпадающее по форме и поперечным размерам с третьей ступенью установочно-регулировочного винта 7 и глубиной, большей длины этой ступени, при этом диаметр втулки 9 равен или меньше диаметра d цилиндрической ступени указанного винта 7, оправка 3 с режущей пластиной 1 установлена в выборке державки 5 с соосным расположением втулки 9 и установочно-регулировочного винта 7 и базированием по торцевой поверхности Г цилиндрической ступени и третьей ступени в отверстии втулки 9 с обеспечением по основаниям и стенкам выборки и оправки 3 равномерных зазоров t, заполненных вставкой 4 из материала с высоким демпфированием, а также с возможностью освобождения втулки 9 и установочно-регулировочного винта 7 из оправки 3 и державки 5.
Таким образом, предлагаемый универсальный демпфирующий резец позволяет достичь технического результата по снижению трудоемкости монтажа резца за счет:
1. Установки оправки с режущей пластиной во вставке из материала с высоким демпфированием непосредственно в выборке без размещения их в тонкостенном контейнере и в последующем неподвижном его закреплении в державке.
2. Обеспечения по основаниям и стенкам выборки оправки равномерных зазоров, заполненных вставкой из материала с высоким демпфированием, установкой оправки с режущей пластиной в выборке державки с соосным расположением втулки и установочно-регулировочного винта и базированием по торцевой поверхности цилиндрической ступени и его третьей ступени в отверстии втулки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2582403C1 |
| Демпфирующий резец | 2018 |
|
RU2686500C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2015 |
|
RU2621939C2 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2013 |
|
RU2535196C2 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| Демпфирующий резец с варьируемой жесткостью | 2019 |
|
RU2696115C1 |
| Демпфирующий сборный резец | 2021 |
|
RU2771248C1 |
| Демпфирующий резец | 2021 |
|
RU2755559C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С ВАРЬИРУЕМОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2702527C1 |
Резец содержит режущую пластину и узел ее крепления, державку с выборкой в ней, имеющей прямоугольное основание, вставку из материала с высоким демпфированием и металлическую оправку. Для снижения трудоемкости монтирования вставки в прямоугольном основании выборки выполнено сквозное резьбовое отверстие с размещением в нем трехступенчатого установочно-регулировочного винта, состоящего из последовательно расположенных резьбовой, цилиндрической и третьей ступени в виде прямой призмы с основанием в форме многоугольника, причем длина выступающей над прямоугольным основанием выборки цилиндрической ступени равна толщине упомянутой вставки. Диаметр цилиндрической ступени и размеры основания третьей ступени меньше диаметра сквозного резьбового отверстия, в нижнем основании оправки выполнено резьбовое отверстие, в котором размещена заподлицо цилиндрическая втулка, имеющая центральное отверстие, совпадающее по форме и поперечным размерам с третьей ступенью установочно-регулировочного винта и глубиной, большей длины этой ступени. При этом диаметр втулки равен или меньше диаметра цилиндрической ступени указанного винта, оправка с режущей пластиной установлена в выборке державки с расположением соосно втулки и установочно-регулировочного винта и базированием по торцевой поверхности цилиндрической ступени и его третьей ступени в отверстии втулки с обеспечением по основаниям и стенкам выборки и оправки равномерных зазоров, заполненных вставкой из материала с высоким демпфированием, а также с возможностью освобождения втулки и установочно-регулировочного винта из оправки и державки. 4 ил.
Универсальный демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней, имеющей прямоугольное основание, вставку из материала с высоким демпфированием и металлическую оправку, на верхней поверхности которой узлом ее крепления жестко фиксирована режущая пластина, при этом оправка выполнена в виде прямоугольного параллелепипеда и размещена в упомянутой вставке с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой, а выборка выполнена по форме оправки и ориентирована по нормали к верхней плоскости переднего конца державки, отличающийся тем, что в основании выборки выполнено сквозное резьбовое отверстие с размещением в нем трехступенчатого установочно-регулировочного винта, состоящего из последовательно расположенных резьбовой, цилиндрической и третьей ступени в виде прямой призмы с основанием в форме многоугольника, причем длина выступающей над прямоугольным основанием выборки цилиндрической ступени равна толщине упомянутой вставки, а диаметр цилиндрической ступени и размеры основания третьей ступени меньше диаметра сквозного резьбового отверстия, в нижнем основании оправки выполнено резьбовое отверстие, в котором размещена заподлицо цилиндрическая втулка, имеющая центральное отверстие, совпадающее по форме и поперечным размерам с третьей ступенью установочно-регулировочного винта и глубиной, большей длины этой ступени, при этом диаметр втулки равен или меньше диаметра цилиндрической ступени указанного винта, оправка с режущей пластиной установлена в выборке державки с соосным расположением втулки и установочно-регулировочного винта и базированием по торцевой поверхности цилиндрической ступени и его третьей ступени в отверстии втулки с обеспечением по основаниям и стенкам выборки и оправки равномерных зазоров, заполненных вставкой из материала с высоким демпфированием, а также с возможностью освобождения втулки и установочно-регулировочного винта из оправки и державки.
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| Виброгаситель для режущих инструментов | 1961 |
|
SU151174A1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| WO 2005107982 A1, 17.11.2005. | |||

