Изобретение относится к технологии машиностроения и может быть использовано при изготовлении режущих инструментов.
Известен универсальный демпфирующий резец, содержащий режущую пластину и узел ее крепления, державку с выборкой в ней и вставку из материала с высоким демпфирированием, резец снабжен металлической оправкой и тонкостенным контейнером, причем режущая пластина узлом ее крепления жестко фиксирована на верхней поверхности оправки, выполненной в виде прямоугольного параллелепипеда и размещенной в тонкостенном контейнере с равномерными зазорами по его основанию и стенкам, заполненными вставкой из материала с высоким демпфированием, при этом верхняя поверхность оправки установлена выступающей над контейнером без соприкосновения с ним режущей пластины и узла ее крепления, а контейнер неподвижно закреплен в выборке, выполненной по форме контейнера и ориентированной по нормали к верхней плоскости переднего конца державки с обеспечением отсутствия контактирования режущей пластины и узла ее крепления на оправке с державкой (патент РФ №2457078, МПК В23 В27/00, опубл. 27.07.2012, Бюл. №21).
Недостатком является большая трудоемкость монтажа резца, связанная со сложностью размещения оправки в тонкостенном контейнере с равномерными зазорами по его основанию и стенкам, заполнения зазоров материалом с высоким демпфированием, а также с неподвижным закреплением контейнера в выборке.
Известен демпфирующий резец, содержащий режущую пластину с узлом ее крепления в державке, имеющей выборку, и вставку из материала, обладающего свойством высокого демпфирования, выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненной в виде параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом (патент РФ №2457077, МПК В23 В27/00, опубл. 27.07.2012, Бюл. №21).
При изготовлении и испытании экспериментального образца демпфирующего резца выявлены следующие недостатки:
1. При заполнении материалом со свойством высокого демпфирования зазоров между концом державки с выборкой и стаканом во вставке возможно образование полостей, особенно вблизи основания стакана, так как отсутствует контроль равномерного распределения материала в зазорах, потому что стакан изготовлен цельнометаллическим. Появляется вероятность контактирования державки со стаканом в областях полостей, а следовательно, и снижение надежности устойчивого процесса резания из-за неэффективности демпфирования возникающих вибраций.
2. Трудоемкость монтажа резца в связи со сложностью размещения конца державки с выборкой в стакане с выдерживанием одинаковых зазоров по его основанию и стенкам.
Технической задачей предложенного изобретения является повышение надежности устойчивого процесса резания и снижение трудоемкости монтажа резца.
Технический результат по повышению надежности устойчивого процесса резания и снижению трудоемкости монтажа резца достигается тем, что в демпфирующем резце, содержащем режущую пластину с узлом ее крепления в державке, имеющей выборку, и вставку из материала, обладающего свойством высокого демпфирования, выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом, стакан изготовлен сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой, в основаниях обоих полустаканов выполнено по одному, а в стенках по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами, выступающими в материал со свойствами высокого демпфирования вставки на величину зазоров между концом державки с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов из резьбовых отверстий.
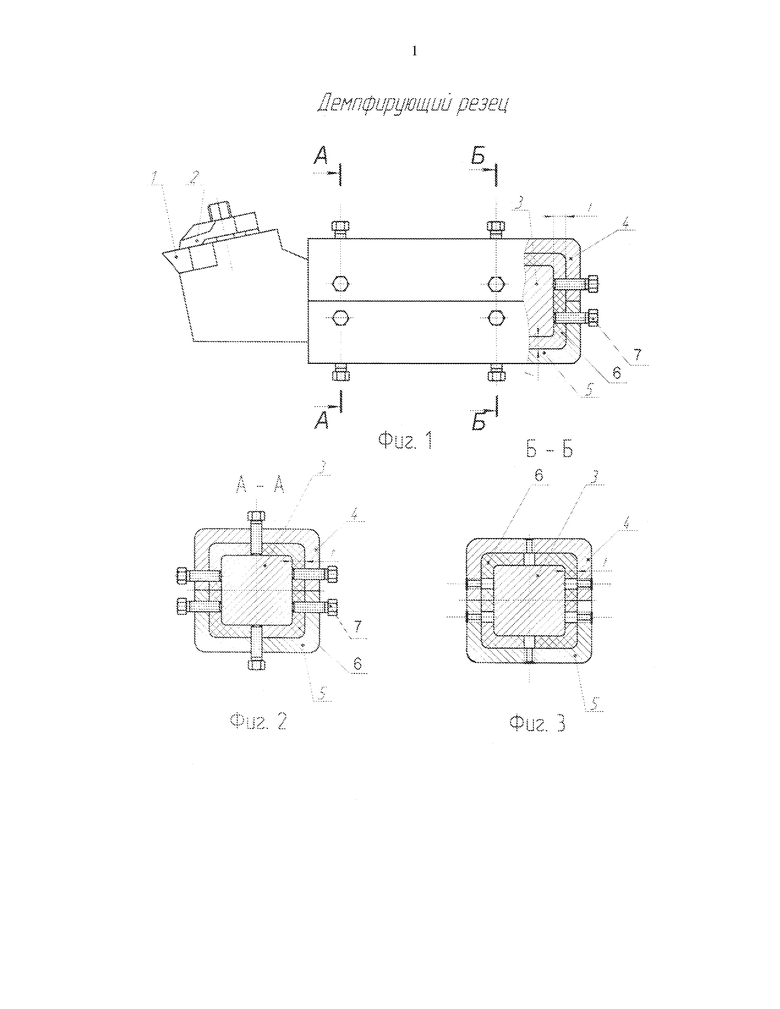
На фиг.1 представлен общий вид резца при его монтаже; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1 в процессе обработки изделия.
Режущая пластина 1 закреплена узлом ее крепления 2 в державке 3, имеющей выборку, выполненную равномерно по периметру конца державки 3 на длине от ее торца до выступающй части с режущей пластиной 1. Конец державки 3 с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, стакан изготовлен сборным из верхнего и нижнего сопрягаемых между собой полустаканов 4 и 5, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки 3 с выборкой, в основаниях обоих полустаканов 4, 5 выполнено по одному, а в стенках по два сквозных резьбовых отверстия. Зазоры заполнены вставкой 6 из материала, обладающего свойством высокого демпфирования. В сквозных резьбовых отверстиях полустаканов 4, 5 размещены установочно-регулировочные винты 7, выступающие в материал вставки 6 на величину зазоров t между концом державки 3 с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов 7 из резьбовых отверстий. Державка 3 установлена без контактирования со сборным стаканом.
Подготовка демпфирующего резца к работе происходит в такой последовательности.
В сквозных резьбовых отверстиях верхнего и нижнего полустаканов 4, 5 размещают установочно-регулировочные винты 7 и регулируют их выступами от внутренних стенок полустаканов 4, 5 на величину t необходимых зазоров между концом державки 3 с выборкой и полустаканами 4, 5. Выступающие концы установочно-регулировочных винтов 7 предварительно смазывают маслом или разделительным составом, например силиконом. Устанавливают конец державки 3 с выборкой в любом из полустаканов, например, в верхнем полустакане 4, при этом конец державки 3 с выборкой базируется по торцевым поверхностям установочно-регулировочных винтов 7 с выдерживанием необходимых зазоров между державкой и полустаканом 4.
Производят подготовку материала со свойствами высокого демпфирования и заливают им необходимые зазоры, при этом контролируют качественное заполнение зазоров материалом без образования пустот, обращая особое внимание на область вблизи основания полустакана 4. Этот контроль легко осуществим в полустакане. Возможно заполнение зазоров не только заливкой, но и расположением в них полимеризованных пластин из материала со свойством высокого демпфирования.
Производят работы в такой же последовательности и с нижним полустаканом 5. Полустаканы 4, 5 спрягают друг с другом с образованием полного стакана в сборке. Тогда конец державки 3 с выборкой оказывается во вставке 6 из материала со свойствами высокого демпфирования и выступающими в него на величину заданных зазоров t концами установочно-регулировочных винтов 7. После полимеризации материала не образуется жесткого соединения установочно-регулировочных винтов 7 со вставкой 6, так как концы винтов предварительно промазаны, что обеспечивает освобождение установочно-регулировочных винтов 7 из сквозных резьбовых отверстий верхнего и нижнего полустаканов 4, 5.
После вывинчивания установочно-регулировочных винтов 7 конец державки 3 с выборкой оказывается как бы в «коконе»-вставке 6, разделяющей державку 3 и полустаканы 4,, причем неконтролируемые незаполненные полости во вставке 6 отсутствуют. Наличие в конструкции установочно-регулировочных винтов 7 для выдерживания одинаковых зазоров по основанию и стенкам сборного стакана и концом державки 3 с выборкой значительно снижают трудоемкость монтажа резца.
Размер выборки по периметру конца державки 3, величину зазоров t и толщину стенок стакана, собранного из полустаканов 4, 5, назначают таким образом, чтобы стакан можно было разместить в резцедержателе. Если габариты поперечного сечения державки невелики, то возможно не выполнять выборку по периметру одного конца державки 3, а размещать конец державки 3 непосредственно в собранном из нижнего и верхнего полустаканов 4, 5 стакане с одинаковыми зазорами t по его основанию и стенкам с заполнением зазоров, вставкой 6 из материала со свойством высокого демпфирования.
Процесс обработки конструкционного материала демпфирующим резцом осуществляют следующим образом.
Собранный из нижнего и верхнего полустаканов 4, 5 стакан без установочно-регулировочных винтов 7 с расположенным внутри него во вставке 6 из материала со свойствами высокого демпфирования концом державки 3 с выборкой и жестко фиксированным механизмом крепления 2 на другом конце державки 3 режущей пластиной 1 закрепляют в резцедержателе (не показан). Задают необходимые режимы обработки конструкционного материала.
При взаимодействии режущей пластины 1 с обрабатываемым изделием вставка 6 разделяет державку 3 от собранного из нижнего и верхнего полустаканов 4, 5 стакана, закрепленного в резцедержателе. При этом отсутствуют неконтролируемые полости в материале, обладающем свойством высокого демпфирования и образующем вставку 6, что обеспечивает невозможность контактирования металлических частей державки 3 и полустаканов 4, 5. Поэтому происходит высокоэффективное демпфирование продольных и поперечных вибраций и ударных нагрузок, возникающих в процессе резания, и повышается надежность устойчивого протекания этого процесса как в токарных, так и строгальных технологических операциях.
Оригинальностью предложенного демпфирующего резца является то, что стакан изготовлен сборным из верхнего и нижнего сопрягаемых между собой полустаканов 4, 5, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки 3 с выборкой, в основаниях обоих полустаканов 4, 5 выполнено по одному, а в стенках по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами 7, выступающими в материал со свойством высокого демпфирования вставки 6 на величину t зазоров между концом державки 3 с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов 7 из резьбовых отверстий, что позволяет:
1. Повысить надежность устойчивого процесса резания за счет возможности контроля равномерного распределения материала вставки и отсутствия полостей в ней, при заполнении вставкой зазоров между концом державки с выборкой и стаканом, так как стакан изготовлен сборным из верхнего и нижнего полустаканов. Это исключает вероятность контактирования металлических частей державки и полустаканов.
2. Снизить трудоемкость монтажа резца, выдерживанием одинаковых зазоров по основанию и стенкам собранного стакана и концом державки с выборкой, установочно-регулировочными винтами, размещенными в сквозных резьбовых отверстиях по основаниям и стенкам полустаканов.
Это приводит к техническому результату по повышению надежности устойчивого процесса резания и снижению трудоемкости монтажа резца.
| название | год | авторы | номер документа |
|---|---|---|---|
| Демпфирующий резец | 2018 |
|
RU2686500C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2015 |
|
RU2596546C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2013 |
|
RU2535196C2 |
| Демпфирующий резец с варьируемой жесткостью | 2019 |
|
RU2696115C1 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С ВАРЬИРУЕМОЙ ЖЕСТКОСТЬЮ | 2019 |
|
RU2702527C1 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2012 |
|
RU2511193C9 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2010 |
|
RU2457078C2 |
| УНИВЕРСАЛЬНЫЙ ДЕМПФИРУЮЩИЙ РЕЗЕЦ С УПРАВЛЯЕМОЙ ЖЕСТКОСТЬЮ | 2015 |
|
RU2621939C2 |
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ С РЕГУЛИРУЕМОЙ ЖЕСТКОСТЬЮ | 2011 |
|
RU2479385C1 |
Резец содержит режущую пластину с узлом ее крепления в державке, имеющей выборку, и вставку из материала, обладающего свойством высокого демпфирования, выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом. Стакан изготовлен сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой. Достигается повышение надежности процесса резания. 3 ил.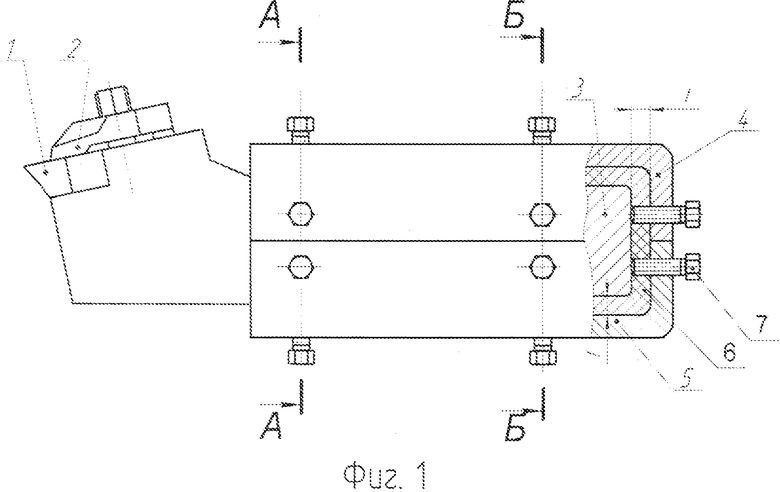
Демпфирующий резец, содержащий режущую пластину с узлом ее крепления в державке, имеющей выборку и вставку из материала, обладающего свойством высокого демпфирования, причем выборка выполнена равномерно по периметру конца державки на длине от ее торца до выступающей части с режущей пластиной, конец державки с выборкой размещен в выполненном в виде прямоугольного параллелепипеда металлическом стакане с одинаковыми зазорами по его основанию и стенкам, при этом зазоры заполнены материалом упомянутой вставки, а державка установлена без возможности контактирования с упомянутым стаканом, отличающийся тем, что стакан выполнен сборным из верхнего и нижнего сопрягаемых между собой полустаканов, симметричных относительно горизонтальной плоскости, проходящей через продольную ось конца державки с выборкой, в основаниях обоих полустаканов выполнено по одному, а в стенках - по два сквозных резьбовых отверстия с размещенными в них установочно-регулировочными винтами, выступающими в упомянутую вставку на величину зазоров между концом державки с выборкой и собранным стаканом, с возможностью освобождения установочно-регулировочных винтов из резьбовых отверстий.
| ДЕМПФИРУЮЩИЙ РЕЗЕЦ | 2011 |
|
RU2457077C1 |
| Борштанга для обработки глубоких отверстий | 1974 |
|
SU536890A1 |
| Устройство для крепления резца | 1975 |
|
SU625844A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

