Предлагаемое изобретение относится к устройству герметичного перекрытия, предназначенному для обеспечения временного перекрытия скважины, в частности нефтедобывающей скважины или трубопровода. Предлагаемый уплотнительный элемент является одной из частей гидравлического надувного пакера модульной конструкции.
Надувные пакера применяются в нефтяной промышленности для уплотнения кольцевого пространства и разобщения двух зон ствола скважины при проведении ремонтно-изоляционных работ, кислотной обработки пластов и других технологических операций, осуществляемых в условиях высокого перепада давления.
Характерной особенностью надувных пакеров является то, что для прижатия уплотнительного элемента к обсадной колонне или горизонтальному стволу используется давление жидкости, подаваемой во внутреннюю полость пакера, под воздействием внутреннего давления надувная часть пакера расширяется.
В патенте RU 2441973 (опубл. 10.02.2012, Бюл. № 4) описаны усовершенствованные надувные пакеры. Пластина для использования в надувном пакере содержит корпусной элемент, имеющий длину, ширину и толщину и содержащий, по меньшей мере, одну канавку, выполненную в нем, и, по меньшей мере, один выступ, проходящий от него, приспособленные для взаимодействия с корпусными элементами смежных пластин надувного пакера, и множество усиливающих элементов, расположенных в корпусном элементе и сформированных в плетеной структуре или витой структуре, при этом надувной пакер содержит эластичный баллон и множество пластин, расположенных вдоль эластичного баллона и имеющих усиливающие пластину элементы, по меньшей мере, частично открытые для облегчения закрепления надувного пакера относительно окружающей стенки ствола скважины.
Известно устройство герметичного перекрытия, используемое для закупорки скважины или трубопровода (патент на изобретение RU 2389864, опубл.: 20.05.2010, Бюл. № 14), которое содержит расширяющийся элемент и концевые органы. Расширяющийся орган выполнен многослойным, содержащий по меньшей мере одну кольцевую и волокнистую конструкцию повышенной плотности, образованную множеством тонких и длинных волокон с высокой механической прочностью диаметром от 5 мкм до 100 мкм. Волокна связывают между собой концевые органы и наматываются спиральным образом. Угол намотки волокон по отношению к продольной оси симметрии от 45° до 60° на концевых участках и от 15° до 30° в центральной части этой муфты.
В патенте RU 2355937 (опубл.: 20.05.2009, Бюл. № 14) раскрыта неразъемная концевая арматура рукава высокого давления, которая содержит резиноармированный рукав с удаленными наружным и внутренним слоями на конце, ниппель с наружными кольцевыми выступами, выполненными в зоне силовой заделки каркаса рукава. Первый со стороны узла соединения наружный кольцевой выступ выполнен с усеченной вершиной, а муфта - с внутренними кольцевыми выступами, разной высоты с образованием при обжатии зоны силовой заделки каркаса рукава. Имеются зоны герметизации и зоны пониженного сжатия рукава. Кроме того, усеченная часть вершины первого со стороны узла соединения наружного кольцевого выступа ниппеля выполнена конусной, а снаружи на муфте выполнена треугольная кольцевая проточка, совпадающая в одной плоскости в зоне силовой заделки каркаса рукава с внутренним кольцевым выступом муфты, который до обжатия находится к более высокому первому от узла соединения наружному кольцевому выступу ниппеля ближе, чем ко второму наружному кольцевому выступу ниппеля, на величину удлинения муфты при ее обжатии.
Известен способ сборки неразъемного соединения рукавов высокого давления (патент на изобретение RU 2153124, опубликовано: 20.07.2000 Бюл. № 20), включающий надевание на свободный конец рукава обжимной муфты до упора в реборду, направленную внутрь и выполненную с одной стороны муфты, введение в отверстие рукава со стороны муфты ниппеля с замковой и герметизирующими канавками и установку рукава в обжимное устройство с последующим взаимным скреплением между собой рукава, муфты и ниппеля, при этом ниппель вставляют в отверстие рукава до упора его замковой канавки в реборду муфты, при этом муфта имеет переходную конусную наружную поверхность, расположенную от торца муфты со стороны реборды до ее цилиндрической поверхности, а на внутренней поверхности муфты имеется участок с кольцевыми ребрами, перед скреплением в отверстие ниппеля вставляют дорн до упора его буртом в торец ниппеля и обжимают муфту кулачками устройства в радиальном направлении последовательно, сначала цилиндрическую поверхность, доведя ее диаметр до наружного диаметра реборды, при этом кольцевые ребра прорезают наружный слой резины рукава и врезаются в силовую оплетку и деформируют ее, а частично деформируются сами, а затем обжимают реборду, вводя ее в замковую канавку, и деформируют ее там, образуя замок.
Недостатками вышеуказанных конструкций, а также большинства известных конструкций, имеющих уплотнение по наружной поверхности ниппеля, являются: потеря герметичности в результате старения материала рукава; и то, что муфта, имеющая диаметр заведомо больший диаметра рукава и уменьшающаяся путем обжатия до меньшего, за счет внутреннего высокого давления будет стремится возвращаться в исходное. Все это снижает надежность герметичного соединения в зонах концевой заделки рукавов, особенно при высоких давлениях в гидравлических системах.
Задачей, на решение которой направлено заявляемое изобретение, является предотвращение расширения корпуса муфты (конусной деформации) и разгерметизации соединения, заклинивания пакера при прохождении через скважину. С целью предотвращения указанных дефектов, приводящих к сползанию концевой арматуры и обеспечения герметичности соединения при работе уплотнительного элемента под воздействием внутреннего давления с сохранением исходных размеров концевой заделки после снятия внутреннего давления при приложении многократных нагрузок, муфта изготавливается из прочной качественной стали, которая подвергается последующей термической обработке путем закалки.
Данные задачи решаются за счет того, что уплотнительный элемент к гидравлическому надувному пакеру включает надувную часть, выполненную в форме полого цилиндра, с присоединительной металлической концевой арматурой, состоящей из ниппеля и муфты, муфта насажена снаружи, а ниппель устанавливается вовнутрь, надувная часть включает внутренний герметизирующий слой из маслоабразивостойкой резины, по меньшей мере, один парный силовой слой из взаимоперекрещивающихся навитых под углом 24-26 градусов к оси стальных латунированных пружинных проволок, при этом между слоями проволоки наложены промежуточные резиновые слои, на проволочные слои под углом 24-26 градусов наложен один парный слой из кордной капроновой ткани, на которую нанесен наружный защитный герметизирующий резиновый слой, при этом муфта выполнена из конструкционной легированной стали с последующей термической обработкой методом закалки, при этом на внутренней поверхности муфты и наружной поверхности ниппеля имеются кольцевые проточки и выступы, образующие при сборке соединение типа «шип-паз».
Задачи также решаются за счет разработки способа изготовления уплотнительного элемента к гидравлическому надувному пакеру, который включает сборку концевой арматуры на подготовленной заранее заготовке надувной части, а именно насаживание муфты на ниппель, между которыми располагается надувная часть, при этом перед насадкой муфты и ниппеля на один из концов надувной части устанавливается дорн, хвостовик которого через центральное отверстие ниппеля выводится наружу, а наконечник, имеющий наружный диаметр больше чем внутренний диаметр ниппеля, находится перед ниппелем, вытягивание дорна при помощи поступательных движений станка.
Применение термообработанных муфт в корне меняет принцип закрепления концевой арматуры на уплотнительном элементе. Защемление резинометаллического рукава между муфтой и ниппелем производится не обжимом муфты с уменьшением наружного диаметра до диаметра резинометаллического рукава, а за счет увеличения внутреннего диаметра ниппеля с помощью специальной оснастки, протаскиваемой через ниппель.
Техническим результатом, обеспечиваемым приведенной совокупностью признаков, является повышение надежности конструкции, приводящее к возможности многократного использования устройства (пакера) и восстановление исходных размеров после снятия внутреннего давления без остаточной деформации. Заявленные пакеры выдерживают перепад давлений 15-25 МПа.
Рассматриваемый уплотнительный элемент надувного пакера по сути является раздуваемым эластичным резинометаллическим рукавом по обоим концам которого имеется неразъемная присоединительная металлическая арматура. Надувной пакер, оснащенный таким уплотнительным элементом, работоспособен в условиях воздействия высоких перепадов давлений, больших механических нагрузок и в различных термических и коррозионных средах с созданием герметичного уплотнения при высоком контактном давлении на ствол скважины.
Резинометаллический рукав уплотнительного элемента состоит из внутреннего и наружного резиновых слоев с повышенной абразивостойкостью в купе со стойкостью к воздействию рабочих сред, силового каркаса и тканевых прокладок. Силовой каркас рукава содержит несколько парных навивочных взаимоперекрещивающихся слоев из стальной латунированной высокопрочной пружинной проволоки, между слоями проволоки накладываются промежуточные резиновые слои, при этом исключается возможность перетирания силовых элементов. Применение проволоки с латунированной поверхностью повышает монолитность стенки рукава вследствие улучшения соединения с резиновыми элементами конструкций. Навивочный силовой слой обладает достаточной гибкостью и деформационной способностью для необходимого уплотнения возможных неровностей при пакеровке необсаженных стволов скважин. Для предотвращения выдавливания резиновых слоев между прядями проволоки под воздействием внешнего и внутреннего давления, на навивочный проволочный каркас уплотнительного элемента наводится парный текстильный слой из промазанной резиновой смесью. Тканевые прокладки выполняют так же защитные функции при прохождении пакера через необсаженные стволы скважин, обеспечивая устойчивость и механическую прочность уплотнительного элемента к действию многократных деформаций изгиба.
Для обеспечения работоспособности уплотнительного элемента пакера с равномерным восприятием прилагаемых повторяющихся статических и динамических нагрузок при многократных деформациях с восстановлением исходных размеров после снятия внутреннего давления и сохранением изначальных адгезионных связей без межслойного расслоения, силовой навивочный проволочный и тканевые слои резинометаллического рукава накладываются под одним углом к продольной оси. Монолитность конструкции достигается за счет применения на различных стадиях технологического процесса в определенной последовательности материалов, поверхность которых вступает в межмолекулярное взаимодействие при последующей вулканизации.
При расширении уплотнительного элемента под воздействием внутреннего давления концевая арматура также подвергается растягивающим нагрузкам, что может привести к деформации корпуса муфты и разгерметизации соединения, заклиниванию пакера при прохождении через скважину. С целью предотвращения указанных дефектов, приводящих к сползанию концевой арматуры и обеспечения герметичности соединения при работе уплотнительного элемента под воздействием внутреннего давления с сохранением исходных размеров концевой заделки после снятия внутреннего давления при приложении многократных нагрузок, муфта изготавливается из прочной качественной стали, которая подвергается последующей термической обработке путем закалки.
Применение термообработанных муфт в корне меняет принцип закрепления концевой арматуры на уплотнительном элементе. Защемление резинометаллического рукава между муфтой и ниппелем производится не обжимом муфты с уменьшением наружного диаметра до диаметра резинометаллического рукава, а за счет увеличения внутреннего диаметра ниппеля с помощью специальной оснастки, протаскиваемой через ниппель. Данный метод армирования позволяет достичь минимального перепада диаметров по наружной и внутренней поверхности уплотнительного элемента по месту соединения концевой арматуры и резинометаллического рукава, при этом увеличивается проходное сечение уплотнительного элемента и увеличивает обтекаемость по наружной поверхности при прохождении пакера по необсаженной скважине
Сущность изобретения поясняется чертежами, на которых изображено:
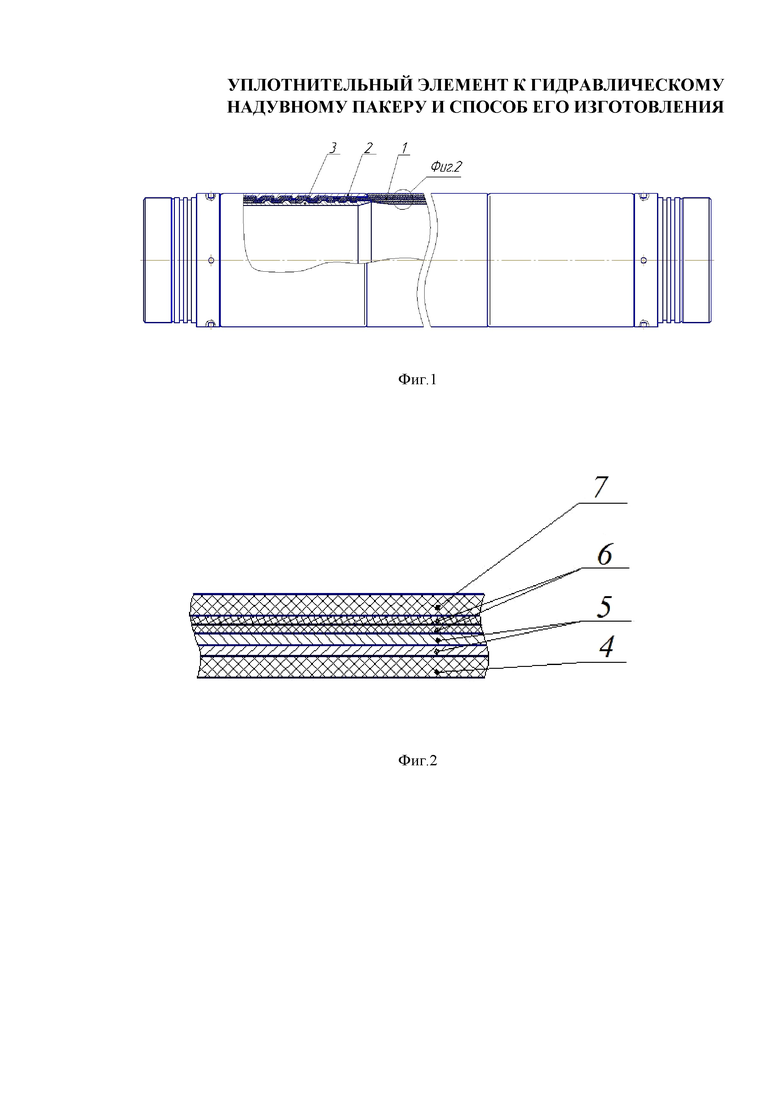
на фиг.1 – уплотнительный элемент к гидравлическому надувному пакеру;
на фиг.2 – конструкция слоистого материала надувной части,
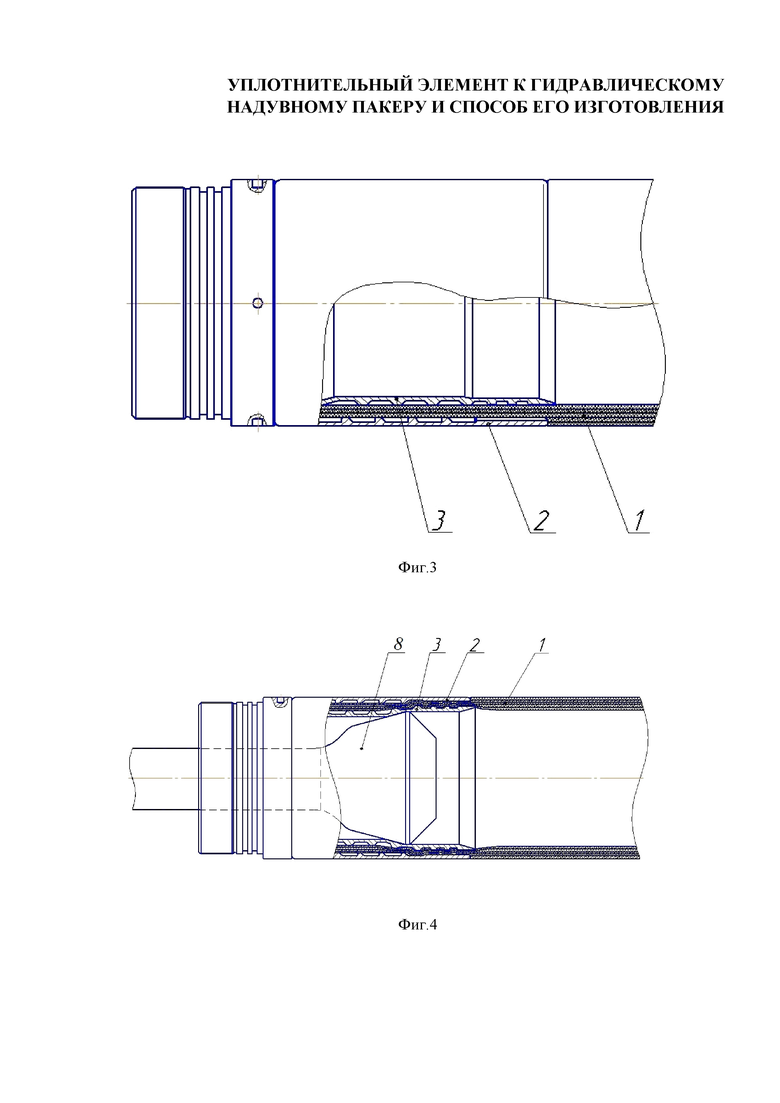
на фиг.3 – – изображена концевая арматура (муфта, ниппель) в сборе с надувной частью до закрепления;
на фиг.4 – изображен процесс закрепления концевой арматуры,
где
1 – надувная часть
2 – муфта
3 – ниппель
4 – слой из маслоабразивостойкой резины
5 – слой из проволок
6 – слой из кордной капроновой ткани
7 – резиновый слой
8 – дорн.
Надувной пакер представляет собой полый резинометаллический цилиндр (надувная часть) 1 с присоединительной металлической концевой арматурой, состоящей из ниппеля 3 и муфты 2 (фиг.1).
Надувная часть 1 пакера представляет собой многослойный материал (фиг.2), включающий слои: внутренний герметизирующий слой из маслоабразивостойкой резины 4, по меньшей мере, один парный силовой слой 5 из взаимоперекрещивающихся навитых под углом 24-26° к оси стальных латунированных пружинных проволок, между слоями проволоки наложены промежуточные резиновые слои, на проволочные слои под углом 24-26° наложен один парный слой из кордной капроновой ткани 6, на ткань нанесен наружный защитный герметизирующий резиновый слой 7.
Применяемые при изготовлении резины обеспечивают монолитность конструкции надувной части 1, навивка силовых слоев и наложение ткани под углом 24-26° гарантируют восстановление исходных размеров пакера после снятия внутреннего давления.
По обоим концам надувной части 1 закрепляется металлическая концевая арматура, состоящая из ниппеля 3 и муфты 2. Для достижения поставленной цели в заявленном изобретении муфта 2 выполнена из конструкционной легированной стали с последующей термической обработкой методом закалки. При этом муфта насажена снаружи, ниппель устанавливается вовнутрь. На внутренней поверхности муфты и наружной поверхности ниппеля имеются кольцевые проточки и выступы, образующие при сборке соединение типа «шип-паз», что обеспечивает надежное защемление концов надувной части между составными частями концевой арматуры за счет увеличения проходного сечения при протаскивании через ниппель дорна 8 с наружным диаметром большим чем внутренний диаметр ниппеля.
Устройство изготавливается (собирается) следующим образом. После изготовления материала для надувной части, заготовки нарезаются необходимой длины. Далее производится сборка концевой арматуры на надувной части 1. Предварительно внутрь на один из концов надувной части 1 устанавливается дорн 8, насаживается муфта 2, ниппель 3, при этом хвостовик дорна 8 через центральное отверстие ниппеля 3 выводится наружу (фиг.4), а наконечник дорна 8, имеющий наружный диаметр больше чем внутренний диаметр ниппеля 3 остается перед ниппелем внутри надувной части 1. При помощи станка с гидроприводом поступательного движения дорн 8 вытягивается, в результате ниппель 3 разжимается и прочно прижимает надувную часть к муфте 2. При данной конструкции при рабочем давлении пакера (раздутии эластичной вставки) в открытом стволе скважины корпус муфты не деформируется, нет деформации в виде конуса, т.е. не образуется юбка, что затрудняет подъем или спуск пакера в скважину, а также возможно ее разрушение при зацеплении о разрушившиеся острые кромки породы.
Заявляемая конструкция пакеров обеспечивает многократное использование, восстановление исходных размеров после снятия внутреннего давления без остаточной деформации, выдерживает перепад давлений 15-25 МПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пакер оболочковый (варианты) | 2020 |
|
RU2742923C1 |
| Пакер гидронадувной | 2020 |
|
RU2739813C1 |
| РУКАВ УПЛОТНИТЕЛЬНЫЙ | 2012 |
|
RU2522367C2 |
| НАДУВНОЙ ГИДРАВЛИЧЕСКИЙ ПАКЕР | 1997 |
|
RU2128279C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1992 |
|
RU2116551C1 |
| Устройство для сборки рукавов высокого давления | 1989 |
|
SU1688003A1 |
| Неразъёмное соединение рукава высокого давления | 2020 |
|
RU2750744C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| НЕРАЗЪЁМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2552015C1 |
Группа изобретений относится к уплотнительному элементу к гидравлическому надувному пакеру и способу его изготовления. Техническим результатом является повышение надежности конструкции. Уплотнительный элемент к гидравлическому надувному пакеру включает надувную часть, выполненную в форме полого цилиндра, с присоединительной металлической концевой арматурой, состоящей из ниппеля и муфты, муфта насажена снаружи, а ниппель устанавливается вовнутрь. Надувная часть включает внутренний герметизирующий слой из маслоабразивостойкой резины, по меньшей мере, один парный силовой слой из взаимоперекрещивающихся навитых под углом 24-26 градусов к оси стальных латунированных пружинных проволок. Между слоями проволоки наложены промежуточные резиновые слои. На проволочные слои под углом 24-26 градусов наложен один парный слой из кордной капроновой ткани, на которую нанесен наружный защитный герметизирующий резиновый слой. Муфта выполнена из конструкционной легированной стали с последующей термической обработкой методом закалки. На внутренней поверхности муфты и наружной поверхности ниппеля имеются кольцевые проточки и выступы, образующие при сборке соединение типа «шип-паз». Способ изготовления уплотнительного элемента включает сборку концевой арматуры на подготовленной заранее заготовке надувной части, а именно насаживание муфты на ниппель, между которыми располагается надувная часть. Перед насадкой муфты и ниппеля на один из концов надувной части устанавливается дорн, хвостовик которого через центральное отверстие ниппеля выводится наружу, а наконечник, имеющий наружный диаметр больше чем внутренний диаметр ниппеля, находится перед ниппелем. Вытягивание дорна осуществляется при помощи поступательных движений станка. 2 н.п. ф-лы, 4 ил.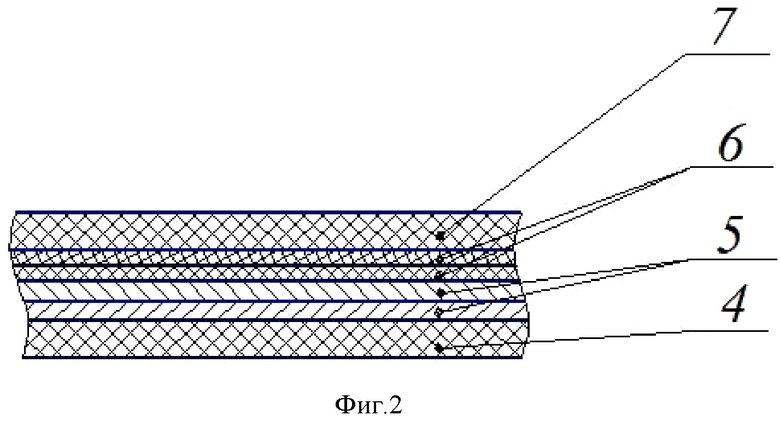
1. Уплотнительный элемент к гидравлическому надувному пакеру, включающий надувную часть, выполненную в форме полого цилиндра, с присоединительной металлической концевой арматурой, состоящей из ниппеля и муфты, муфта насажена снаружи, а ниппель устанавливается вовнутрь, отличающийся тем, что надувная часть включает внутренний герметизирующий слой из маслоабразивостойкой резины, по меньшей мере, один парный силовой слой из взаимоперекрещивающихся навитых под углом 24-26 градусов к оси стальных латунированных пружинных проволок, при этом между слоями проволоки наложены промежуточные резиновые слои, на проволочные слои под углом 24-26 градусов наложен один парный слой из кордной капроновой ткани, на которую нанесен наружный защитный герметизирующий резиновый слой, при этом муфта выполнена из конструкционной легированной стали с последующей термической обработкой методом закалки, при этом на внутренней поверхности муфты и наружной поверхности ниппеля имеются кольцевые проточки и выступы, образующие при сборке соединение типа «шип-паз».
2. Способ изготовления уплотнительного элемента по п.1 к гидравлическому надувному пакеру, включающий сборку концевой арматуры на подготовленной заранее заготовке надувной части, а именно насаживание муфты на ниппель, между которыми располагается надувная часть, при этом перед насадкой муфты и ниппеля на один из концов надувной части устанавливается дорн, хвостовик которого через центральное отверстие ниппеля выводится наружу, а наконечник, имеющий наружный диаметр больше, чем внутренний диаметр ниппеля, находится перед ниппелем, вытягивают дорн при помощи поступательных движений станка.
| УСОВЕРШЕНСТВОВАННЫЕ НАДУВНЫЕ ПАКЕРЫ | 2007 |
|
RU2441973C2 |
| НАДУВНОЙ ГИДРАВЛИЧЕСКИЙ ПАКЕР | 1997 |
|
RU2128279C1 |
| Экран для дневной проекции | 1947 |
|
SU75423A1 |
| Уплотнительный элемент пакера | 1981 |
|
SU981580A1 |
| САМОУСТАНАВЛИВАЮЩЕЕСЯ КОПИРУЮЩЕЕ УСТРОЙСТВО | 0 |
|
SU167386A1 |
| US 7347274 B2, 25.03.2008. | |||

