1
(21)4712503/29
(22)29.06.89
(46) 30.10,91,, Бюл„ f 40
(71)Кузбасский политехнический институт
(72)А.И. Коршунов, Б.А„ Александров, Ю.А. Антонов, Ю.М„ Леконцев, Г.Д. Буя- лич, Л. АО Галкин и А„С, Фролов
(53)621.643()
(56)Патент США Р 2146756, кл. 285-258, 1938.
(54)УСТРОЙСТВО ДЛЯ СБОРКИ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ
(57)Изобретение м,б. использовано в гидросистемах механизированных крепей. Цель изобретения - повышение надежности и эффективности устр-ва за счет снижения энергозатрат при сборке и увеличения степени обжатия рукава. Проволочная спираль 5 размещена во впадине 3 патрубка 2. Нажимной орган выполнен в виде внутреннего дорна, установленного с возможностью деформирования патрубка 2, выполненного равностенным Длина проволоки спирали 5 превышает длину окружности впадины 3, Глубина впадины в исходном положении равна диаметру проволоки спирали 5. Сужение 4 и впадина 3 выполнены в полости, расположенной наклонно к продольной оси патрубка 2. 1 з.п. ф-лы, 4 ил о
о Ф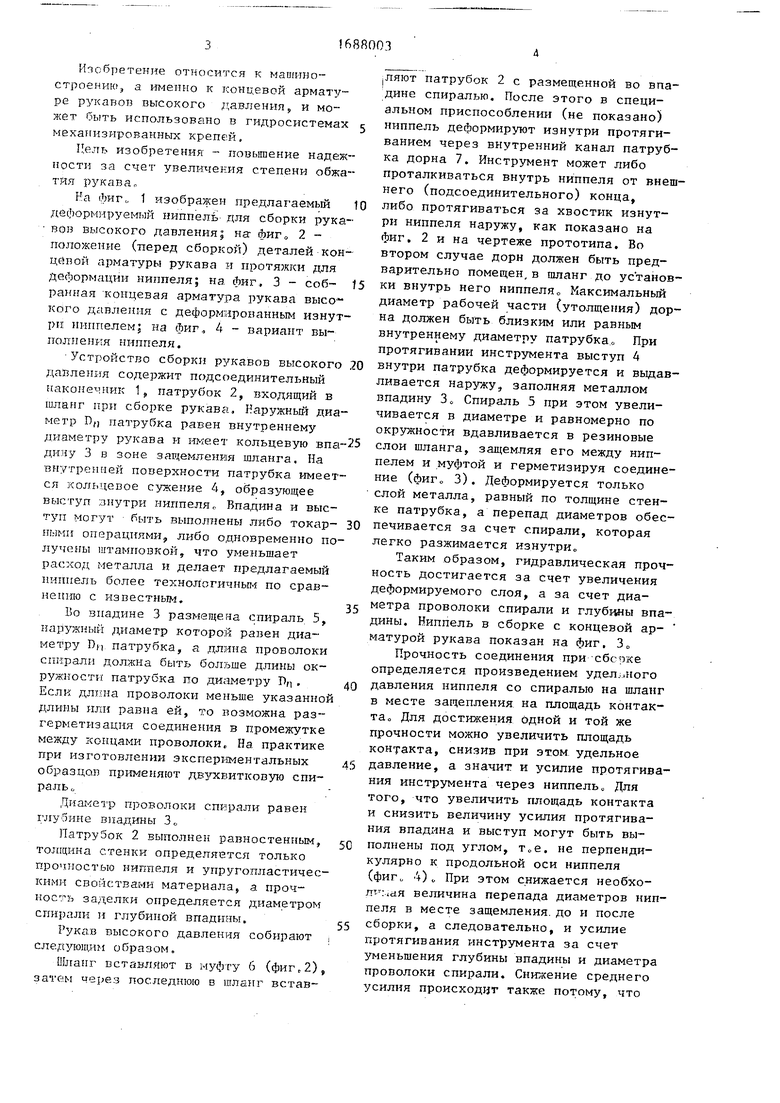
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ, ВНУТРЕННЯЯ ИЗ КОТОРЫХ СНАБЖЕНА РАДИАЛЬНЫМ ВЫСТУПОМ | 2002 |
|
RU2242666C2 |
| Пожарный рукав | 1982 |
|
SU1021860A1 |
| СПОСОБ СБОРКИ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153124C2 |
| Способ монтажа трубопровода из полимерного материала с металлическим каркасом и устройство для его осуществления | 1987 |
|
SU1483158A1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| Способ сборки узла заделки конца рукава | 1990 |
|
SU1702058A1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ НА КОНЦАХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2397398C1 |

2 Ь 5 з
лAvL feЈSS
Фм.
Ичсбретенне относится к машиностроению, а именно к концевой арматуре рукавов высокого давления, и может быть использовано в гидросистемах механизированных крепей.
Цель изобретения - повышение надежности за счет увеличения степени обжатия рукава„
Ра (ЬиГо 1 изображен предлагаемый деформируемый ниппель для сборки рука- лов высокого давления; на- фиг„ 2 - положение (перед сборкой) деталей кон- цовой арматуры рукава ч протяжки для деформации ниппеля; на фиг, 3 - соб- ранная концевая арматура рукава высо- кого давления с деформированным изнутри ниппелем, на фиг, 4 - вариант выполнения ниппеля.
Устройство сборки рукавов высокого давления содержит подсоединительный наконе ник 1, патрубок 2, входящий в шланг при сборке рукавй, Наружный диаметр D,j патрубка равен внутреннему диаметру рукава н имеет кольцевую впадину 3 в зоне защемления шланга. На внутренней поверхности патрубка имеется кольцевое сужение 4, образующее выступ лнутри ниппеля„ Впадина и выступ могут быть выполнены либо токар- нмми операциями, либо одновременно получены штамповкой, что уменьшает расход металла и делает предлагаемый ниппель более технологичным по сравнению с известным.
Во впадине 3 размещена спираль 5, наружный диаметр которой равен диаметру 1)ц патрубка, а дллна проволоки спирали должна быть больше длины окружности патрубка го диаметру . Если длу на проволоки меньше указанной длины или равна ей, о возможна разгерметизация соединения в промежутке между концами проволоки, На практике при изготовлении экспериментальных образцов применяют двухнитковую спираль,,
Диакеир проволоки спирали равен глубине впадины 3„
Патрубок 2 выполнен равностенным, толщина стенки определяется только прочностью ниппеля и упругоаластичес- кими свойствами материала, а проч- заделки определяется диаметром спирали и глубиной впадины.
Рукав высокого давления собирают , следующим образом.
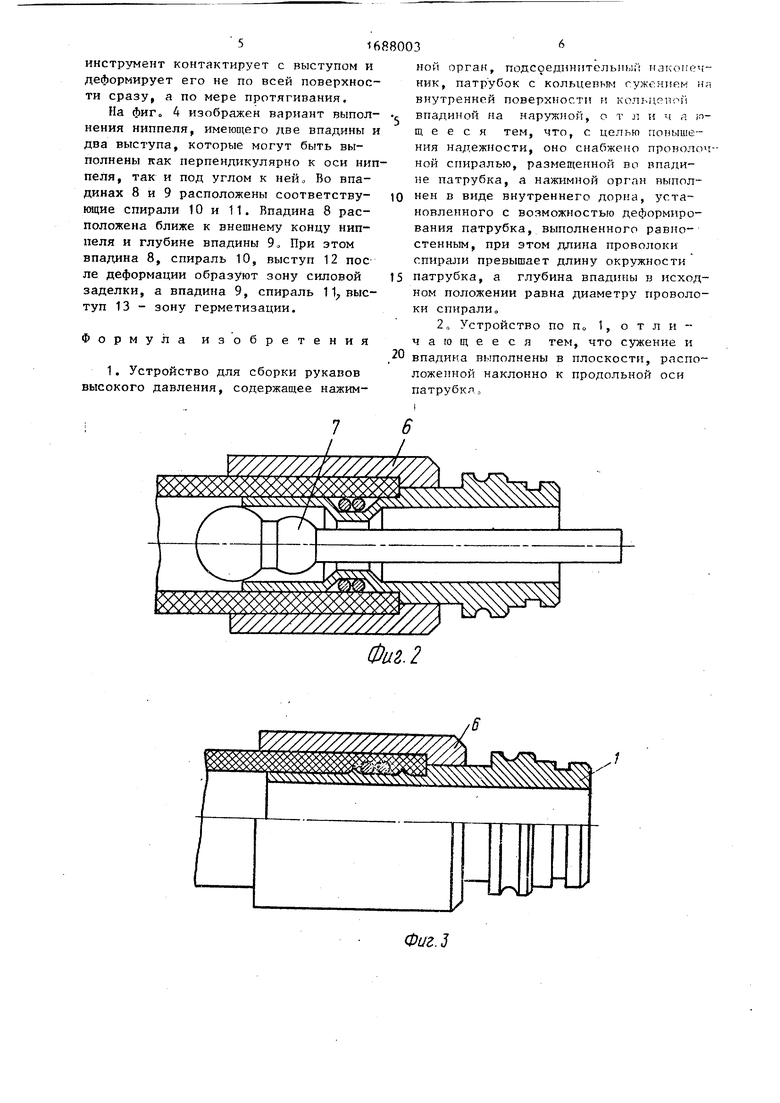
Шланг вставляют в муфгу 6 (фиг,2}9 затем через последнюю в шланг встав,ляют патрубок 2 с размещенной во впадине спиралью. После этого в специальном приспособлении (не показано) ниппель деформируют изнутри протягиванием через внутренний канал патрубка дорна 7. Инструмент может либо проталкиваться внутрь ниппеля от внешнего (подсоедиНительного) конца, либо протягиваться за хвостик изнутри ниппеля наружу, как показано на фиг. 2 и на чертеже прототипа. Во втором случае дорн должен быть предварительно помещен, в шланг до установки внутрь него ниппеляо Максимальный диаметр рабочей части (утолщения) дорна должен быть близким или равным внутреннему диаметру патрубка„ При протягивании инструмента выступ 4 внутри патрубка деформируется и выдавливается наружу, заполняя металлом впадину 30 Спираль 5 при этом увеличивается в диаметре и равномерно по окружности вдавливается в резиновые слои шланга, защемляя его между ниппелем и муфтой и герметизируя соединение (фиг„ 3). Деформируется только слой металла, равный по толщине стенке патрубка, а перепад диаметров обеспечивается за счет спирали, которая легко разжимается изнутри,,
Таким образом, гидравлическая прочность достигается за счет увеличения деформируемого слоя, а за счет диаметра проволоки спирали и глубины впадины. Ниппель в сборке с концевой арматурой рукава показан на фиг. 30
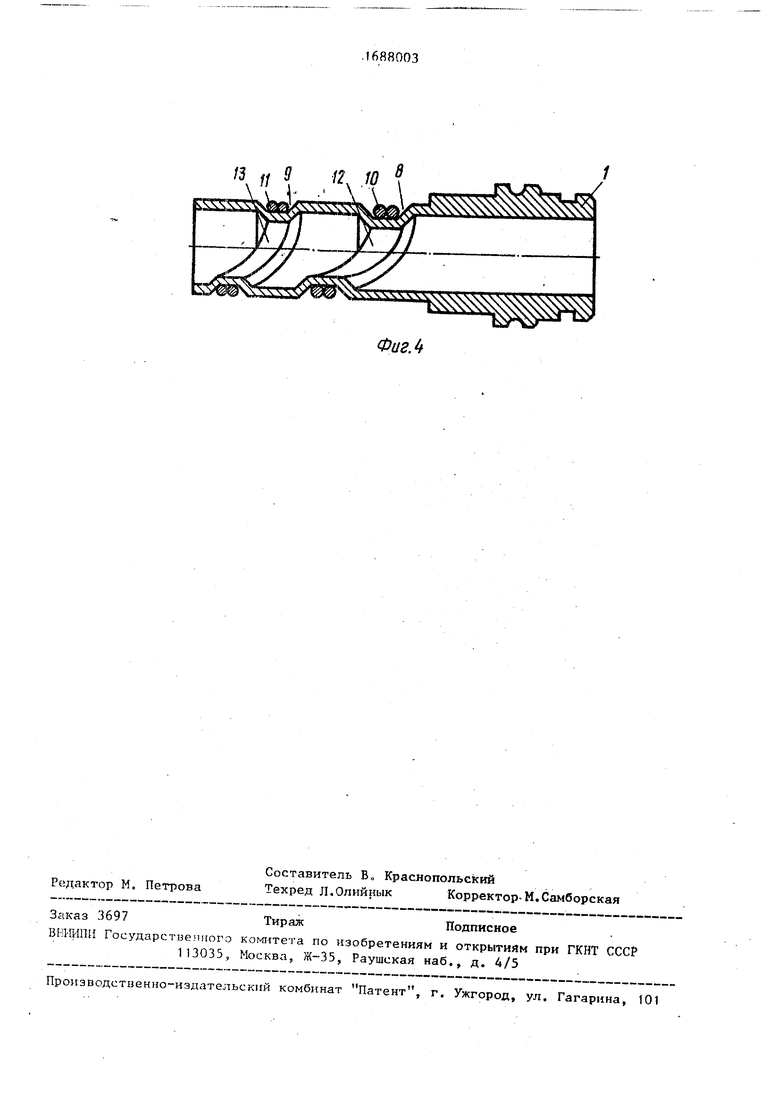
Прочность соединения при сбспке определяется произведением удел .ного давления ниппеля со спиралью на шланг в месте защепления на площадь контакта Для достижения одной и той же прочности можно увеличить площадь контакта, снизив при этом удельное давление, а значит и усилие протягивания инструмента через ниппель,, Для того, что увеличить площадь контакта и снизить величину усилия протягивания впадина и выступ могут быть выполнены под углом, т,,е. не перпендикулярно к продольной оси ниппеля (фиг„ 4)„ При этом снижается необходимая величина перепада диаметров ниппеля в месте защемления до и после сборки, а следовательно, и усилие протягивания инструмента за счет уменьшения глубины впадины и диаметра проволоки спирали. Снижение среднего усилия происходит также потому, что
инструмент контактирует с выступом и деформирует его не по всей поверхности сразу, а по мере протягивания.
На фиг. 4 изображен вариант выполнения ниппеля, имеющего две впадины и два выступа, которые могут быть выполнены как перпендикулярно к оси ниппеля, так и под углом к ней Во впадинах 8 и 9 расположены соответствующие спирали 10 и 11. Впадина 8 расположена ближе к внешнему концу ниппеля и глубине впадины 9, При этом впадина 8, спираль 10, выступ 12 пос ле деформации образуют зону силовой заделки, а впадина 9, спираль 117 выступ 13 - зону герметизации.
Формула изобретения
ной орган, подсоединителыш; : тикок ч- ник, патрубок с кольцевым сужением яя внутренней поверхности и кольцсм й впадиной на наружной, о т л и ч л надежности, оно снабжено проволочной спиралью, размещенной во впадине патрубка, а нажимной орган выполнен в виде внутреннего дорна, установленного с возможностью деформирования патрубка, выполненного равно- стенным, при этом длина проволоки спирали превышает длину окружности
патрубка, а глубина впадины в исходном положении равна диаметру проволоки спиралио
2 о Устройство по л отличающееся тем, что сужение и
впадина выполнены в плоскости, расположенной наклонно к продольной оси патрубкя 0
Фиг. 2
Фиг.З
/3 0 9 12 10
Фиг Л
