Изобретение относится к области машиностроения и может быть использовано при изготовлении элементов гидроаппаратуры, а более конкретно при производстве рукавов высокого давления.
Известен способ концевой заделки рукава высокого давления, заключающийся в том, что на наружной поверхности ниппеля выполняют проточку для фиксации муфты и кольцевой бурт для фиксации рукава, с конца рукава удаляют наружный слой резины, надевают на рукав муфту с загнутым внутрь концом, а затем надевают рукав с муфтой на ниппель до упора загнутого внутрь конца муфты в торец проточки и торца рукава в кольцевой бурт, а затем обжимают муфту в радиальном направлении в зонах силовой заделки и герметизации до образования на наружной поверхности муфты кольцевых углублений. Авторское свидетельство СССР 1472162, М.кл. F 16 L 5/22, 1989.
Недостатками данного способа являются его сложность, заключающаяся в необходимости выполнения специальной проточки на ниппеле, а также трудоемкого и экологически грязного процесса снятия наружного слоя резины, что в свою очередь приводит к снижению прочности соединения и как следствие герметичности, что является очень важным критерием для рукавов высокого давления.
Известно устройство для сборки неразъемного соединения рукавов высокого давления, содержащее станину, на которой смонтированы механизм зажима рукавов высокого давления, механизм напрессовки муфты с вращательно-поступательным сборочным движением и привод поступательного перемещения. Авторское свидетельство СССР 1668807, M.кл. F 16 L 33/20, 07.08.91.
Данное устройство имеет сложную конструкцию и не обеспечивает надежности соединения.
Наиболее близким к изобретению по совокупности существенных признаков является способ сборки концевой арматуры со шлангом, заключающийся в монтаже на шланге муфты и ниппеля с совмещением края внутрь направленной реборды муфты с канавкой на ниппеле и последующим введением реборды в канавку, установке смонтированных на шланге муфты и ниппеля в обжимную фильеру с упором торца муфты в формирующий конус фильеры, обжатии задней и средней частей муфты в зоне ее силовой заделки осевым проталкиванием сквозь формирующий конус фильеры, при этом к реборде прилагают осевое усилие по направлению к фильере, которым изгибают реборду, и располагают ее край внутри канавки ниппеля, а также одновременно этим же осевым усилием производят обжатие задней и средней части муфты проталкиванием сквозь формирующий конус фильеры.
Авторское свидетельство СССР 1835023, М.кл. F 16 L 33/22, 15.08.93.
В данном способе отсутствует операция по зачистке наружного слоя резины, однако при радиальном обжатии муфты с осевым проталкиванием сквозь формирующий конус фильеры происходит выпучивание передней стенки обжимной муфты и не образуется замок между ниппелем и обжимной муфтой, что недопустимо. Кроме того, недостатком данного способа является сложный и трудоемкий процесс предварительной сборки, который снижает производительность сборки в целом и усложняет производство.
Наиболее близким к изобретению по совокупности существенных признаков является устройство для сборки неразъемного соединения рукавов высокого давления, содержащее обжимную обойму, имеющую внутреннюю коническую поверхность, кулачки, установленные в ней и контактирующие своей конической поверхностью с конической поверхностью обоймы, дорн, механизм перемещения и возврата. Авторское свидетельство СССР 1492161, М. кл. F 16 L 33/22, 07.07.89.
Недостатком данного устройства является необходимость создания больших усилий для перемещения обжимной обоймы и, следовательно, невозможность получения достаточных усилий для обжима муфты неразъемного соединения и как следствие надежного соединения рукава с муфтой и ниппелем.
Задачей настоящего изобретения является получение технического результата, выражающегося в упрощении конструкции и повышении надежности обжатия рукава высокого давления, исключении брака при его сборке, уменьшении трудоемкости, усилия обжатия и, как следствие, повышении производительности сборки.
Поставленная задача решается тем, что в способе сборки неразъемного соединения рукавов высокого давления, включающем надевание на свободный конец рукава обжимной муфты до упора в реборду, направленную внутрь и выполненную с одной стороны муфты, введение в отверстие рукава со стороны муфты ниппеля с замковой и герметизирующими канавками и установку рукава в обжимное устройство с последующим взаимным скреплением между собой рукава, муфты и ниппеля, ниппель вставляют в отверстие рукава до упора его замковой канавки в реборду муфты, при этом муфта имеет переходную конусную наружную поверхность, расположенную от торца муфты со стороны реборды до ее цилиндрической поверхности, а на внутренней поверхности муфты имеется участок с кольцевыми ребрами, перед скреплением в отверстие ниппеля вставляют дорн до упора его буртом в торец ниппеля и обжимают муфту кулачками устройства в радиальном направлении последовательно, сначала цилиндрическую поверхность, доведя ее диаметр до наружного диаметра реборды, при этом кольцевые ребра прорезают наружный слой резины рукава и врезаются в силовую оплетку и деформируют ее, а частично деформируются сами, а затем обжимают реборду, вводя ее в замковую канавку, и деформируют ее там, образуя замок.
Поставленная задача решается также и тем, что устройство для сборки неразъемного соединения рукавов высокого давления, содержащее обжимную обойму, имеющую внутреннюю коническую поверхность, кулачки, установленные в ней и контактирующие своей конической поверхностью с конической поверхностью обоймы, дорн, механизм перемещения и возврата, снабжают пуансоном, выполненным в форме стакана, дорн закрепляют внутри него, а механизм перемещения выполняют в виде гидроцилиндра, шток которого соединен с пуансоном, при этом пуансон установлен с возможностью взаимодействия с кулачками, а обжимная обойма выполнена неподвижной, причем механизм возврата выполняют в виде пружин и устанавливают между кулачками и обжимной обоймой.
На фиг. 1 - показана предварительная сборка неразъемного соединения рукавов высокого давления.
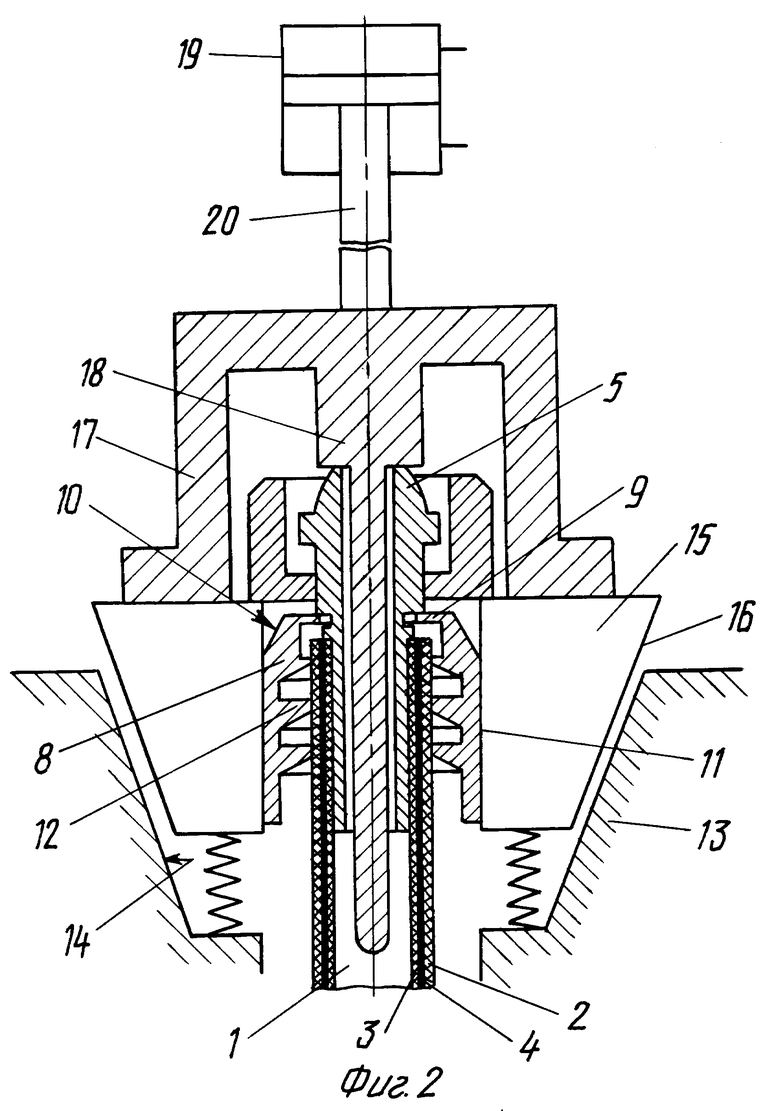
На фиг. 2 - устройство для сборки неразъемного соединения рукавов высокого давления.
Элементами сборки являются рукав 1 высокого давления с наружным 2 и внутренним 3 резиновым слоем и силовой оплеткой 4, металлической или из кевлара. Трубчатый ниппель 5 с замковой 6 и герметизирующими 7 канавками, накидной гайкой либо без нее. Обжимная муфта 8 с ребордой 9, направленной внутрь и выполненной с одной стороны муфты 8. При этом муфта 8 имеет переходную конусную наружную поверхность 10, расположенную от торца муфты 8 со стороны реборды 9 до ее цилиндрической поверхности 11, а на внутренней поверхности муфты 8 имеется участок с кольцевыми ребрами 12.
Устройство для сборки неразъемного соединения рукавов 1 высокого давления содержит обжимную обойму 13, имеющую внутреннюю коническую поверхность 14, кулачки 15, установленные в ней и контактирующие своей конической поверхностью 16 с конической поверхностью 14 обоймы 13. Пуансон 17, выполненный в форме стакана, дорн 18, закрепленный внутри него. Механизм перемещения, выполненный в виде гидроцилиндра 19, шток 20 которого соединен с пуансоном 17, при этом пуансон 17 установлен с возможностью взаимодействия с торцевой поверхностью кулачков 15, а обжимная обойма 15 выполнена неподвижной, причем механизм возврата выполнен в виде пружин 21, установленных между кулачками 15 и обжимной обоймой 13 со стороны, противоположной пуансону 17.
Способ сборки неразъемного соединения рукавов высокого давления осуществляют следующим образом.
На свободный конец рукава 1 надевают обжимную муфту 8 до упора в реборду 9. Вводят в отверстие рукава 1 со стороны муфты 8 ниппель 5 до упора его замковой канавки 6 в реборду 9 муфты 8. Собранные на рукаве 1 муфта 8 и ниппель 5 устанавливают в обжимное устройство таким образом, что в отверстие ниппеля 5 вставляют дорн 18 до упора его бурта в торец ниппеля 5. Далее, шток 20 гидроцилиндра 19, воздействуя на пуансон 17, перемещает его вниз. Опускаясь, он давит на кулачки 15, коническая поверхность 16 которых скользит по конической поверхности 14 обжимной обоймы 13, вызывая радиальное перемещение кулачков 15. Кулачки 15 обжимают муфту 8 в радиальном направлении последовательно: сначала цилиндрическую поверхность 11, доведя ее диаметр до наружного диаметра реборды 9, при этом коническая поверхность 10 муфты 8 изгибается, а кольцевые ребра 12 прорезают наружный 2 слой резины рукава 1 и врезаются в силовую оплетку 4 и деформируют ее, а частично деформируются сами, а затем обжимают реборду 9, вводя ее в замковую канавку 6, и деформируют ее там, образуя замок. При этом реборда 9 стремится (вследствие уменьшения ее диаметра) выпучиться вверх, но бурт дорна 18, воздействуя на торец ниппеля 5, препятствует ее выпучиванию. В конце обжима деформированные кольцевые ребра 12 обжимной муфты 8 образуют с силовой оплеткой 4 рукава 1 высоконадежное соединение шлицевого типа ("обратный якорь"). А деформированная резина рукава 1 обеспечивает полную герметичность соединения.
Отсутствие операции по зачистке наружного и внутреннего слоя резины с рукава делает данный способ безотходным и экологически чистым.
Предлагаемый способ позволяет производить армирование всех типов рукавов высокого давления как с металлическими оплетками, так и навивками числом до шести.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПЛОТНИТЕЛЬНЫЙ ЭЛЕМЕНТ К ГИДРАВЛИЧЕСКОМУ НАДУВНОМУ ПАКЕРУ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2686562C1 |
| УСТРОЙСТВО ДЛЯ ОБЖАТИЯ МУФТ НА КОНЦАХ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2397398C1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ КОНЦЕВОЙ АРМАТУРЫ С РУКАВОМ ВЫСОКОГО ДАВЛЕНИЯ | 1997 |
|
RU2151943C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2550233C1 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ГИБКОЙ ПОЛИМЕРНО-АРМИРОВАННОЙ ТРУБЫ И СПОСОБ ПРИСОЕДИНЕНИЯ ШТУЦЕРА К НЕЙ | 2013 |
|
RU2535420C1 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ С ПРИСОЕДИНИТЕЛЬНОЙ АРМАТУРОЙ | 1995 |
|
RU2098711C1 |
| ОБЖИМНАЯ ЗУБЧАТАЯ ВТУЛКА ФИТИНГА ДЛЯ РУКАВА ВЫСОКОГО ДАВЛЕНИЯ | 2014 |
|
RU2581465C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РУКАВОВ ВЫСОКОГО ДАВЛЕНИЯ | 2009 |
|
RU2402714C1 |
| УСТРОЙСТВО КОНЦЕВОГО СОЕДИНЕНИЯ ЭЛАСТИЧНОГО ТРУБОПРОВОДА | 2010 |
|
RU2439418C1 |
Изобретение относится к машиностроению и может быть использовано при изготовлении элементов гидроаппаратуры, а более конкретно - при производстве рукавов высокого давления. Способ сборки неразъемного соединения рукавов высокого давления включает надевание на свободный конец рукава обжимной муфты до упора в реборду, направленную внутрь и выполненную с одной стороны муфты, введение в отверстие рукава со стороны муфты ниппеля с замковой и герметизирующими канавками и установку рукава в обжимное устройство с последующим взаимным скреплением между собой рукава, муфты и ниппеля. При этом ниппель вставляют в отверстие рукава до упора его замковой канавки в реборду муфты. Муфта имеет переходную конусную наружную поверхность, расположенную от торца муфты со стороны реборды до ее цилиндрической поверхности, а на внутренней поверхности муфты имеется участок с кольцевыми ребрами. Перед скреплением в отверстие ниппеля вставляют дорн до упора его буртом в торец ниппеля и обжимают муфту кулачками устройства в радиальном направлении последовательно, сначала цилиндрическую поверхность, доведя ее диаметр до наружного диаметра реборды, при этом кольцевые ребра прорезают наружный слой резины рукава и врезаются в силовую оплетку и деформируют ее, а частично деформируются сами, а затем обжимают реборду, вводя ее в замковую канавку, и деформируют ее там, образуя замок. Устройство для сборки неразъемного соединения рукавов высокого давления содержит обжимную обойму, имеющую внутреннюю коническую поверхность, кулачки, установленные в ней и контактирующие своей конической поверхностью с конической поверхностью обоймы, дорн, механизм перемещения и возврата. При этом устройство снабжено пуансоном, выполненным в форме стакана, дорн закреплен внутри него, а механизм перемещения выполнен в виде гидроцилиндра, шток которого соединен с пуансоном, при этом пуансон установлен с возможностью взаимодействия с кулачками, а обжимная обойма выполнена неподвижной, причем механизм возврата выполнен в виде пружин и установлен между кулачками и обжимной обоймой. Изобретение позволяет упростить конструкцию и повысить надежность обжатия рукава. 2 с.п.ф-лы, 2 ил.
| Способ сборки концевой арматуры | 1991 |
|
SU1835023A3 |
| Способ концевой заделки рукава высокого давления | 1987 |
|
SU1492162A1 |
| Способ сборки неразъемного соединения рукавов высокого давления | 1987 |
|
SU1492161A1 |
| Устройство для сборки шлангов | 1989 |
|
SU1668807A1 |
| Реторта для сепарирования титановой губки | 1958 |
|
SU118613A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОСАДОЧНОГО МАТЕРИАЛА МОРСКИХ КРАСНЫХ ВОДОРОСЛЕЙ (ВАРИАНТЫ) | 2006 |
|
RU2318375C1 |

