Область техники, к которой относится изобретение
Настоящее изобретение относится к устройству для обработки листового стекла, такого как оконное листовое стекло для автомобилей и листовое стекло для жидкокристаллических экранов, в частности, к устройству для обработки листового стекла с целью изготовления обработанного листового стекла путем его обработки, такой как резание (формирование секущих линий), ломка изгибом и шлифовка наружных кромок, более точно, к устройству для обработки листового стекла, в котором обработка листового стекла выполняется по мере его последовательной подачи на соответствующие участки обработки, такие как участки резания, участки ломки изгибом и участки шлифовки наружных кромок, в соответствующих положениях обработки, еще точнее, к устройству для обработки листового стекла, оснащенному усовершенствованным устройством транспортировки листового стекла, которое последовательно перемещает листовое стекло на опорные части в соответствующих положениях обработки.
Уровень техники
Например, известно устройство транспортировки листового стекла, имеющее множество расположенных с промежутками между ними положений обработки, каждое из которых имеет опорный участок для размещения на нем обрабатываемого листового стекла, при это листовое стекло последовательно подается на опорные части в соответствующих положениях обработки, и содержащее подвижное основание, которое совершает возвратно-поступательное движение между положениями над опорными частями соответствующих положений обработки, и присоски, соответствующим образом установленные на подвижном основании с помощью подъемных устройств, каждое из которых образовано пневмоцилиндром в сборе. Листовое стекло последовательно подается на опорные части для листового стекла в соответствующих положениях обработки за счет возвратно-поступательного движения подвижного основания, подъема и опускания присосок пневмоцилиндрами в сборе и присасывания и прекращения присасывания листового стекла присосками. В частности, пневмоцилиндры в сборе приспособлены поднимать и опускать присоски за счет включения/выключения подачи сжатого воздуха и, следовательно, подъема и опускания листового стекла.
Документ известного уровня техники
Патентный документ
Патентный документ 1: JP-A-2002-68768
Краткое изложение сущности изобретения
Задачи, решаемые изобретением
Поскольку в описанном выше устройстве для обработки листового стекла присоски поднимаются и опускаются пневмоцилиндрами в сборе, поднятое или опущенное положение присосок и скорость их подъема и опускания сложно регулировать. По этой причине, при поступлении листового стекла на опору для листового стекла в каждом положении обработки присоски должны всегда подниматься или опускаться на протяжении всего хода пневмоцилиндров в сборе. В результате, в устройство транспортировки листового стекла с использованием пневмоцилиндров в сборе тратится время на подъем или опускание присосок при доставке листового стекла. Кроме того, транспортировка листового стекла до следующего положения обработки после захвата листового стекла присосками должна начинаться после завершения его подъема путем втягивания пневмоцилиндров в сборе с целью подъема присосок, на что неэкономно расходуется время. Следовательно, поскольку для транспортировки листового стекла из одного положения обработки в другое требуется время, невозможно рассчитывать на повышение производительности обработанного листового стекла.
Настоящее изобретение создано с учетом описанных выше особенностей, и в его основу положена задача создания устройства для обработки листового стекла, которое позволяет ускорить транспортировку листового стекла из одного положения обработки в другое, сократить время простоя при обработке и тем самым дополнительно повысить производительность обработанного листового стекла.
Средства решения задач
Устройство для обработки листового стекла согласно настоящему изобретению содержит, по меньшей мере, два положения обработки, каждое из которых имеет опорную часть для размещения на ней обрабатываемого листового стекла и которые расположены с промежутками между ними; и транспортное устройство для перемещения листового стекла с опорной части одного, по меньшей мере, из двух положений обработки на опорную часть другого, меньшей мере, из двух положений обработки, при этом транспортное устройство содержит транспортировочный манипулятор, совершающий возвратно-поступательное движение между опорными частями того и другого положений обработки, и присоску, посредством подъемного устройства установленную на транспортировочном манипуляторе, устройство для обработки листового стекла приспособлено для транспортировки листового стекла из одного положения обработки в другое положение обработки посредством возвратно-поступательного движения транспортировочного манипулятора, подъема и опускания присоски подъемным устройством и присасывания и прекращения присасывания листового стекла присоской, подъемное устройство содержит кривошипно-ползунный механизм, имеющий коленчатый вал и ползун, коленчатый вал связан с подъемным двигателем, установленным на транспортировочном манипуляторе, а присоска установлена на ползуне и приспособлена подниматься и опускаться в результате приведения в действие подъемного двигателя.
Согласно настоящему изобретению кривошипно-ползунный механизм преобразует вращательное движение коленчатого вала, сообщаемое ему подъемным двигателем, в подъем присоски, в результате чего не требуется вращать коленчатый вал вперед и назад каждый раз, когда присоски поднимаются и опускаются, и, соответственно, достаточно, вращать коленчатый вал в одном направлении. Кроме того, скорость V подъема/опускания ползуна кривошипно-ползунного механизма, т.е. присосок, достигает нуля (V=0) в верхней мертвой точке и в нижней мертвой точке в момент возврата при подъеме и опускании присосок. А именно, скорость достигает нуля в положении перехода от подъема к опусканию и в положении перехода от опускания к подъему. Кроме того, поскольку замедление (кривая замедления) до этой скорости V=0 и ускорение (кривая ускорения) от этой скорости V=0 являются плавными, присоски могут мягко присасывать и поднимать листовое стекло с опорных частей и опускать листовое стекло и помещать его на опорные части. Помимо этого, путем выбора положения нижней мертвой точки при подъеме и опускании присосок в непосредственной близости от верхних поверхностей опорных частей можно надежно поднимать листовое стекло с опорных частей при его присасывании присосками, а также помещать листовое стекло на опорные части при прекращении его присасывания присосками.
В одном из предпочтительных вариантов осуществления настоящего изобретения подъемным двигателем является серводвигатель с числовым программным управлением. В другом предпочтительном варианте осуществления настоящего изобретения транспортное устройство содержит управляющий транспортировкой двигатель для сообщения возвратно-поступательного движения транспортировочному манипулятору. В одном из таких предпочтительных вариантов осуществления за счет одновременного управления подъемным двигателем, предпочтительно серводвигателем и управляющим транспортировкой двигателем, который сообщает возвратно-поступательное движение транспортировочному манипулятору, при перемещении листового стекла из одного положения обработки в другое положение обработки подъемное устройство и присоска поднимают листовое стекло, а по мере приближения к другому положению обработки, в которое перемещается листовое стекло, подъемное устройство постепенно опускает листовое стекло. При использовании такой конструкции присоска может увеличивать высоту транспортировки листового стекла во время его перемещения, что позволяет избегать неисправностей, таких как столкновение и контакт с другими элементами и т.п. По мере приближения к другому положению обработки для размещения листового стекла на следующей опорной части листовое стекло может постепенно опускаться, и по достижении листовым стеклом другого положения обработки присоска может точно устанавливаться в положение минимально необходимого по высоте расстоянии для доставки листового стекла на опорную часть для листового стекла. В этом другом положении обработки листовое стекло, которое было опущено в положение минимального расстоянии, помещается на опорную часть положения обработки. Затем, одновременно с тем, как пустая присоска снова поднимается до минимально необходимого по высоте расстояния, начинается обратный ход пустой присоски, и она дополнительно поднимается вместе с началом обратного хода. По мере приближения к одному положению обработки пустая присоска опускается и возвращается в положение над опорной частью одного положения обработки, при этом пустая присоска может оставаться в режиме ожидания до начала транспортировки следующего листового стекла. В результате, можно сократить время поступления и подъема листового стекла, время от подъема до начала транспортировки в другое положение обработки и время от опускания присоски до завершения присасывания и подъема листового стекла. Кроме того, можно также сократить время до начала транспортировки поступившего листового стекла.
Соответственно, согласно настоящему изобретению можно сократить время транспортировки листового стекла и ускорить начало обработки в положении обработки, что позволяет существенно повысить скорость изготовления обработанного листового стекла.
Положения обработки в настоящем изобретении включают участок формирования секущих линий на поверхности стекла отрезным диском, участок ломки изгибом листового стекла по сформированным на нем секущим линиям и участок шлифовки наружных кромок листового стекла. Положения обработки также включают участок резания и ломки изгибом для формирования секущих линий на поверхности листового стекла отрезным диском и ломки изгибом листового стекла по секущим линиям, а также участок шлифовки. В то же время, опорные части для листового стекла содержат целые механизмы для размещения листового стекла, которые служат опорой и удерживают листовое стекло и включают, например, стол для резания, стол для резания и ломки изгибом, ленточный конвейер участка ломки изгибом и шлифовальный стол.
В одном из предпочтительных вариантов осуществления настоящего изобретения одним положением обработки является участок резания и ломки изгибом для формирования секущей линии на поверхности листового стекла и ломки изгибом листового стекла по секущей линии, а другим положением обработки является участок шлифовки наружной кромки листового стекла.
Преимущества изобретения
Согласно настоящему изобретению может обеспечиваться способ обработки листового стекла и устройство для обработки листового стекла, которые позволяют ускорить транспортировку листового стекла из одного положения обработки в другое, сократить время простоя при обработке и тем самым дополнительно повысить производительность обработанного листового стекла.
Краткое описание чертежей
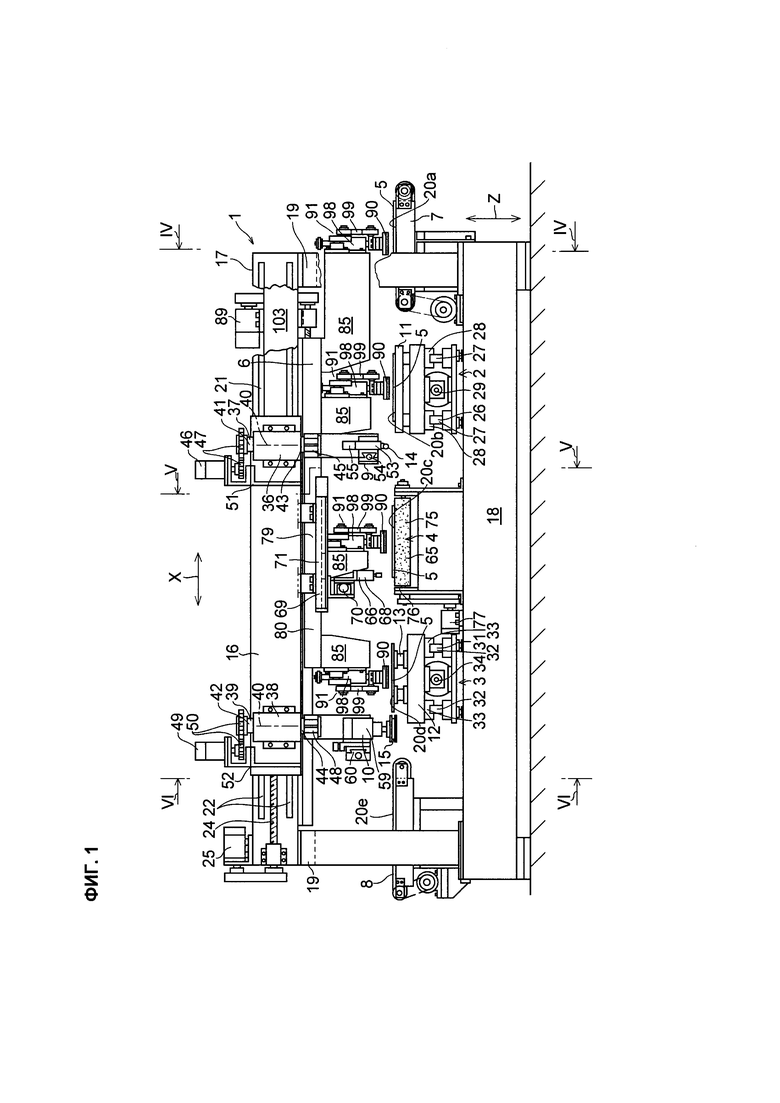
На фиг. 1 показан пояснительный вид спереди одного из вариантов осуществления изобретения;
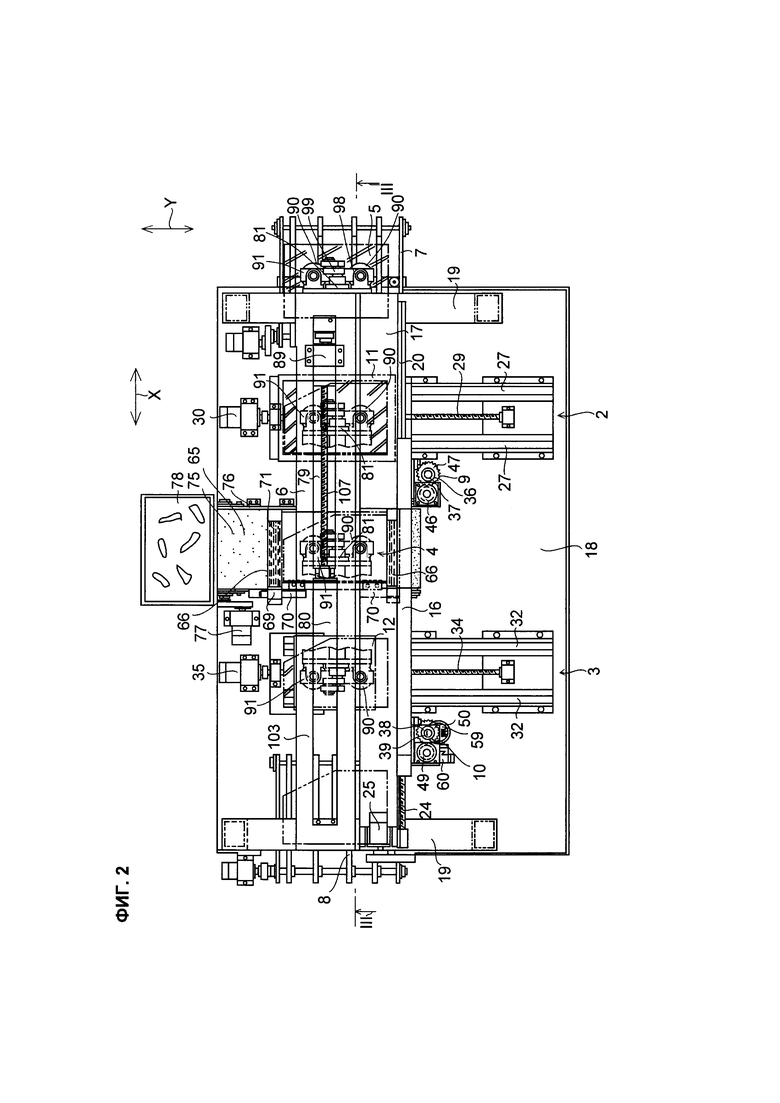
на фиг. 2 показан пояснительный фрагментарный вид в плане варианта осуществления, проиллюстрированного на фиг. 1;
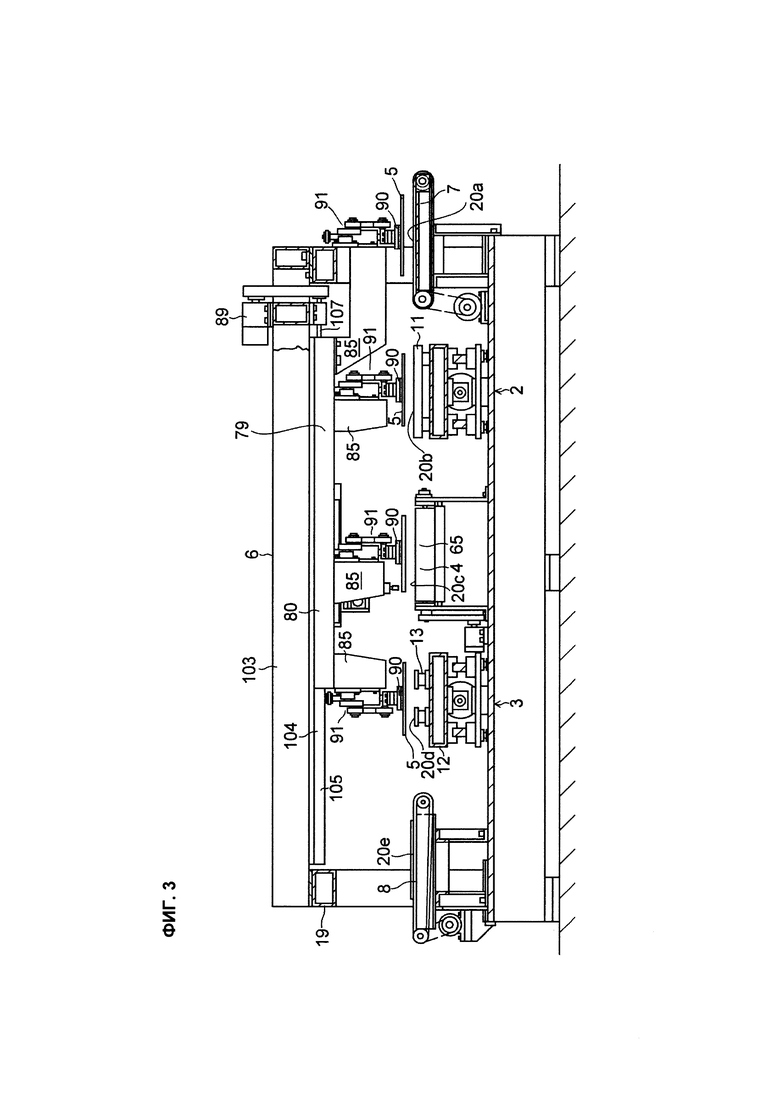
на фиг. 3 показан пояснительный вид в разрезе в направлении стрелок по линии III - III на фиг. 2;
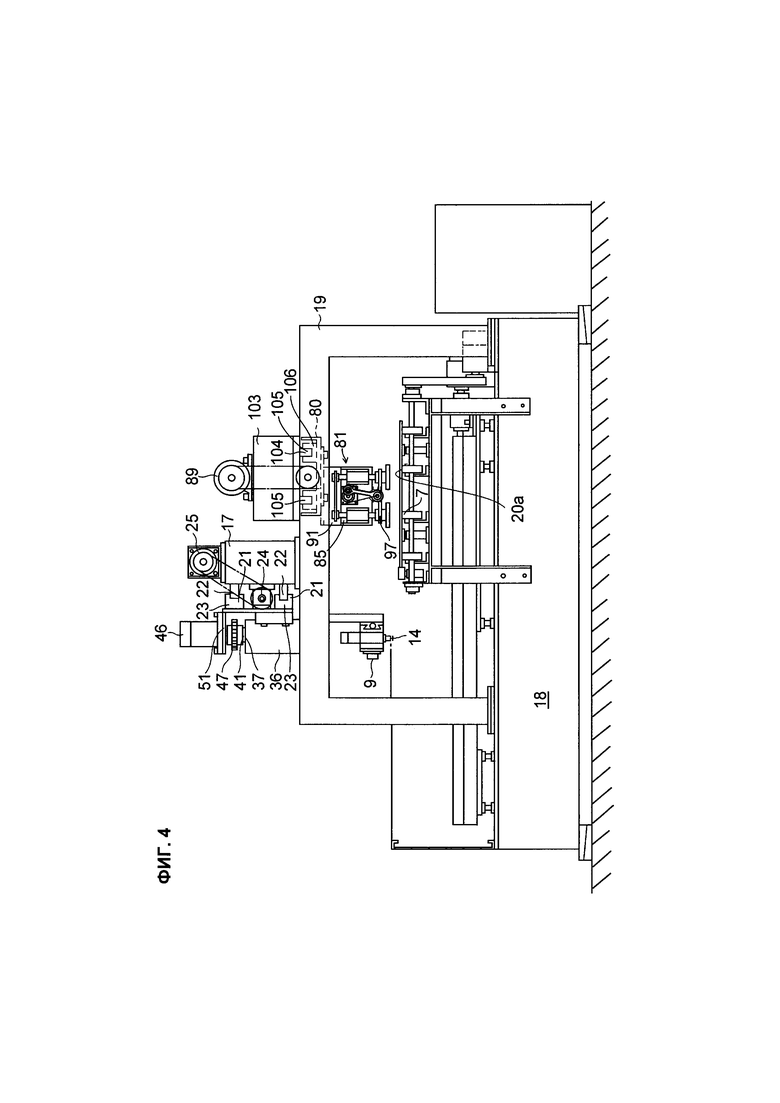
на фиг. 4 показан пояснительный вид в направлении стрелок по линии IV - IV на фиг. 1;
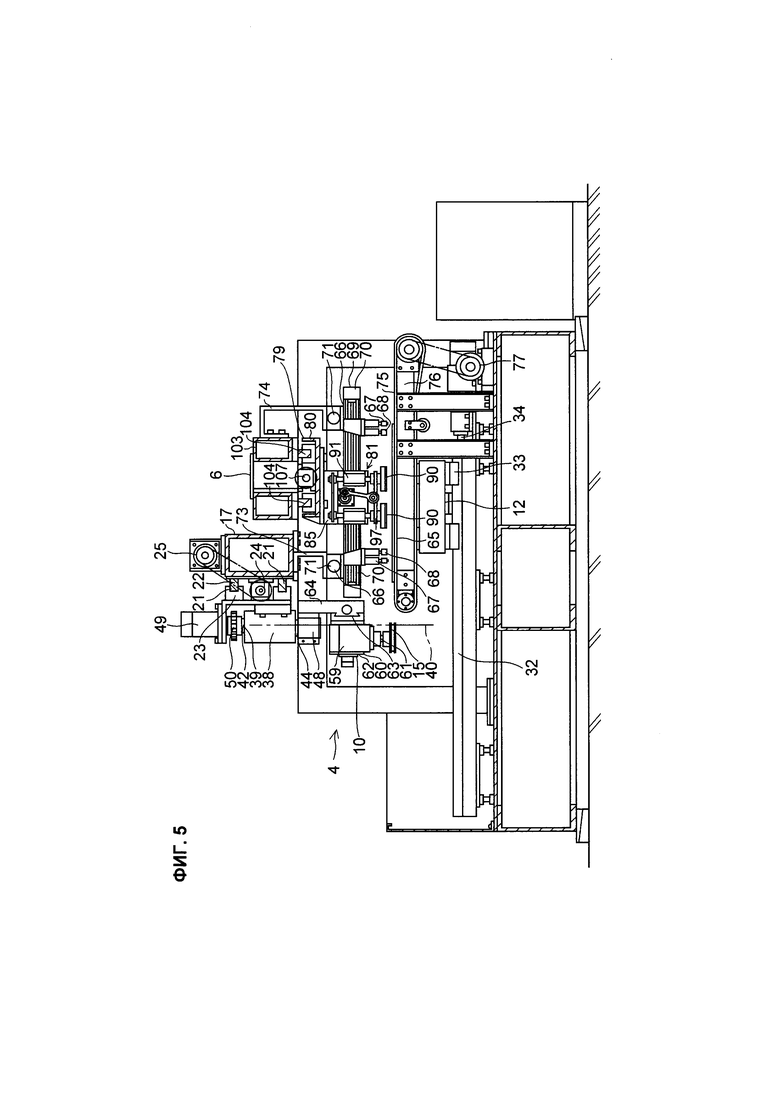
на фиг. 5 показан пояснительный вид в разрезе в направлении стрелок по линии V - V на фиг. 1;
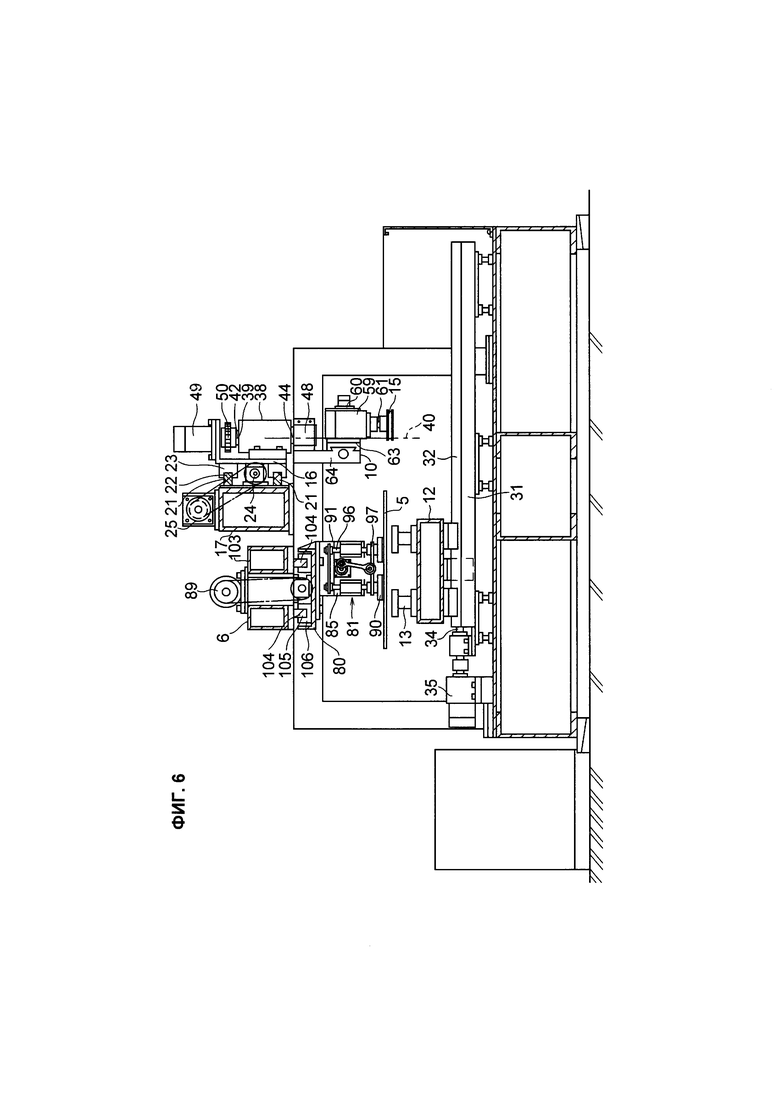
на фиг. 6 показан пояснительный вид в разрезе в направлении стрелок по линии VI-VI на фиг. 1;
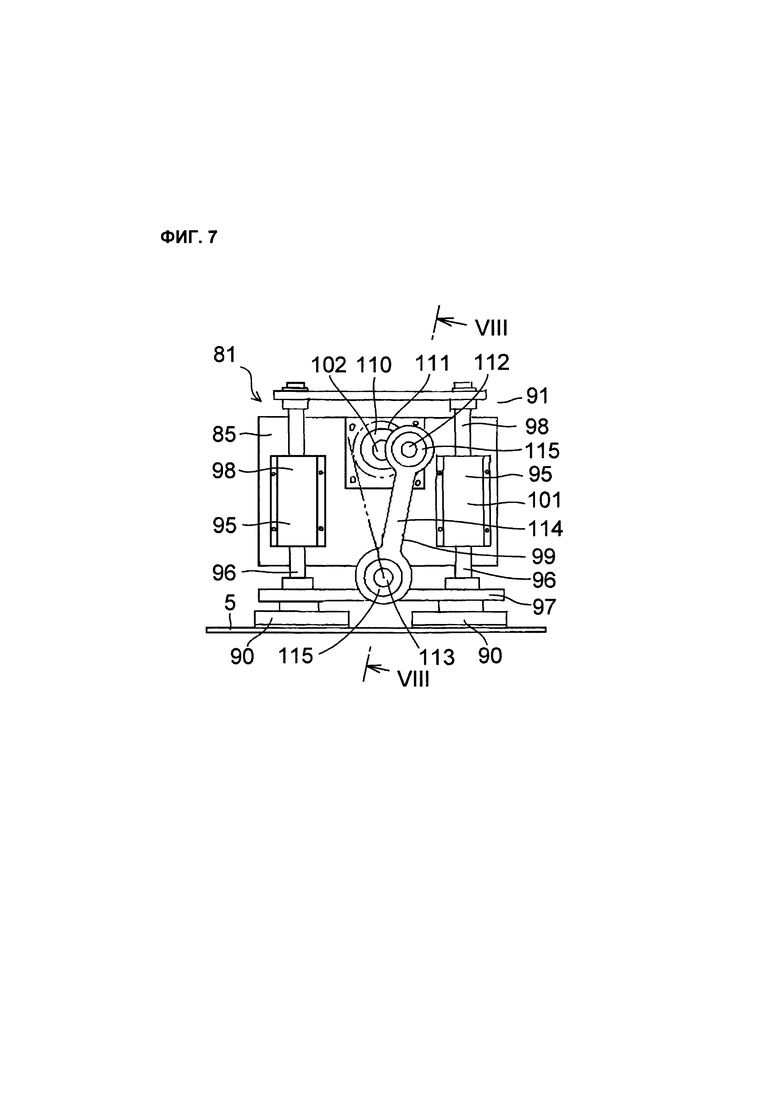
на фиг. 7 показан пояснительный вид спереди подъемного устройства транспортного устройства в варианте осуществления, проиллюстрированном на фиг. 1;
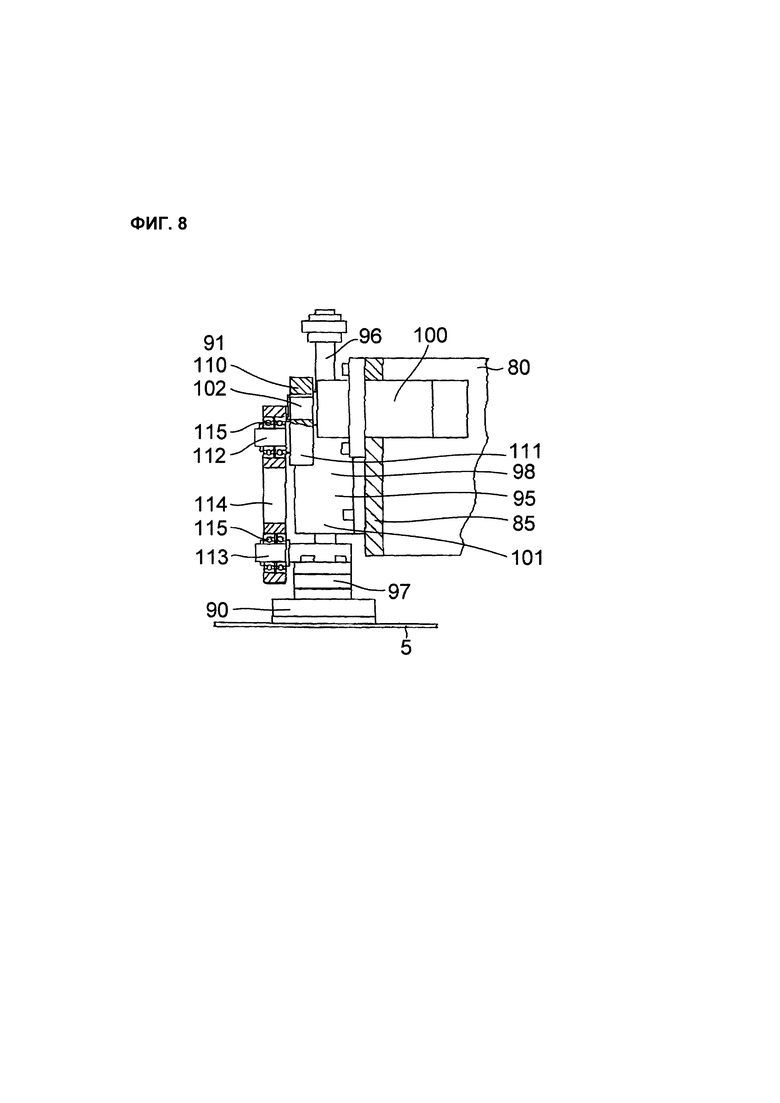
на фиг. 8 показан пояснительный вид в разрезе в направлении стрелок по линии VIII - VIII на фиг. 7;
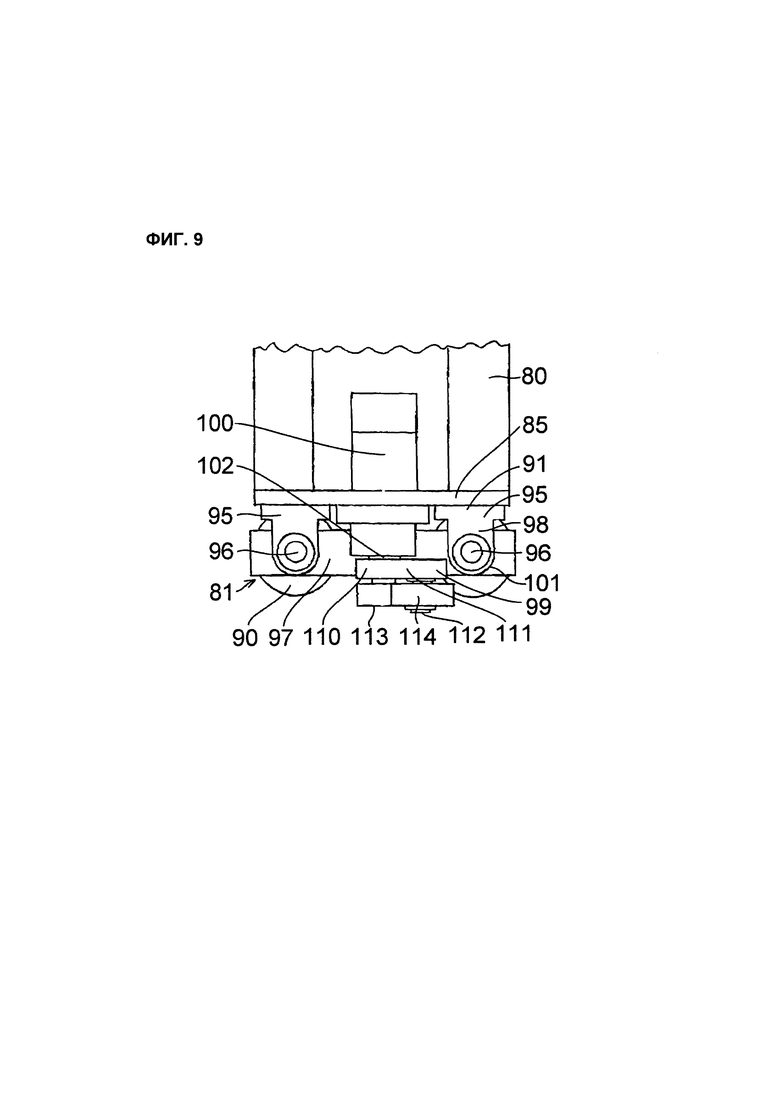
на фиг. 9 показан пояснительный вид в плане подъемного устройства, проиллюстрированного на фиг. 7;
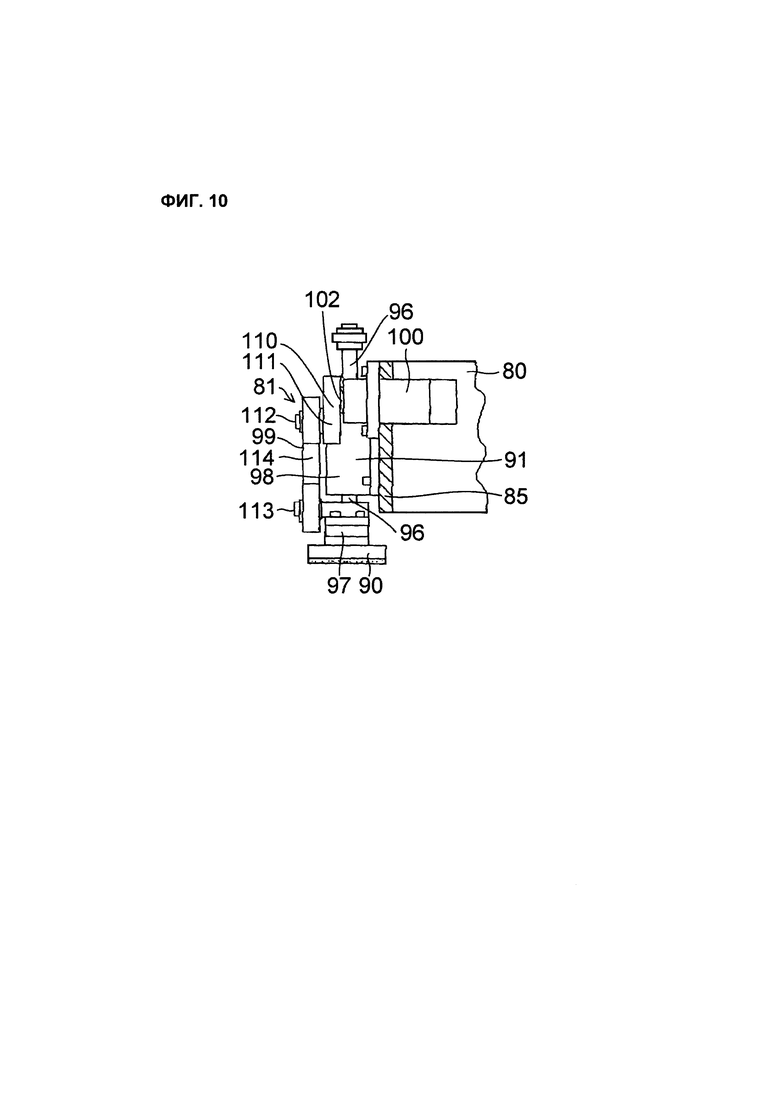
на фиг. 10 показан пояснительный фрагментарный вид сбоку подъемного устройства, проиллюстрированного на фиг. 7.
Лучший вариант осуществления изобретения
Далее со ссылкой на проиллюстрированный на чертежах наглядный вариант осуществления описан один из предпочтительных вариантов осуществления настоящего изобретения. Следует отметить, что изобретение не ограничено таким вариантом осуществления.
Как показано на фиг. 1-9, устройство 1 для обработки листового стекла содержит участок 2 резания, служащий положением обработки для формирования секущих линий на листовом стекле 5, участок 3 шлифовки, служащий положением обработки для шлифовки наружных кромок листового стекла 5, участок 4 ломки изгибом, служащий положением обработки между участком 2 резания и участком 3 шлифовки, и участок 6 транспортировки листового стекла 5, а также дополнительно содержит загрузочный конвейер 7, расположенный с загрузочной стороны участка 2 резания и служащий участком загрузки листового стекла, и разгрузочный конвейер 8, расположенный с разгрузочной стороны участка 3 шлифовки и служащий участком разгрузки листового стекла.
Участок 2 резания содержит режущую головку 9, имеющую отрезной диск 14, а также стол 11 для резания, который установлен ниже режущей головки 9 в соответствующем ей положении и служит опорной частью для листового стекла, на верхнюю поверхность которого плоско опирается листовое стекло 5. Участок 3 шлифовки содержит шлифовальную головку 10, имеющую шлифовальный круг 15, а также шлифовальный стол 12, который установлен в соответствующем шлифовальной головке 10 положении и к верхней поверхности которого за счет присасывания прикреплено множество чашечных присосок 13, служащих опорными частями для присасывания и удерживания листового стекла 5 с сохранением его плоскостности. Режущая головка 9 и стол 11 для резания приспособлены совершать перемещение по контуру с ЧПУ относительно листового стекла 5 в плоской системе координат X-Y, состоящей из направления X и направления Y, перпендикулярного направлению X. Шлифовальная головка 10 шлифовальный стол 12 также приспособлены совершать параллельное перемещение по контуру относительно идентичного листового стекла 5 в плоской системе координат X-Y одновременно с перемещением по контуру режущей головки 9 и стола 11 для резания.
Режущая головка 9 и шлифовальная головка 10 установлены на общем подвижном основании 16, которое совершает линейное перемещение по оси X, т.е. в направлении X, при этом режущая головка 9 и, следовательно, отрезной диск 14, а также шлифовальная головка 10 и, следовательно, шлифовальный круг 15 приспособлены за одно целое совершать линейное перемещение по оси X, а стол 11 для резания, который движется по оси Y, т.е. в направлении Y, в соответствии с режущей головкой 9, и шлифовальный стол 12, который движется по оси Y в соответствии со шлифовальной головкой 10, приспособлены для взаимно синхронного управления их движения по оси Y.
На паре вертикальных портальных рам 19, смонтированных на соответствующих концах основания 18 по оси X над столом 11 для резания и шлифовальным столом 12, установлена опора 17. На передней поверхности опоры 17 находится направляющее рельсовое устройство 21 для заданного перемещения подвижного основания 16 по оси X, содержащее два рельса 22, которые уложены параллельно друг другу на опору 17 по оси X, и множество скользящих блоков 23, которые подвижно установлены на каждом из рельсов 22 по оси X и к которым прикреплено подвижное основание 16. Режущая головка 9 и шлифовальная головка 10 приспособлены для линейного перемещения по оси X посредством направляющего рельсового устройства 21 за одно целое вместе с подвижным основанием 16. Линейное перемещение подвижного основания 16 по оси X совершается ходовым винтом 24, который находится между рельсами 22 и посредством резьбы сцеплен с гайкой, прикрепленной к подвижному основанию 16, и управляющим перемещением по оси X двигателем 25, который вращает ходовой винт 24.
Направляющее рельсовое устройство 26, обеспечивающее заданное перемещение стола 11 для резания по оси Y, т.е. в направлении Y, содержит два рельса 27, которые уложены параллельно друг другу по оси Y, и множество скользящих блоков 28, которые подвижно установлены на рельсах 27 по оси Y и к которым прикреплен стол 11 для резания. Линейное перемещение стола 11 для резания по оси Y совершается ходовым винтом 29, который находится между рельсами 27 и посредством резьбы сцеплен с гайкой, прикрепленной к столу 11 для резания, и управляющим перемещением по оси Y двигателем 30, который вращает ходовой винт 29.
Направляющее рельсовое устройство 31, обеспечивающее заданное перемещение шлифовального стола 12 по оси Y, также содержит два рельса 32, которые уложены параллельно друг другу по оси Y, и множество скользящих блоков 33, которые подвижно установлены на каждом из рельсов 32 по оси Y и к которым прикреплен шлифовальный стол 12. Линейное перемещение шлифовального стола 12 по оси Y совершается ходовым винтом 34, который находится между рельсами 32 и посредством резьбы сцеплен с гайкой, прикрепленной к шлифовальному столу 12, и управляющим перемещением по оси Y двигателем 35, который вращает ходовой винт 34.
Управляющий перемещением по оси Y двигатель 30 и управляющий перемещением по оси Y двигатель 35, которые расположены независимо друг от друга и позволяют столу 11 для резания и шлифовальному столу 12 синхронно перемещаться по оси Y, приспособлены для синхронного управления посредством устройства ЧПУ.
На лицевой стороне подвижного основания 16, которое перемещается по оси X, установлен подшипниковый узел 36, соответствующий столу 11 для резания, и подшипниковый узел 38, соответствующий шлифовальному столу 12. Подшипниковый узел 36 имеет вращающийся вал 37, удерживаемый подшипником (не показанным), а подшипниковый узел 38 имеет вращающийся вал 39, удерживаемый подшипником (не показанным). Каждый из вращающихся валов 37 и 39 имеет ось 40 вращения, перпендикулярную плоской системе координат X-Y, т.е. верхней поверхности листового стекла 5. На нижнем конце 43 вращающегося вала 37 посредством кронштейна 45, удерживающего этот нижний конец 43, установлена режущая головка 9, а к верхнему концу 41 вращающегося вала 37 посредством двух входящих в зацепление друг с другом цилиндрических зубчатых колес 47 прикреплен управляющий углом вращения двигатель 46. На нижнем конце 44 вращающегося вала 39 посредством кронштейна 48, удерживающего этот нижний конец 44, установлена шлифовальная головка 10, а к верхнему концу 42 вращающегося вала 39 посредством двух входящих в зацепление друг с другом цилиндрических зубчатых колес 50 прикреплен управляющий углом вращения двигатель 49. Управляющие углом вращения двигатели 46 и 49, соответственно, удерживаются кронштейнами 51 и 52, вертикально установленными на лицевой стороне подвижного основания 16, и приспособлены перемещаться по оси X вместе с подвижным основанием 16. Управляющие углом вращения двигатели 46 и 49 сообщают вращающимся валам 37 и 39, соответственно, управляемое вращение, чтобы тем самым сообщить режущей головке 9 и шлифовальной головке 10 управляемое вращение вокруг оси 40 вращения.
Режущая головка 9 содержит отрезной диск 14, корпус 53, содержащий отрезной диск 14, средство 54 регулирования положения для удерживания корпуса 53 режущей головки и регулирования положения корпуса 53 режущей головки в направлениях X и Y в плоскости, параллельной поверхности листового стекла 5, и пневмоцилиндр 55 в сборе, который установлен в верхней части корпуса 53 режущей головки и приспособлен перемещать отрезной диск 14 по вертикали по оси Z, т.е. в направлении Z, перпендикулярном направлениям X и Y, чтобы сообщать усилие нажима отрезному диску 14 при формировании секущей линии на листовом стекле 5.
Средство 54 регулирования положения содержит подвижный в направлении Y ползун, на который опирается корпус 53 режущей головки, подвижный в направлении X ползун, на который опирается подвижный в направлении Y ползун, и кронштейн, удерживающий подвижный в направлении X ползун и подвешенный к кронштейну 45.
Шлифовальная головка 10 содержит шпиндельный двигатель 59, имеющий выходной вращающийся вал 61 с установленным на нем шлифовальным кругом 15 и средство 60 регулирования положения шпиндельного двигателя 59 в направлении X и направлении Y, соответственно. Средство 60 регулирования положения имеет подвижный в направлении Y ползун 62, удерживающий шпиндельный двигатель 59, подвижный в направлении X ползун 63, на который опирается подвижный в направлении Y ползун 62, и кронштейн 64, удерживающий подвижный в направлении X ползун 63 и подвешенный к кронштейну 48. Торцевая (шлифовальная) поверхность шлифовального круга 15 приспособлена для совмещения с осью 40 вращения вращающегося вала 39 за счет средства 60 регулирования положения.
Участок 4 ломки изгибом содержит горизонтальный ленточный конвейер 65 для помещения на него листового стекла 5, на котором сформирована секущая линия и который поступил с участка 2 резания, и два устройства 66 для ломки изгибом листового стекла 5, помещенного на ленточный конвейер 65. Каждое из устройств 66 для ломки изгибом содержит торцевой резец 67, прижимное устройство 68 и средство 69 торцевого резца 67 и прижимного устройства 68 над листовым стеклом 5 на протяжении его поверхности. Средство 69 перемещения имеет подвижный в направлении Y блок 70, удерживающий торцевой резец 67 и прижимное устройство 68 и перемещающий торцевой резец 67 и прижимное устройство 68 в направлении Y посредством устройства ЧПУ, а также подвижный в направлении X блок 71, перемещающий подвижный в направлении Y блок в направлении X посредством устройства ЧПУ. Одно устройство 66 для ломки изгибом установлено на опоре 17 посредством кронштейна 73 на одном подвижном в направлении X блоке 71, а другое устройство 66 для ломки изгибом установлено на опоре 103 посредством кронштейна 74 на другом подвижном в направлении X блоке 71. Опора 103 установлена на паре рам 19, смонтированных, соответственно, на переднем и заднем концах основания 18 сзади опоры 17 и параллельно ей.
Ленточный конвейер 65 имеет конвейерную ленту 75, опорную плиту/раму 76, на которую изнутри плоско опирается конвейерная лента 75, и привод 77, который сообщает конвейерной ленте 75 круговое движение и посредством кронштейна прикреплен к опорной плите/раме 76 основанием 18.
На участке 4 ломки изгибом листовое стекло 5 с секущей линией, которая сформирована на нем на участке 2 резания, перемещается на конвейерную ленту 75 в результате его подъема устройством 81 для подъема листового стекла, соответствующего участку 2 резания, и перемещения транспортировочного манипулятора 80. Листовое стекло 5, помещенное на конвейерную ленту 75, прижимается и фиксируется путем опускания присосок 90 устройства 81 для подъема листового стекла, которое вернулось на участок 4 ломки изгибом. Каждый из торцевых резцов 67 последовательно перемещается до требуемых участков с целью формирования торцевых секущих линий на листовом стекле 5, зафиксированном на конвейерной ленте 75. Затем каждое из прижимных устройств 68 последовательно перемещается до требуемых участков листового стекла 5, на котором сформированы торцевые секущие линии, и давит на листовое стекло 5, чтобы путем ломки изгибом отделить лишние участки. Листовое стекло 5, лишние участки которого отделены путем ломки изгибом, присасывается и поднимается присосками 90 устройства 81 для подъема листового стекла и остается в режиме ожидания в этом положении для последующей транспортировки на участок 3 шлифовки. Во время этого ожидания ленточный конвейер 65 приводит в действие конвейерную ленту 75, в результате чего стекольный бой на конвейерной ленте 75 выгружается в находящуюся снаружи емкость 78 для стекольного боя, после чего движение конвейерной ленты 75 прекращается.
Участок 6 транспортировки листового стекла снабжен транспортным устройством 79, которое имеет транспортировочный манипулятор 80 и множество устройств 81 для подъема листового стекла. По мере того, как транспортировочный манипулятор 80 многократно совершает возвратно-поступательное движение, транспортное устройство 79 приспособлено перемещать листовое стекло 5 на загрузочном конвейере 7 на стол 11 для резания, перемещать листовое стекло 5 на столе 11 для резания на конвейерную ленту 75 участка 4 ломки изгибом, перемещать листовое стекло 5, подвергнутое ломке изгибом на участке 4 ломки изгибом и поднятое присосками 90, на множество чашечных присосок 13 шлифовального стола 12, и перемещать листовое стекло 5 на чашечных присосках 13 шлифовального стола 12 на разгрузочный конвейер 8, чтобы тем самым последовательно подавать листовое стекло 5 с одной стадии на другую. Так, листовое стекло 5 приспособлено для помещения на опорную часть 20а для листового стекла на загрузочном конвейере 7, на опорную часть 20b для листового стекла на столе 11 для резания, на опорную часть 20с для листового стекла на ленточном конвейере 65 участка 4 ломки изгибом, на опорные части 20d для листового стекла на чашечных присосках 13 шлифовального стола 12 и на опорную часть 20е для листового стекла на разгрузочном конвейере 8. Кроме того, листовое стекло 5 приспособлено для прочной фиксации или удерживания на опорных частях 20b и 20d во время обработки.
Транспортировочный манипулятор 80, который находится над загрузочным конвейером 7, столом 11 для резания, ленточным конвейером 65 и чашечными присосками 13, соответственно, приспособлен совершать повторять возвратно-поступательное движение по оси X, а также приспособлен достигать положения над разгрузочным конвейером 8 во время этого возвратно-поступательного движения. Каждое устройство 81 для подъема листового стекла посредством кронштейна 85 установлено на нижней поверхности транспортировочного манипулятора 80 в положении, соответствующем каждому положению обработки, т.е. в положении, соответствующем опорной части 20а, опорной части 20b, опорной части 20с и опорной части 20d. Таким образом, транспортировочный манипулятор 80 и соответствующие устройства 81 для подъема листового стекла приспособлены для совместного совершения возвратно-поступательного движения в направлении X посредством управляющего транспортировкой двигателя 89 с числовым программным управлением.
Каждое устройство 81 для подъема листового стекла имеет присоски 90, которые присасывают и удерживают листовое стекло 5, входя в контакт с поверхностью листового стекла 5, и прекращают присасывать и удерживать листовое стекло 5, а также подъемник 91 для подъема и опускания присосок 90.
Каждый подъемник 91 имеет подвижный узел 98 для удерживания пары присосок 90 и направления линейного подъема и опускания и кривошипно-ползунный механизм 99 для подъема и опускания присосок 90, удерживаемых подвижными узлами 98. Подвижный узел 98 имеет пару корпусов 95, каждый из которых имеет выдвижной вал 96, а также соединительный корпус 97, который соединяет выдвижные валы 96 и на нижней поверхности которого, установлены присоски 90. Каждый из подвижных узлов 95 имеет кожух 101 и выдвижной вал 96, который плавно входит в кожух 101, при этом подвижные узлы 95 установлены в кожухах 101 на кронштейне 85.
Кривошипно-ползунный механизм 99 содержит подъемный двигатель 100, установленный на кронштейне 85 и образованный непосредственно связанным с редуктором серводвигателем с числовым программным управлением; коленчатым валом 110, который прочно установлен на выходном вращающемся вале 102 редуктора подъемного двигателя 100; плечо 111 кривошипа, находящееся на коленчатом вале 110 и выступающее в радиальном направлении; палец 112 кривошипа, выступающий из плеча 111 кривошипа; и соединительный шток 114, который вращательно соединен как с пальцем 112 кривошипа, так и со скользящим штифтом 113, который служит ползуном, установленным на соединительном корпусе 97. Вращательное соединение соединительного штока 114 с пальцем 112 кривошипа и скользящим штифтом 113 обеспечивается посредством подшипника 115.
Кривошипно-ползунный механизм 99 приспособлен вращать плечо 111 кривошипа посредством коленчатого вала 110 за счет вращения выходного вращающегося вала 102 в результате приведения в действие подъемного двигателя 100, чтобы тем самым сообщать соединительному корпусу 97 и, следовательно, присоскам 90 посредством соединительного штока 114, вращательно соединенного с пальцем 112 кривошипа и скользящим штифтом 113, линейное возвратно-поступательное движение по вертикали. Следовательно, кривошипно-ползунный механизм 99 приспособлен преобразовывать вращение выходного вращающегося вала 102 подъемного двигателя 100 в вертикальное возвратно-поступательное движение присосок 90.
Транспортировочный манипулятор 80 установлен на скользящее устройство 104, которое параллельно установлено по оси X на нижней поверхности опоры 103. Скользящее устройство 104 имеет пару параллельно уложенных рельсов 105 и скользящих блоков 106, которые подвижно смонтированы с рельсами 105 в направлении X и на которых установлен транспортировочный манипулятор 80. Возвратно-поступательное движение транспортировочного манипулятора 80 в направлении X осуществляется ходовым винтом 107, который вращательной установлен на опоре 103 между рельсами 105 и посредством резьбы сцеплен с гайкой транспортировочного манипулятора 80, и за счет вращения выходного вращающегося вала управляющего транспортировкой двигателя 89, связанного с ходовым винтом 107, на основании числовой информации, поступающей от устройства ЧПУ.
Когда устройство 1 для обработки листового стекла выполняет операцию обработки в соответствующих положениях обработки, транспортировочный манипулятор 80, который совершает возвратно-поступательное движение, находится в режиме ожидания в возвратном положении, а устройства 81 для подъема листового стекла находятся в режиме ожидания, соответственно, над загрузочным конвейером 7, столом 11 для резания и шлифовальным столом 12. В этот момент устройство 81 для подъема листового стекла, соответствующее ленточному конвейеру 65, находится над ленточным конвейером 65 и прижимает листовое стекло 5 к ленточному конвейеру 65 после того, как его присоски 90 опускаются в самое нижнее положение, а устройства 66 для ломки изгибом приводятся в действие с целью ломки изгибом листового стекла 5. После завершения ломки изгибом устройствами 66 присоски 90 присасывают листовое стекло 5, поднимают его в самое верхнее положение и остаются в режиме ожидания до совместного перемещения в направлении X вместе с другими присосками 90. После завершения обработки в соответствующих положениях обработки и возврата стола 11 для резания и шлифовального стола 12 в свои исходные положения подъемники 91 одновременно опускает присоски 90 соответствующих устройств 81 для подъема листового стекла за исключением устройства 81 для подъема листового стекла на участке 4 ломки изгибом, затем вводит их в контакт с листовым стеклом 5 с целью его присасывания и поднимает присоски 90 вместе листовым стеклом 5. Одновременно с завершением подъема листового стекла 5 транспортировочный манипулятор 80 начинает свой прямой ход, в результате чего листовое стекло 5 в соответствующих положениях обработки начинает перемещаться в соответствующие следующие положения обработки. Когда соответствующие присоски 90 оказываются над опорными частями 20b, 20с, 20d и 20е следующих положений обработки, и транспортировочный манипулятор 80 останавливается, присоски 90 опускаются, чтобы ввести соответствующее листовое стекло 5 в контакт с верхними поверхностями опорных частей 20b, 20с, 20d и 20е, и затем присоски 90 прекращают присасывать листовое стекло 5, чтобы перенести его на опорные части 20b, 20с, 20d и 20е. Далее соответствующие устройства 81 для подъема листового стекла посредством подъемников 91 поднимают присоски 90, транспортировочный манипулятор 80 одновременно начинает свой обратный ход, а устройство 1 для обработки листового стекла параллельно начинает обработку в соответствующих положених обработки.
После того, как соответствующие устройства 81 для подъема листового стекла возвращаются в положения над опорными частями своих исходных положений обработки, присоски 90 переходят в режим ожидания над опорными частями для листового стекла.
После того, как опорные части для листового стекла, на которые опирается соответствующее листовое стекло, т.е. стол 11 для резания и шлифовальный стол 12, возвращаются в свои исходные положения после завершения обработки в соответствующих положениях обработки, участок 6 транспортировки листового стекла повторяет описанную выше операцию и последовательно направляет листовое стекло 5 в соответствующие положения обработки. Обработанное листовое стекло 5, которое последовательно поступает на выпускной разгрузочный конвейер 8, выгружается в качестве готового обработанного изделия.
Как описано выше, устройство 1 для обработки листового стекла состоит из загрузочного конвейера 7, участка 2 резания, участка 4 ломки изгибом, участка 3 шлифовки и разгрузочного конвейера 8, которые имеют соответствующие опорные части 20а, 20b, 20с, 20d и 20е для обрабатываемого на них листового стекла 5 и расположены с промежутками между ними; и транспортного устройства 79 для транспортировки листового стекла 5 с опорной части 20а загрузочного конвейера 7 на опорную часть 20b участка 2 резания, с опорной части 20b на опорную часть 20с участка 4 ломки изгибом, с опорной части 20с на опорную часть 20d участка 3 шлифовки и с опорной части 20d на опорную часть 20е разгрузочного конвейера 8. Транспортное устройство 79 содержит транспортировочный манипулятор 80, который совершает возвратно-поступательное движение в направлении X между опорными частями 20а и 20b для листового стекла, между опорными частями 20b и 20с для листового стекла, между опорными частями 20с и 20d для листового стекла и между опорными частями 20d и 20е для листового стекла; и присоски 90, установленные на транспортировочном манипуляторе 80 посредством соответствующих подъемников 91. За счет возвратно-поступательного движения транспортировочного манипулятора 80, подъема и опускания присосок 90 соответствующими подъемниками 91 и присасывания и прекращения присасывания листового стекла 5 присосками 90 транспортное устройство 79 приспособлено перемещать листовое стекло 5с опорной части 20а загрузочного конвейера 7 на опорную часть 20b участка 2 резания, с опорной части 20b на опорную часть 20с участка 4 ломки изгибом, с опорной части 20с на опорную часть 20d участка 3 шлифовки и с опорной части 20d на опорную часть 20е разгрузочного конвейера 8. Каждый подъемник 91 содержит кривошипно-ползунный механизм 99, имеющий коленчатый вал 110 и скользящий штифт 113. Коленчатый вал 110 связан с подъемным двигателем 100, который установлен на транспортировочном манипуляторе 80 и предпочтительно является серводвигателем с числовым программным управлением. На скользящем штифте 113 установлены присоски 90, приспособленные подниматься и опускаться в результате приведения в действие подъемного двигателя 100. Кроме того, поскольку подъемный двигатель 100 и управляющий транспортировкой двигатель 89 управляются одновременно, подъемники 91 и присоски 90 поднимают листовое стекло 5 при его перемещении в направлении X с опорной части 20а загрузочного конвейера 7 на опорную часть 20b участка 2 резания, с опорной части 20b на опорную часть 20с участка 4 ломки изгибом, с опорной части для 20с на опорную часть 20d участка 3 шлифовки и с опорной части 20d на опорную часть 20е разгрузочного конвейера 8. По мере приближения к участку 2 резания, участка 4 ломки изгибом, участка 3 шлифовки и разгрузочного конвейера 8, на которые поступает соответствующее листовое стекло 5, подъемники 91 постепенно опускают листовое стекло 5. В данном устройстве 1 для обработки листового стекла каждый кривошипно-ползунный механизм 99 преобразует вращательное движение коленчатого вала 110, сообщаемое подъемным двигателем 100, в подъем присосок 90 в направлении Z, в результате чего не требуется вращать коленчатый вал 110 вперед и назад при каждом подъеме и опускании присосок 90 и, соответственно, достаточно вращать коленчатый вал 110 в одном направлении. Кроме того, в кривошипно-ползунном механизме 99 скорость V подъема/опускания скользящего штифта 113, т.е. присосок 90 в направлении Z достигает нуля (V=0) в верхней мертвой точке и в нижней мертвой точке в момент возврата присосок 90 при подъеме и опускании. В частности, скорость достигает нуля в положении перехода от подъема к опусканию присосок 90 в направлении Z в положении перехода от опускания к подъему. Кроме того, поскольку замедление (кривая замедления) до этой скорости V=0 и ускорение (кривая ускорения) от этой скорости V=0 являются плавными, присоски 90 могут мягко присасывать и поднимать листовое стекло 5 с опорных частей 20а, 20b, 20с и 20d и опускать листовое стекло и помещать его на опорные части 20b, 20с, 20d и 20е. Помимо этого, путем выбора положения нижней мертвой точки при подъеме и опускании присосок 90 в непосредственной близости от верхних поверхностей опорных частей 20а, 20b, 20с и 20d можно надежно поднимать листовое стекло 5с опорных частей 20а, 20b, 20с и 20d при его присасывании присосками 90, а также помещать листовое стекло 5 на опорные части 20b, 20с, 20d и 20е при прекращении его присасывания присосками 90.
В устройстве 1 для обработки листового стекла участок 3 шлифовки расположен таким образом, чтобы шлифовальная головка 10 и шлифовальный стол 12 совершали перемещение по контуру в системе координат X-Y; однако может использоваться система прослеживания контуров в системе полярных координат, когда шлифовальная головка 10 является неподвижной, а шлифовальный стол 12, удерживающий листовое стекло 5, поворачивается с регулированием угол поворота и перемещается по оси Y, а при возврате шлифовального стола 12 в исходное положение по оси Y перемещение листового стекла 5 на участок 3 шлифовки и с участка 3 шлифовки может осуществляться присосками 90 подъемника 91 транспортного устройства 79.
Кроме того, хотя устройство 1 для обработки листового стекла имеет участок 4 ломки изгибом между участком 2 резания и участком 3 шлифовки, участок 4 ломки изгибом может отсутствовать, и резание и ломка изгибом могут непрерывно выполняться на участке 2 резания и ломки изгибом листового стекла 5. В частности, режущая головка 9 может быть дополнительно снабжена прижимным устройством 68 для выполнения ломки изгибом немедленно после формирования секущей линии отрезным диском 14, а листовое стекло 5 может перемещаться на участок 3 шлифовки с этого участка 2 резания, также выполняющего функцию ломки изгибом. Иными словами, одним положением обработки является участок резания и ломки изгибом для формирования секущей линии на поверхности листового стекла 5 и его ломки изгибом по секущей линии, а другим положением обработки может являться участок 3 шлифовки наружных кромок листового стекла 5.
Описание позиций
1: устройство для обработки листового стекла
2: участок резания
3: участок шлифовки
4: участок ломки изгибом
5: листовое стекло
6: участок транспортировки листового стекла
7: загрузочный конвейер
8: разгрузочный конвейер
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2696473C1 |
| УСТРОЙСТВО ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2693719C1 |
| СПОСОБ ВЫРЕЗАНИЯ ЛИСТОВОГО СТЕКЛА И ПОЗИЦИОНИРОВАНИЯ ВЫРЕЗАННОГО ЛИСТОВОГО СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2671239C1 |
| СПОСОБ ЛОМКИ ИЗГИБОМ СТЕКЛЯННЫХ ПЛАСТИН И УСТРОЙСТВО ДЛЯ ИХ ЛОМКИ ИЗГИБОМ | 2015 |
|
RU2680623C2 |
| УСТРОЙСТВО ДЛЯ ЛОМКИ ИЗГИБОМ СТЕКЛЯННЫХ ПЛАСТИН | 2018 |
|
RU2720028C1 |
| УСТРОЙСТВО ДЛЯ ЛОМКИ ИЗГИБОМ СТЕКЛЯННЫХ ПЛАСТИН | 2018 |
|
RU2711095C1 |
| УСТРОЙСТВО ДЛЯ МАНИПУЛИРОВАНИЯ ЛИСТООБРАЗНЫМИ ИЗДЕЛИЯМИ | 2007 |
|
RU2455219C2 |
| Установка для укладки листов стекла в тару | 1988 |
|
SU1544721A1 |
| МАНИПУЛЯТОР | 2009 |
|
RU2423222C1 |
| ПРЕССОВЫЙ АГРЕГАТ С НЕСКОЛЬКИМИ ПРЕССАМИ ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА (ВАРИАНТЫ) | 1990 |
|
RU2076011C1 |
Изобретение относится к устройству для транспортировки листового стекла в составе технологической линии, содержащей участок резания, служащий положением обработки для формирования секущих линий на листовом стекле, участок шлифовки, для шлифовки наружных кромок листового стекла, участок ломки изгибом, расположенный между участком резания и участком шлифовки, и участок транспортировки листового стекла. Транспортное устройство содержит транспортировочный манипулятор, совершающий возвратно-поступательное движение между положениями обработки стекла. На манипуляторе установлены присоски, способные подниматься и опускаться посредством подъёмного устройства. Подъёмное устройство содержит кривошипно-ползунный механизм, имеющий коленчатый вал и ползун, Коленчатый вал связан с подъёмным двигателем, установленным на транспортировочном манипуляторе, а присоски установлены на ползуне и приспособлена подниматься и опускаться в результате приведения в действие подъёмного двигателя. Технический результат изобретения – ускорение транспортировки листового стекла и сокращение времени простоя при обработке. 3 з.п. ф-лы, 10 ил.
1. Устройство для обработки листового стекла, содержащее такие участки обработки, как резание, ломка изгибом, резание и ломка изгибом, шлифовка наружных кромок, отличающееся тем, что устройство содержит:
по меньшей мере, два положения обработки, каждое из которых имеет опорную часть для размещения на ней обрабатываемого листового стекла и которые расположены с промежутками между ними, и
транспортное устройство для перемещения листового стекла с опорной части одного из двух положений обработки на опорную часть другого их двух положений обработки,
при этом транспортное устройство содержит транспортировочный манипулятор, который совершает возвратно-поступательное движение между опорными частями одного и другого положений обработки, и присоску или присоски, посредством подъемного устройства установленную(ые) на транспортировочном манипуляторе,
транспортное устройство приспособлено для транспортировки листового стекла из одного положения обработки в другое положение обработки за счет возвратно-поступательного движения транспортировочного манипулятора, подъема и опускания присоски(ок) подъемным устройством, и присасывания и прекращения присасывания листового стекла присоской(ами),
подъемное устройство содержит кривошипно-ползунный механизм, имеющий коленчатый вал и ползун, коленчатый вал связан с подъемным двигателем, установленным на транспортировочном манипуляторе, а присоска(и) установлена(ы) на ползуне и приспособлена(ы) подниматься и опускаться в результате приведения в действие подъемного двигателя.
2. Устройство для обработки листового стекла по п. 1, в котором подъемным двигателем является серводвигатель с числовым программным управлением.
3. Устройство для обработки листового стекла по пп. 1 или 2, в котором транспортное устройство содержит управляющий транспортировкой двигатель для сообщения возвратно-поступательного движения транспортировочному манипулятору, при этом за счет одновременного управления подъемным двигателем и управляющим транспортировкой двигателем при перемещении листового стекла из одного положения обработки в другое положение обработки подъемное устройство и присоска(и) поднимают листовое стекло, а по мере приближения к другому положению обработки, в которое перемещается листовое стекло, подъемное устройство постепенно опускает листовое стекло.
4. Устройство для обработки листового стекла по любому из п.п. 1-3, в котором одним положением обработки является участок резания и ломки изгибом для формирования секущей линии на поверхности листового стекла и ломки изгибом листового стекла по секущей линии, а другим положением обработки является участок шлифовки наружных кромок листового стекла.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| SU 1192293 A1, 27.07.1996 | |||
| Устройство для вырезания фигурного стекла | 1990 |
|
SU1749188A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

