Изобретение относится к области станкостроения, а именно, к устройствам для лазерной микрообработки поверхности оптических компонентов, в частности, к делительным машинам, и может быть использовано при формировании штриховых структур на выпуклых цилиндрических поверхностях с большой стрелкой прогиба (более 10 мм), например мастер-матриц дифракционных оптических элементов, применяемых для изготовления пленочных концентраторов солнечной энергии и решеток-поляризаторов.
Известна круговая лазерная записывающая система (КЛЗС) для формирования дифракционных решеток на сферических поверхностях, содержащая станину, каретку радиального перемещения, приводное устройство для перемещения каретки, рабочий стол, блок управления, датчик автофокусировки, при этом плоскость фокусировки красного лазера датчика автофокусировки совпадает с плоскостью фокусировки записывающего ультрафиолетового лазера и зеленого дополнительного лазера [Интерэкспо ГЕО-Сибирь-2015. XI Междунар. науч. конгр., 13-25 апреля 2015 г., Новосибирск: Междунар. науч. конф. «СибОптика-2015»: сб. материалов в 3 т. Т. 2. - Новосибирск: СГУГиТ, 2015, с. 65, рис. 1; с. 67, рис. 2].
Основными недостатками аналога являются конструктивно-технологические ограничения по величине стрелки прогиба (не более 1,25 мм) изготавливаемых штриховых структур на неплоских поверхностях, а также сложность схемы оптического канала, имеющего записывающий диодный ультрафиолетовый лазер, дополнительный зеленый лазер, используемый для записи юстировочных элементов, а также красный лазер датчика автофокусировки.
Прототипом является делительная машина маятникового типа для изготовления периодических штриховых структур, например мастер-матриц дифракционных оптических элементов [Беляков Ю.М, Лукин А.В., Мельников А.Н. Устойчивость функционирования делительной машины маятникового типа к воздействию внешних факторов // Оптический журнал. 2007. Т. 74. №3. С. 23-28].
Данная делительная машина для изготовления мастер-матриц дифракционных оптических элементов содержит станину, делительную и резцовую каретки, выполненной в виде маятника, приводы перемещения делительной и резцовой кареток, устройство для формирования штриха, выполненное в виде механизма подъема и опускания резца, блок управления приводами перемещения делительной и резцовой кареток, а также устройством для формирования штриха, и датчик линейного перемещения делительной каретки.
Резцовая каретка, выполненная в виде маятника, закреплена не менее чем на двух опорах с трением упругости. Привод перемещения резцовой каретки выполнен в виде привода обеспечения угловых автоколебаний резцовой каретки. Устройство для формирования штриха расположено на резцовой каретке ниже оси угловых автоколебаний резцовой каретки. На делительной каретке закреплена подложка изготавливаемой штриховой структуры, а на резцовой каретке закреплен алмазный резец для формирования штрихов.
Основным недостатком прототипа являются ограниченные функциональные возможности, так как данная делительная машина обеспечивает формирование штриховых структур на выпуклых цилиндрических поверхностях с небольшой стрелкой прогиба -не более 0,2 мм - из-за того, что устройство для формирования штриха расположено ниже оси угловых автоколебаний резцовой каретки, а также из-за наличия опор с трением упругости, ограничивающих амплитуду угловых автоколебаний резцовой каретки в пределах ±1°.
Техническим результатом изобретения является расширение функциональных возможностей делительной машины маятникового типа, а именно, обеспечение возможности формирования штриховых структур на выпуклых цилиндрических поверхностях с большой стрелкой прогиба.
Технический результат достигается за счет того, что в делительной машине маятникового типа для формирования штриховых структур на выпуклых цилиндрических поверхностях, содержащей станину с расположенными на ней резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, и делительной кареткой с приводом и датчиком ее перемещения, установленной с возможностью линейного перемещения относительно станины в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, устройство для формирования штриха, расположенное на резцовой каретке, и блок управления указанными приводами и устройством для формирования штриха, согласно настоящему изобретению, резцовая каретка снабжена противовесом, расположенным на ее конце ниже оси угловых автоколебаний резцовой каретки, а устройство для формирования штриха, выполненное в виде лазерной головки, установлено на противоположном конце резцовой каретки относительно оси ее угловых автоколебаний. Резцовая каретка выполнена в виде вертикально расположенной рамы и снабжена телескопическим механизмом. Противовес резцовой каретки выполнен с возможностью регулирования по массе и моменту инерции. Делительная каретка снабжена телескопическим механизмом, установленным на станине.
Сущность изобретения поясняется чертежами (фиг. 1 - фиг. 6). На фиг. 1 изображена функциональная схема предлагаемой делительной машины маятникового типа для формирования штриховых структур на выпуклых цилиндрических поверхностях, на которой стрелками показана возможность линейного перемещения делительной каретки и угловых автоколебаний резцовой каретки.
На фиг. 2 и 3 изображены вид сбоку на делительную каретку и траектория движения устройства для, формирования штриха в прямом и обратном рабочем ходе соответственно при формировании штриха в меридиональном сечении световой зоны выпуклой рабочей поверхности подложки формируемой штриховой структуры (световая зона заключена между точками 6 и г фокусировки лазерного луча на выпуклой рабочей поверхности подложки), при этом показаны делительная каретка и устройство для формирования штриха.
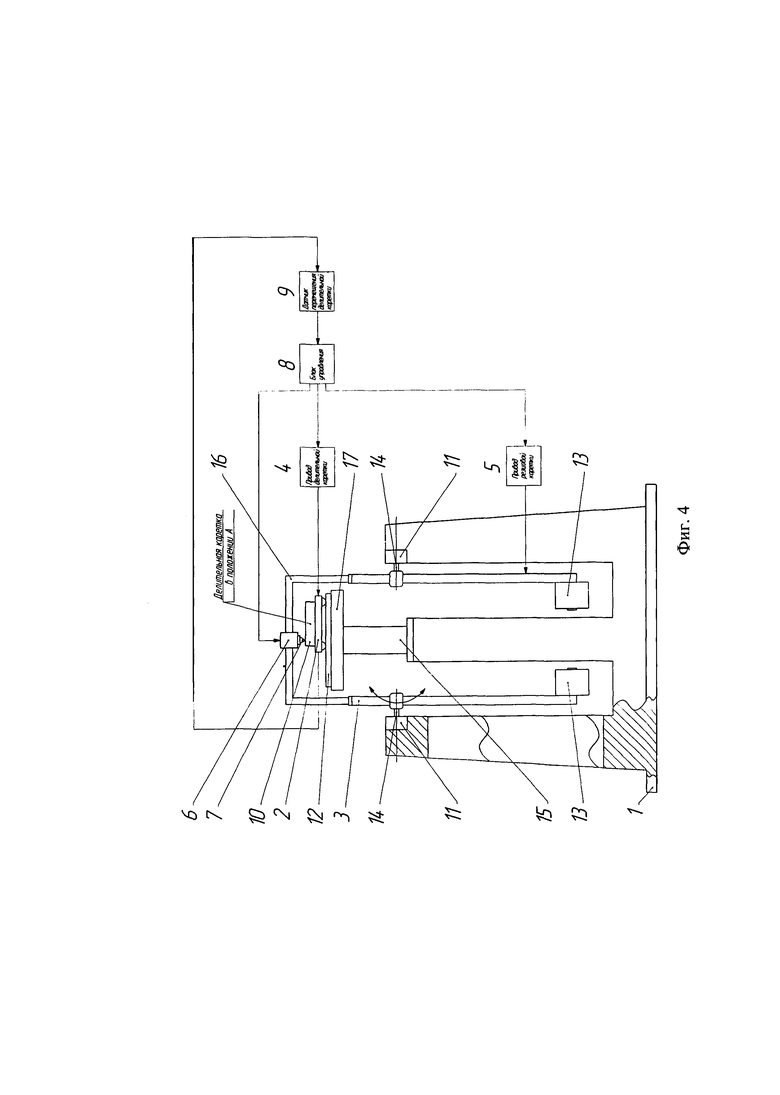
На фиг. 4 изображено расположение делительной каретки во время работы предлагаемой делительной машины в начальном положении А, при этом формирование штрихов выполняется в начальной краевой световой зоне выпуклой рабочей поверхности подложки.
На фиг. 5 изображено расположение делительной каретки во время работы предлагаемой делительной машины в среднем положении Б, при этом формирование штрихов выполняется в среднем сечении световой зоны выпуклой рабочей поверхности подложки.
На фиг. 6 изображено расположение делительной каретки во время работы предлагаемой делительной машины в конечном положении В, при этом формирование штрихов выполняется в конечной краевой световой зоне выпуклой рабочей поверхности подложки.
Делительная машина маятникового типа для формирования штриховых структур на выпуклых цилиндрических поверхностях содержит станину 1, делительную каретку 2, резцовую каретку 3, приводы 4 и 5 перемещения, соответственно, делительной и резцовой кареток, устройство 6 для формирования штриха, выполненное в виде лазерной головки, блок 8 управления приводами 4, 5 и устройством 6 для формирования штриха, датчик 9 линейного перемещения делительной каретки 2, представляющий собой прецизионный энкодер, встроенный в состав высокоточного устройства линейного перемещения модели V-551.
Вход датчика 9 линейного перемещения делительной каретки 2 сопряжен с делительной кареткой 2, а выход подключен к входу блока 8 управления, первый выход которого подключен к входу привода 4, сопряженного с делительной кареткой 2. Второй выход блока 8 управления подключен к входу устройства 6 для формирования штриха, а третий выход - к входу привода 5, выход которого сопряжен с резцовой кареткой 3.
Делительная каретка 2 с приводом 4 и датчиком 9 расположена на станине 1 и установлена на опорах 12 с возможностью линейного перемещения относительно станины 1. На делительной каретке 2 закреплена подложка 10 формируемой штриховой структуры с выпуклой цилиндрической рабочей поверхностью. Делительная каретка 2 может быть снабжена телескопическим механизмом 15, установленным на станине 1, для подстройки расположения подложки 10 относительно устройства 6 для формирования штриха во время осуществления юстировочной операции, проводимой до формирования штриховой структуры. Опоры 12 линейного перемещения размещены на платформе 17 телескопического механизма 15. Привод 4 выполнен с возможностью электронного управления процессом линейного перемещения делительной каретки 2 и построен на основе использования высокоточного устройства линейного перемещения модели V-551.
Резцовая каретка 3 с приводом 5 ее перемещения также расположена на станине 1. На резцовой каретке 3, выполненной в виде маятника, установлено устройство 6 для формирования штриха.
В устройстве 6 для формирования штриха (лазерной головке) используется миниатюрный диодный лазер серии Lambda Mini Fiber с рабочей длиной волны 405 нм и выходной мощностью 100 мВт.
Привод 5 перемещения резцовой каретки 3 предназначен для обеспечения поперечного движения устройства 6 для формирования штриха в виде незатухающих угловых колебаний, что достигается в режиме угловых автоколебаний резцовой каретки 3. Привод 5 выполнен с возможностью обеспечения угловых автоколебаний резцовой каретки 3 относительно ее оси 14, которая закреплена на опорах 11 вращения, расположенных на станине 1. Опоры 11 вращения с осью 14 обеспечивают большую амплитуду угловых автоколебаний резцовой каретки 3 (в пределах ±20°). В плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки 3, осуществляется линейное перемещение делительной каретки 2 относительно станины 1. Резцовая каретка 3 выполнена в виде вертикально расположенной рамы и может быть снабжена телескопическим механизмом 16 для подстройки своих геометрических размеров по высоте в условиях конкретных размеров подложки 10 изготавливаемой штриховой структуры. Резцовая каретка 3 снабжена противовесом 13, расположенным на ее конце ниже оси 14 угловых автоколебаний резцовой каретки 3. Противовес 13 резцовой каретки 3 выполнен с возможностью регулирования по массе и моменту инерции для того, чтобы резцовая каретка 3 обладала динамическими свойствами маятника с центром масс, расположенным ниже геометрической оси угловых автоколебаний резцовой каретки 3. Регулируемый противовес 13 позволяет подбирать частоту угловых автоколебаний резцовой каретки 3 с целью достижения оптимальной производительности формирования штрихов.
Устройство 6 для формирования штриха, выполненное в виде лазерной головки, установлено на противоположном конце резцовой каретки 3 относительно оси 14 ее угловых автоколебаний.
Резцовая каретка 3 позволяет совершать устройству 6 для формирования штриха, воспроизводимые быстрые, по отношению к линейному перемещению делительной каретки 2, угловые автоколебания с большой амплитудой в плоскости качания. Причем траектория движения сфокусированного лазерного луча 7 устройства 6 для формирования штриха в рабочем ходе практически равна радиусу кривизны выпуклой рабочей поверхности подложки 10.
Перед начатом работы делительной машины предварительно рассчитывают амплитуду и частоту угловых автоколебаний резцовой каретки 3 исходя из требуемых размеров формируемой на подложке 10 штриховой структуры, геометрических размеров и динамических свойств резцовой каретки 3.
Делительная машина работает следующим образом.
Методом прямой лазерной записи (фотолитографии) дифракционный оптический элемент получают непосредственно в материале подложки 10 - в стекле, в том числе LDW-стекле (Laser Direct Write), или в металле - в два этапа, при этом на первом этапе формируют маску-транспарант в тонком слое фоторезиста, хрома или халькогенида непосредственно на выпуклой рабочей поверхности подложки 10 сфокусированным лазерным лучом 7 с использованием делительной машины, а на втором этапе формируют штрихи путем химического или ионного травления сквозь маску-транспарант. Дифракционный оптический элемент используется в качестве мастер-матрицы для последующего изготовления методом горячего тиснения или полимерной репликации пленочных концентраторов солнечной энергии и решеток-поляризаторов.
В исходном нерабочем положении узлов и механизмов делительной машины делительная каретка 2, резцовая каретка 3 с противовесом 13, устройство 6 для формирования штриха, находятся в статическом состоянии и расположены в вертикальной плоскости, при этом лазерный луч выключен (см. фиг. 1, на которой стрелками показана возможность линейного перемещения делительной каретки и угловых автоколебаний резцовой каретки).
Предварительно, до операции формирования штрихов на выпуклых цилиндрических поверхностях, осуществляют технологические операции по юстировке подложки 10 и настройке устройства 6 для формирования штриха.
. В результате юстировки подложки 10 обеспечивается движение ее выпуклой рабочей поверхности по заданной линейной траектории.
В результате настройки устройства 6 для формирования штриха устанавливаются требуемая величина выходной оптической мощности сфокусированного лазерного луча 7, величина диаметра наименьшего кружка рассеяния сфокусированного лазерного луча 7 и требуемое расположение оптической оси сфокусированного лазерного луча 7 по нормали к выпуклой рабочей поверхности подложки 10.
При включении делительной машины блок 8 управления, с помощью привода 5 перемещения резцовой каретки 3, выводит резцовую каретку 3, выполненную в виде маятника на опорах 11 вращения, в режим угловых автоколебаний.
Делительная машина готова к операции формирования штрихов мастер-матрицы дифракционного оптического элемента.
Цикл формирования штрихов мастер-матрицы дифракционного оптического элемента рассмотрим на примере формирования штрихов в меридиональном сечении световой зоны, расположенной между точками 6 и г фокусировки лазерного луча на выпуклой рабочей поверхности подложки 10 (см. фиг. 2 и 3, на которых резцовая каретка 3 не показана). Блок 8, подавая управляющие сигналы, синхронизирует работу трех основных систем - привода 4 перемещения делительной каретки 2, привода 5 перемещения резцовой каретки 3 и устройства 6 для формирования штриха, выполненного в виде лазерной головки.
На устройство 6 для формирования штриха подан управляющий сигнал, в результате чего лазерный луч выключен, а устройство 6 для формирования штриха находится в крайнем левом положении а вне указанной световой зоны выпуклой рабочей поверхности подложки 10, при этом делительная каретка 2 расположена неподвижно.
Далее резцовая каретка 3 перемещает устройство 6 для формирования штриха в положение 6, совпадающее с началом световой зоны выпуклой рабочей поверхности подложки 10. С блока 8 на устройство 6 для формирования штриха поступает управляющий сигнал, в результате чего сфокусированный лазерный луч 7 начинает формировать штрих последовательно и непрерывно от положения 6, проходя положение в, до положения г включительно, совпадающего с окончанием световой зоны выпуклой рабочей поверхности подложки 10. Затем, в положении г, с блока 8 на устройство 6 для формирования штриха поступает управляющий сигнал, в результате чего лазерный луч выключается. В момент достижения резцовой кареткой 3 с устройством 6 для формирования штриха положения г на привод 4 перемещения делительной каретки 2 подается управляющий сигнал, в результате чего делительная каретка 2 с подложкой 10 начинает совершать линейное перемещение на расстояние, равное периоду штрихов.
При этом величина линейного перемещения делительной каретки 2 контролируется датчиком 9. Далее резцовая каретка 3 перемещает устройство 6 для формирования штриха в крайнее правое положение ∂ вне указанной световой зоны выпуклой рабочей поверхности подложки 10. Достигнув крайнего правого положения ∂, устройство 6 для формирования штриха останавливается. Таким образом, устройство 6 для формирования штриха, пройдя траекторию своего движения от положения а до положения ∂, завершило прямой рабочий ход. Достигнув крайнего правого положения ∂, устройство 6 для формирования штриха начинает перемещаться в противоположном направлении - от положения ∂ к положению а, совершая обратный рабочий ход (см. фиг. 3, на которой резцовая каретка 3 не показана). В момент достижения резцовой кареткой 3 с устройством 6 для формирования штриха положения г делительная каретка 2 с подложкой 10 переместилась на заданный линейный шаг, равный периоду штрихов, и остановилась. В положении г, совпадающем с началом световой зоны выпуклой рабочей поверхности подложки 10 в обратном рабочем ходе, на устройство 6 для формирования штриха поступает управляющий сигнал от блока 8 управления, в результате чего сфокусированный лазерный луч 7 начинает формировать штрих последовательно и непрерывно от положения г, проходя положение в, до положения б. В этом случае положение 6 совпадает с окончанием световой зоны выпуклой рабочей поверхности подложки 10 в обратном рабочем ходе. Затем, в положении 6, на устройство 6 для формирования штриха подается управляющий сигнал, в результате чего лазерный луч выключается. В момент достижения резцовой кареткой 3 с устройством 6 для формирования штриха положения 6 на привод 4 перемещения делительной каретки 2 подается управляющий сигнал, в результате чего делительная каретка 2 с подложкой 10 начинает совершать линейное перемещение на расстояние, равное периоду штрихов. При этом величина линейного перемещения делительной каретки 2 контролируется датчиком 9.
Далее резцовая каретка 3 перемещает устройство 6 формирования штриха в крайнее левое положение а вне указанной световой зоны выпуклой рабочей поверхности подложки 10. Достигнув крайнего левого положения а, устройство 6 для формирования штриха останавливается. Таким образом, устройство 6 для формирования штриха, пройдя траекторию своего движения от положения ∂ до положения а, завершило обратный рабочий ход. Далее описанный выше цикл перемещения устройства 6 для формирования штриха - от положения а до положения ∂ в прямом рабочем ходе (см. фиг. 2) и от положения ∂ до положения а в обратном рабочем ходе (см. фиг. 3) - при работе предложенной делительной машины повторяется. Процесс формирования всех штрихов выполняется аналогично процессу, описанному выше, при этом делительная каретка 2 проходит последовательно траекторию (с соответствующими остановками на момент формирования каждого штриха) от своего начального положения А (см. фиг. 4) через положение Б, соответствующее среднему сечению световой зоны выпуклой рабочей поверхности подложки 10 (см. фиг. 5) до своего конечного положения В (см. фиг. 6).
Использование предлагаемой делительной машины маятникового типа обеспечит возможность формирования штриховых структур на выпуклых цилиндрических поверхностях с большой стрелкой прогиба (например, 50 мм), в частности, мастер-матриц дифракционных оптических элементов, применяемых для изготовления пленочных концентраторов солнечной энергии и решеток-поляризаторов, за счет угловых автоколебаний резцовой каретки с большой амплитудой, а также изменения места расположения устройства для формирования штриха на резцовой каретке.





Изобретение относится к области устройств для формирования штриховых структур на выпуклых цилиндрических поверхностях с большой стрелкой прогиба и может быть использовано, например, при изготовлении дифракционных оптических элементов, применяемых для изготовления пленочных концентраторов солнечной энергии и решеток-поляризаторов. Делительная машина содержит станину с расположенными на ней резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, и делительной кареткой с приводом и датчиком ее перемещения, установленной с возможностью линейного перемещения относительно станины в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, устройство для формирования штриха в виде лазерной головки, расположенной на резцовой каретке, и блок управления указанными приводами и устройством для формирования штриха. Использование изобретения позволяет более точно и качественно формировать штриховые структуры на выпуклых цилиндрических поверхностях. 3 з.п. ф-лы, 6 ил. 
1. Делительная машина маятникового типа для формирования штриховых структур на выпуклых цилиндрических поверхностях, содержащая станину с расположенными на ней резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, и делительной кареткой с приводом и датчиком ее перемещения, установленной с возможностью линейного перемещения относительно станины в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, устройство для формирования штриха, расположенное на резцовой каретке, и блок управления указанными приводами и устройством для формирования штриха, отличающаяся тем, что резцовая каретка снабжена противовесом, расположенным на ее конце ниже оси угловых автоколебаний резцовой каретки, а устройство для формирования штриха, выполненное в виде лазерной головки, установлено на противоположном конце резцовой каретки относительно оси ее угловых автоколебаний.
2. Делительная машина по п. 1, отличающаяся тем, что резцовая каретка выполнена в виде вертикально расположенной рамы и снабжена телескопическим механизмом.
3. Делительная машина по п. 1, отличающаяся тем, что противовес резцовой каретки выполнен с возможностью регулирования по массе и моменту инерции.
4. Делительная машина по п. 1, отличающаяся тем, что делительная каретка снабжена телескопическим механизмом, установленным на станине.
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИОДИЧЕСКИХ ШТРИХОВЫХ СТРУКТУР, ПРЕИМУЩЕСТВЕННО ДИФРАКЦИОННЫХ РЕШЕТОК (ВАРИАНТЫ) | 1998 |
|
RU2130374C1 |
| RU 127674 U1, 10.05.2013 | |||
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2036770C1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2027578C1 |
| Способ нарезания штрихов дифракционных решеток и устройство для его осуществления | 1989 |
|
SU1682123A1 |
| WO 2009083631 A1, 09.07.2009. | |||

