Изобретение относится к области станкостроения, а именно, к делительным машинам, и может быть использовано при изготовлении штриховых структур, например, дифракционных решеток, мастер-матриц дифракционных оптических элементов, применяемых для изготовления пленочных концентраторов солнечной энергии и решеток-поляризаторов, на вогнутых поверхностях (сферических, асферических, в том числе тороидальных, и цилиндрических) с большой стрелкой прогиба (более 10 мм), необходимых для создания, в частности, компактной светосильной спектральной аппаратуры (монохроматоров-осветителей, гиперспектрометров), оптических систем преобразователей солнечной энергии.
Известна делительная машина маятникового типа для изготовления периодических штриховых структур, преимущественно дифракционных решеток [Беляков Ю.М, Лукин А.В., Мельников А.Н. Устойчивость функционирования делительной машины маятникового типа к воздействию внешних факторов // Оптический журнал. 2007. Т. 74. №3. С. 23-28].
Данная делительная машина для изготовления периодических штриховых структур, преимущественно дифракционных решеток, содержит станину, делительную и резцовую каретки, приводы перемещения делительной и резцовой кареток, механизм подъема и опускания алмазного резца, блок управления приводами перемещения делительной и резцовой кареток, а также механизмом подъема и опускания алмазного резца, и датчик линейного перемещения делительной каретки.
Резцовая каретка выполнена в виде маятника, закрепленного не менее чем на двух опорах с трением упругости, а привод перемещения резцовой каретки - в виде привода обеспечения угловых автоколебаний резцовой каретки. Механизм подъема и опускания алмазного резца расположен на резцовой каретке ниже оси угловых автоколебаний резцовой каретки. На делительной каретке жестко установлена подложка изготавливаемой штриховой структуры, а на резцовой каретке - алмазный резец для нарезания штрихов.
Основным недостатком этого технического решения являются ограниченные функциональные возможности, так как данная делительная машина обеспечивает изготовление дифракционных решеток на вогнутых поверхностях с небольшой стрелкой прогиба - не более 0,2 мм - из-за того, что делительная каретка установлена с возможностью совершать только линейные перемещения, а также из-за наличия опор с трением упругости, ограничивающих амплитуду угловых автоколебаний резцовой каретки в пределах ±1°.
Прототипом является делительная машина маятникового типа для изготовления штриховых структур на неплоских рабочих поверхностях, содержащая станину с расположенными на ней делительной кареткой с приводом ее перемещения, датчиком поворота и столиком, и резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, при этом делительная каретка со столиком установлена на опорах вращения с возможностью поворота относительно оси, расположенной вдоль ее опор вращения, в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, причем геометрическая ось поворота делительной каретки пересекается с геометрической осью, относительно которой резцовая каретка совершает угловые автоколебания, установленный на резцовой каретке алмазный резец с механизмом его подъема и опускания и блок управления указанными приводами и механизмом, при этом механизм подъема и опускания алмазного резца установлен на конце резцовой каретки выше оси ее угловых автоколебаний, а столик - на конце делительной каретки выше оси ее поворота, причем на столике делительной каретки закреплена подложка изготавливаемой штриховой структуры, а на резцовой каретке - алмазный резец для нарезания штрихов [Патент на полезную модель RU 185039 U1, МПК B23Q 16/02, G02B 5/18, опубликован 19.11.2018 г.].
Основным недостатком прототипа являются ограниченные функциональные возможности, так как данная делительная машина не обеспечивает изготовление штриховых структур с постоянным или переменным шагом и с прямолинейными или криволинейными штрихами на вогнутых поверхностях (сферических, асферических, в том числе тороидальных, и цилиндрических) с большой стрелкой прогиба из-за того, что механизм подъема и опускания алмазного резца установлен на конце резцовой каретки выше оси ее угловых автоколебаний, а столик - на конце делительной каретки выше оси ее поворота, причем столик не имеет возможности осуществлять линейное перемещение относительно делительной каретки в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки.
Техническим результатом изобретения является расширение функциональных возможностей делительной машины маятникового типа, а именно, обеспечение возможности изготовления штриховых структур с постоянным или переменным шагом и с прямолинейными или криволинейными штрихами на вогнутых поверхностях (сферических, асферических, в том числе тороидальных, и цилиндрических) с большой стрелкой прогиба.
Технический результат достигается за счет того, что в делительной машине маятникового типа для изготовления штриховых структур на вогнутых поверхностях, содержащей станину с расположенными на ней делительной кареткой с приводом ее перемещения и датчиком поворота, и резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, при этом делительная каретка установлена на опорах вращения с возможностью поворота относительно оси, расположенной вдоль ее опор вращения, в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, причем геометрическая ось поворота делительной каретки пересекается с геометрической осью, относительно которой резцовая каретка совершает угловые автоколебания, установленный на резцовой каретке алмазный резец с механизмом его подъема и опускания, и блок управления указанными приводами и механизмом, согласно настоящему изобретению, делительная каретка дополнительно содержит делительный механизм, выполненный с возможностью линейного перемещения при помощи его привода в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, и снабженный датчиком положения и фиксирующим устройством, при этом делительная каретка снабжена поворотно-фиксирующим механизмом, механизм подъема и опускания алмазного резца установлен на конце резцовой каретки ниже оси ее угловых автоколебаний, делительный механизм установлен на конце делительной каретки ниже оси ее поворота, причем блок управления дополнительно соединен с поворотно-фиксирующим механизмом делительной каретки, приводом линейного перемещения, датчиком положения и фиксирующим устройством делительного механизма.
Сущность изобретения поясняется чертежами (фиг. 1 - фиг. 7).
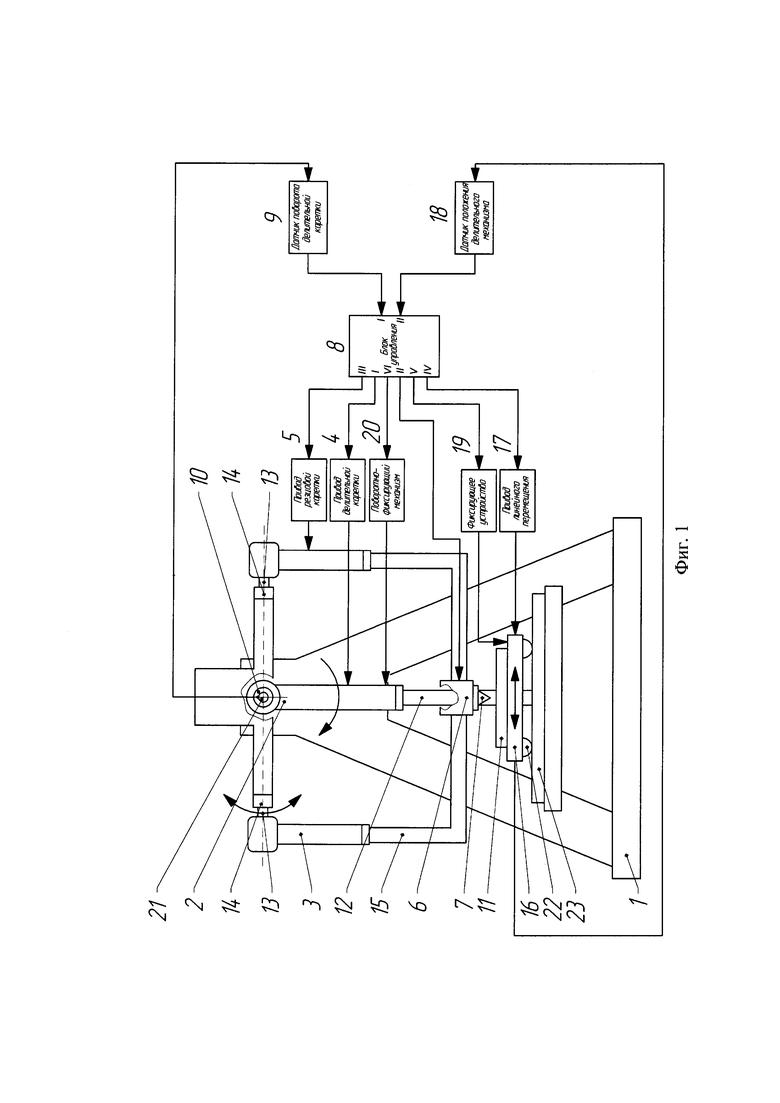
На фиг. 1 изображена функциональная схема предлагаемой делительной машины.
Фиг. 2 - фиг. 7 иллюстрируют работу делительной машины при изготовлении штриховых структур с постоянным или переменным шагом и с прямолинейными или криволинейными штрихами на вогнутых (цилиндрической, сферической, асферической, в том числе тороидальной) поверхностях.
Делительная машина маятникового типа для изготовления штриховых структур на вогнутых поверхностях (см. фиг. 1) содержит станину 1 с расположенными на ней делительной кареткой 2 и резцовой кареткой 3 с приводами 4 и 5 их перемещения, механизм 6 подъема и опускания алмазного резца 7, блок 8 управления приводами 4, 5 и механизмом 6 подъема и опускания алмазного резца 7, датчик 9 поворота делительной каретки 2, представляющий собой прецизионный энкодер, встроенный в состав поворотной платформы модели М-062. Вход датчика 9 сопряжен с осью 21 поворота делительной каретки 2, а выход подключен к первому входу блока 8 управления, первый выход которого подключен к входу привода 4, сопряженного с делительной кареткой 2. Второй выход блока 8 управления подключен к входу механизма 6 подъема и опускания алмазного резца 7, а третий выход - к входу привода 5, выход которого сопряжен с резцовой кареткой 3. Делительная каретка 2 установлена на опорах вращения 10 с возможностью поворота относительно оси 21, расположенной вдоль опор вращения 10. На резцовой каретке 3, выполненной в виде маятника, установлен алмазный резец 7 с механизмом 6 его подъема и опускания. Привод 5 перемещения резцовой каретки 3 предназначен для обеспечения поперечного движения - подачи алмазного резца 7 в виде незатухающих угловых колебаний, что достигается в режиме угловых автоколебаний резцовой каретки 3.
Привод 5 выполнен с возможностью обеспечения угловых автоколебаний резцовой каретки 3 относительно ее оси 13, которая закреплена на опорах вращения 14, расположенных на станине 1. Опоры вращения 14 с осью 13 обеспечивают большую амплитуду угловых автоколебаний резцовой каретки 3 (в пределах ±20°). В плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки 3, осуществляется поворот делительной каретки 2, причем геометрическая ось ее поворота пересекается с геометрической осью, относительно которой резцовая каретка 3 совершает угловые автоколебания. Резцовая каретка 3 выполнена в виде вертикально расположенной рамы и может быть снабжена телескопическим механизмом 15 для подстройки своих геометрических размеров по высоте в условиях конкретных размеров подложки 11 изготавливаемой штриховой структуры. Резцовая каретка 3 обладает динамическими свойствами маятника с центром масс, расположенным ниже геометрической оси угловых автоколебаний резцовой каретки 3. Резцовая каретка 3 вместе с алмазным резцом 7 совершает воспроизводимые быстрые, по отношению к повороту делительной каретки 2, угловые автоколебания с большой амплитудой в плоскости поворота. Причем траектория движения алмазного резца 7 в своем рабочем ходе практически равна радиусу кривизны вогнутой поверхности подложки 11. Механизм 6 подъема и опускания алмазного резца 7 установлен на резцовой каретке 3 и построен на основе использования типового управляемого электромагнита с напряжением питания постоянного тока, равным 27 В.
Отличием предлагаемой делительной машины является то, что делительная каретка 2 дополнительно содержит делительный механизм 16, выполненный с возможностью линейного перемещения при помощи его привода 17, и снабженный датчиком 18 положения и фиксирующим устройством 19.
Подложка 11 жестко установлена на делительном механизме 16. Делительная каретка 2 снабжена поворотно-фиксирующим механизмом 20. Механизм 6 подъема и опускания алмазного резца 7 установлен на конце резцовой каретки 3 ниже оси 13 ее угловых автоколебаний. Делительный механизм 16 установлен на конце делительной каретки 2 ниже оси 21 ее поворота. Блок 8 управления дополнительно соединен с поворотно-фиксирующим механизмом 20 делительной каретки 2, приводом 17 линейного перемещения, датчиком 18 положения и фиксирующим устройством 19 делительного механизма 16. Делительная каретка 2 может быть снабжена телескопическим механизмом 12 для подстройки расположения подложки 11 изготавливаемой штриховой структуры относительно алмазного резца 7. Привод 4 выполнен с возможностью электронного управления процессом поворота делительной каретки 2 и построен на основе использования прецизионной поворотной платформы модели М-062, включающей в свой состав двигатель постоянного тока мощностью 3 Вт и безлюфтовую червячную передачу (на фиг. 1 не показаны). Вход датчика 18 сопряжен с делительным механизмом 16, а выход подключен ко второму входу блока 8 управления. Четвертый выход блока 8 управления подключен к входу привода 17, сопряженного с делительным механизмом 16. Пятый выход блока 8 управления подключен к входу фиксирующего устройства 19, сопряженного с делительным механизмом 16. Шестой выход блока 8 управления подключен к входу поворотно-фиксирующего механизма 20, сопряженного с делительной кареткой 2. Делительный механизм 16 установлен на делительной каретке 2 с возможностью линейного перемещения на опорах 22 по направляющим 23 в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки 3.
Привод 17 линейного перемещения делительного механизма 16 построен на основе использования высокоточного устройства линейного перемещения модели V-551. Датчик 18 положения представляет собой прецизионный энкодер (датчик линейного перемещения), встроенный в состав высокоточного устройства линейного перемещения модели V-551. Поворотно-фиксирующий механизм 20 делительной каретки 2, а также привод 17 линейного перемещения, датчик 18 положения и фиксирующее устройство 19 делительного механизма 16 выполнены с возможностью электронного управления процессом их работы от блока 8 управления.
Перед началом работы делительной машины предварительно рассчитывают амплитуду и частоту угловых автоколебаний резцовой каретки 3 исходя из требуемых размеров изготавливаемой на вогнутой поверхности подложки 11 штриховой структуры, геометрических размеров и динамических свойств резцовой каретки 3.
Делительная машина работает следующим образом.
Штриховую структуру дифракционного оптического элемента формируют непосредственно в материале подложки - в стекле, кварце, оптической керамике, карбиде кремния или в металле, либо в тонком металлическом слое, нанесенном, как правило, методом вакуумного испарения на вогнутую поверхность подложки 11 изготавливаемой штриховой структуры.
Дифракционный оптический элемент в качестве мастер-матрицы используется для последующего изготовления методом горячего тиснения или полимерной репликации дифракционных решеток-реплик, пленочных концентраторов солнечной энергии и решеток-поляризаторов.
Рассмотрим работу предлагаемой делительной машины в случае изготовления штриховых структур с постоянным или переменным шагом и с прямолинейными или криволинейными штрихами на вогнутых цилиндрических поверхностях (см. фиг. 2 - фиг. 4).
Для этого случая в исходном нерабочем положении узлов и механизмов делительной машины (см. фиг. 1) делительная каретка 2, делительный механизм 16, резцовая каретка 3, механизм 6 подъема и опускания алмазного резца 7 находятся в статическом состоянии и расположены в вертикальной плоскости, при этом алмазный резец 7 поднят, а привод 4 и датчик 9 поворота делительной каретки 2, фиксирующее устройство 19 делительного механизма 16 выключены.
Предварительно, до операции нарезки штрихов мастер-матрицы дифракционного оптического элемента, осуществляют технологические операции по юстировке подложки 11 и алмазного резца 7.
В результате юстировки подложки 11 обеспечивается ее движение по заданной траектории.
В результате юстировки алмазного резца 7 устанавливаются требуемая величина технологического зазора между режущей кромкой лезвия алмазного резца 7 и вогнутой цилиндрической поверхностью подложки 11 в исходном нерабочем положении; необходимая величина нагружения на алмазный резец 7 и требуемая пространственная ориентация режущей кромки лезвия алмазного резца 7.
При включении делительной машины блок 8 управления включает поворотно-фиксирующий механизм 20 делительной каретки 2 для обеспечения неподвижного углового положения делительной каретки 2 в течение всего периода изготовления штриховой структуры, а с помощью привода 5 перемещения резцовой каретки выводит резцовую каретку 3, выполненную в виде маятника на опорах 14 вращения, в режим угловых автоколебаний. При этом блок 8 управления выключает привод 4 перемещения делительной каретки 2, датчик 9 поворота делительной каретки 2 и фиксирующее устройство 19 делительного механизма 16 в течение всего периода изготовления штриховой структуры.
Делительная машина готова к операции нарезки прямолинейных или криволинейных штрихов на вогнутых цилиндрических поверхностях, например, штрихов мастер-матрицы дифракционного оптического элемента.
Цикл нарезки прямолинейных штрихов мастер-матрицы дифракционного оптического элемента рассмотрим на примере нарезки штриховой структуры в меридиональном сечении световой зоны, расположенной между точками б и г касания лезвия алмазного резца 7 с вогнутой цилиндрической поверхностью подложки 11 (см. фиг. 2, на которой резцовая каретка 3 не показана). Блок 8, подавая управляющие сигналы, синхронизирует работу трех основных систем - привода 17 линейного перемещения делительного механизма 16, привода 5 перемещения резцовой каретки 3 и механизма 6 подъема и опускания алмазного резца 7. В рабочем ходе алмазного резца 7 привод 17 неподвижен, в холостом ходе алмазного резца 7 привод 17 перемещает делительный механизм 16 на постоянный или переменный шаг изготавливаемой штриховой структуры. На механизм 6 подан управляющий сигнал, поэтому алмазный резец 7 поднят и находится в нерабочем крайнем левом положении а вне указанной световой зоны вогнутой цилиндрической поверхности подложки 11, при этом делительный механизм 16 расположен неподвижно. Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в положение б, совпадающее с началом световой зоны вогнутой цилиндрической поверхности подложки 11. С блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 опускается, переходя в свое рабочее положение, и начинает формировать штрих последовательно и непрерывно от положения б, проходя положение в, до положения г включительно, совпадающего с окончанием световой зоны вогнутой цилиндрической поверхности подложки 11. Затем, в положении г, с блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 поднимается, переходя в свое нерабочее положение.
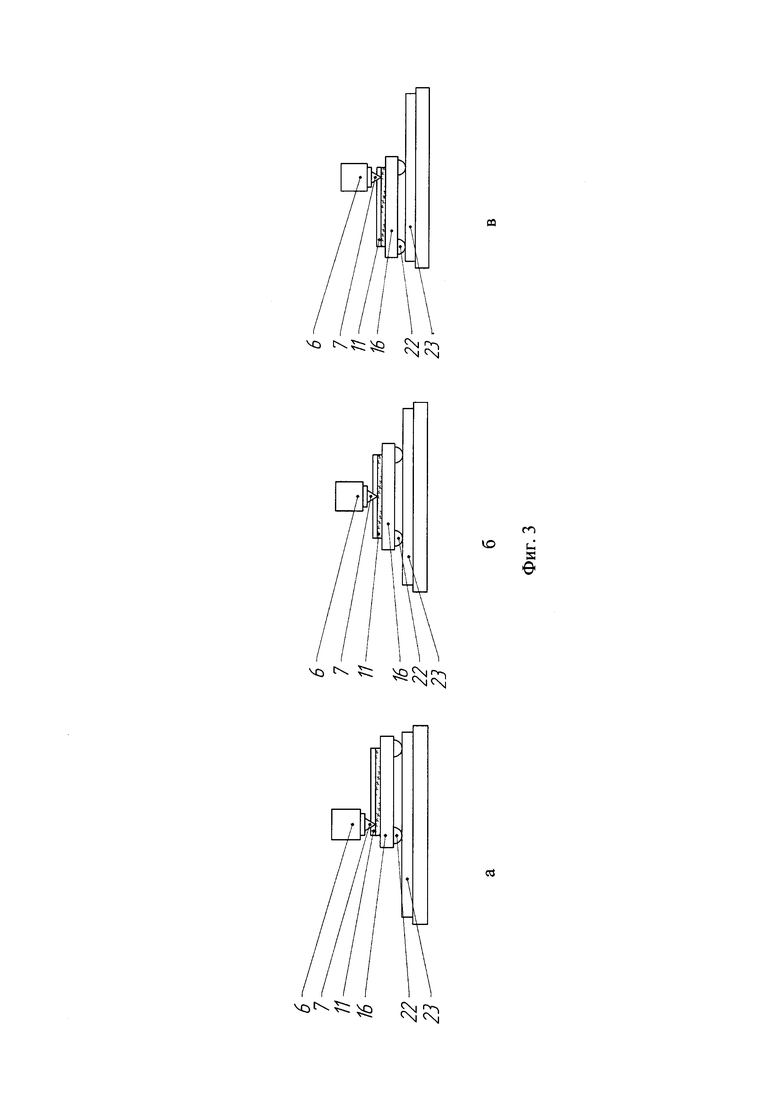
Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в крайнее правое положение д вне указанной световой зоны вогнутой цилиндрической поверхности подложки 11. Достигнув крайнего правого положения д, резцовая каретка 3 с механизмом 6 подъема и опускания алмазного резца 7 останавливается. Таким образом, механизм 6 с алмазным резцом 7, пройдя траекторию своего движения от положения а до положения д, завершил рабочий ход. Достигнув крайнего правого положения д, механизм 6 с алмазным резцом 7 начинает перемещаться в противоположном направлении - от положения д к положению а, совершая холостой ход. За время выполнения механизмом 6 своего холостого хода, делительный механизм 16 совершает линейное перемещение на расстояние, равное текущему периоду штриховой структуры, что соответствует постоянному или переменному шагу изготавливаемой штриховой структуры. При этом величина линейного перемещения делительного механизма 16 контролируется датчиком 18. В момент достижения алмазным резцом 7 положения а делительный механизм 16 останавливается, переместившись на линейное расстояние, равное текущему периоду штриховой структуры. Далее описанный выше цикл перемещения алмазного резца 7 - от положения а до положения д - при работе делительной машины повторяется (см. фиг. 2). Процесс нарезки всей штриховой структуры мастер-матрицы дифракционного оптического элемента выполняется аналогично процессу, описанному выше, при этом делительный механизм 16 проходит последовательно траекторию (с соответствующими остановками на момент нанесения каждого штриха) от своего начального положения (см. фиг. 3а) через свое среднее положение, соответствующее меридиональному сечению световой зоны вогнутой цилиндрической поверхности подложки 11 (см. фиг. 3б), до своего конечного положения (см. фиг. 3в).
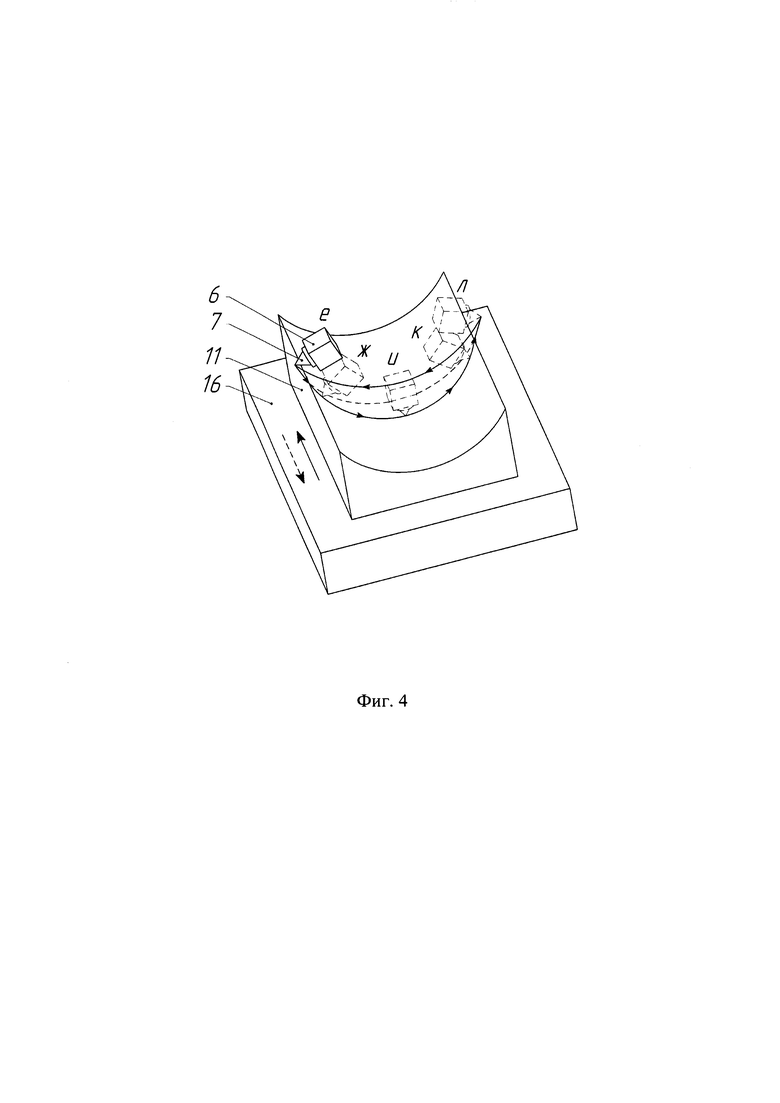
Цикл нарезки криволинейных штрихов мастер-матрицы дифракционного оптического элемента рассмотрим на примере нарезки штриховой структуры в меридиональном сечении световой зоны, расположенной между точками ж и к касания лезвия алмазного резца 7 с вогнутой цилиндрической поверхностью подложки 11 (см. фиг. 4, на которой делительная каретка 2 и резцовая каретка 3 не показаны). Блок 8, подавая управляющие сигналы, синхронизирует работу трех основных систем - привода 17 линейного перемещения делительного механизма 16, привода 5 перемещения резцовой каретки 3 и механизма 6 подъема и опускания алмазного резца 7. С целью получения заданной криволинейности штриха привод 17 непрерывно перемещает делительный механизм 16 во время рабочего хода алмазного резца 7, причем начальная и конечная координаты положения механизма 16 совпадают с базовой координатой положения механизма 16. От этой базовой координаты положения механизма 16 в холостом ходе алмазного резца 7 привод 17 перемещает делительный механизм 16 на постоянный или переменный шаг изготавливаемой штриховой структуры. На механизм 6 подан управляющий сигнал, вследствие чего алмазный резец 7 поднят и находится в нерабочем крайнем левом положении е вне указанной световой зоны вогнутой цилиндрической поверхности подложки И, при этом делительный механизм 16 расположен неподвижно. Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в положение ж, совпадающее с началом световой зоны вогнутой цилиндрической поверхности подложки 11. С блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 опускается, переходя в свое рабочее положение, и начинает формировать штрих последовательно и непрерывно от положения ж, проходя положение и, до положения к включительно, совпадающего с окончанием световой зоны вогнутой цилиндрической поверхности подложки 11.
Одновременно, с момента достижения алмазным резцом 7 положения ж, с блока 8 на привод 17 подается управляющий сигнал, вследствие чего от базовой координаты положения делительного механизма 16 привод 17 непрерывно перемещает механизм 16, обеспечивая формирование траектории криволинейного штриха в пределах световой зоны от положения ж до положения к. При этом величина и знак линейного перемещения делительного механизма 16 контролируются датчиком 18. В момент достижения резцом 7 положения к делительный механизм 16 возвращается в свою базовую координату положения и останавливается. Затем, в положении к, с блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 поднимается, переходя в свое нерабочее положение. Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в крайнее правое положение л вне указанной световой зоны вогнутой цилиндрической поверхности подложки 11. Достигнув крайнего правого положения л, резцовая каретка 3 с механизмом 6 подъема и опускания алмазного резца 7 останавливается. Таким образом, механизм 6 с алмазным резцом 7, пройдя траекторию своего движения от положения е до положения л, завершил рабочий ход. Достигнув крайнего правого положения л, механизм 6 с алмазным резцом 7 начинает перемещаться в противоположном направлении - от положения л к положению е, совершая холостой ход. За время выполнения механизмом 6 своего холостого хода, с блока 8 на привод 17 поступает управляющий сигнал, вследствие чего делительный механизм 16 совершает линейное перемещение на расстояние, равное текущему периоду штриховой структуры, что соответствует постоянному или переменному шагу изготавливаемой штриховой структуры. При этом величина линейного перемещения делительного механизма 16 контролируется датчиком 18.
В момент достижения алмазным резцом 7 положения е делительный механизм 16 останавливается, переместившись на линейное расстояние, равное текущему периоду штриховой структуры. Далее описанный выше цикл перемещения алмазного резца 7 - от положения е до положения л - при работе делительной машины повторяется (см. фиг. 4). Процесс нарезки всей штриховой структуры мастер-матрицы дифракционного оптического элемента с криволинейными штрихами выполняется аналогично процессу, описанному выше, при этом делительный механизм 16 проходит последовательно траекторию (с соответствующими остановками на момент нанесения каждого штриха) от своего начального положения (см. фиг. 3а) через свое среднее положение, соответствующее меридиональному сечению световой зоны вогнутой цилиндрической поверхности подложки 11 (см. фиг.3б), до своего конечного положения (см. фиг. 3в).
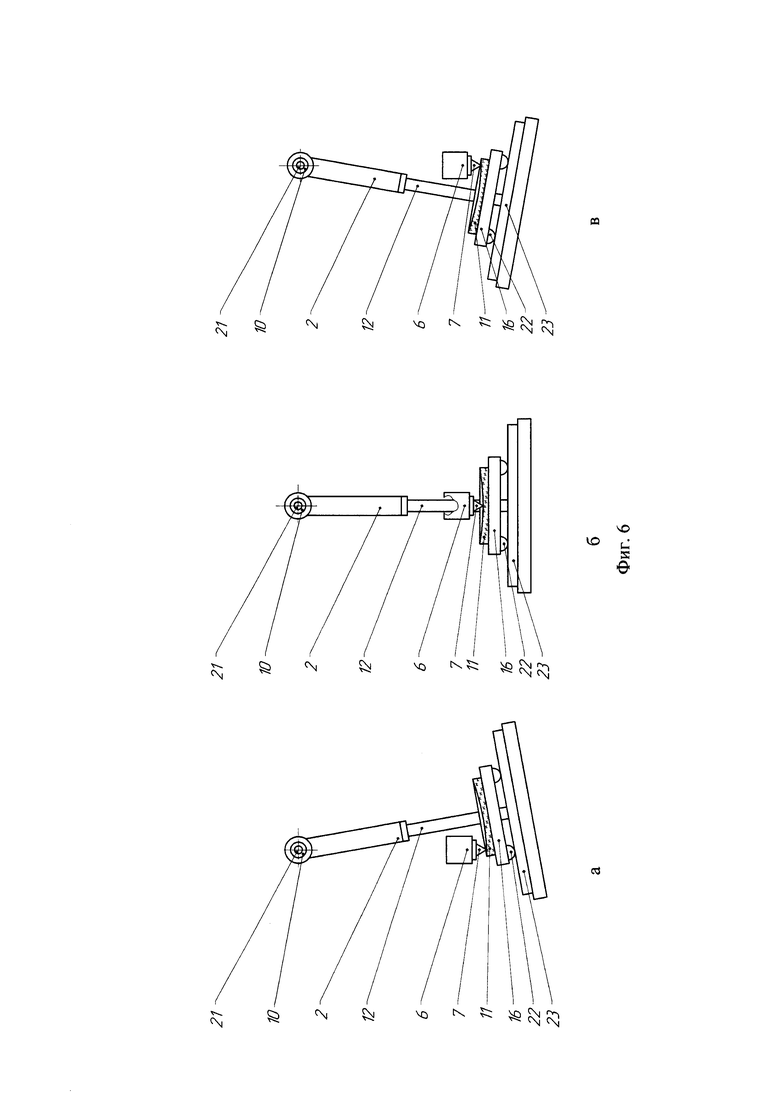
Рассмотрим работу предлагаемой делительной машины в случае изготовления штриховых структур с постоянным или переменным шагом и с прямолинейными штрихами на вогнутых (сферических, асферических, в том числе тороидальных) поверхностях (см. фиг. 5 и фиг.6).
Для этого случая в исходном нерабочем положении узлов и механизмов делительной машины (см. фиг.1) делительная каретка 2, делительный механизм 16, резцовая каретка 3, механизм 6 подъема и опускания алмазного резца 7 находятся в статическом состоянии и расположены в вертикальной плоскости, при этом алмазный резец 7 поднят, а поворотно-фиксирующий механизм 20 делительной каретки 2, привод 17 и датчик 18 положения делительного механизма 16 выключены.
Предварительно, до операции нарезки штрихов мастер-матрицы дифракционного оптического элемента, осуществляют технологические операции по юстировке подложки 11 и алмазного резца 7.
В результате юстировки подложки 11 обеспечивается ее движение по заданной траектории.
В результате юстировки алмазного резца 7 устанавливаются требуемая величина технологического зазора между режущей кромкой лезвия алмазного резца 7 и вогнутой поверхностью подложки 11 в исходном нерабочем положении; необходимая величина нагружения на алмазный резец 7 и требуемая пространственная ориентация режущей кромки лезвия алмазного резца 7.
При включении делительной машины блок 8 управления включает фиксирующее устройство 19 делительного механизма 16 для обеспечения неподвижного линейного положения делительного механизма 16 относительно делительной каретки 2 в течение всего периода изготовления штриховой структуры, а с помощью привода 5 перемещения резцовой каретки 3 выводит резцовую каретку 3, выполненную в виде маятника на опорах 14 вращения, в режим угловых автоколебаний. При этом блок 8 управления выключает привод 17 линейного перемещения делительного механизма 16, датчик 18 положения делительного механизма 16 и поворотно-фиксирующий механизм 20 делительной каретки 2 в течение всего периода изготовления штриховой структуры.
Делительная машина готова к операции нарезки прямолинейных штрихов на вогнутых (сферических, асферических, в том числе тороидальных) поверхностях, например, штрихов мастер-матрицы дифракционного оптического элемента.
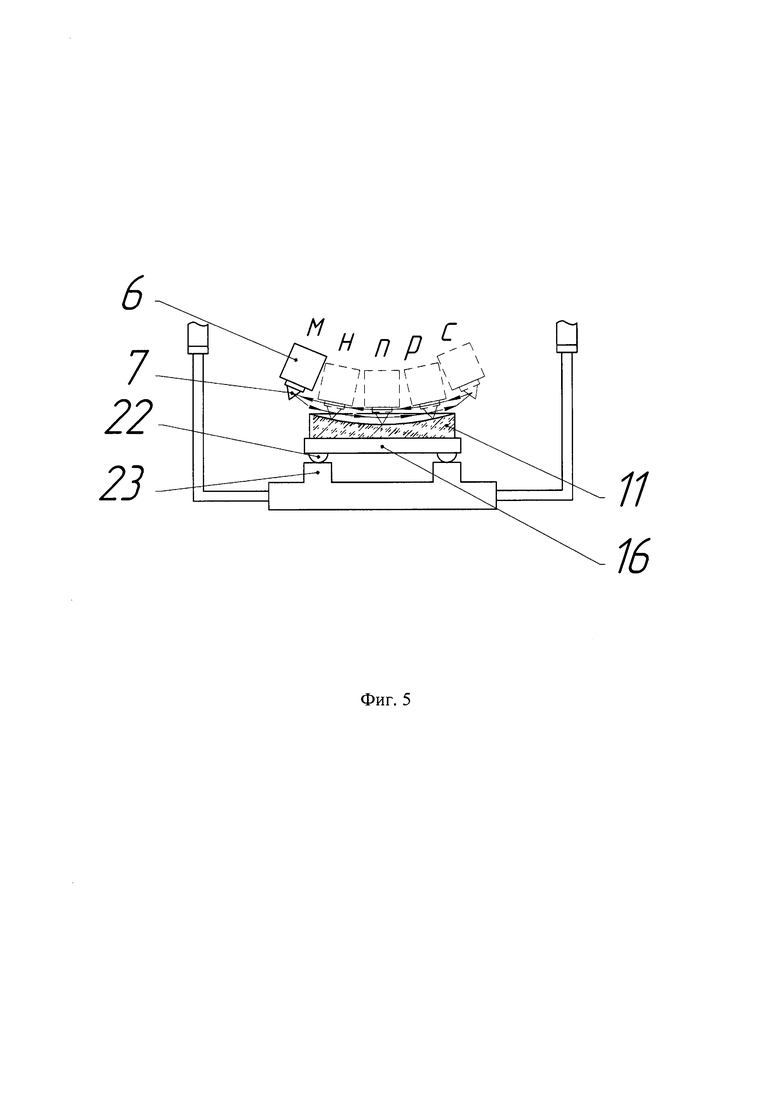
Цикл нарезки прямолинейных штрихов мастер-матрицы дифракционного оптического элемента рассмотрим на примере нарезки штриховой структуры в меридиональном сечении световой зоны, расположенной между точками н и р касания лезвия алмазного резца 7 с вогнутой поверхностью подложки 11 (см. фиг. 5, на которой резцовая каретка 3 не показана). Блок 8, подавая управляющие сигналы, синхронизирует работу трех основных систем - привода 4 перемещения делительной каретки 2, привода 5 перемещения резцовой каретки 3 и механизма 6 подъема и опускания алмазного резца 7.
В рабочем ходе алмазного резца 7 привод 4 неподвижен, в холостом ходе алмазного резца 7 привод 4 перемещает делительную каретку 2 на заданный постоянный или переменный угловой шаг изготавливаемой штриховой структуры, равный текущему периоду штриховой структуры в угловой мере. На механизм 6 подан управляющий сигнал, поэтому алмазный резец 7 поднят и находится в нерабочем крайнем левом положении м вне указанной световой зоны вогнутой поверхности подложки 11, при этом делительная каретка 2 расположена неподвижно. Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в положение н, совпадающее с началом световой зоны вогнутой поверхности подложки 11. С блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 опускается, переходя в свое рабочее положение, и начинает формировать штрих последовательно и непрерывно от положения н, проходя положение п, до положения р включительно, совпадающего с окончанием световой зоны вогнутой поверхности подложки 11. Затем, в положении р, с блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 поднимается, переходя в свое нерабочее положение. Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в крайнее правое положение с вне указанной световой зоны вогнутой поверхности подложки 11. Достигнув крайнего правого положения с, резцовая каретка 3 с механизмом 6 подъема и опускания алмазного резца 7 останавливается. Таким образом, механизм 6 с алмазным резцом 7, пройдя траекторию своего движения от положения м до положения с, завершил рабочий ход. Достигнув крайнего правого положения с, механизм 6 с алмазным резцом 7 начинает перемещаться в противоположном направлении - от положения с к положению м, совершая холостой ход. За время выполнения механизмом 6 своего холостого хода, делительная каретка 2 совершает поворот на заданный текущий постоянный или переменный угловой шаг, равный текущему периоду штриховой структуры в угловой мере. При этом величина поворота делительной каретки 2 контролируется датчиком 9.
В момент достижения алмазным резцом 7 положения м делительная каретка 2 останавливается, переместившись на угловое расстояние, равное текущему периоду штриховой структуры в угловой мере. Далее описанный выше цикл перемещения алмазного резца 7 - от положения м до положения с - при работе делительной машины повторяется (см. фиг. 5). Процесс нарезки всей штриховой структуры мастер-матрицы дифракционного оптического элемента выполняется аналогично процессу, описанному выше, при этом делительная каретка 2 проходит последовательно траекторию (с соответствующими остановками на момент нанесения каждого штриха) от своего начального положения (см. фиг. 6а) через свое среднее положение, соответствующее меридиональному сечению световой зон ы вогнутой поверхности подложки 11 (см. фиг. 6б), до своего конечного положения (см. фиг. 6в).
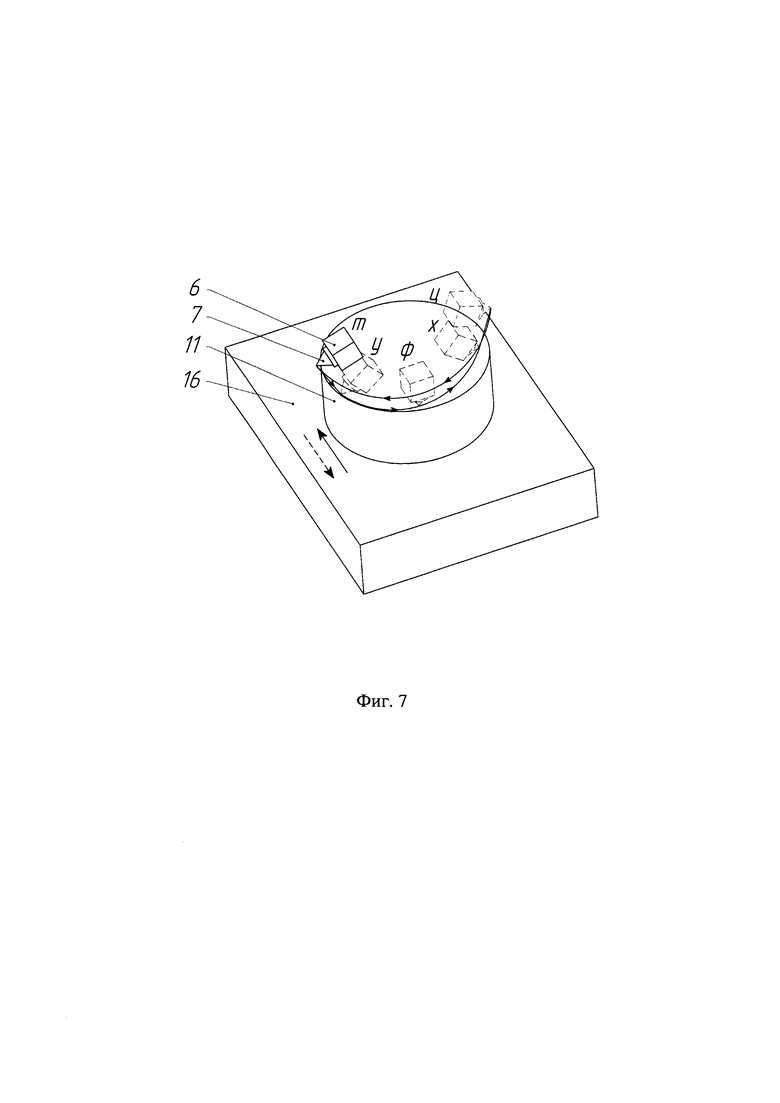
Рассмотрим работу предлагаемой делительной машины в случае изготовления штриховых структур с постоянным или переменным шагом и с криволинейными штрихами на вогнутых (сферических, асферических, в том числе тороидальных) поверхностях (см. фиг. 6 и фиг. 7).
Для этого случая в исходном нерабочем положении узлов и механизмов делительной машины (см. фиг. 1) делительная каретка 2, делительный механизм 16, резцовая каретка 3, механизм 6 подъема и опускания алмазного резца 7 находятся в статическом состоянии и расположены в вертикальной плоскости, при этом алмазный резец 7 поднят, а поворотно-фиксирующий механизм 29 делительной каретки 2 и фиксирующее устройство 19 делительного механизма 16 выключены.
Предварительно, до операции нарезки штрихов мастер-матрицы дифракционного оптического элемента, осуществляют технологические операции по юстировке подложки 11 и алмазного резца 7.
В результате юстировки подложки 11 обеспечивается ее движение по заданной траектории.
В результате юстировки алмазного резца 7 устанавливаются требуемая величина технологического зазора между режущей кромкой лезвия алмазного резца 7 и вогнутой поверхностью подложки 11 в исходном нерабочем положении; необходимая величина нагружения на алмазный резец 7 и требуемая пространственная ориентация режущей кромки лезвия алмазного резца 7.
При включении делительной машины блок 8 управления с помощью привода 5 перемещения резцовой каретки 3 выводит резцовую каретку 3, выполненную в виде маятника на опорах вращения 14, в режим угловых автоколебаний. При этом блок 8 управления выключает фиксирующее устройство 19 делительного механизма 16 и поворотно-фиксирующий механизм 20 делительной каретки 2 в течение всего периода изготовления штриховой структуры.
Делительная машина готова к операции нарезки криволинейных штрихов на вогнутых (сферических, асферических, в том числе тороидальных) поверхностях мастер-матрицы дифракционного оптического элемента.
Цикл нарезки криволинейных штрихов с постоянным или переменным шагом мастер-матрицы дифракционного оптического элемента рассмотрим на примере нарезки штриховой структуры в меридиональном сечении световой зоны, расположенной между точками у и х касания лезвия алмазного резца 7 с вогнутой поверхностью подложки 11 (см. фиг. 7, на которой резцовая каретка 3 не показана). Блок 8, подавая управляющие сигналы, синхронизирует работу четырех основных систем - привода 4 перемещения делительной каретки 2, привода 17 перемещения делительного механизма 16, привода 5 перемещения резцовой каретки 3 и механизма 6 подъема и опускания алмазного резца 7.
В рабочем ходе механизма 6 с алмазным резцом 7 привод 4 неподвижен. В холостом ходе механизма 6 привод 4 перемещает делительную каретку 2 на заданный постоянный или переменный угловой шаг изготавливаемой штриховой структуры, равный текущему периоду штриховой структуры в угловой мере.
С целью получения заданной криволинейности штриха привод 17 непрерывно перемещает делительный механизм 16 во время рабочего хода механизма 6, причем начальная и конечная координаты положения механизма 16 совпадают с базовой координатой положения механизма 16. В холостом ходе механизма 6 привод 17 неподвижен. На механизм 6 подан управляющий сигнал, вследствие чего алмазный резец 7 поднят и находится в нерабочем крайнем левом положении т вне указанной световой зоны вогнутой поверхности подложки 11, при этом делительная каретка 2 и делительный механизм 16 расположены неподвижно относительно друг друга и алмазного резца 7. Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в положение у, совпадающее с началом световой зоны вогнутой поверхности подложки 11. С блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 опускается, переходя в свое рабочее положение, и начинает формировать штрих последовательно и непрерывно от положения у, проходя положение ф, до положения х включительно, совпадающего с окончанием световой зоны вогнутой поверхности подложки 11. При этом делительная каретка 2 остается неподвижной в течение всего периода перемещения алмазного резца 7 - от положения т до положения ц. Одновременно, с момента достижения алмазным резцом 7 положения у, с блока 8 на привод 17 подается управляющий сигнал, вследствие чего от базовой координаты положения делительного механизма 16 привод 17 непрерывно перемещает механизм 16, обеспечивая формирование траектории криволинейного штриха в пределах световой зоны от положения у до положения х. При этом величина и знак линейного перемещения делительного механизма 16 контролируются датчиком 18.
В момент достижения резцом 7 положения х делительный механизм 16 возвращается в свою базовую координату положения и останавливается. Затем, в положении х резца 7, с блока 8 на механизм 6 поступает управляющий сигнал, в результате чего алмазный резец 7 поднимается, переходя в свое нерабочее положение.
Далее резцовая каретка 3 перемещает механизм 6 с алмазным резцом 7 в крайнее правое положение ц вне указанной световой зоны вогнутой поверхности подложки 11.
Достигнув крайнего правого положения ц, резцовая каретка 3 с механизмом 6 подъема и опускания алмазного резца 7 останавливается.
Таким образом, механизм 6 с алмазным резцом 7, пройдя траекторию своего движения от положения т до положения ц, завершил рабочий ход.
Достигнув крайнего правого положения ц, механизм 6 с алмазным резцом 7 начинает перемещаться в противоположном направлении - от положения ц к положению т, совершая холостой ход.
В момент, когда механизм 6 с алмазным резцом 7 начинает перемещаться в противоположном направлении - от положения ц, с блока 8 на привод 4 подается управляющий сигнал, вследствие чего привод 4 перемещает делительную каретку 2 на заданный постоянный или переменный угловой шаг изготавливаемой штриховой структуры, равный текущему периоду штриховой структуры в угловой мере.
При этом величина поворота делительной каретки 2 контролируется датчиком 9. Причем делительный механизм 16 остается неподвижным относительно делительной каретки 2 в течение всего холостого хода механизма 6 (от его положения ц до положения т).
В момент достижения механизмом 6 положения т делительная каретка 2 останавливается, переместившись на угловое расстояние, равное текущему периоду штриховой структуры в угловой мере. Далее описанный выше цикл перемещения механизма 6 - от положения т до положения ц, цикл перемещения делительной каретки 2 и делительного механизма 16 при работе делительной машины повторяется (см. фиг. 7).
Процесс нарезки всей штриховой структуры мастер-матрицы дифракционного оптического элемента с криволинейными штрихами и с постоянным или переменным шагом выполняется аналогично процессу, описанному выше, при этом делительная каретка 2 проходит последовательно траекторию (с соответствующими остановками на момент нанесения каждого штриха) от своего начального положения (см. фиг. 6а) через свое среднее положение, соответствующее меридиональному сечению световой зоны вогнутой поверхности подложки 11 (см. фиг. 6б), до своего конечного положения (см. фиг. 6в).
Предлагаемая делительная машина маятникового типа для изготовления штриховых структур на вогнутых поверхностях с большой стрелкой прогиба, по сравнению с прототипом, позволяет расширить свои функциональные возможности по изготовлению светосильных дифракционных оптических элементов в части коррекции их аберраций за счет обеспечения переменного шага изготавливаемых штриховых структур и криволинейности их штрихов.
Использование предлагаемой делительной машины маятникового типа обеспечит возможность изготовления штриховых структур, например, дифракционных решеток, мастер-матриц дифракционных оптических элементов, с постоянным или переменным шагом и с прямолинейными или криволинейными штрихами на вогнутых поверхностях (сферических, асферических, в том числе тороидальных, и цилиндрических) с большой стрелкой прогиба (например, 50 мм) за счет введения делительного механизма, его месторасположения и обеспечения возможности его линейного перемещения относительно делительной каретки, а также изменения места расположения механизма подъема и опускания алмазного резца нарезцовой каретке.

Изобретение относится к области изготовления дифракционных решеток на вогнутых поверхностях с большой стрелкой прогиба. Делительная машина содержит станину с расположенными на ней делительной кареткой с приводом ее перемещения и датчиком поворота делительной каретки и резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, установленный на резцовой каретке алмазный резец с механизмом его подъема и опускания и блок управления упомянутыми приводами и механизмом. Делительная каретка дополнительно содержит делительный механизм. Использование изобретения позволяет расширить технологические возможности машины. 7 ил.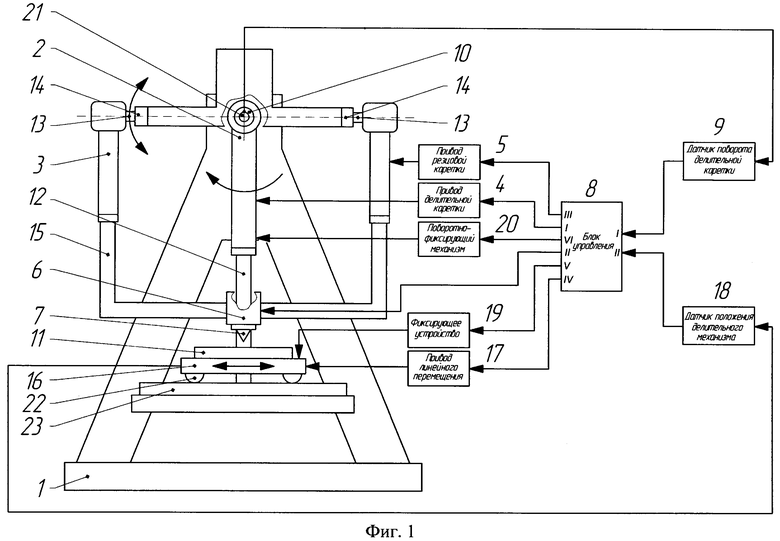
Делительная машина маятникового типа для изготовления штриховых структур на вогнутых поверхностях, содержащая станину с расположенными на ней делительной кареткой с приводом ее перемещения и датчиком поворота и резцовой кареткой, выполненной в виде маятника, с приводом ее перемещения, выполненным с возможностью обеспечения угловых автоколебаний резцовой каретки относительно ее оси, которая закреплена на опорах вращения, расположенных на станине, при этом делительная каретка установлена на опорах вращения с возможностью поворота относительно оси, расположенной вдоль ее опор вращения, в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, причем геометрическая ось поворота делительной каретки пересекается с геометрической осью, относительно которой резцовая каретка совершает угловые автоколебания, установленный на резцовой каретке алмазный резец с механизмом его подъема и опускания и блок управления указанными приводами и механизмом, отличающаяся тем, что делительная каретка дополнительно содержит делительный механизм, выполненный с возможностью линейного перемещения при помощи его привода в плоскости, перпендикулярной плоскости угловых автоколебаний резцовой каретки, и снабженный датчиком положения и фиксирующим устройством, при этом делительная каретка снабжена поворотно-фиксирующим механизмом, механизм подъема и опускания алмазного резца установлен на конце резцовой каретки ниже оси ее угловых автоколебаний, делительный механизм установлен на конце делительной каретки ниже оси ее поворота, причем блок управления дополнительно соединен с поворотно-фиксирующим механизмом делительной каретки, приводом линейного перемещения, датчиком положения и фиксирующим устройством делительного механизма.
| СКЛАДЧАТОЕ ПОКРЫТИЕ ЗДАНИЙ И СООРУЖЕНИЙ | 0 |
|
SU185039A1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ПЕРИОДИЧЕСКИХ ШТРИХОВЫХ СТРУКТУР, ПРЕИМУЩЕСТВЕННО ДИФРАКЦИОННЫХ РЕШЕТОК (ВАРИАНТЫ) | 1998 |
|
RU2130374C1 |
| RU 127674 U1, 10.05.2013 | |||
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2036770C1 |
| ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ НАРЕЗАНИЯ ДИФРАКЦИОННЫХ РЕШЕТОК | 1990 |
|
RU2027578C1 |
| WO 2009083631 A1, 09.07.2009. | |||

