Изобретение относится к области производства фанерных материалов применяемых и используемых в области изготовления штанцформ применяемых в высекальных машинах для изготовления тары и упаковки, в частности в изготовлении ротационных штанцформ.
Известно изделие /патент RU2509643/, несущая плита для штанцевальной формы. Несущая плита содержит два наружных слоя и расположенный между ними средний слой, который образован сердцевиной из уплотненных волокон. Наружные слои образованы шпоном. Каждый наружный слой состоит из двух слоев шпона, склеенных между собой поперечно друг относительно друга. В предпочтительном варианте между каждыми двумя слоями шпона расположена армирующая прослойка из стеклоткани , пластика или металла толщиной от 0,05 до 0,5 мм.
Такая несущая плита применяется только в конструкциях плоских штанцевальных плит и имеет ряд недостатков: неоднородность структурыи и открытую наружную поверхность, склонную в воздействию перепадов влажности и температуры.
Известен способ изготовления фанерных цилиндров EP0532376 показывающий структуру изделия. Изделие по данному способу имеет форму цилиндра и выполнено из по меньшей мере трех слоев шпона, склеенных между собой синтетической смолой. Такое изделие подвержено воздействию изменений температуры и влажности внешней среды.
Известно изделие компании Pentabox (Италия, http://www.pentabox.eu/products/beech-half-cylinders/). Изделие имеет форму полуцилиндра, выполненного из , по меньшей, трех слоев плоской фанеры склеенных между собой в пресс-форме, имеющей форму полуцилиндра, при температуре до 120 °С, имеет покрытие на бумажной основе наружных цилиндрических поверхностей. цилиндр выполнен, по меньшей мере, из трех слоев, каждый из которых представляет собой трёхслойную фанеру.
Недостаток данного изделия заключается в том, что:
- изделие имеет большие остаточные напряжения так, как выполнено из малого количества слоев большой толщины относительно общей толщины изделия, которые стремятся деформировать полуцилиндр в сторону увеличения от номинального (контролируемого) диаметра.
- открытые кромки изделия и покрытие на бумажной основе не препятствуют влиянию перепадов температуры и влажности окружающей среды на изменение посадочного (контролируемого) диаметра.
Данное изделие является прототипом к предлагаемому изобретению.
Техническая проблема, решаемая настоящим изобретением, заключается в устранении указанных недостатков, а именно: воздействия перепада влажности и температуры внешней среды на несущую плиту для штанцевальной формы, нестабильности внутреннего (посадочного) диаметра композиционного основания.
Достигаемый технический результат состоит в достижении высокой стойкости изделия к перепадам температуры и влажности рабочей среды, устранении остаточного напряжения, вследствие которого происходит деформация изделия.
Для решения указанной технической проблемы и достижения заявленного технического результата предлагается композиционное основание для ротационной штанцформы, имеющее форму полуцилиндра и состоящее из нескольких слоев. Композиционное основание отличается тем, что каждый слой выполнен из листа шпона, слои склеены между собой поперечно относительно друг друга, причем верхний и нижний слой покрыты полипропиленовым покрытием, а на торцевые концы композиционного основания нанесено покрытие на основе пиролитического углерода.
Композиционное основание содержит, по крайней мере, одну армирующую прослойку.
Армирующая прослойка композитного основания может быть выполнена из стеклоткани или бумаги.
Продольные слои композитного основания составляют 60 % от общей толщины композиционного основания.
Лист шпона может быть выбран из березы, бука или лиственницы.
Лист шпона может иметь толщину в пределах от 0,6 до 2,5 мм.
Композиционное основание может иметь вид полуцилиндра диаметром в пределах от 170 до 700 мм.
Слои композиционного основания склеены друг с другом синтетической смолой.
Полипропиленовое покрытие выбрано из полипропилена, пленки ПВХ, меламиновой пленки.
Композиционное основание получено методом прессования с использованием синтетической смолой под давлением от 0,8 до 2 мПа на см2 и с нагревом при температуре от 50 до 150 град.
Предлагаемое композиционное основание для ротационных штанцформ более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию схематичные чертежи, на которых показано:
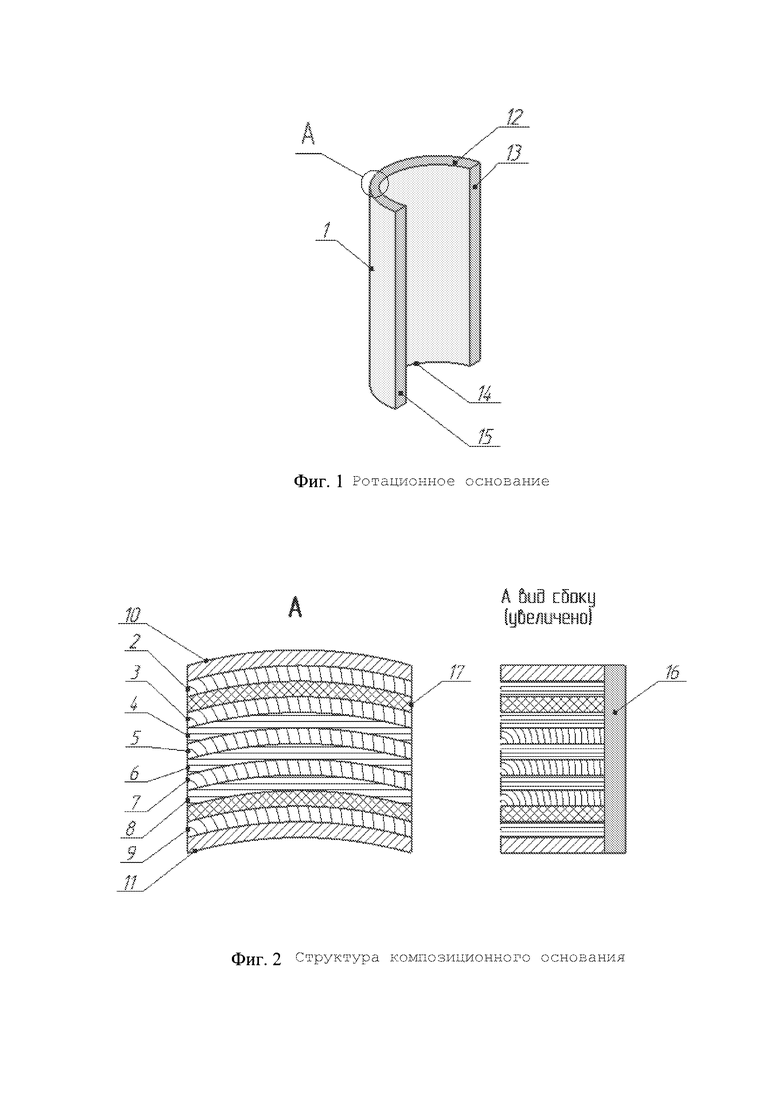
на фиг.1 – вид готового изделия (композиционное основание для ротационной штацформы);
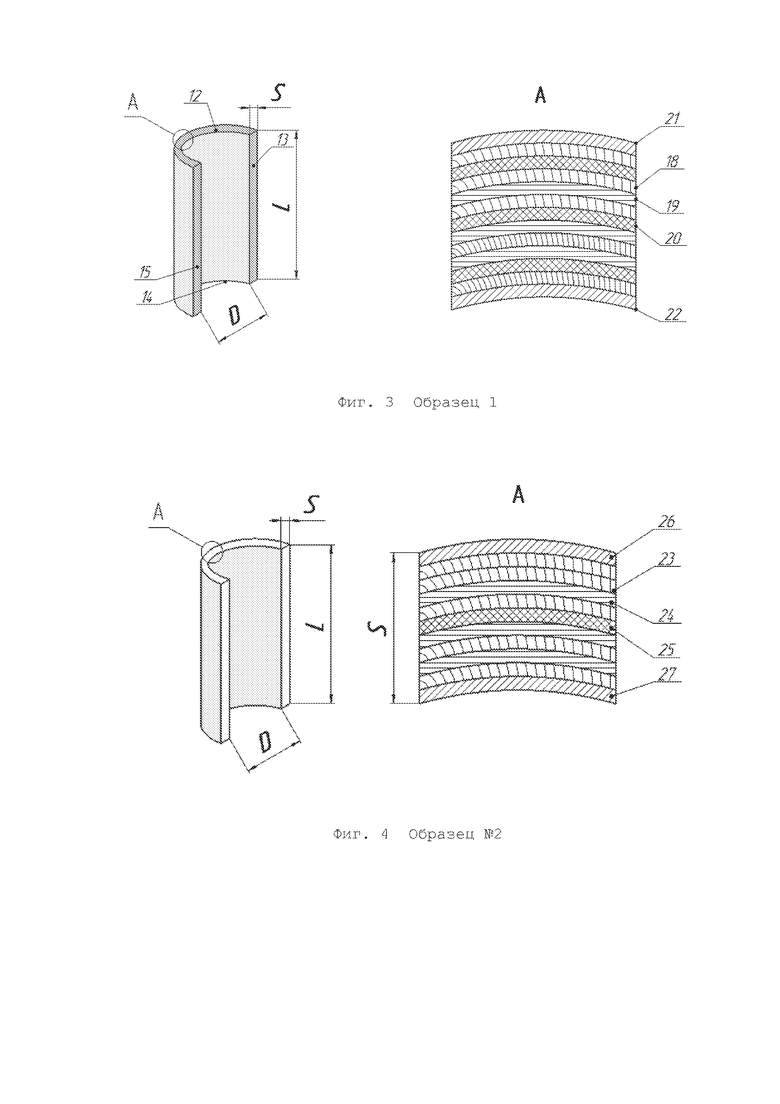
на фиг.2 – вид изделия до склеивания и прессования (композиционное основание для ротационной штацформы);
на фиг.3 – композиционное основание для ротационной штацформы, образец №1;
на фиг.4 – композиционное основание для ротационной штацформы, образец №2;
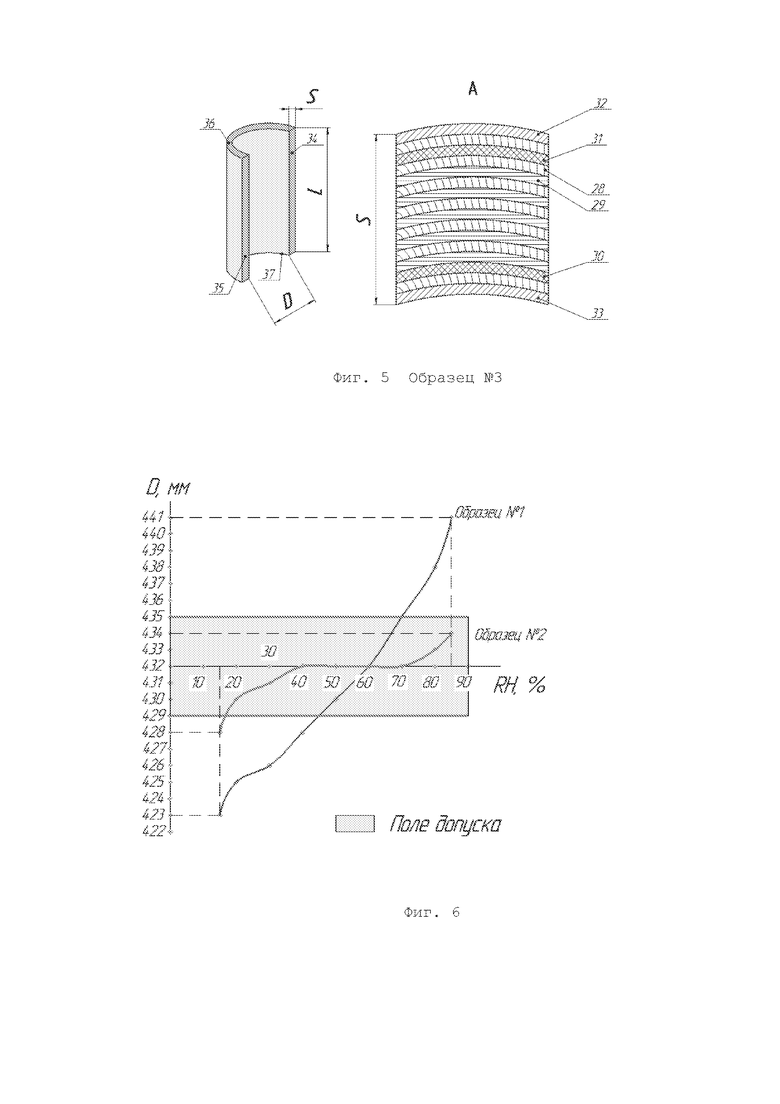
на фиг.5 – композиционное основание для ротационной штацформы, образец №3;
на фиг.6 – График изменения диаметра образцов №1 и №4 в зависимости от изменения влажности внешней среды.
Для целей настоящей заявки под следующими терминами понимается:
«композиционное основание для ротационной штанцформы» – ротационное основание, готовое изделие, изделие, полумуфта, полуцилиндр, образец, опытный образец;
«лист шпона» – отдельный лист шпона;
«сонаправленная ориентация волокон» – одинаковое направление волокон, продольное или поперечное относительно длины заготовки, у двух смежных слоев шпона;
«взаимно перпендикулярное направление волокон» – продольное и поперечное направление волокон относительно длины заготовки у двух смежных слоев шпона;
«покрытие на основе пиролитического углерода» – поверхностный слой, образующийся в результате финишной обработки торцов при горении натуральных материалов (слоев шпона) под действием лазерного луча, нанесение пироуглеродных покрытий разложением углеводородов под действием плазмы. http://www.f-ls.ru/innovacii/publikatsii-nashikh-uchenykh/49-nanesenie-pirouglerodnykh-pokrytij-razlozheniem-uglevodorodov-pod-dejstviem-plazmy-vakuumno-dugovogo-razryada.
«наружное покрытие» – синтетическое покрытие, полипропиленовое покрытие (полипропиленовая пленка, пленка ПВХ, меламиновая пленка).
Торцевые концы композиционное основание - места удаления технологического припуска.
«Армирующая прослойка» - армирующий материал.
Показанное на фиг. 1 и 2 ротационное основание (1) имеет вид полуцилиндра в готовом виде и состоит нескольких слоев (2) … (9), при этом каждый слой представляет собой отдельный лист шпона. Слои (2)…(9) склеены между собой, при этом слои (2) и (3) имеют сонаправленную ориентацию волокон, остальные слои (4) …(9) имеют взаимно перпендикулярное направление волокон. Верхний (2) и нижний (9) слои покрыты полипропиленовым покрытием (10) и (11). На торцевые концы (12) и (14), (13) и (15) композиционного основания (1) нанесено покрытие на основе пиролитического углерода (16). Композиционное основание (1) содержит, по крайней мере, одну армирующую прослойку (17).
Композиционное основание получают следующим способом.
Листы шпона бука, березы или лиственницы, армирующего материала и синтетического покрытия нарезают на заготовки заданного размера, в зависимости от длины и посадочного диаметра основания. При этом учитывается технологический припуск на обрезку. Заготовки шпона делят на два типа по направлению волокон (с продольным и поперечным направлением волокон относительно длины заготовки) и складывают в отдельные стопы. Далее, на каждую заготовку шпона последовательно наносится клеевой состав, который представляет собой раствор синтетической смолы и полезных примесей. Заготовки шпона, на которые нанесен клеевой состав, складываются в стопы с определенным сочетанием слоев по направлению волокон. Межу слоями (2) и (3), (7) и (9) прокладывается армирующий материал (стеклоткань, иной материал). На слои (2) и (9), смазанные клеевым составом, покрывают синтетической пленкой (10) и (11) (полипропиленовая пленка, пленка ПВХ, меламиновая пленка). Таким образом получается пакет заготовок. Пакет заготовок загружается в заранее подготовленную уникальную пресс-форму, состоящую из двух частей – матрицы и пуансона. Затем матрицу и пуансон пресс-формы смыкают. Начинается процесс склеивания. Таким образом, процесс склеивания изделия, состоящего из набора слоев лущеного шпона и армирующего материала, совмещен с процессом ламинирования влагонепроницаемым покрытием при температуре ниже температуры закипания воды.
Прессование осуществляют под давлением от 0,8 до 2 мПа на см2 и с нагревом при температуре плит пресс-формы от 50 до 150 град на протяжении 180…600 сек.
Армирующий материал придает опытному образцу дополнительную прочность на разрыв, а так же дополнительное свойство – эластичность т.е. позволяет композиционному основанию принимать должную форму (при необходимости) без разрушения клеевого соединения в момент сборки ротационной штанцформы.
Синтетическое покрытие (полипропиленовая пленка, пленка ПВХ, меламиновая пленка), размещенное в качестве наружных слоев (10), (11), выполняет роль влагонепроницаемого барьера, который позволяет ограничить влияние влажности внешней среды на композиционное основание.
Финишная обработка (обрезка технологических припусков) производится с использованием лазерной резки, что влечет за собой процесс появление покрытия на основе пиролитического углерода (12) … (16), вызванный горением натуральных материалов (слоев шпона) под действием лазерного луча. Полученное покрытие обладает свойством сопротивления к проникновению влаги.
Таким образом, полученное по указанной технологии композиционное основание защищено с наружных поверхностей от воздействия влаги синтетическим покрытием (пленка полипропиленовая, пленка ПВХ, меламиновая пленка), а в местах удаления технологического припуска покрытием на основе пиролитического углерода, что делает композиционное основание влагозащищенным.
Далее приводятся конкретные примеры реализации заявленного изобретения.
Пример 1. Композиционное основание для ротационных штанцформ диаметра D= 432 мм, длиной L=3000мм и толщиной S=12,7 мм представлено на фиг. 3 (Образец 1). Композиционное основание, как видно на фиг. 3, выполнено из восьми слоев шпона березы (18) и (19) толщиной 1,5 мм, которые имеют взаимно перпендикулярную ориентацию волокон, при этом количество продольных слоев достигает 5 (что составляет 60% от общей комозиции), и содержит три слоя армирующей прослойки из стеклоткани (20), два слоя полипропиленового покрытия (21), (22) с нанесенным покрытием на основе пиролитического углерода (16) по торцам (12) - (15).
Пример 2. Другой вариант композиционного основания для ротационных штанцформ диаметром D=170 мм, длиной L=2200 мм, толщиной S=20 мм представлен на фиг. 4 (Образец 2). Композиционное основание выполнено из восьми слоев шпона бука толщиной 2,5 мм (23) и (24), имеющих взаимно перпендикулярную ориентацию волокон, одного армирующего слоя из стеклоткани (25), двух слоев ПВХ покрытия (26) - (27).
Пример 3. Другой вариант композиционного основания для ротационных штанцформ диаметром D=800 мм, длиной L=1500 мм и толщиной S=21,3 мм представлено на фиг.5 (Образец 3). Композиционное основание выполнено из двенадцати слоев шпона лиственницы (28) и (29), которые имеют взаимно перпендикулярную ориентацию, При этом каждый слой, имеющий продольную ориентацию волокон имеет толщину 2,5 мм и каждый слой с поперечной ориентацией волокон имеет толщину 0,6 мм, двух слоев армирующей прослойки из бумаги (30) и (31), двух слоев покрытия из меламиновой пленки (32) и (33) с нанесенным покрытием на основе пиролитического углерода (16) по торцам. (34) –(37):
Пример 4. В качестве испытуемых образцов взяты следующие образцы:
- ротационная фанера импортного производства изготовленного из трех слоев трехслойной фанеры выполненной из бука, толщина 13 мм (образцы №4, 5, 6);
- предлагаемые согласно изобретению варианты образцы №1-3.
У испытуемых образцов заявленный номинальный диаметр, при этом допуск на несоответствие диаметру не должен превышать ± 3 мм.
Сравнительный анализ производится на предмет стабильности размера внутреннего диаметра полумуфт в зависимости от изменений влажности и температуры окружающей среды.
Результаты измерений влажности внешней среды и внутреннего диаметра приведены в таблицах 1-3, при этом температура внешней среды изменялась от 18 до 24 °С.
Таб. 1. Замеры влажности среды и диаметра полумуфт (образцы №1 и №4)
На фиг. 8 представлен график изменения диаметра образцов №1 и №4 в зависимости от изменения влажности внешней среды.
Из графика видно на рис. 6, Образец №4 (импортный продукт) подвержен влиянию перепадов влажности внешней среды в пределах превышающих поле допуска. Следовательно при больших препадах влажности внешней среды, импортная ротационная фанера может считаться браком.
В случае с предлагаемым образцом №1 согласно одному из вариантов изобретения, перепады влажности внешней среды менее значимы, диаметр изделия практически не выходит за пределы поля допуска, что вполне допустимо.
Как следует из результатов исследований опытного образца №1, изменение температуры внешней среды от 18 до 24 °С приводило к изменению внутреннего диаметра полумуфт не более чем, на величину допуска.
Проведенные исследования также показали стабильность размера диаметра полумуфт у образцов № 2 и № 3 при повышении влажности от 15 до 85 % и температуры окружающей среды от 18 до 24 °С.
Таким образом, благодаря применению описанного композиционного материала достигается высокая стойкость изделия к перепадам температуры и влажности рабочей среды, отсутствуют остаточные напряжения, вследствие которых происходит деформация изделия, приводящая к невозможности использовать основание.
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕСУЩАЯ ПЛИТА ДЛЯ ШТАНЦЕВАЛЬНОЙ ФОРМЫ | 2009 |
|
RU2509643C2 |
| МНОГОСЛОЙНЫЙ ИЗОЛЯЦИОННЫЙ МАТЕРИАЛ | 2023 |
|
RU2831233C1 |
| ПАНЕЛЬ, СОДЕРЖАЩАЯ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ СЛОЙ И АРМИРУЮЩИЙ СЛОЙ | 2011 |
|
RU2592523C2 |
| Панель, содержащая полимерный композиционный слой и армирующий слой | 2011 |
|
RU2705061C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2015 |
|
RU2620805C1 |
| Панель, содержащая полимерный композиционный слой и армирующий слой | 2019 |
|
RU2765139C2 |
| КОНСТРУКЦИЯ ДЕРЕВЯННАЯ КЛЕЕНАЯ, ВЫПОЛНЕННАЯ В ВИДЕ СТЕРЖНЕВОЙ ПЕРЕКЛЕЙКИ | 2001 |
|
RU2183556C1 |
| АРМИРОВАННЫЕ ВОЛОКНАМИ ТЕРМОПЛАСТИЧНЫЕ ЛИСТЫ С ПОВЕРХНОСТНЫМ ПОКРЫТИЕМ | 2005 |
|
RU2397871C2 |
| МНОГОСЛОЙНОЕ РУЛОННОЕ ПОЛИМЕРНОЕ ПОКРЫТИЕ ПОЛА | 2003 |
|
RU2247802C1 |
| КОМПОЗИТНАЯ ДЕКА ДЛЯ СКЕЙТБОРДА | 2024 |
|
RU2833041C1 |
Изобретение относится к конструкциям, применяемым при изготовлении ротационных штанцформ. Композиционное основание для ротационной штанцформы имеет форму полуцилиндра и состоит из нескольких слоев. Каждый слой выполнен в виде листа шпона. Слои склеены между собой. При этом два слоя имеют сонаправленную продольную ориентацию волокон. В остальных слоях смежные слои имеют взаимно перпендикулярное направление волокон. Верхний и нижний слой покрыты полипропиленовым покрытием. На торцевые концы композиционного основания нанесено покрытие на основе пиролитического углерода. Достигается стабильность внутреннего диаметра основания от изменения влажности и температуры окружающей среды, снимаются остаточные напряжения, приводящие к деформации готового изделия. 9 з.п. ф-лы, 6 ил., 1 табл., 4 пр.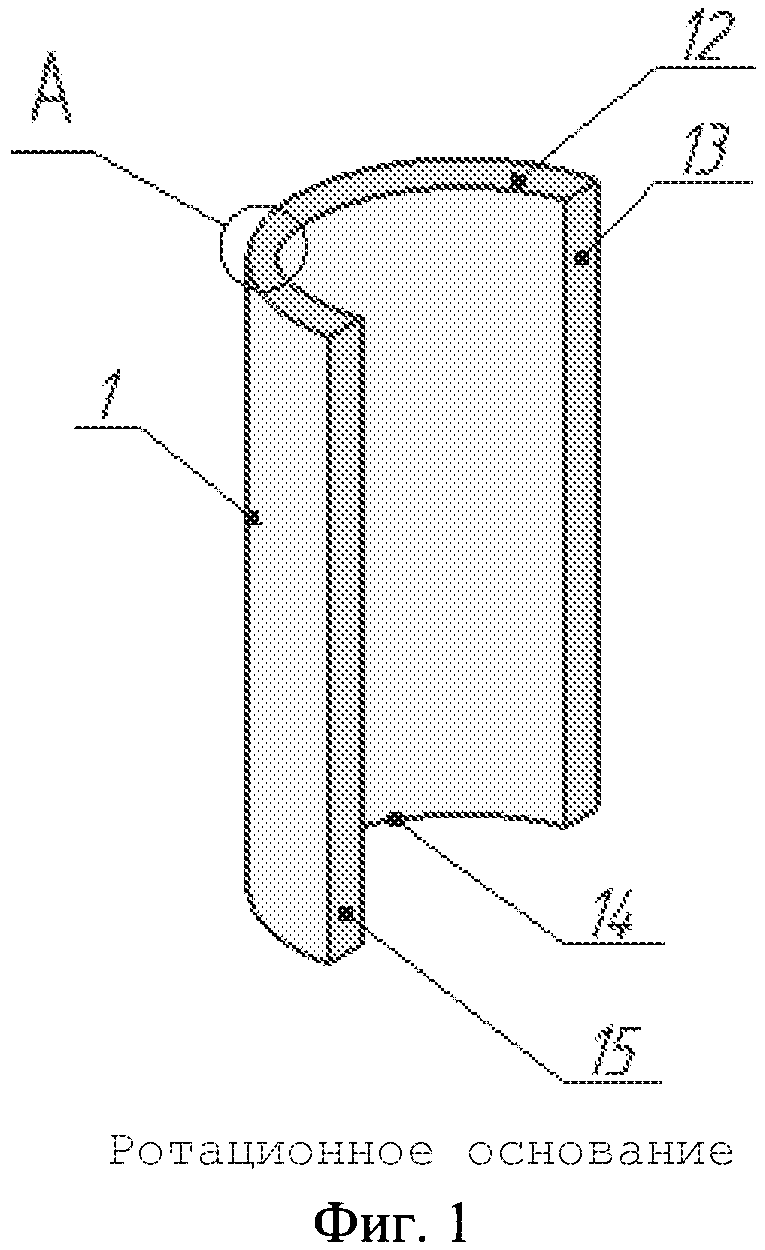
1. Композиционное основание для ротационной штанцформы, выполненное из слоев, отличающееся тем, что оно имеет форму полуцилиндра, каждый из слоев выполнен в виде листа шпона, при этом слои склеены между собой, два смежных слоя имеют сонаправленную ориентацию волокон, а в остальных слоях смежные слои имеют взаимно перпендикулярное направление волокон, при этом верхний и нижний слои выполнены с полипропиленовым покрытием, причем на торцевые концы композиционного основания нанесено покрытие на основе пиролитического углерода.
2. Основание по п. 1, отличающееся тем, что содержит по меньшей мере одну армирующую прослойку.
3. Основание по п. 2, отличающееся тем, что армирующая прослойка выполнена из бумаги или стеклоткани.
4. Основание по п. 1 или 2, отличающееся тем, что слои с продольным направлением волокон относительно длины заготовки составляют 60 % от общей толщины композиционного основания.
5. Основание по п. 1 или 2, отличающееся тем, что лист шпона изготовлен из березы, бука или лиственницы.
6. Основание по п. 1 или 2, отличающееся тем, что толщина листа шпона составляет 0,6 - 2,5 мм.
7. Основание по п. 1 или 2, отличающееся тем, что величина диаметра полуцилиндра составляет 170 - 700 мм.
8. Основание по любому из пп. 1, 2, 4, отличающееся тем, что слои склеены посредством синтетической смолы.
9. Основание по любому из пп. 1, 2, 4, отличающееся тем, что наружное покрытие выполнено в виде полипропилена, пленки ПВХ, меламиновой пленки.
10. Основание по любому из пп. 1, 2, 4, отличающееся тем, что слои спрессованы под давлением от 0,8 до 2 мПа/см2 м нагревом при температуре от 50 до 150°С с использованием синтетической смолы.
| НЕСУЩАЯ ПЛИТА ДЛЯ ШТАНЦЕВАЛЬНОЙ ФОРМЫ | 2009 |
|
RU2509643C2 |
| Устройство для крепления ротационной штанц-формы на штанцнесущем цилиндре высекальной машины | 2016 |
|
RU2634241C1 |
| Устройство для измерения механических напряжений | 1957 |
|
SU111062A1 |
| ПОРОШКОВЫЙ ПРЕПАРАТ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И КОМПОЗИЦИИ ДЛЯ ОБРАБОТКИ РАСТЕНИЙ | 2009 |
|
RU2400067C1 |

