Гайки могут иметь имеют четырехгранную или шестигранную форму.
Дополнительно предлагается паз выполнить глубиной, превышающей высоту гайки на величину в пределах от 0,3 до 1,0 мм.
Дополнительно предлагается места пластической деформации стенок выполнить по длине выходящими за границы контакта гайки со стенками паза на величину от 0,2 до 2,0 мм с каждой стороны.
Также дополнительно предлагается угол сектора трубы выполнить в пределах от 165° до 175°.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСЕКАНИЯ ЭТИКЕТОК ИЗ СТОПЫ ЗАГОТОВОК | 2003 |
|
RU2235644C1 |
| ТРОСОВЫЙ АМОРТИЗАТОР (ВАРИАНТЫ) И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2305809C2 |
| Способ ремонта поврежденного прямолинейного участка трубопровода и устройство для этого способа | 2021 |
|
RU2775657C1 |
| Способ закрепления опорных оснований морских сооружений на свайном поле и трубная составная стальная свая | 2020 |
|
RU2739595C1 |
| Контейнер для спуска приборов на колонне насосно-компрессорных труб | 2022 |
|
RU2779625C1 |
| БЫСТРОСБОРНОЕ ФЛАНЦЕВОЕ СОЕДИНЕНИЕ | 2009 |
|
RU2418227C1 |
| УСТРОЙСТВО СЛЕЖЕНИЯ И КОНТРОЛЯ | 2020 |
|
RU2753824C1 |
| Способ ремонта обетонированного участка подводного трубопровода и устройство для его осуществления | 2015 |
|
RU2619954C1 |
| ПОЛИМЕРНАЯ ТОРЦЕВАЯ ЗАГЛУШКА, СПОСОБ ЕЕ ПРОИЗВОДСТВА, СПОСОБ ЗАЩИТЫ ПОЛОГО ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И ИЗДЕЛИЕ С УСТАНОВЛЕННОЙ ЗАГЛУШКОЙ | 2017 |
|
RU2659010C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕЛЬЧЕНИЯ БУМАЖНЫХ ОТХОДОВ И ДИСКОВЫЙ НОЖ ДЛЯ НЕГО | 2023 |
|
RU2830928C1 |
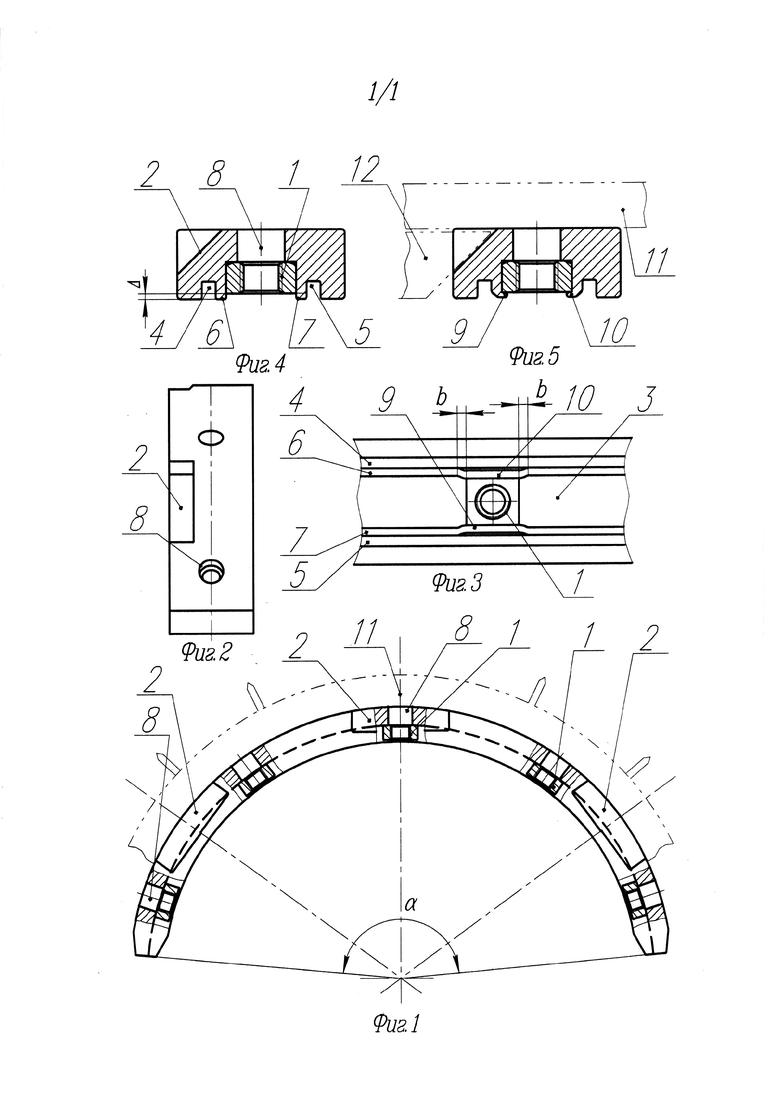
Изобретение относится к производству тары и упаковки и может быть использовано в ротационных высекальных машинах. Предложено устройство для крепления ротационной штанц-формы на штанценесущем цилиндре высекальной машины, представляющее собой сектор трубы, выполненный из алюминиевого сплава с жестко закрепленными с определенным шагом в теле сектора гайками и оснащенный выполненными на внешней поверхности сектора трубы скосами для контактирования с захватами штанценесущего цилиндра. Отличительной особенностью предлагаемого устройства является то, что на внутренней поверхности сектора трубы по всей его длине выполнен паз прямоугольного сечения шириной, соответствующей размеру под ключ гайки, и глубиной, превышающей высоту гайки. При этом симметрично пазу с двух сторон от него на внутренней поверхности сектора трубы выполнены две канавки, отделяемые от паза стенкой. Гайки размещены в пазе соосно отверстиям, выполненным в секторе трубы, и зафиксированы в канавке при помощи пластической деформации стенок, отделяющих паз от канавок. Технический результат заключается в повышении надежности. 5 з.п. ф-лы, 5 ил.
1. Устройство для крепления ротационной штанц-формы на штанценесущем цилиндре высекальной машины, представляющее собой сектор трубы, выполненный из алюминиевого сплава с жестко закрепленными с определенным шагом в теле сектора гайками и оснащенный выполненными на внешней поверхности сектора трубы скосами для контактирования с захватами штанценесущего цилиндра, отличающееся тем, что на внутренней поверхности сектора трубы по всей его длине выполнен паз прямоугольного сечения шириной, соответствующей размеру под ключ гайки, и глубиной, превышающей высоту гайки, при этом симметрично пазу с двух сторон от него на внутренней поверхности сектора трубы выполнены две канавки, отделяемые от паза стенкой, гайки размещены в пазе соосно отверстиям, выполненным в секторе трубы, и зафиксированы в канавке при помощи пластической деформации стенок, отделяющих паз от канавок.
2. Устройство по п. 1, отличающееся тем, что гайки имеют четырехгранную форму.
3. Устройство по п. 1, отличающееся тем, что гайки имеют шестигранную форму.
4. Устройство по п. 1, отличающееся тем, что глубина паза превышает высоту гайки на величину в пределах от 0,3 до 1,0 мм.
5. Устройство по п. 1, отличающееся тем, что места пластической деформации стенок выполнены по длине выходящими за границы контакта гайки со стенками паза на величину от 0,2 до 2,0 мм с каждой стороны.
6. Устройство по п. 1, отличающееся тем, что угол сектора трубы находится в пределах от 165° до 175°.
| Карбюратор для двигателей внутреннего горения | 1927 |
|
SU13181A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОРЕЗЕЙ В КАРТОННЫХ ЗАГОТОВКАХ | 2012 |
|
RU2525780C2 |
| GB 1243465 A, 18.08.1971. | |||

