ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение касается способа и устройства для изготовления оптоволоконной ленты.
УРОВЕНЬ ТЕХНИКИ
[0002]
Оптоволоконные ленты, в которых множество оптических волокон расположены бок о бок в радиальном направлении, чтобы образовывать форму ленты, традиционно известны из уровня техники. Например, патентная литература 1 раскрывает оптоволоконную ленту, в которой смежные оптические волокна соединены соединительными частями, которые прерывисто обеспечены в направлении длины оптических волокон.
СПИСОК БИБЛИОГРАФИЧЕСКИХ ССЫЛОК
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0003]
Патентная литература 1: JP 2010-33010А
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
[0004]
В таких оптоволоконных лентах, как те, что раскрыты в патентной литературе 1, если прочность соединительных частей слаба, соединительные части могут разрушаться, когда к ним прикладывается сила, такая как изгибающая сила.
[0005]
Задачей изобретения является обеспечение способа и устройства изготовления оптоволоконной ленты, с помощью которой можно увеличить прочность соединительных частей, соединяющих смежные оптические волокна.
РЕШЕНИЕ ЗАДАЧИ
[0006]
Первичным аспектом изобретения для решения вышеупомянутой задачи является способ изготовления оптоволоконной ленты, в котором смежные оптические волокна соединяют прерывисто в направлении длины, причем способ включает этапы, на которых: подают оптические волокна вдоль направления длины; и наносят смолу прерывисто в направлении длины вращением между смежными волокнами оптических волокон вращающегося элемента, имеющего выемку, причем скорость перемещения в направлении длины периферийной краевой части вращающегося элемента в положении, где периферийная краевая часть вращающегося элемента блокирует смолу между оптическими волокнами, меньше, чем скорость подачи оптических волокон.
[0007]
Другие признаки изобретения раскрыты в настоящем описании и сопутствующих чертежах.
ПРЕДПОЧТИТЕЛЬНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0008]
Изобретение может увеличивать прочность соединительных частей, соединяющих смежные оптические волокна.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0009]
[Фиг. 1] На фиг. 1А показан вид в перспективе, иллюстрирующий пример конфигурации оптоволоконной ленты в соответствии с вариантом выполнения настоящего изобретения. На фиг. 1В показан вид в поперечном сечении по линии А-А на фиг. 1А.
[Фиг. 2] Фиг. 2А представляет собой вид в перспективе, иллюстрирующий пример конфигурации устройства изготовления оптоволоконной ленты. На фиг. 2В показан вид в плане, иллюстрирующий состояние, в котором смежные оптические волокна соединены соединительными частями.
[Фиг. 3] На фиг. 3 показана пояснительная схема, иллюстрирующая взаимосвязь между оптическим волокном и вращающимся элементом.
[Фиг. 4] На фиг. 4А показана принципиальная схема, иллюстрирующая оптоволоконную ленту примеров 1-5. Фиг. 4В представляет собой пояснительную схему, иллюстрирующую испытание на разрыв в примерах 1, 3, 4 и 5.
[Фиг. 5] Фиг. 5А представляет собой таблицу, показывающую результаты испытаний для примера 1. Фиг. 5В представляет собой таблицу, показывающую результаты испытаний для примера 2.
[Фиг. 6] Фиг. 6 представляет собой таблицу, показывающую результаты испытаний для примера 3.
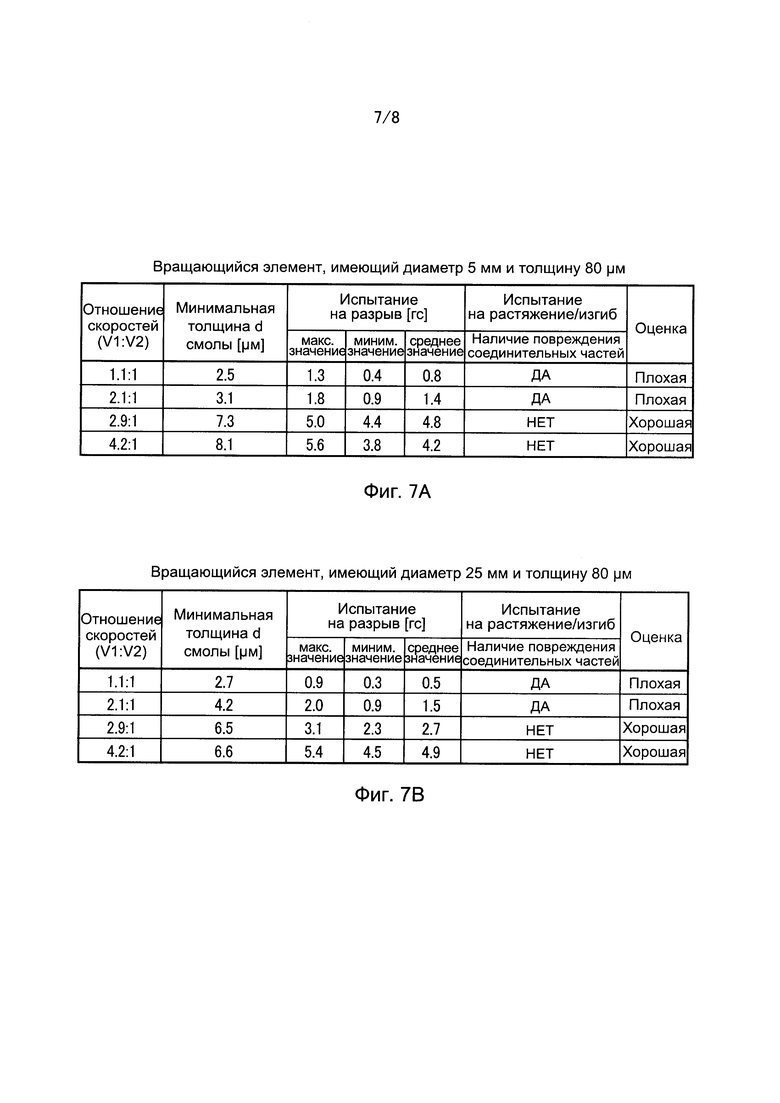
[Фиг. 7] Фиг. 7 представляет собой таблицу, показывающую результаты испытаний для примера 4, где на фиг. 7А показаны результаты, когда диаметр составляет 5 мм, а на фиг. 7В показаны результаты, когда диаметр составляет 25 мм.
[Фиг. 8] Фиг. 8 представляет собой таблицу, показывающую результаты испытаний для примера 5, где на фиг. 8А показаны результаты, когда толщина составляет 20 мкм, на фиг. 8В показаны результаты, когда толщина составляет 50 мкм, а на фиг. 8С показаны результаты, когда толщина составляет 110 мкм.
ОПИСАНИЕ ВАРИАНТОВ ВЫПОЛНЕНИЯ
[0010]
В настоящем описании и сопутствующих чертежах раскрыты по меньшей мере следующие далее материалы.
[0011]
Раскрыт способ изготовления оптоволоконной ленты, в котором смежные оптические волокна соединяют прерывисто в направлении длины, причем способ включает этапы, на которых: подают оптические волокна вдоль направления длины; и наносят смолу прерывисто в направлении длины вращением между смежными волокнами оптических волокон вращающегося элемента, имеющего выемку, причем скорость перемещения в направлении длины периферийной краевой части вращающегося элемента в положении, где периферийная краевая часть вращающегося элемента блокирует смолу между оптическими волокнами, меньше, чем скорость подачи оптических волокон.
[0012]
С помощью этого способа изготовления оптоволоконной ленты можно увеличить прочность соединительных частей, соединяющих смежные оптические волокна, и соединительные части с меньшей вероятностью повреждаются, даже когда прикладывается сила, например, изгибающая сила.
[0013]
В этом способе изготовления оптоволоконной ленты предпочтительно, чтобы скорость подачи оптических волокон была по меньшей мере в 2,9 раз больше скорости перемещения в направлении длины периферийной краевой части за счет вращения вращающегося элемента в положении, в котором смола блокируется между оптическими волокнами.
[0014]
С помощью этого способа изготовления оптоволоконной ленты прочность соединительных частей, соединяющих смежные оптические волокна, может быть дополнительно увеличена.
[0015]
В этом способе изготовления оптоволоконной ленты предпочтительно, чтобы скорость подачи оптических волокон была, по большей мере в 35,1 раз больше скорости перемещения в направлении длины периферийной краевой части за счет вращения вращающегося элемента в положении, в котором смола блокируется между оптическими волокнами.
[0016]
С помощью этого способа изготовления оптоволоконной ленты прочность соединительных частей, соединяющих смежные оптические волокна, может быть дополнительно увеличена.
[0017]
Также раскрыто устройство изготовления оптоволоконной ленты, которое изготавливает оптоволоконную ленту в соответствии с вышеупомянутым способом изготовления оптоволоконной ленты.
[0018]
С помощью этого устройства изготовления оптоволоконной ленты можно изготавливать оптоволоконную ленту, в которой соединительные части, соединяющие смежные оптические волокна, повреждаются с меньшей вероятностью.
[0019]
ВАРИАНТЫ ВЫПОЛНЕНИЯ
{Конфигурация оптоволоконной ленты 1}
Конфигурация оптоволоконной ленты 1 согласно варианту выполнения описана со ссылкой на фиг. 1А и 1В.
[0020]
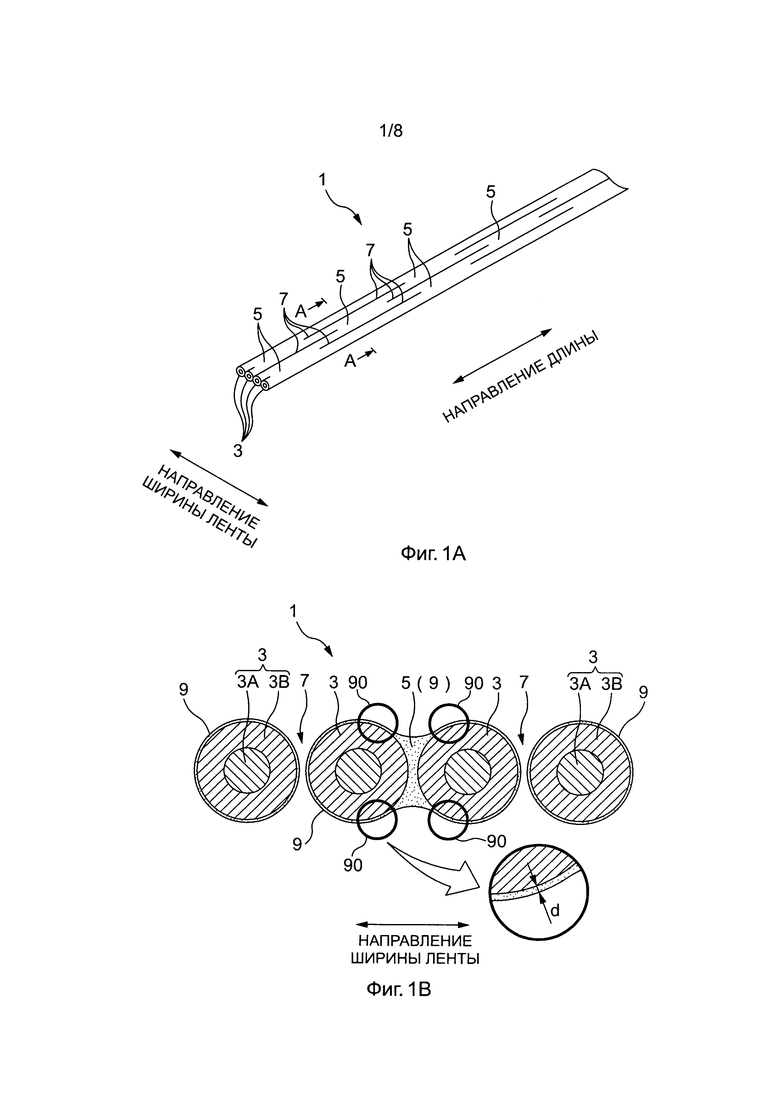
На фиг. 1А показан вид в перспективе, иллюстрирующий пример конфигурации оптоволоконной ленты 1. На фиг. 1В показан вид в поперечном сечении по линии А-А на фиг. 1А.
[0021]
Оптоволоконная лента 1 имеет лентовидную форму, в которой множество оптических волокон 3 расположены бок о бок в направлении, пересекающемся с направлением оптической оси, и где соединены смежные оптические волокна 3. На Фиг. 1А и 1В показана оптоволоконная лента 1, образованная путем размещения четырех оптических волокон 3 бок о бок.
[0022]
В приведенном ниже описании направление оптической оси оптических волокон 3 упоминается как «направление длины», а направление, в котором выровнены оптические волокна 3, упоминается как «направление ширины ленты».
[0023]
Смежные волокна оптических волокон 3 соединены множеством соединительных частей 5, которые расположены прерывисто в направлении длины. Соединительные части 5 расположены прерывисто в двухмерном рисунке в направлении длины и направлении ширины ленты. Как показано на фиг. 1В, каждая соединительная часть 5 образована смолой 9, которая покрывает внешнюю периферию оптических волокон 3.
[0024]
Между смежными оптическими волокнами 3 смежные оптические волокна 3 не соединены в областях, отличных от соединительных частей 5, и между ними образованы отделенные части 7 (несоединенные части). Иными словами, в каждой отделенной части 7 смежные оптические волокна 3 не связаны друг с другом. Таким образом, оптоволоконная лента 1 может быть свернута в трубчатую форму или сложена, и множество оптических волокон 3 могут быть сложены в пучки с высокой плотностью.
[0025]
Как показано на фиг. 1В, каждое оптическое волокно 3 включает в себя стекловолокно 3А и покровный слой 3В, который покрывает внешнюю периферию стекловолокна 3А. Смола 9 покрывает внешнюю периферию покровного слоя 3В, а участок смолы 9 представляет собой соединительную часть 5, описанную выше. Например, для смолы 9 может быть использована отверждаемая под действием ультрафиолетового излучения смола.
[0026]
{Конфигурация устройства 2 изготовления и способа изготовления оптоволоконной ленты 1}
Затем конфигурация устройства 2 изготовления для изготовления оптоволоконной ленты 1 и способ изготовления оптоволоконной ленты 1 описаны со ссылкой на Фиг. 2А, 2В и 3.
[0027]
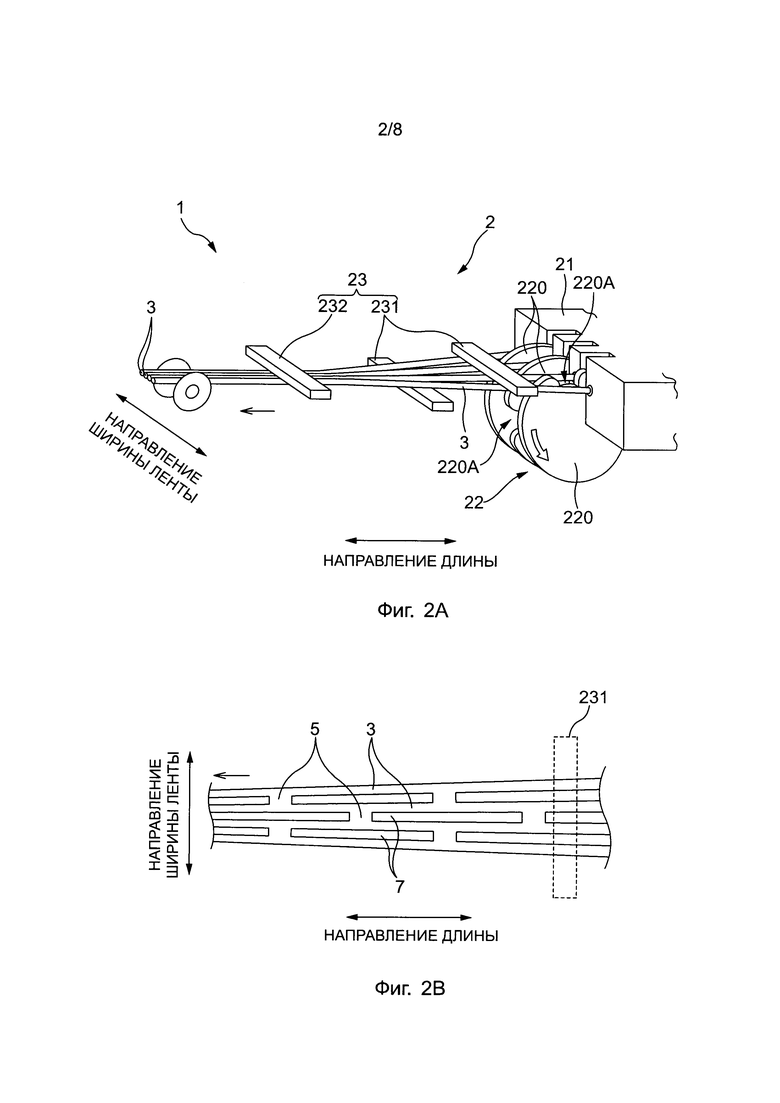
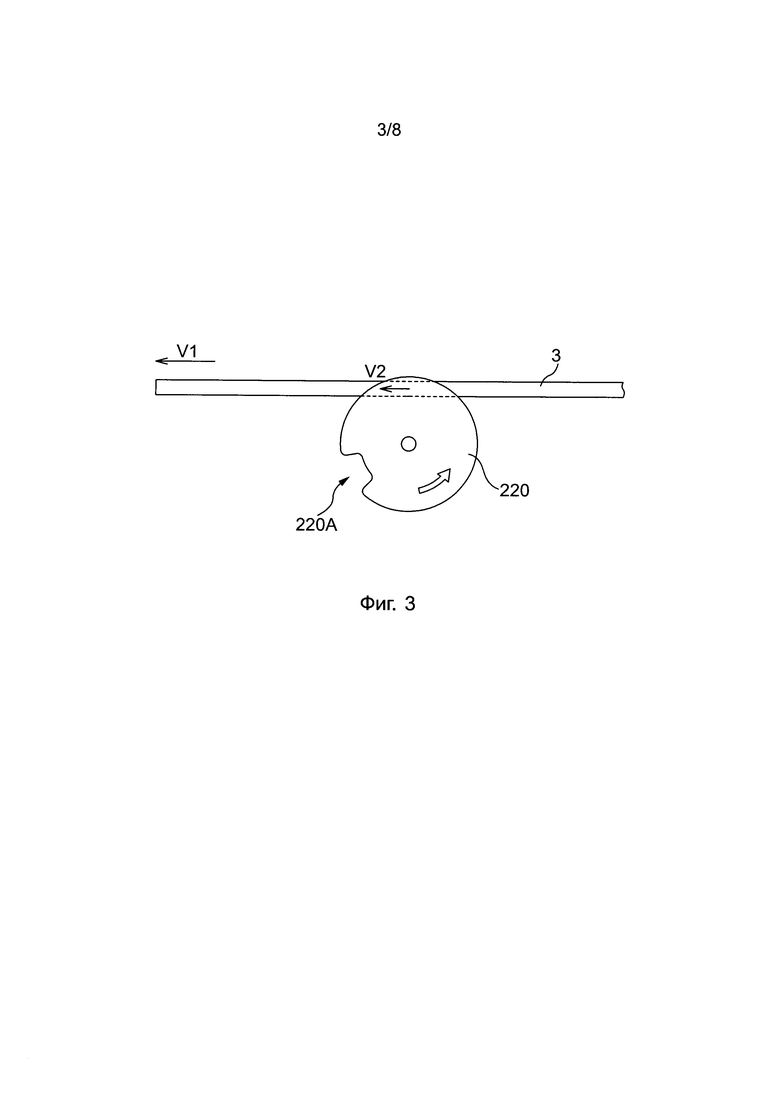
Фиг. 2А представляет собой вид в перспективе, иллюстрирующий пример конфигурации устройства 2 изготовления для изготовления оптоволоконной ленты 1. На фиг. 2В показан вид в плане, иллюстрирующий состояние, в котором смежные оптические волокна 3 соединены соединительными частями 5. Фиг. 3 представляет собой пояснительную схему, иллюстрирующую взаимосвязь между оптическим волокном 3 и вращающимся элементом 220.
[0028]
Как показано на фиг. 2А, устройство 2 изготовления включает в себя: блок подачи (не показан), выполненный с возможностью подачи множества оптических волокон 3 (четыре на фиг. 2А); блок 21 нанесения, выполненный с возможностью нанесения расплавленной смолы (смолы 9) на множество оптических волокон 3; блок 22 удаления, выполненный с возможностью удаления расплавленной смолы; и блок 23 источника света, выполненный с возможностью облучения расплавленной смолы ультрафиолетовыми лучами.
[0029]
Блок подачи представляет собой секцию для подачи множества оптических волокон 3 вдоль направления длины. Блок 21 нанесения представляет собой секцию для нанесения расплавленной смолы на внешнюю периферию оптических волокон 3 и между смежными оптическими волокнами 3. Узел 22 удаления включает в себя множество вращающихся элементов 220 (три на фиг. 2А) и представляет собой секцию, которая вращает вращающиеся элементы 220 между смежными оптическими волокнами 3 и блокирует расплавленную смолу, чтобы тем самым удалять расплавленную смолу.
[0030]
Как показано на фиг. 3, каждый вращающийся элемент 220 имеет форму диска, который вращается вокруг оси вдоль направления ширины ленты и включает в себя выемку 220А на участке его периферийной краевой части. На фиг. 3 вращающийся элемент 220 включает в себя только одну выемку 220А. Однако количество выемок 220А не обязательно ограничивается одной, а размер и количество выемок 220А могут варьироваться в зависимости от использования.
[0031]
Когда каждый вращающийся элемент 220 вращается (в направлении против часовой стрелки на фиг. 3) и периферийная краевая часть, где нет выемки 220А, образуется между смежными оптическими волокнами 3, периферийная краевая часть блокирует расплавленную смолу. Таким образом, образуется секция, которая становится отделенной частью 7 (см. фиг. 1А, 1В и 2В). С другой стороны, когда выемка 220А расположена между смежными оптическими волокнами 3, расплавленная смола не блокируется и втекает в выемку 220А. Это, таким образом, образует секцию, которая становится соединительной частью 5 (см. фиг. 1А, 1В и 2В).
[0032]
Скорость V2 перемещения в направлении длины периферийной краевой части (то есть периферийной краевой части, где нет выемки 220А) вращающегося элемента 220 в положении, где периферийная краевая часть блокирует расплавленную смолу между смежными оптическими волокнами 3 установлена так, чтобы быть меньше, чем скорость V1 подачи множества оптических волокон 3 (оптоволоконной ленты 1) (то есть V2<V1). Здесь «скорость V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220 в положении, где периферийная краевая часть блокирует расплавленную смолу между смежными оптическими волокнами 3», представляет собой скорость, найденную путем преобразования скорости вращения (об/мин) вращающегося элемента 220 в метрах в минуту (м/мин) на основании периферии (м) вращающегося элемента.
[0033]
До этого скорость V1 подачи оптических волокон 3 была такой же, как скорость V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220 (V1=V2). Напротив, авторы изобретения обнаружили, что установка скорости на V2<V1 увеличивает прочность соединительных частей 5 и смолы 9 (то есть секций, показанных на фиг. 1В, далее «тонких частей 90»), непрерывно образующихся из соответствующих соединительных частей 5 и смежных с ними. Считается, что причиной этого является то, что по сравнению с тем, когда скорость V1=V2, большее количество расплавленной смолы блокируется периферийной краевой частью, где нет выемки 220А, и блокированная расплавленная смола течет в секции, которые становятся соединительными частями 5 и тонкими частями 90, то есть распространение расплавленной смолы улучшается, и, таким образом, соединительные части 5 и тонкие части 90 формируются толще («d», показанные на фиг. 1В), и их прочность увеличивается. Соотношения между скоростью V1 подачи, скоростью V2 перемещения и толщиной d тонкой части 90 будут описаны ниже.
[0034]
Блок 23 источника света представляет собой секцию для облучения расплавленной смолы, применяемой к оптическим волокнам 3, ультрафиолетовыми лучами для отверждения расплавленной смолы. Как показано на фиг. 2А, блок 23 источника света включает в себя источники 231 света временного отверждения и источник 232 света необратимого отверждения.
[0035]
Расплавленная смола облучается ультрафиолетовыми лучами с помощью источников света 231 временного отверждения и отверждается временно, а затем облучается ультрафиолетовыми лучами с помощью источника света 232 необратимого отверждения и отверждается необратимо. Здесь «временное отверждение» относится к состоянию, в котором смола еще не полностью отверждена, но отверждение выполнено на поверхности. «Необратимое отверждение» относится к состоянию, в котором отверждение выполнено также и внутри. Следует отметить, что даже в состоянии необратимого отверждения оптоволоконная лента 1 имеет степень эластичности, при которой она может быть свернута в трубчатую форму или сложена.
[0036]
Как показано на фиг. 2В, оптические волокна 3 сразу после выхода из блока 21 нанесения и блока 22 удаления отделены друг от друга с промежутками между ними. В этом состоянии расплавленная смола облучается ультрафиолетовыми лучами с помощью источников света 231 временного отверждения, и расплавленная смола отверждается временно. Затем промежутки между смежными оптическими волокнами 3 постепенно сужаются, чтобы выровнять оптические волокна 3 и собрать их в ленточную форму. На фиг. 2В источник света 231 временного отверждения показан пунктирной линией.
[0037]
Во время сбора оптических волокон 3, даже если смежные оптические волокна 3 контактируют друг с другом в секциях, которые становятся отделенными частями 7, эти секции не соединяются вместе, так как расплавленная смола находится во временно отвержденном состоянии. Кроме того, поскольку расплавленная смола еще не отверждена необратимо, промежутки между смежными оптическими волокнами 3 могут быть легко сужены даже в секциях, которые становятся соединительными частями 5.
[0038]
Как описано выше, оптоволоконную ленту 1 изготавливают посредством следующих этапов: подают множество оптических волокон 3 вдоль направления длины; наносят расплавленную смолу (смолу 9) прерывисто в направлении длины путем вращения вращающегося элемента 220 между смежными волокнами оптических волокон 3; облучают расплавленную смолу ультрафиолетовыми лучами для отверждения смолы; и собирают оптические волокна 3 вместе.
[0039]
ПРИМЕРЫ
В примерах 1-5 оптоволоконные ленты 1 были изготовлены путем изменения скорости V1 подачи оптических волокон 3 и скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220. Примеры 1-5 описаны со ссылкой на фиг. 4А и 4В. Что касается оценки соединительных частей 5, то примеры 1 и 2 описаны со ссылкой на фиг. 5А и 5В, пример 3 описан со ссылкой на фиг. 6, пример 4 описан со ссылкой на фиг. 7А и 7В, и пример 5 описан со ссылкой на фиг. 8А-8С.
[0040]
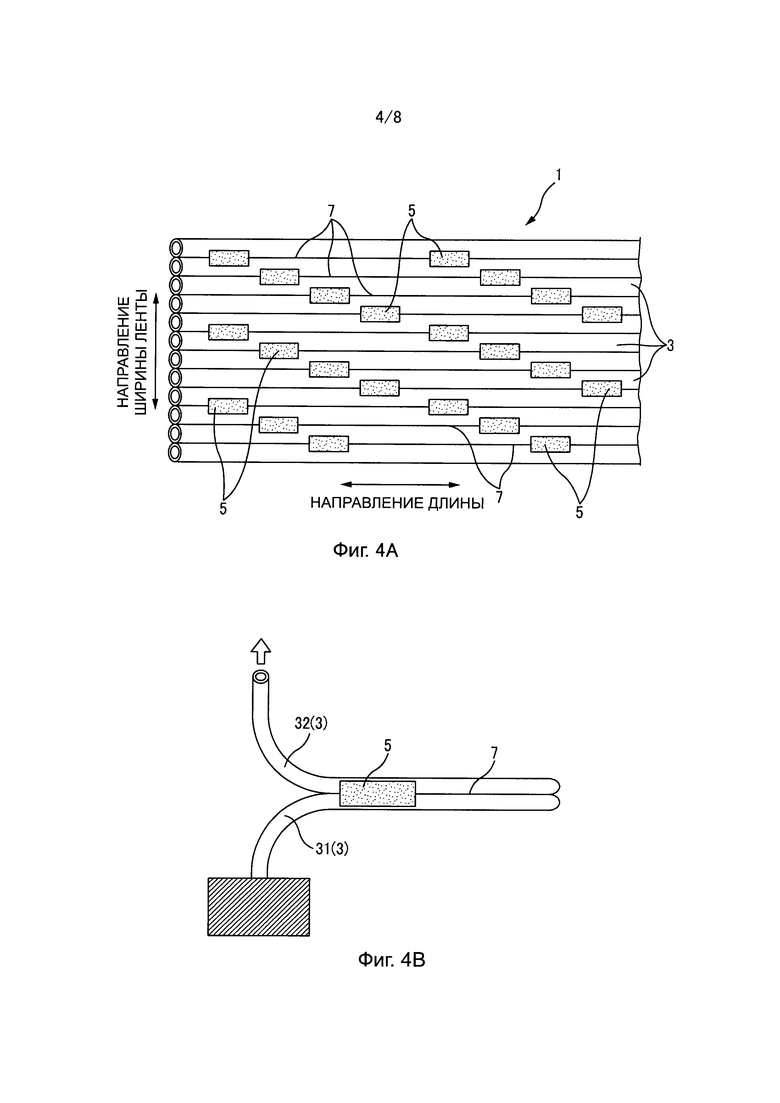
Фиг. 4А представляет собой принципиальную схему, иллюстрирующую оптоволоконную ленту 1 из примеров 1-5. Фиг. 4В представляет собой пояснительную схему, иллюстрирующую испытание на разрыв в примерах 1, 3, 4 и 5. Фиг. 5А представляет собой таблицу, показывающую результаты испытаний для примера 1. Фиг. 5В представляет собой таблицу, показывающую результаты испытаний для примера 2. Фиг. 6 представляет собой таблицу, показывающую результаты испытаний для примера 3. Фиг. 7 представляет собой таблицу, показывающую результаты испытаний для примера 4, где на фиг. 7А показаны результаты, когда диаметр составляет 5 мм, а на фиг. 7В показаны результаты, когда диаметр составляет 25 мм. Фиг. 8 представляет собой таблицу, показывающую результаты испытаний для примера 5, где на фиг. 8А показаны результаты, когда толщина составляет 20 мкм, на фиг. 8В показаны результаты, когда толщина составляет 50 мкм, а на фиг. 8С показаны результаты, когда толщина составляет 110 мкм.
[0041]
{Пример 1}
На примере 1 12-волоконная оптоволоконная лента 1, как показано на фиг. 4А, была подготовлена с использованием двенадцати оптических волокон 3, имеющих диаметр 250 мкм. В этом примере использовали расплавленную смолу, имеющую вязкость 0,1 Па⋅с. Скорость V1 подачи двенадцати оптических волокон 3 изменялась в диапазоне от 150,0 до 900,0 м/мин, а скорость V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220 изменялась в диапазоне от 113,1 до 282,6 м/мин. Конкретные соотношения (отношения скоростей) между скоростью V1 подачи и скоростью V2 перемещения являются такими, как показано на фиг. 5А.
[0042]
Как показано на фиг. 4А, размер и количество выемок 220А в соответствующих вращающихся элементах 220 отрегулированы таким образом, что все соединительные части 5 имеют одинаковый размер. В примере 1 длина каждой соединительной части 5 в направлении длины составляла 15 мм, а длина каждой отделенной части 7 в направлении длины составляла 55 мм. Используемый вращающийся элемент 220 имел диаметр 15 мм и толщину 80 мкм.
[0043]
В оптоволоконной ленте 1, показанной на фиг. 4А, была измерена толщина d тонкой части 90 в каждом из двенадцати оптических волокон 3. Результат измерения толщины d тонкой части 90 показан как «минимальная толщина d смолы» на фиг. 5А. Более конкретно, «минимальная толщина d смолы» представляет собой значение, вычисленное путем усреднения толщины соответствующих тонких частей 90 (то есть минимальных значений толщины смолы 9) в соответствующих двенадцати оптических волокнах 3.
[0044]
Как показано на фиг. 5А, можно понять, что, задерживая скорость V2 перемещения относительно скорости V1 подачи, значение минимальной толщины d смолы становится больше (толще). Повреждение соединительной части 5 происходит в результате отслаивания смолы 9 от тонких частей 90 и соединительной части 5, таким образом, создавая трещину и повреждение. Таким образом, увеличивая минимальную толщину d смолы путем регулирования отношения скоростей V1:V2, можно увеличить прочность соединительных частей 5 и тонких частей 90 и, таким образом, препятствовать повреждению соединительных частей 5.
[0045]
Оптоволоконную ленту 1, показанную на фиг. 4А, подвергали испытанию на разрыв в тридцати трех соединительных частях 5. Испытание на разрыв выполняли, как показано на фиг. 4В, посредством: закрепления конца одного оптического волокна 31 между парой смежных оптических волокон 31, 32; вытягивания другого оптического волокна 32 со скоростью 100 мм/мин в направлении стрелки, показанной на фиг. 4В; и измерения нагрузки (грамм-сила, гс), приложенной к соединительной части 5 в это время.
[0046]
Более конкретно, одно оптическое волокно 31 закреплено в положении на расстоянии 10 см от одного конца (конец на стороне, подлежащей разрыву) соединительной части 5, а другое оптическое волокно 32 вытягивается. Незафиксированный конец одного оптического волокна 31 и невытягиваемый конец другого оптического волокна 32 находятся в положении на расстоянии 15 см от одного конца (конец на стороне, подлежащей разрыву) соединительной части 5.
[0047]
В этом испытании на разрыв, нагрузка, прикладываемая к соединительной части 5, считается разрывающей силой. На фиг. 5А показано максимальное значение, минимальное значение и среднее значение разрывающей силы при изменении скорости V1 подачи оптических волокон 3 и скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемент 220.
[0048]
Затем оптоволоконные ленты 1, показанные на фиг. 4А, были использованы для изготовления 144-волоконного оптоволоконного кабеля, а кабель подвергали испытанию на растяжение/изгиб. Испытание на растяжение/изгиб проводили в соответствии с IEC 60794-1-2-Е18 при следующих условиях: растяжение: 130 кг; диаметр оправки: 250 мм; угол изгиба: 90°. После испытания на растяжение/изгиб 144-волоконный оптоволоконный кабель был разорван, чтобы проверить, произошло ли повреждение соединительных частей 5 в оптоволоконной ленте 1. Результаты проверки показаны на фиг. 5А.
[0049]
Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, можно понять, что, когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,1 гс или выше, повреждения соединительных частей 5 после испытания на растяжение/изгиб не возникает. Когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,1 гс, отношение скоростей V1:V2 между скоростью V1 подачи оптических волокон 3 и скоростью V2 перемещения в направлении длины, вызванное вращением вращающегося элемента 220 равно 2,9:1. При этом отношении значение минимальной толщины d смолы составляет 6,8 мкм, что примерно в два раза превышает толщину при отношении скоростей V1:V2 1,1:1, при котором значение минимальной толщины d смолы составляет 3,5 мкм. Таким образом, может быть понятно, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, толщина тонкой части 90 (минимальная толщина d смолы) больше, а прочность соединительных частей 5 и тонких частей 90 дополнительно увеличивается, и, таким образом, можно дополнительно предотвратить повреждение соединительных частей 5 по сравнению со случаями, когда V1=V2.
[0050]
Следует отметить, что, хотя предпочтительно, чтобы скорость V1 подачи оптических волокон 3 была по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, фиг. 5А показывает, что разрывающая сила в испытании на разрыв увеличивается даже тогда, когда отношение скоростей V1:V2 равно 2,1:1, и, таким образом, прочность соединительных частей 5 и тонких частей 90 увеличивается. Таким образом, прочность соединительных частей 5 и тонких частей 90 увеличивается до тех пор, пока отношение скоростей по меньше мере такое - V1>V2.
[0051]
{Пример 2}
В примере 2 12-волоконная оптоволоконная лента 1, как показано на фиг. 4А, была подготовлена с использованием двенадцати оптических волокон 3, имеющих диаметр 250 мкм, как в примере 1, и измерение разности длин и испытание на растяжение/изгиб было выполнено в пределах диапазона, где «не возникает» повреждение соединительных частей 5 после испытания на растяжение/изгиб в примере 1, то есть в пределах диапазона, в котором скорость V1 подачи оптических волокон 3 была по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220. Испытание на растяжение/изгиб проводили в тех же условиях, что и в примере 1.
[0052]
Более конкретно, скорость V1 подачи двенадцати оптических волокон 3 изменялась в диапазоне от 400,0 до 900,0 м/мин, а скорость V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220 изменялась в пределах диапазона от 13,2 до 59,4 м/мин. Конкретные соотношения (отношения скоростей) между скоростью V1 подачи и скоростью V2 перемещения являются такими, как показано на фиг. 5В.
[0053]
Разница в длине представлена процентом (%), найденным путем деления разности между длиной оптоволоконной ленты 1 в направлении длины и длиной в направлении длины одного оптического волокна 3, отделенного от оптоволоконной ленты 1, на длину оптоволоконной ленты 1 в направлении длины. На фиг. 5В показано максимальное значение, минимальное значение и среднее значение разности длин при изменении скорости V1 подачи оптических волокон 3 и скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220.
[0054]
Если разность длин велика, к оптическим волокнам 3 может быть применен небольшой изгиб, что может привести к увеличению потерь при передаче и/или повреждению оптических волокон 3, когда лента 1 оптического волокна используется для подготовки оптоволоконного кабеля. Таким образом, предпочтительно, чтобы разница в длине составляла менее ± 0,1%.
[0055]
Что касается результатов измерения разности длин, показанной на фиг. 5В, можно проверить, что максимальное значение разности длин составляет 0,13%, когда отношение скоростей V1:V2 составляет 40,0:1, а максимальное значение разницы длин составляет 0,12%, когда отношение скоростей V1:V2 равно 45,5:1.
[0056]
Таким образом, принимая во внимание разницу длин, также предпочтительно, чтобы скорость V1 подачи оптических волокон 3 была в от 2,9 до 35,1 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220. Обратите внимание, что в примере 2 при всех соотношениях после испытания на растяжение/изгиб повреждений соединительных частей 5 «не возникает».
[0057]
{Пример 3}
В примере 3 12-волоконная оптоволоконная лента 1, как показано на фиг. 4А, была подготовлена с использованием двенадцати оптических волокон 3, имеющих диаметр 250 мкм, как в примере 1, путем приведения отношений скоростей V1:V2 между скоростью V1 подачи и скоростью V2 перемещения к четырем отношениям, то есть 1,1:1, 2,1:1, 2,9:1 и 4,2:1, а также были выполнены испытание на разрыв и испытание на растяжение/изгиб. В отличие от примера 1 в этом примере использовали расплавленную смолу, имеющую вязкость 5,0 Па⋅с. Другие условия, такие как размер вращающихся элементов 220, были такими же, как в примере 1.
[0058]
На фиг. 6 показано максимальное значение, минимальное значение и среднее значение разрывающей силы в испытании на разрыв, а также результаты присутствия/отсутствия повреждения соединительных частей 5 после испытания на растяжение/изгиб. Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, то может быть понятно, что, когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,0 гс или более, повреждений соединительных частей 5 после испытания на растяжение/изгиб «не возникает». Когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,0 гс, отношение скоростей V1:V2 равно 2,9:1. Таким образом, как и в примере 1, можно понять, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, прочность соединительных элементов 5 и тонких частей 90 может быть увеличена. Из вышесказанного может быть понятно, что независимо от вязкости используемой расплавленной смолы прочность соединительных частей 5 и тонких частей 90 может быть увеличена в соответствии с отношением скоростей между скоростью V1 подачи и скоростью V2 перемещения.
[0059]
{Пример 4}
В примере 4 вращающиеся элементы 220, имеющие диаметры, отличные от диаметров вращающихся элементов 220, используемых в примерах 1-3, были использованы для получения 12-волоконной оптоволоконной ленты 1, как показано на фиг. 4А, и были выполнены испытания на разрыв и испытания на растяжение/изгиб. В этом примере толщина вращающихся элементов 220 была установлена на постоянное значение 80 мкм, тогда как вращающиеся элементы были подготовлены с двумя диаметрами 5 мм и 25 мм. Другие условия, такие как вязкость расплавленной смолы, были одинаковыми в этих двух случаях.
[0060]
На фиг. 7А показана минимальная толщина d смолы, максимальное значение, минимальное значение и среднее значение разрывающей силы, а также результаты присутствия/отсутствия повреждений соединительных частей 5 после испытания на растяжение/изгиб в случае, когда диаметр вращающегося элемента 220 составляет 5 мм. Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, можно понять, что, когда минимальное значение разрывающей силы при испытании на разрыв составляет 4,4 гс или больше, после испытания на растяжение/изгиб повреждений соединительных частей 5 «не возникает».
[0061]
Как и в примере 1, также в этом случае может быть понятно, что, задерживая скорость V2 перемещения относительно скорости V1 подачи, значение минимальной толщины d смолы становится больше (толще). Когда минимальное значение разрывающей силы в испытании на разрыв составляет 4,4 гс, минимальная толщина d смолы составляет 7,3 мкм. При этом значении отношение скоростей V1:V2 равно 2,9:1. Таким образом, как и в примерах 1 и 3, может быть понятно, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, прочность соединительных частей 5 и тонких частей 90 может быть увеличена.
[0062]
На фиг. 7В показана минимальная толщина d смолы, максимальное значение, минимальное значение и среднее значение разрывающей силы, а также результаты наличия/отсутствия повреждения соединительных частей 5 после испытания на растяжение/изгиб в случае, когда диаметр вращающегося элемента 220 составлял 25 мм. Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, можно понять, что, когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,3 гс или более, повреждений соединительных частей 5 после испытания на растяжение/изгиб «не возникает».
[0063]
Как и в случае, когда диаметр вращающегося элемента 220 составляет 5 мм, также в этом случае может быть понятно, что, задерживая скорость V2 перемещения относительно скорости V1 подачи, значение минимальной толщины d смолы становится больше (толще). Когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,3 гс, минимальная толщина d смолы составляет 6,5 мкм. При этом значении отношение скоростей V1:V2 равно 2,9:1. Таким образом, как и в случае, когда диаметр вращающегося элемента 220 составляет 5 мм, может быть понятно, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, прочность соединительных частей 5 и тонких частей 90 может быть увеличена.
[0064]
Как описано выше, в обоих случаях, когда диаметр вращающегося элемента 220 составляет 5 мм и 25 мм, результаты оценки являются «хорошими» в тех случаях, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220. Таким образом, можно понять, что независимо от диаметра вращающихся элементов 220 прочность соединительных частей 5 и тонких частей 90 может быть увеличена в соответствии с отношением скоростей между скоростью V1 подачи и скоростью V2 перемещения.
[0065]
{Пример 5}
В примере 5 вращающиеся элементы 220, имеющие толщину, отличную от толщины вращающихся элементов 220, используемых в примерах 1-3, были использованы для получения 12-волоконной оптоволоконной ленты 1, как показано на фиг. 4А, и были выполнены испытания на разрыв и испытания на растяжение/изгиб. В этом примере диаметр вращающихся элементов 220 устанавливали на постоянное значение 15 мм, тогда как вращающиеся элементы имели три толщины: 20 мкм, 50 мкм и 110 мкм. Как и в примере 4, другие условия, такие как вязкость расплавленной смолы, были одинаковыми в этих трех случаях.
[0066]
На фиг. 8А показана минимальная толщина d смолы, максимальное значение, минимальное значение и среднее значение разрывающей силы, а также результаты наличия/отсутствия повреждений соединительных частей 5 после испытания на растяжение/изгиб в случае, когда толщина вращающегося элемента 220 составляла 20 мкм. Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, может быть понятно, что, когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,7 гс или выше, повреждений соединительных частей 5 после испытания на растяжение/изгиб «не возникает».
[0067]
Как и в примерах 1 и 4, также в этом случае может быть понятно, что, задерживая скорость V2 перемещения относительно скорости V1 подачи, значение минимальной толщины d смолы становится больше (толще). Когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,7 гс, минимальная толщина d смолы составляет 7,7 мкм. При этом значении отношение скоростей V1:V2 равно 2,9:1. Таким образом, как и в примерах 1 и 3, может быть понятно, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, прочность соединительных деталей 5 и тонких частей 90 может быть увеличена.
[0068]
На фиг. 8В показана минимальная толщина d смолы, максимальное значение, минимальное значение и среднее значение разрывающей силы, а также результаты наличия/отсутствия повреждения соединительных частей 5 после испытания на растяжение/изгиб в случае, когда толщина вращающегося элемента 220 составляла 50 мкм. Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, можно понять, что, когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,6 гс или более, повреждения соединительных частей 5 после испытания на растяжение/изгиб «не возникает».
[0069]
Как и в случае, когда толщина вращающегося элемента 220 составляет 20 мкм, также в этом случае можно понять, что, задерживая скорость V2 перемещения относительно скорости V1 подачи, значение минимальной толщины d смолы становится больше (толще). Когда минимальное значение разрывающей силы в испытании на разрыв составляет 2,6 гс, минимальная толщина d смолы составляет 6,5 мкм. При этом значении отношение скоростей V1:V2 равно 2,9:1. Таким образом, как и в случае, когда толщина вращающегося элемента 220 составляет 20 мкм, можно понять, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220, прочность соединительных частей 5 и тонких частей 90 может быть увеличена.
[0070]
На фиг. 8С показана минимальная толщина d смолы, максимальное значение, минимальное значение и среднее значение разрывающей силы, а также результаты наличия/отсутствия повреждения соединительных частей 5 после испытания на растяжение/изгиб в случае, когда толщина вращающегося элемента 220 составляла 110 мкм. Что касается результатов испытания на разрыв и результатов испытания на растяжение/изгиб, то можно понять, что, когда минимальное значение разрывающей силы в испытании на разрыв составляет 3,5 гс или более, повреждения соединительных частей 5 после испытания на растяжение/изгиб «не возникает».
[0071]
Как и в случаях, когда толщина вращающихся элементов 220 составляет 20 мкм и 50 мкм, также в этом случае может быть понятно, что, задерживая скорость V2 перемещения относительно скорости V1 подачи, значение минимальной толщины d смолы становится больше (толще). Когда минимальное значение разрывающей силы в испытании на разрыв составляет 3,5 гс, минимальная толщина d смолы составляет 7,1 мкм. При этом значении отношение скоростей V1:V2 равно 2,9:1. Таким образом, как и в случаях, когда толщины вращающихся элементов 220 составляют 20 мкм и 50 мкм, может быть понятно, что, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длине периферийной краевой части вращающегося элемента 220, прочность соединительных частей 5 и тонких частей 90 может быть увеличена.
[0072]
Как описано выше, во всех случаях, когда толщина вращающихся элементов 220 составляет 20 мкм, 50 мкм и 110 мкм, результаты оценки являются «хорошими» в тех случаях, когда скорость V1 подачи оптических волокон 3 по меньшей мере в 2,9 раз больше скорости V2 перемещения в направлении длины периферийной краевой части вращающегося элемента 220. Таким образом, может быть понятно, что независимо от диаметра вращающихся элементов 220 прочность соединительных частей 5 и тонких частей 90 может быть увеличена в соответствии с отношением скоростей между скоростью V1 подачи и скоростью V2 перемещения.
[0073]
Другое:
Вышеупомянутые варианты выполнения предназначены для облегчения понимания настоящего изобретения и не должны истолковываться как ограничивающие настоящее изобретение. Настоящее изобретение может быть модифицировано и/или улучшено без отхода от его сущности, и само собой разумеется, что настоящее изобретение охватывает его эквиваленты.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[0074]
1: Оптоволоконная лента;
2: Устройство изготовления оптоволоконной ленты;
3: Оптоволокно;
9: Смола;
220: Вращающийся элемент;
220А: Выемка.



Заявленная группа изобретений относится к области для изготовления оптоволоконной ленты. Способ изготовления оптоволоконной ленты и устройство для реализации заявленного способа включает в себя этапы, на которых подают оптические волокна вдоль направления длины, наносят смолу прерывисто в направлении длины путем вращения между смежными оптическими волокнами вращающегося элемента, имеющего выемку. Скорость перемещения в направлении длины периферийной краевой части вращающегося элемента в положении, где периферийная краевая часть вращающегося элемента блокирует смолу между оптическими волокнами, меньше, чем скорость подачи оптических волокон. Технический результат – увеличение прочности соединительных частей, соединяющих смежные оптические волокна. 2 н. и 2 з.п. ф-лы, 8 ил.
1. Способ изготовления оптоволоконной ленты, в котором смежные оптические волокна соединяют прерывисто в направлении длины, причем способ содержит этапы на которых:
подают оптические волокна вдоль направления длины
и
наносят смолу прерывисто в направлении длины путем вращения между смежными волокнами оптических волокон вращающегося элемента, имеющего выемку и блокирующего смолу периферийной краевой частью вращающегося элемента, где образована выемка,
в котором скорость перемещения в направлении длины периферийной краевой части вращающегося элемента в положении, где периферийная краевая часть вращающегося элемента блокирует смолу между оптическими волокнами, меньше, чем скорость подачи оптических волокон.
2. Способ изготовления оптоволоконной ленты по п. 1, в котором скорость подачи оптических волокон по меньшей мере в 2,9 раз больше скорости перемещения в направлении длины периферийной краевой части за счет вращения вращающегося элемента в положении, где смола блокируется между оптическими волокнами.
3. Способ изготовления оптоволоконной ленты по п. 2, в котором скорость подачи оптических волокон по большей мере в 35,1 раз больше скорости перемещения в направлении длины периферийной краевой части за счет вращения вращающегося элемента в положении, где смола блокируется между оптическими волокнами.
4. Устройство изготовления оптоволоконной ленты, которое изготавливает оптоволоконную ленту в соответствии со способом изготовления оптоволоконной ленты по любому из пп. 1-3.
| US 20140016905 A1, 16.01.2014 | |||
| US 7509009 B2, 24.03.2009 | |||
| Способ прогноза эффективности уретропексии свободной синтетической петлей в сочетании с пластикой цистоцеле собственными тканями у женщин со стрессовым недержанием мочи в постменопаузе | 2024 |
|
RU2821831C1 |
| JP 2012252196 A, 20.12.2012. | |||

