Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для получения рулонного проката для изготовления насосно-компрессорных труб группы прочности Кс по ГОСТ 52203-04.
Определяющими качествами проката, предназначенного для нефтепроводных труб группы Кс являются высокий предел прочности исходного проката и готовой трубы, обеспечивающий требуемую прочность трубы, достаточно низкий предел текучести и отсутствие структур закалочного типа (бейнит, мартенсит и т.п.), обеспечивающих хорошую формуемость проката в готовую трубу, обеспечение хорошей свариваемости и отсутствия дефектов УЗК в сварном шве и околошовной зоне.
В таблице 1 приведены требования к механическим свойствам проката для изготовления насосно-компрессорных труб группы Кс.

Известен способ производства штрипсов из низколегированной стали, включающий получение сляба, нагрев сляба, черновую и многопроходную чистовую прокатку до заданной толщины в регламентированном температурном диапазоне, охлаждение водой до температуры смотки согласно которому сляб получают из стали, содержащей, мас. %:
при этом многопроходную чистовую прокатку ведут в диапазоне температур от 960-1050 до 820-890°С, температуру смотки устанавливают в зависимости от толщины проката в диапазоне 580-660°С (Патент РФ №2341565, опубл.20.12.2008, МПК C21D 8/02, С22С 38/20).
Недостаток известного способа состоит в том, что он не позволяет обеспечить прочностные характеристики, требуемые для группы Кс.
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства штрипсов из низколегированной стали, включающий нагрев слябов, прокатку в штрипсы с регламентированной температурой конца прокатки и охлаждение водой до температуры смотки согласно которому нагрев слябов производят до температуры 1220-1280°С, температуру конца прокатки поддерживают в диапазоне 820-880°С, а температуру смотки устанавливают в зависимости от содержания углерода в стали по соотношению:
Тсм=[С]⋅103+(390±30),
где Тсм - температура смотки,°С;
[С] - содержание углерода в стали, мас. %.
Кроме того, штрипсы прокатывают из низколегированной стали следующего химического состава, мас. %:
(Патент РФ №2264475, опубл. 20.11.2005 г., МПК С21D 8/02, С22С 38/46).
Недостаток известного способа состоит в том, что он не позволяет обеспечить прочностные характеристики, требуемые для группы Кс.
Техническим результатом предлагаемого изобретения является повышение прочностных свойств и коррозионной стойкости горячекатаного проката.
Технический результат достигается тем, что в способе производства горячекатаного проката повышенной прочности, включающем выплавку стали, непрерывную разливку в слябы, нагрев слябов, горячую прокатку, охлаждение водой, смотку полос в рулоны, согласно изобретению выплавляют сталь, содержащую, мас. %:
при этом температуру конца чистовой прокатки поддерживают в диапазоне Tnr+20°С÷Ar3+50°С, где Tnr - температура остановки рекристаллизации, °С, а температуру смотки поддерживают в диапазоне 580÷640°С, охлаждение проката после окончания чистовой прокатки в течение первых 10-15 секунд осуществляют на воздухе, а потом водой со скоростью охлаждения не более 9°С/с на первом участке и не более 5°С/с на втором, при этом в прокате формируется феррито-перлитная структура с содержанием феррита 40-70%, в которой отсутствуют элементы структуры закалочного типа.
Сущность предлагаемого технического решения заключается в следующем.
Углерод в конструкционной стали предложенного состава определяет как непосредственно прочность готового проката, так и возможность получения достаточно низких значений предела текучести. Снижение содержания углерода менее 0,21% приводит к падению прочности ниже допустимого уровня. Увеличение содержания углерода более 0,29% негативно влияет с точки зрения роста ликвации и как следствия увеличения полосчатости структуры.
Кремний ускоряет γ→α превращение, повышая точку начала выделения феррита. При высоком содержании Si повышается объемная доля феррита в структуре. Кремний в Si-Mn-Cr стали сильно повышает предел прочности за счет твердорастворного упрочнения феррита, одновременно понижая отношение предела текучести к пределу прочности и практически не влияя на пластические свойства. Известно, что твердорастворное упрочнение феррита кремнием затрудняет скольжение, вызывая рост деформационного упрочнения ферритной матрицы. Кремний увеличивает термодинамическую активность углерода в аустените. В результате повышается пластичность феррита за счет очистки от атомов углерода, которые при γ→α превращении переходят в непревращенный аустенит и повышают его устойчивость. При содержании кремния менее 0,30% не достигается уровень прочностных свойств проката. Увеличение содержания кремния более 0,80% приводит к возрастанию количества силикатных неметаллических включений, охрупчивает сталь, ухудшает ее пластичность.
Снижение содержания марганца менее 1,00% увеличивает окисленность стали, снижает прочность стали ниже допустимой. Повышение содержания марганца более 1,6% повышает предел текучести выше требуемых величин и снижает значение относительного удлинения.
Хром, никель, медь в диапазоне 0,10-0,40% каждого введены в сталь для увеличения прочностных свойств, а так же для стабилизации структуры при нагреве металла под прокатку и уменьшении размера зерна при черновой прокатке. Кроме того, при указанных предельных концентрациях эти элементы в стали предложенного состава положительно влияют на стойкость труб к коррозии.
Алюминий 0,02-0,07% введен в сталь для раскисления. При значениях менее 0,02% сталь будет недораскислена, при значениях более 0,07% - сталь будет иметь повышенный уровень неметаллических включений.
Все остальные элементы, содержание которых ограничено по верхнему пределу, являются примесными.
Заданное сочетание температуры окончания чистовой прокатки Tnr+20°С÷Ar3+50°С, где Tnr - температура остановки рекристаллизации, °С охлаждения проката после окончания чистовой прокатки в течение первых 10-15 секунд на воздухе, а потом водой со скоростью охлаждения не более 9°С/с на первом участке и не более 5°С/с на втором, и температуры смотки 580÷640°С обеспечивает получение равномерной феррито-перлитной структуры с содержанием феррита 40-70%, в которой отсутствуют элементы структуры закалочного типа. Снижение температуры конца прокатки, повышение температуры смотки приведет к снижению скорости охлаждения, увеличению размера зерна феррита и снижению прочностных характеристик ниже требуемых. Повышение температуры конца прокатки, снижение температуры смотки приводит к увеличению скорости охлаждения, что увеличивает риск получения структур закалочного типа, а также приводит к избыточному измельчению зерна и увеличению прочностных характеристик проката, что в свою очередь увеличивает трудоемкость формовки готовой трубы. Форсированное двухступенчатое охлаждение позволяет сформировать равномерную по толщине структуру проката, необходимую для качественной формовки труб из данного металлопроката.
Для получения более достоверных результатов расчет температуры остановки рекристаллизации Tnr производят по формуле:

где Tnr - температура остановки рекристаллизации, °С,
174 - эмпирический коэффициент, полученный опытным путем,
Nb, С, N - содержание ниобия, углерода и азота в стали, %,
1444 - эмпирический коэффициент, полученный опытным путем.
Пример реализации способа.
В кислородном конвертере выплавляли низколегированные стали, химический состав которых приведен в таблице 2.

Непрерывнолитые слябы из стали с химическим составом таблицы 2 загружают в методическую печь с и нагревают до температуры аустенитизации 1260°С, после чего прокатывают на непрерывном стане. После выравнивания температуры слябов по сечению, очередной сляб подают к непрерывному широкополосному стану 2000 и подвергают черновой прокатке за 5 проходов в раскат с промежуточной толщиной Нр=35-38 мм. Далее металл прокатывают за 7 проходов в непрерывной чистовой группе клетей (чистовая прокатка).
Температуру конца прокатки и смотки выбирают в диапазонах Tnr+20°С÷Ar3+50°С и 580-640°С соответственно, при этом:

Ar3=910-273×С-74×Mn-5×Cu-16×Cr-56×Ni-9×Мо=910-273×0,27-74×1,35-5×0,17-16×0,12-56×0,13-9×0,002=726°С
После окончания чистовой прокатки в течение первых 10-15 секунд прокат охлаждают на воздухе, а потом водой со скоростью не более 9°С/с на первом участке ламинарного охлаждения и со скоростью не более 5°С/с на втором участке ламинарного охлаждения.
В таблице 3 представлены показатели механических и эксплуатационных свойств металла, произведенного по приведенной выше технологии.
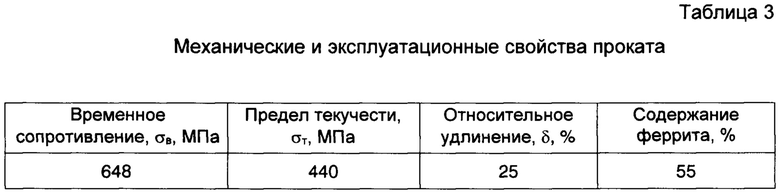
Из данных, приведенных в таблице 3, следует, что при реализации предложенного способа достигается требуемое сочетание высокого предела прочности и требуемого предела текучести.
В результате полученный металл полностью соответствует требованиям, предъявляемым к сталям для производства насосно-компрессорных труб. Представленная технология позволяет сформировать феррито-перлитную структуру с содержанием феррита 40-70%, в которой отсутствуют элементы структуры закалочного типа, что гарантирует равномерное распределение свойств как по площади проката, так и по его толщине.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА РУЛОННОГО ПРОКАТА ИЗ ВЫСОКОПРОЧНОЙ ХЛАДОСТОЙКОЙ СТАЛИ | 2013 |
|
RU2549807C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2018 |
|
RU2677426C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВ В РУЛОНАХ | 2010 |
|
RU2436848C1 |
| СПОСОБ ПРОИЗВОДСТВА КОНСТРУКЦИОННОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2018 |
|
RU2679675C1 |
| Способ производства толстолистового проката классов прочности K80, X100, L690 для изготовления электросварных труб магистральных трубопроводов | 2017 |
|
RU2635122C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО РУЛОННОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2021 |
|
RU2773478C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛОС ТОЛЩИНОЙ 4-10 ММ ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2021 |
|
RU2778533C1 |
| Способ производства горячекатаного проката | 2024 |
|
RU2829353C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 2018 |
|
RU2676543C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС ИЗ НИЗКОЛЕГИРОВАННОЙ СВАРИВАЕМОЙ СТАЛИ | 2014 |
|
RU2578618C1 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для получения рулонного проката для изготовления насосно-компрессорных труб. Для повышения прочностных свойств и коррозионной стойкости проката осуществляют выплавку стали, содержащей, мас. %: углерод 0,21-0,29, кремний 0,30-0,80, марганец 1,0-1,60, сера не более 0,005, фосфор не более 0,015, хром 0,10-0,40, никель 0,10-0,40, медь 0,10-0,40, алюминий 0,02-0,07, азот не более 0,01, ниобий не более 0,01, титан не более 0,03, ванадий не более 0,01, молибден не более 0,01, кальций не более 0,02, железо и неизбежные примеси - остальное, непрерывную разливку в слябы, нагрев слябов, горячую прокатку при температуре конца чистовой прокатки в диапазоне Tnr+20°С÷Ar3+50°С, где Tnr - температура остановки рекристаллизации, °С, охлаждение проката после чистовой прокатки в течение первых 10-15 с на воздухе, а затем водой со скоростью охлаждения не более 9°С/с на первом участке и не более 5°С/с на втором, смотку полос в рулоны в диапазоне 580÷640°С с обеспечением в прокате феррито-перлитной структуры с содержанием феррита 40-70%, в которой отсутствуют элементы структуры закалочного типа. 3 табл.
Способ производства горячекатаного проката повышенной прочности, включающий выплавку стали, непрерывную разливку в слябы, нагрев слябов, горячую прокатку, охлаждение водой, смотку полос в рулоны, отличающийся тем, что выплавляют сталь, содержащую, мас. %:
при этом температуру конца чистовой прокатки поддерживают в диапазоне Tnr+20°С÷Ar3+50°С, где Tnr - температура остановки рекристаллизации, °С, а температуру смотки поддерживают в диапазоне 580÷640°С, охлаждение проката после окончания чистовой прокатки в течение первых 10-15 с осуществляют на воздухе, а потом водой со скоростью охлаждения не более 9°С/с на первом участке и не более 5°С/с на втором, при этом обеспечивают в прокате формирование феррито-перлитной структуры с содержанием феррита 40-70%, в которой отсутствуют элементы структуры закалочного типа.
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВ ИЗ СПЛАВА СИСТЕМЫ АЛЮМИНИЙ-МАГНИЙ-МАРГАНЕЦ | 2016 |
|
RU2637444C1 |
| Толстый лист из конструкционной стали для изготовления деталей сварных конструкций и способ его получения в нормализованном состоянии | 2016 |
|
RU2630721C1 |
| СТАЛЬНОЙ ЛИСТ ДЛЯ ПРОИЗВОДСТВА МАГИСТРАЛЬНОЙ ТРУБЫ С ПРЕВОСХОДНОЙ ПРОЧНОСТЬЮ И ПЛАСТИЧНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЛИСТА | 2009 |
|
RU2478133C1 |
| Горячекатаный лист из низколегированной стали толщиной от 15 до 165 мм и способ его получения | 2016 |
|
RU2638479C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ С МНОГОФАЗНОЙ СТРУКТУРОЙ | 2006 |
|
RU2398028C2 |
| KR 1020130002213 A, 07.01.2013. | |||

