Область техники, к которой относится изобретение
Настоящее изобретение относится к стальному листу, обладающему высокой ударной вязкостью, высокой прочностью и высокой пластичностью, предназначенному для производства магистральной трубы, которая, являясь сварной конструкцией, должна иметь достаточную прочность, превосходную пластичность и превосходную низкотемпературную ударную вязкость, а также относится к способу изготовления стального листа; настоящее изобретение, в частности, относится к стальному листу для производства магистральной трубы с превосходной прочностью и пластичностью, которая применяется в холодных регионах, где необходима превосходная низкотемпературная ударная вязкость, а также относится к способу изготовления стального листа.
Уровень техники
В последние годы возрастает необходимость в стали для производства магистральной трубы, которая должна обладать повышенной прочностью, позволяющей повысить безопасность, поднять давление транспортируемого газа и, таким образом, увеличить производительность, а также снизить металлоемкость и, соответственно, сократить материальные затраты. Следует отметить, что регионы, в которых используются указанные стальные изделия, включают арктические области и другие области с суровыми климатическими условиями. В связи с этим к конструкционным материалам предъявляются повышенные требования по ударной вязкости. К тому же стали, из которых изготавливаются конструкции, предназначенные для областей, подвергаемых землетрясениям и т.д., в дополнение к традиционно требуемым характеристикам должны обладать способностью к пластической деформации, сопротивлением пластическому разрушению и т.д.
Например, в документе JP 2003-253331 предложена сталь, обладающая высоким сопротивлением пластическому разрушению за счет повышения равномерного относительного удлинения. Согласно указанному документу сталь подвергалась закалке, обработке для получения ламеллярной структуры и отпуску (процесс QLT) с целью смешивания соответствующего количества упрочняющих фаз в феррите, в результате чего была получена смешанная структура стали, которая имела высокую пластичность. Кроме того, согласно документу JP 2001-288512 высокая пластичность стали достигается посредством оптимизации состава и улучшения прокаливаемости (Di) при закалке, а также благодаря ускоренному охлаждению.
В общем, считается, что высокопрочная сталь должна иметь высокий углеродный эквивалент и высокий параметр прокаливаемости. Однако если повышать только углеродный эквивалент стали, может произойти падение пластичности и ударной вязкости. С другой стороны, в стальных листах, используемых для производства магистральной трубы большого диаметра, необходимо уменьшить разброс по прочности, пластичности и т.д., чтобы после проведения процессов UOE, JCOE и т.д. изготовленная труба обладала пластичностью.
Раскрытие изобретения
Проблема, решаемая изобретением
В стальных листах, используемых для производства магистральной трубы большого диаметра, необходимо уменьшить разброс по прочности, пластичности и т.д., чтобы после проведения процессов UOE, JCOE и т.д. изготовленная труба обладала пластичностью. В связи с этим уменьшить разброс характеристик стальных листов можно, к примеру, посредством процесса QLT, при котором формируется однородная структура стали. Однако процесс QLT включает термическую обработку, проводимую при высокой температуре три или более раз, что в данном случае нецелесообразно, поскольку задачей изобретения является создание недорогой технологии. К тому же, достичь высокой прочности и высокой пластичности стали можно при ускоренном охлаждении благодаря созданию соответствующей ламеллярной структуры, однако при ускоренном охлаждении чрезвычайно трудно добиться равномерного охлаждения стальных листов.
Таким образом, задача настоящего изобретения состоит в том, чтобы предложить недорогой высокопрочный стальной лист с превосходной ударной вязкостью и превосходной пластичностью для производства магистральной трубы и предложить способ изготовления стального листа.
Решение проблемы
В общем, прочность стали эффективно повышается при введении большого количества легирующих элементов или при ускоренном охлаждении, но закаливаемость структуры в таком случае возрастает и, как следствие, ухудшается пластичность. В связи с этим изобретатели приняли участие в обстоятельном исследовании влияния структуры на пластичность стали, при этом изучали влияние легирующих элементов и структуры на прочность и пластичность стали и установили:
(а) Для обеспечения баланса прочности и пластичности сталь должна иметь смешанную структуру, состоящую из феррита и перлита, либо феррита и перлита, частично включающего бейнит.
(б) Надлежащее содержание Nb в стали при формировании твердого раствора обеспечивает прочность и препятствует падению пластичности. Однако при слишком высоком содержании Nb в стали происходит осаждение этого элемента, что приводит к значительному уменьшению местного удлинения. Таким образом, соответственно, уменьшается общее удлинение. В связи с этим количество вводимого в сталь Nb должно быть четко определено.
(в) За счет введения в сталь легирующего элемента можно повысить прочность, но при этом может снизиться пластичность. Поэтому посредством углеродного эквивалента необходимо определить надлежащий верхний предел содержания легирующих элементов в стали.
(г) Как указывалось выше, в общем, при повышении прочности стальных листов, предназначенных для производства магистральной трубы, снижается пластичность. К примеру, можно просто обеспечить прочность стали, составляющую 600 МПа или около того, проводя ускоренное охлаждение, которое позволяет получить однофазную бейнитную структуру. Относительно пластичности следует отметить, что происходит существенное уменьшение, в частности, местного удлинения, и достаточно трудно обеспечить баланс прочности и пластичности. Кроме того, при получении однофазной ферритной структуры можно достичь высокой пластичности, но достаточно трудно обеспечить требуемую прочность стали. В связи с вышесказанным, чтобы повысить пластичность и обеспечить прочность стали, необходимо создать смешанную структуру, состоящую из феррита и перлита, либо феррита и перлита, частично содержащего бейнит.
Основываясь на вышеупомянутых результатах исследований, изобретатели для осуществления настоящего изобретения сосредоточились на использовании недорогих материалов и регулировали структуру стали для получения смешанной структуры, состоящей из феррита и перлита, либо феррита и перлита, частично содержащего бейнит, чтобы обеспечить как прочность, так и пластичность стали, что является задачей настоящего изобретения.
Как известно, высокопрочная сталь обладает повышенной чувствительностью к водородному охрупчиванию. При изготовлении стали водород из окружающей среды внедряется в сталь и вызывает одновременное снижение прочности и пластичности подобно коррозии под напряжением. С другой стороны, в стальном листе согласно известному уровню техники, который подвергается повторному нагреву для аустенизации, сохраняется большее количество водорода по сравнению растворенным в α-Fe. На последующем этапе прокатки или этапе охлаждения количество сохраненного в стали водорода уменьшается, и не происходит внедрение водорода из окружающей среды в сталь, в связи с чем не происходит явление охрупчивания, вызывающее падение прочности.
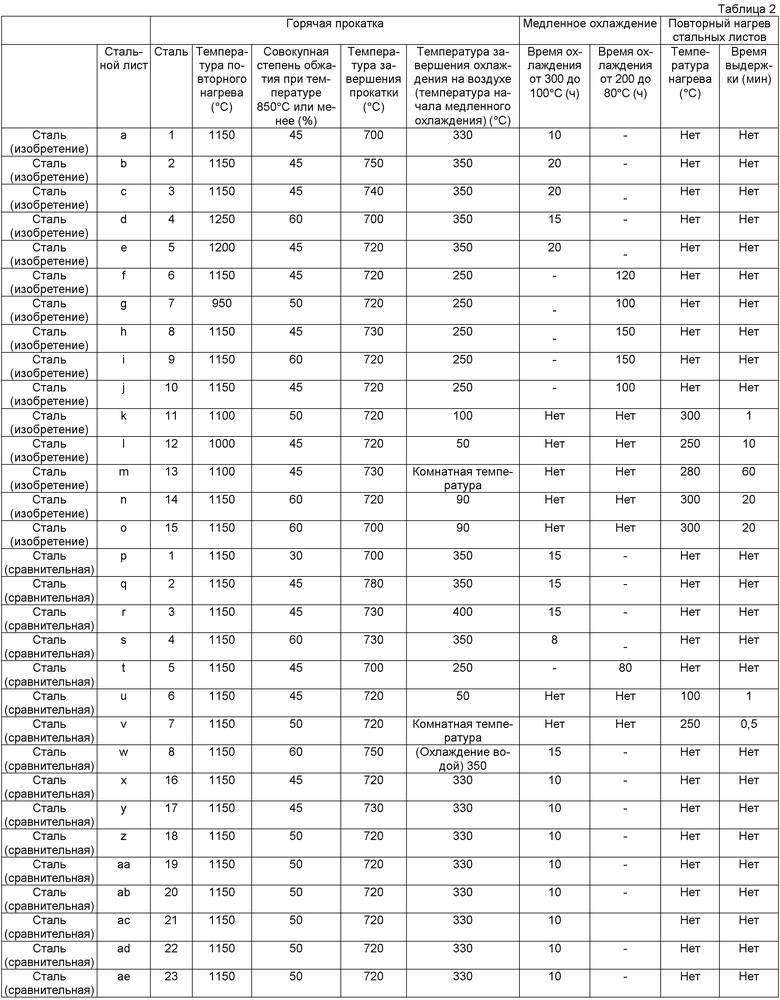
Однако изобретатели установили, что даже при небольшом содержании водорода в стали снижается удлинение и затрудняется обеспечение баланса пластичности и прочности в стали. Имеется несколько примеров исследований, направленных на изучение снижения удлинения, которое происходит при небольшом содержании водорода в стали. Благодаря тому, что недавно появилась возможность простым способом проанализировать с высокой точностью содержание водорода в стали, исследователи смогли прояснить поведение водорода, который, кроме общеизвестного водородного охрупчивания, вызывает падение прочности стали. Изобретатели выявили зависимость пластичности от содержания водорода в стали, которая показана на фиг.1. Одной из задач настоящего изобретения является достижение общего удлинения стали около 20% или более. В связи с этим было установлено, что необходимо уменьшить содержание водорода в стали по меньшей мере до 0,1 частей на миллион (ppm) или до более низкого значения. Следует отметить, что, как правило, общее удлинение представляет собой сумму равномерного удлинения и местного удлинения. Авторы настоящего изобретения, изучая влияние небольшого содержания водорода в стали на пластичность, не подразделяли общее удлинение на равномерное удлинение и местное удлинение. Согласно качественной оценке при увеличении содержания водорода в стали возрастает его влияние на равномерное удлинение, а при уменьшении содержания водорода в стали возрастает его влияние на местное удлинение.
Сущность настоящего изобретения приведена ниже.
(1) Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью, причем сталь содержит (в мас.%):
С: от 0,04 до 0,15%;
Si: от 0,05 до 0,60%;
Mn: от 0,80 до 1,80%;
Р: 0,020% или менее;
S: 0,010% или менее;
Nb: от 0,01 до 0,08%;
Al: от 0,003 до 0,08% и
остальное: железо и неизбежные примеси,
при этом величина Ceq, определяемая по нижеследующей формуле <1>, составляет 0,48 или менее; структура стали является смешанной структурой, состоящей из феррита и перлита, либо феррита и перлита, частично содержащего бейнит; содержание феррита в структуре составляет от 60 до 95%; предел текучести составляет 450 МПа или более; и содержание водорода в стали составляет 0,1 ppm или менее.

(2) Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью, согласно пункту (1), отличающийся тем, что указанная сталь дополнительно содержит один или более из нижеследующих элементов (в мас.%):
Cu: от 0,05 до 0,70%;
Ni: от 0,05 до 0,70%;
Cr: 0,80% или менее;
Мо: 0,30% или менее;
В: от 0,0003 до 0,0030%;
V: от 0,01 до 0,12%;
Ti: от 0,003 до 0,030%;
N: от 0,0010 до 0,0100%;
Са: от 0,0005 до 0,0050%;
Mg: от 0,0003 до 0,0030%;
РЗМ: от 0,0005 до 0,0050%.
(3) Способ изготовления стального листа для производства магистральной трубы с превосходной прочностью и пластичностью, отличающийся тем, что проводят непрерывную разливку расплавленной стали, имеющей состав, указанный в пункте (1) или пункте (2), для получения литого сляба, далее проводят повторный нагрев указанного литого сляба в интервале температур от 950 до 1250°С, затем проводят горячую прокатку в требуемом интервале температур от 850°С или ниже, обеспечивая совокупную степень обжатия 40% или более, и завершают горячую прокатку в интервале температур от 700 до 750°С, после чего лист охлаждают на воздухе до температуры 350°С или ниже, далее проводят медленное охлаждение в интервале температур от 300 до 100°С в течение 10 часов или более, либо медленное охлаждение в интервале температур от 200 до 80°С в течение 100 часов или более.
(4) Способ изготовления стального листа для производства магистральной трубы с превосходной прочностью и пластичностью, отличающийся тем, что проводят непрерывную разливку расплавленной стали, имеющей состав, указанный в пункте (1) или пункте (2), для получения литого сляба, далее проводят повторный нагрев указанного литого сляба в интервале температур от 950 до 1250°С, затем проводят горячую прокатку в требуемом интервале температур от 850°С или ниже, обеспечивая совокупную степень обжатия 40% или более, и завершают горячую прокатку в интервале температур от 700 до 750°С, после чего лист охлаждают до температуры 100°С или ниже, далее проводят повторный нагрев стального листа в диапазоне температур от 250 до 300°С с выдержкой в указанном диапазоне температур в течение 1 мин или более, и затем охлаждают.
Преимущества изобретения
Согласно настоящему изобретению можно получить недорогой стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью, благодаря чему изобретение является полезным и может широко применяться в промышленности.
Краткое описание чертежей
Фиг.1 - график, показывающий зависимость пластичности от содержания водорода в стали согласно настоящему изобретению.
Осуществление изобретения
Настоящее изобретение далее будет объясняться подробно.
Согласно настоящему изобретению из предлагаемого стального листа с применением способа UOE или JCOE можно изготовить стальную трубу, которая будет обладать высокой прочностью и высокой пластичностью, и, соответственно, можно изготовить сварную магистральную трубу. Предлагаемые стальные листы согласно настоящему изобретению обладают требуемым для магистральной трубы сочетанием прочности, ударной вязкости и пластичности, что обеспечивается, главным образом, смешанной структурой стали, состоящей из феррита и перлита, либо феррита и перлита, частично содержащего бейнит.
Прежде всего, будут объясняться причины ограничения содержания легирующих элементов в стали предлагаемого согласно настоящему изобретению стального листа для производства магистральной трубы с превосходной прочностью и пластичностью. Следует отметить, что % содержание элементов в составе стали означает мас.%, если не указано иначе.
С: от 0,04 до 0,15%
С является элементом, необходимым для обеспечения прочности стали. Содержание С в стали должно составлять 0,04% или более, однако при большом содержании С в стали наблюдается падение пластичности или низкотемпературной ударной вязкости основного материала либо ухудшается ударная вязкость металла зоны термического влияния (ЗТВ), в связи с этим верхний предел содержания С в стали установлен 0,15%. Для обеспечения стабильной прочности также можно установить нижний предел содержания С в стали, составляющий 0,05% или 0,06%. Для повышения пластичности или низкотемпературной ударной вязкости основного материала либо для повышения ударной вязкости металла ЗТВ верхний предел содержания С в стали можно установить 0,12%, 0,10% или 0,09%.
Si: от 0,05 до 0,60%
Si является раскисляющим элементом, а также эффективно повышает прочность стали за счет упрочнения твердого раствора, но при содержании Si в стали менее 0,05% эти эффекты не наблюдаются. Следует отметить, что при содержании Si в стали более 0,60% в структуре стали формируется большое количество МА (структурной составляющей мартенсит-аустенит) и, как следствие, снижается ударная вязкость. Поэтому содержание Si в стали установлено от 0,05 до 0,60%. Для надлежащего раскисления или для повышения прочности стали может быть установлен нижний предел содержания Si, составляющий 0,10% или 0,20%. Чтобы предотвратить снижение ударной вязкости из-за формирования МА, верхний предел содержания Si в стали может составлять 0,50%, 0,40% или 0,30%.
Mn: от 0,80 до 1,80%
Mn является элементом, который эффективно повышает прочность стали. В связи с этим содержание Mn в стали должно составлять 0,80% или более. Однако, если содержание Mn в стали превышает 1,80%, образуются осевые ликвации и т.д., вызывающие снижение ударной вязкости или пластичности основного материала. По этой причине содержание Mn в стали установлено от 0,80 до 1,80%. Для обеспечения стабильной прочности можно установить нижний предел содержания Mn, составляющий 0,90%, 1,00% или 1,10%. Чтобы избежать снижения ударной вязкости или пластичности основного материала, верхний предел содержания Mn в стали можно установить 1,60% или 1,50%.
Р: 0,020% или менее
Р содержится в стали как примесь. Если содержание Р в стали превышает 0,020%, он выделяется по границам зерна и вызывает значительное снижение ударной вязкости стали. Поэтому верхний предел содержания Р в стали установлен 0,020%. Следует отметить, что для обеспечения требуемой ударной вязкости стали, предпочтительно, насколько это возможно максимально снизить содержание Р в стали. Верхний предел содержание Р может быть установлен 0,015% или менее либо 0,010% или менее.
S: 0,010% или менее
S содержится в стали как примесь. S формирует соединение MnS и, присутствуя в стали, способствует измельчению структуры стали после прокатки и охлаждения. Однако при содержании S в стали более 0,010% происходит снижение ударной вязкости основного материала и металла зоны сварного шва. Поэтому содержание S в стали установлено 0,010% или менее. Для повышения ударной вязкости основного материала и металла зоны сварного шва верхний предел содержания S в стали может быть установлен 0,006% или менее, либо 0,003% или менее.
Nb: от 0,01 до 0,08%
Nb повышает прочность стали, способствуя измельчению зерен аустенита во время повторного нагрева сляба и закалки. Поэтому содержание Nb в стали должно составлять 0,01% или более. Однако при чрезмерном содержании Nb происходит огрубление содержащих Nb выделившихся фаз, что приводит к снижению пластичности основного материала, таким образом, верхний предел содержания Nb в стали установлен 0,08%. Чтобы обеспечить прочность, нижний предел содержания Nb в стали можно установить 0,02%. Для повышения пластичности основного материала верхний предел содержания Nb можно установить 0,06% или 0,04%.
Al: от 0,003 до 0,08%
Al является элементом, необходимым для раскисления стали. Нижний предел содержания Al в стали составляет 0,003%. При меньшем содержании он не оказывает какого-либо влияния на характеристики стали. С другой стороны, при чрезмерном содержании Al в стали, составляющем более 0,08%, происходит ухудшение свариваемости. В частности, это заметно при дуговой сварке под флюсом и т.д. Также происходит снижение ударной вязкости металла сварного шва. Ударная вязкость металла ЗТВ также снижается. Поэтому верхний предел содержания Al в стали установлен 0,08%. Для раскисления стали нижний предел содержания Al можно также установить 0,005% или 0,010%. Для повышения ударной вязкости металла сварного шва и металла ЗТВ верхний предел содержания Al в стали можно установить 0,05% или 0,04%.
Основной состав стали предлагаемых стальных листов согласно настоящему изобретению описан выше. Указанный состав стали может в достаточной степени обеспечить необходимые характеристики стали. Однако, если появляется необходимость в дальнейшем улучшении характеристик, в состав стали можно ввести один или более из нижеперечисленных дополнительных элементов.
Cu: от 0,05 до 0,70%
Cu является элементом, который эффективно повышает прочность. Для обеспечения эффекта дисперсионного упрочнения стали содержание Cu должно составлять 0,05% или более. Однако при чрезмерном содержании Cu в стали происходит повышение твердости основного материала и падение пластичности, таким образом, верхний предел содержания Cu установлен 0,70%. Чтобы повысить пластичность стали, верхний предел содержания Cu в стали можно установить 0,50%, 0,30% или 0,20%.
Ni: от 0,05 до 0,70%
Ni способствует повышению прочности и ударной вязкости и также предотвращает образование трещин в стали, вызываемое Cu, не оказывая неблагоприятного влияния на свариваемость и т.д. Для достижения указанных эффектов содержание Ni в стали должно составлять 0,05% или более. Однако Ni является дорогим элементом, поэтому при содержании Ni в стали 0,70% или более повышается стоимость стали, в связи с этим содержание Ni установлено 0,70% или менее. Для снижения стоимости стали верхний предел содержания Ni в стали можно установить 0,50%, 0,30% или 0,20%.
Cr: 0,80% или менее
Cr является элементом, который повышает прочность основного материала. Однако при его содержании в стали более 0,80% повышается твердость основного материала и ухудшается пластичность. Поэтому верхний предел содержания Cr в стали установлен 0,80%. Следует отметить, что в стали согласно настоящему изобретению нижний предел содержания Cr не установлен. Предпочтительно, для обеспечения прочности стали содержание Cr должно составлять 0,05% или более. Для повышения пластичности верхний предел содержания Cr в стали можно установить 0,50%, 0,30% или 0,20%.
Мо: 0,30% или менее
Мо, подобно Cr, является элементом, который повышает прочность основного материала. Однако при содержании Cr в стали более 0,30% твердость основного материала повышается, и пластичность стали снижается. Поэтому верхний предел содержания Мо в стали установлен 0,30%. Следует отметить, что в стали согласно настоящему изобретению нижний предел содержания Мо не установлен. Чтобы обеспечить прочность стали, содержание Мо, предпочтительно, должно составлять 0,05% или более. Для повышения пластичности стали верхний предел содержания Мо можно установить 0,25% или 0,15%.
В: от 0,0003 до 0,0030%
В является элементом, который, формируя твердый раствор в стали, улучшает прокаливаемость и повышает прочность. Для достижения этого эффекта содержание В в стали должно составлять 0,0003% или более. Однако при чрезмерном содержании В ударная вязкость основного материала падает, таким образом, верхний предел содержания В в стали установлен 0,0030%. Для повышения ударной вязкости основного материала верхний предел содержания В в стали можно установить 0,0020% или 0,0015%.
V: от 0,01 до 0,12%
V оказывает действие, по существу, аналогичное действию Nb, но по сравнению с Nb эффективность V ниже. Чтобы эффективность V была аналогична эффективности Nb, содержание V в стали должно составлять не менее 0,01%. Однако при содержании V более 0,12% пластичность стали снижается. Поэтому надлежащее содержание V в стали установлено от 0,01 до 0,12%. Для повышения пластичности стали верхний предел содержания V в стали можно установить 0,11%, 0,07% или 0,06%.
Ti: от 0,005 до 0,030%
Ti соединяется с N, образуя в стали соединение TiN, которое эффективно повышает прочность и пластичность. Для достижения этого эффекта требуемое содержание Ti в стали составляет 0,005% или более. Однако при содержании Ti в стали более 0,030% проявляется склонность частиц TiN к огрублению, и пластичность основного материала падает. Поэтому содержание Ti в стали установлено от 0,005 до 0,030%. Для повышения пластичности стали верхний предел содержания Ti можно установить 0,020% или 0,015%.
N: от 0,0010 до 0,0100%
N, соединяясь с Ti, образует в стали соединение TiN, которое эффективно повышает прочность и пластичность. Для достижения этого эффекта требуемое содержание N в стали составляет 0,0010% или более. Однако N является элементом, который также чрезвычайно эффективно упрочняет твердый раствор, в связи с этим при большом его содержании наблюдается тенденция к ухудшению пластичности стали. Поэтому, чтобы обеспечить в максимальной степени благоприятный эффект TiN и избежать отрицательного влияния на пластичность, верхний предел содержания N в стали установлен 0,0100%.
Са: от 0,0005 до 0,0050%
Са способствует регулированию формы сульфидов (MnS), что позволяет увеличить поглощенную энергию Шарпи и повысить низкотемпературную ударную вязкость стали. Поэтому содержание Са в стали должно составлять 0,0005% или более. Однако при содержании Са в стали более 0,0050% формируется большое количество грубых соединений СаО или CaS, что оказывает неблагоприятное влияние на ударную вязкость, таким образом, верхний предел содержания Са в стали установлен 0,0050%.
Mg: от 0,0003 до 0,0030%
Mg, препятствуя росту зерен аустенита, обеспечивает мелкозернистость структуры и, таким образом, улучшает ударную вязкость стали. Для достижения этого эффекта содержание Mg в стали должно составлять, по меньшей мере, 0,0003%. Эта величина является нижним пределом содержания Mg. С другой стороны, при повышении содержания Mg в стали рост его эффективности является небольшим и не соответствует вводимому количеству Mg, что сказывается на экономичности сталелитейного производства, в особенности при небольшом выходе продукции. Поэтому верхний предел содержания Mg в стали установлен 0,0030%.
РЗМ: от 0,0005 до 0,0050%
РЗМ, подобно Mg, препятствуют росту зерен аустенита и обеспечивают мелкозернистость структуры, в результате чего улучшается ударная вязкость стали. Для достижения этого эффекта содержание РЗМ в стали должно составлять, по меньшей мере, 0,0005% или более. Эта величина является нижним пределом содержания РЗМ в стали. С другой стороны, при повышении содержания РЗМ в стали рост эффективности РЗМ является небольшим и не соответствует вводимому количеству РЗМ, что также сказывается на экономичности сталелитейного производства, в особенности при небольшом выходе продукции. Поэтому верхний предел содержания РЗМ в стали ограничен 0,0050%.
Согласно настоящему изобретению необходимо установить вышеупомянутые диапазоны содержания легирующих элементов в стали и, кроме того, величина Ceq, определяемая по нижеследующей формуле <1>, должна составлять 0,48 или менее.
Вышеупомянутая формула<1>является формулой для определения углеродного эквивалента стали. Чтобы обеспечить прочность основного материала, эффективным является введение в сталь элементов согласно вышеупомянутой формуле <1>. Однако при чрезмерном их содержании структура основного материала упрочняется, но происходит снижение пластичности. Поэтому величина углеродного эквивалента Ceq по меньшей мере должна составлять 0,48 или менее. Для обеспечения прочности может быть установлен более низкий предел Ceq, составляющий 0,30% или 0,33%. Для обеспечения высокой пластичности и создания структуры, состоящей, главным образом, из феррита (т.е. с повышенным процентным содержанием феррита), можно установить верхний предел величины Ceq, составляющий 0,43%, 0,40% или 0,38%.
Предел текучести стальных листов согласно настоящему изобретению составляет 450 МПа или более, но предел текучести стальных листов может составлять 490 МПа или 550 МПа.
Далее, будет объясняться ограничение содержания водорода в стали предлагаемых стальных листов согласно настоящему изобретению.
В общем, известно, что увеличение содержания водорода приводит к охрупчиванию стали. Трудно одновременно точно измерить концентрацию водорода в стали и определить количество ловушек. В связи с этим были проведены обширные исследования. Изобретатели использовали газовую хроматографию и ограничили размер образца, а также ограничили скорость повышения температуры с целью установления зависимости удлинения от содержания водорода в стали.
Например, известно, что при увеличении содержания водорода в стали происходит падение предела прочности материала, как и при явлении замедленного разрушения и т.д. При этом также падает пластичность, в частности равномерное удлинение. Для исследования явления замедленного разрушения использовали стальные материалы с высоким пределом содержания водорода, в которых под действием захваченного водорода происходило водородное растрескивание.
Согласно настоящему изобретению было подтверждено, что при содержании водорода в стали, превышающем примерно 1 ppm, в процессе испытания на растяжение имеется тенденция к растрескиванию и падению удлинения и прочности стали, как и при явлении замедленного разрушения. С другой стороны, при содержании водорода менее 1 ppm прочность не будет падать, упадет только удлинение. Чтобы обеспечить общее удлинение около 20% или более, необходимо понизить содержание водорода в стали до 0,1 ppm или менее. Для дальнейшего повышения удлинения верхний предел содержания водорода в стали можно установить 0,07 ppm, 0,05 ppm либо 0,03 ppm или менее.
Стальные листы согласно настоящему изобретению, как объяснялось выше, должны иметь смешанную структуру, состоящую из феррита и перлита либо феррита и перлита, частично содержащего бейнит.
Следует отметить, что если в указанной смешанной структуре содержание феррита превышает 95%, трудно обеспечить требуемую прочность. К тому же, если содержание феррита становится меньше 60%, падает пластичность и ударная вязкость. В связи с этим содержание феррита в структуре установлено от 60 до 95%. Для обеспечения прочности верхний предел содержания феррита можно установить 90% или менее. Для улучшения пластичности и ударной вязкости можно установить более низкий предел содержания феррита, составляющий 65% или 70%.
Следует отметить, что, в основном, структура стальных листов согласно настоящему изобретению представляет собой смешанную структуру, состоящую из феррита и перлита либо феррита и перлита, частично содержащего бейнит, однако в структуре листов подтверждено присутствие МА или остаточного аустенита с содержанием 1% или менее.
Далее, будет объясняться способ изготовления стальных листов согласно настоящему изобретению.
Способ изготовления стального листа для производства магистральной трубы с превосходной прочностью и пластичностью согласно настоящему изобретению включает непрерывную разливку расплавленной стали для получения литого сляба, повторный нагрев указанного литого сляба в интервале температур от 950 до 1250°С, проведение горячей прокатки в требуемом интервале температур от 850°С или ниже с обеспечением совокупной степени обжатия 40% или более, завершение горячей прокатки в интервале температур от 700 до 750°С; 1) охлаждение на воздухе до температуры 350°С или менее, последующее медленное охлаждение в интервале температур от 300 до 100°С в течение 10 часов или более, либо в интервале температур от 200 до 80°С в течение 100 часов или более; либо 2) после завершения горячей прокатки проведение охлаждения до 100°С или менее, повторный нагрев стальных листов в интервале температур от 250 до 300°С, выдержку в указанном интервале температур в течение 1 мин или более и последующее охлаждение.
Причины ограничения условий вышеупомянутого способа изготовления стального листа согласно настоящему изобретению приведены ниже.
Литой сляб повторно нагревают в интервале температур от 950 до 1250°С, в связи с тем, что повторный нагрев при температуре выше 1250°С приводит к существенному укрупнению зерен и, кроме того, к значительному образованию окалины на поверхности сляба, в результате чего ухудшается качество поверхности. К тому же, если температура нагрева составляет менее 950°С, Nb или дополнительно введенный V и другие элементы теряют способность формировать твердый раствор, поэтому элементы, введенные для повышения прочности и других характеристик, не могут выполнять свою функцию, таким образом, подобный нагрев становится бессмысленным. По этой причине интервал температур повторного нагрева установлен от 950 до 1250°С.
Сталь подвергают горячей прокатке в требуемом интервале температур от 850°С или ниже с обеспечением совокупной степени обжатия, составляющей 40% или более, поскольку высокая степень обжатия в требуемом интервале температур от 850°С или ниже, при котором отсутствует рекристаллизация, способствует измельчению зерен аустенита в процессе прокатки и, как следствие, образованию более мелких зерен феррита, благодаря чему улучшаются механические свойства стали. Для получения указанного благоприятного эффекта совокупная степень обжатия при прокатке стали в требуемом интервале температур от 850°С или ниже должна составлять 40% или более. Поэтому при прокатке в требуемом интервале температур от 850°С или ниже установлена совокупная степень обжатия 40% или более.
Горячая прокатка стального сляба должна быть завершена в интервале температур от 700 до 750°С, далее проводят охлаждение на воздухе до температуры 350°С или ниже с последующим медленным охлаждением в интервале температур от 300 до 100°С в течение 10 часов или более, либо в интервале температур от 200 до 80°С в течение 100 часов или более; либо завершают горячую прокатку в интервале температур от 700 до 750°С, затем охлаждают до температуры 100°С или ниже, далее стальной лист повторно нагревают в интервале температур от 250 до 300°С, проводят выдержку в указанном интервале температур в течение 1 мин или более с последующим охлаждением.
Согласно настоящему изобретению прокатку стали завершают в интервале температур от 750 до 700°С, т.е. в интервале температур существования двухфазной структуры стали, чтобы получить смешанную структуру, состоящую из феррита и перлита (либо феррита и перлита, частично содержащего бейнит), которая обеспечивает высокую ударную вязкость основного материала при испытании падающим грузом или высокую ударную вязкость при испытании другим методом, а также обеспечивает высокую прочность и высокую пластичность.
Если температура завершения прокатки превышает 750°С, не происходит формирование полосчатой перлитной структуры, таким образом, для повышения ударной вязкости основного материала температура завершении прокатки должна быть установлена 750°С или ниже. Кроме того, при температуре завершения прокатки ниже 700°С количество нагартованного феррита увеличивается и пластичность падает.
Согласно настоящему изобретению, чтобы полученный стальной лист обладал высокой пластичностью, его охлаждение должно происходить равномерно по всей толщине. При общем ускоренном охлаждении наблюдается неравномерное охлаждение по толщине стального листа. Поэтому согласно настоящему изобретению проводится охлаждение на воздухе, при этом скорость охлаждения не ограничивается. Однако поскольку образование перлитной, бейнитной и других вторичных фаз завершается формированием в них мартенсита в виде островков (МА), в результате чего снижается ударная вязкость, скорость охлаждения, предпочтительно, устанавливают 5°С/с или менее.
Согласно настоящему изобретению, как объяснялось ранее, для повышения пластичности содержание водорода в стали должно составлять 0,1 ppm или менее. В связи с этим проводилось обезводороживание стали. Одним из способов обезводороживания стали является способ, при котором после завершения горячей прокатки проводят охлаждение листа на воздухе до температуры 350°С или ниже с последующим медленным охлаждением в интервале температур от 300 до 100°С в течение 10 часов или более либо в интервале температур от 200 до 80°С в течение 100 часов или более. Если начинать медленное охлаждение при температуре выше 350°С, то в связи с эффектом отпуска может произойти значительное падение прочности, таким образом, сталь охлаждают на воздухе до температуры 350°С или ниже. Что касается последующего медленного охлаждения, то необходимо поддерживать стальной лист в интервале температур от 300 до 100°С в течение 10 часов или более либо в интервале температур от 200 до 80°С в течение 100 часов или более, чтобы снизить содержание водорода в стали до 0,1 ppm или менее и обеспечить требуемое удлинения. В общем, чем ниже температура, тем труднее удалить водород из стали. Например, при толщине стального листа 25 мм для удаления водорода при температуре 45°С или около того требуется примерно 780 ч, что является нецелесообразным с точки зрения промышленного производства. В качестве примера медленного охлаждения в сталелитейном производстве можно упомянуть процесс охлаждения стальных листов в нагревательной печи, которая медленно охлаждается с регулируемой скоростью, а также процесс постепенного охлаждения штабелированных стальных листов, имеющих температуру 350°С или менее, и другие процессы медленного охлаждения.
Также может быть использован другой способ охлаждения, состоящий в том, что после завершения горячей прокатки проводят охлаждение на воздухе до температуры 100°С или ниже, затем повторно нагревают стальной лист в интервале температур от 250 до 300°С, проводят выдержку в указанном интервале температур в течение 1 мин или более, и затем охлаждают.
Следует отметить, что без проведения однократного охлаждения на воздухе до температуры 100°С или ниже не может быть получена заданная прочность. Кроме того, проводят отпуск стали в интервале температур от 250 до 300°С в течение 1 мин или более. Если проводить отпуск стали при температуре, превышающей 300°С, будет происходить значительное падение прочности. Следует отметить, что добиться эффективного снижения содержания водорода в стали можно даже проведением отпуска и обезводороживания при температуре ниже 250°С, но в таком случае потребуется более длительное время выдержки, в связи с чем процесс производства стали будет менее экономичным. Время выдержки стали согласно настоящему изобретению составляет 1 мин или более. При снижении времени выдержки обезводороживание стали будет недостаточным.
Примеры
Далее, настоящее изобретение будет объясняться посредством примеров.
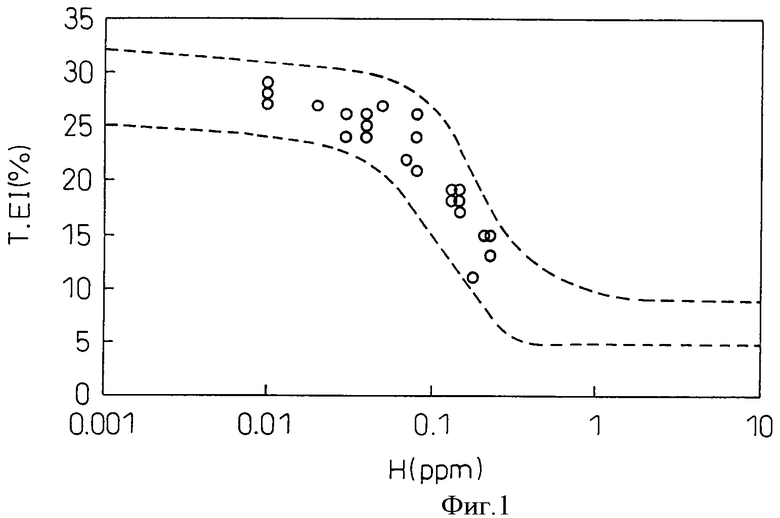
Проводили непрерывную разливку расплавленных сталей, химический состав которых представлен в таблице 1. Сляб подвергали горячей прокатке при условиях, приведенных в таблице 2, для получения стальных листов, которые затем подвергали испытаниям для оценки механических свойств. Образцами для испытания на растяжение служили образцы согласно ГОСТ (Российскому стандарту), которые были вырезаны из каждого стального листа для определения предела текучести (YS) (при остаточной деформации 0,5%), предела прочности (TS) и общего удлинения (Т. El). Для определения ударной вязкости основного материала проводили испытания падающим грузом при температуре -20°С, показателем ударной вязкости являлась доля вязкой составляющей (SA) в изломе. Для определения содержания водорода в стали из стальных листов на 1/2 толщины вырезали образцы в виде прутка ⌀5 мм × 100 мм, проводили нагрев образцов (скорость повышения температуры составляла 100°С/ч) и с помощью хроматографа определяли количество диффундирующего водорода, который выделялся в интервале температур от 50 до 200°С. Процентное содержание феррита определялось с помощью процессора изображений, идентифицирующего феррит и вторичные фазы (фазы, отличные от феррита, такие как перлит или бейнит) в 10 областях на микрофотографиях, выполненных на оптическом микроскопе при увеличении 500х.
ной лист
ра
В таблице 3 представлены механические свойства различных стальных листов. Согласно настоящему изобретению при изготовлении стальных листов предусмотрено два процесса охлаждения после прокатки, как показано в таблице 2: стальные листы «а» - «j» охлаждают на воздухе до заданной температуры, затем проводят медленное охлаждение; стальные листы «к» - «о» после охлаждения на воздухе повторно нагревают и проводят последующее охлаждение.
Стальные листы «а»-«о» являются примерами листов согласно настоящему изобретению. Из таблицы 1 и таблицы 2 следует, что указанные стальные листы по химическому составу и условиям производства соответствуют всем вышеприведенным требованиям. В соответствии с таблицей 3 указанные стальные листы имеют предел прочности 450 МПа или более, который является показателем прочности основного материала, общее удлинение стальных листов составляет 20% или более и является показателем пластичности, доля вязкой составляющей в изломе при испытании падающим грузом (при температуре -20°С) составляет 80% или более и является показателем ударной вязкости, таким образом, все стальные листы согласно изобретению показали хорошие результаты. Следует отметить, что структура всех указанных стальных листов является смешанной структурой, состоящей из феррита и перлита (включая частичный бейнит).
В противоположность этому механические свойства основных материалов стальных листов «р»-«ае» по одному или более показателей хуже механических свойств стальных листов согласно настоящему изобретению и находятся вне объема настоящего изобретения. Условия изготовления стальных листов «р»-«w» находятся вне объема настоящего изобретения, химический состав стальных листов «х»-«ае» находится вне объема настоящего изобретения, таким образом, они представляют собой примеры стальных листов, механические свойства которых не соответствуют задачам настоящего изобретения.
Прокатка стального листа «р» проводилась с небольшим совокупным обжатием, а температура завершения прокатки стального листа «q» была высокой, таким образом, это не позволяло получить мелкую структуру стали, в связи с чем при испытании падающим грузом свойства ударной вязкости указанных листов были низкими. Температура завершения охлаждения на воздухе стального листа «r» была высокой, в результате чего не была получена требуемая прочность.
Кроме того, пластичность стальных листов «s»-«v» упала из-за несоответствующих условий обезводороживания и повышенного содержания остаточного водорода в стали.
Для охлаждения стального листа «w» использовали быстрое охлаждение со скоростью 10°С/с, в результате чего в структуре стали сформировалось большое количество мартенсита и, как следствие, упало удлинение.
В стальном листе «х» содержание С было низким, в результате чего упала прочность основного материала. В стальном листе «у» содержание С было высоким, при этом прочность листа была очень высокой, однако упало удлинение. В стальном листе «z» содержание Si было низким, соответственно, раскисление было слабым и увеличилось количество оксидов, в связи с чем упала пластичность. В стальном листе «аа» содержание Si было высоким, в связи с чем увеличилось количество оксидов на основе Si и т.д., таким образом, удлинение упало. В стальном листе «ab» содержание Mn было низким, таким образом, заданная прочность не могла быть получена. В стальном листе «ас» содержание Mn было высоким, в результате чего заданные характеристики удлинения и ударной вязкости не могли быть получены. В стальном листе «ad» содержание Nb было низким, в связи с чем не могла быть получена равномерная мелкозернистость структуры. В стальном листе «ае» содержание Nb было высоким, в результате чего образовалось большое количество выделившихся фаз на основе Nb и, как следствие, упала пластичность и ударная вязкость.
Согласно настоящему изобретению предлагается недорогой стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью, что позволяет экономично изготавливать стальные трубы UOE, стальные трубы JCOE и подобные им, которые обладают высокой прочностью и высокой пластичностью.
Изобретение относится к области металлургии, в частности стальному листу для производства магистральной трубы и способу изготовления стального листа. Для обеспечения повышенной прочности и пластичности стальной лист содержит, мас.%: С от 0,04 до 0,15, Si от 0,05 до 0,60, Mn от 0,80 до 1,80, Р 0,020 или менее, S 0,010 или менее, Nb от 0,01 до 0,08, Al от 0,003 до 0,08, остальное железо и неизбежные примеси, при этом величина Ceq, определяемая по нижеследующей формуле Ceq=С+Mn/6+(Cu+Ni)/15+(Cr+Мо+Nb+V+Ti)/5+5В, составляет 0,48 или менее, структура стали является смешанной структурой, состоящей из феррита и перлита, или феррита и перлита, частично содержащего бейнит, причем содержание феррита в структуре составляет от 60 до 95%, предел текучести составляет 450 МПа или более, а содержание водорода в стали составляет 0,1 ppm или менее. 3 н. и 1 з.п. ф-лы, 3 табл., 1 ил.
1. Стальной лист для производства магистральной трубы с повышенной прочностью и пластичностью, в котором сталь содержит, мас.%:
при этом величина Ceq, определяемая по нижеследующей формуле
Ceq=С+Mn/6+(Cu+Ni)/15+(Cr+Mo+Nb+V+Ti)/5+5В,
составляет 0,48 или менее, причем структура стали является смешанной структурой, состоящей из феррита и перлита, или феррита и перлита, частично содержащего бейнит, при этом содержание феррита в структуре составляет от 60 до 95%; предел текучести составляет 450 МПа или более, а содержание водорода в стали составляет 0,1 млн-1 или менее.
2. Стальной лист по п.1, отличающийся тем, что указанная сталь дополнительно содержит один или более из нижеследующих элементов, мас.%:
3. Способ изготовления стального листа для производства магистральной трубы с повышенной прочностью и пластичностью, включающий непрерывную разливку расплавленной стали, имеющей состав, указанный по любому из пп.1 или 2, для получения литого сляба, далее проводят повторный нагрев указанного литого сляба в интервале температур от 950 до 1250°С, затем проводят горячую прокатку в интервале температур от 850°С или ниже с совокупной степенью обжатия 40% или более и завершают горячую прокатку в интервале температур от 700 до 750°С, после чего лист охлаждают на воздухе до температуры 350°С или ниже, далее проводят медленное охлаждение в интервале температур от 300 до 100°С в течение 10 ч или более, либо медленное охлаждение в интервале температур от 200 до 80°С в течение 100 ч или более.
4. Способ изготовления стального листа для производства магистральной трубы с повышенной прочностью и пластичностью, включающий непрерывную разливку расплавленной стали, имеющей состав, указанный по любому из пп.1 или 2, для получения литого сляба, далее проводят повторный нагрев указанного литого сляба в интервале температур от 950 до 1250°С, затем проводят горячую прокатку в интервале температур от 850°С или ниже с совокупной степенью обжатия 40% или более и завершают горячую прокатку в интервале температур от 700 до 750°С, после чего лист охлаждают до температуры 100°С или ниже, далее проводят повторный нагрев стального листа в диапазоне температур от 250 до 300°С с выдержкой в указанном диапазоне температур в течение 1 мин или более и затем охлаждают.
| СТАЛЬНЫЕ ЛИСТЫ ДЛЯ СВЕРХВЫСОКОПРОЧНЫХ МАГИСТРАЛЬНЫХ ТРУБ И СВЕРХВЫСОКОПРОЧНЫЕ МАГИСТРАЛЬНЫЕ ТРУБЫ, ОБЛАДАЮЩИЕ ПРЕКРАСНОЙ НИЗКОТЕМПЕРАТУРНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2331698C2 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ВЫСОКОПРОЧНОЙ ТРУБЫ, ИЗГОТОВЛЕННОЙ ПУТЕМ КОНТАКТНОЙ СВАРКИ, ОБЛАДАЮЩИЙ СТОЙКОСТЬЮ К ВОЗДЕЙСТВИЮ СЕРНИСТОГО ГАЗА И ИСКЛЮЧИТЕЛЬНОЙ УДАРНОЙ ВЯЗКОСТЬЮ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО СТАЛЬНОГО ЛИСТА | 2005 |
|
RU2360013C2 |
| АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ВЫСОКОТОЧНЫМ ОРУЖИЕМ | 2009 |
|
RU2429439C2 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСОВОЙ СТАЛИ ДЛЯ ТРУБ ПОДВОДНЫХ МОРСКИХ ГАЗОПРОВОДОВ ВЫСОКИХ ПАРАМЕТРОВ | 2005 |
|
RU2270873C1 |

