Изобретение относится к области заводского производства железобетонных изделий, а именно к устройствам автоматического управления процессом тепловой обработки сборных железобетонных изделий и может быть использовано на предприятиях по изготовлению строительных конструкций, таких как ригелей, балок, колонн, панелей перекрытий, в том числе большепролетных, железобетонных изделий для дорожного строительства, железобетонных изделий общепромышленного и гражданского назначения.
Известно устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий, преимущественно мостовых балок, в пропарочном стенде-камере, по патенту РФ №2147987 от 15.07.1999 опубл. 27.04.2000 содержащем образующие два независимых канала регулирования термодатчики, подключенные к входам терморегуляторов, выходы которых через блоки коммутации с магнитными пускателями соединены с соответствующими электронагревательными элементами, каждый канал регулирования включает, по меньшей мере, семь, установленных в наиболее теплонапряженных местах балки датчиков температуры и датчик температуры окружающего воздуха, подключенных ко входам соответствующего программируемого терморегулятора для подачи управляющих сигналов, по крайней мере, на три группы нагревательных элементов в каждом канале, установленных соответственно в бортах и на дне опалубки стенда-камеры.
При этом нагревательные элементы в бортах осуществляют нагрев опалубки стенда-камеры конвективно-излучательным методом, а нагревательные элементы дна - конвективно-контактным методом.
Каждый канал регулирования может быть выполнен в виде трех независимых подканалов регулирования, соответственно, по температуре в средней, правой и левой точках балки и по температуре дна балки.
Для обеспечения визуального контроля устройство автоматического управления процессом тепловой обработки сборных железобетонных изделий снабжено монитором и/или принтером для отображения значений температуры.
Известно устройство для автоматического регулирования температурного режима при тепловой обработке монолитных железобетонных конструкций по патенту РФ №2322344 от 25.07.2006 опубл. 20.04.2008, включающее опалубку, термодатчики, нагреватели, компьютер, термодатчики установленные в опалубке, нагреватели уложены и закреплены на арматурном каркасе монолитной железобетонной конструкции, выводы нагревателей, термодатчики соединены с цифровым автоматическим регулятором мощности, состоящим из блока индикации и управления и блока цифрового регулирующего, соединенного через преобразователь сигналов с управляющим компьютером.
Для обеспечения визуального контроля цифровой автоматический регулятор мощности снабжен панелью для отображения температуры бетона в каждой точке измерения и средневзвешенной по объему температуры бетона. Устройство позволяет снизить энергозатраты на 25-50% и осуществить управление скоростью перестройки температурного поля после включения или выключения нагревателей.
Недостатки: Устройство для тепловой обработки предназначено для возводимых в условиях построечной площадки конструкций из железобетона с использованием автоматического управления тепловыми процессами.
Задачей заявляемого изобретения является создание единой системы автоматического управления термостенда, разделенного на термозоны, каждая из которых имеет самостоятельный узел распределения теплоносителя с автоматическим и ручным управлением.
Технический результат-обеспечение температурного режима при термообработке широкого номенклатурного ряда железобетонных изделий для получения прочных изделий с минимальными энергетическими затратами.
Технический результат достигается тем, что устройство автоматического управления процессом тепловой обработки железобетонных изделий на термостенде, содержит n независимых термозон, с уложенными в них трубами обогрева, соединенных с узлами распределения теплоносителя, связанными с подающей и обратной магистралью теплоносителя и управляемыми с единого пульта системы автоматического управления термостенда согласно запрограммированному циклу термообработки каждой термозоны.
Осуществление изобретения
Термостенд для производства железобетонных изделий разделен на отдельные термозоны, на каждой из которых установлен узел распределения теплоносителя соединенным с единым автоматическим пультом управления для всех термозон.
Автоматическая система управления тепловой обработкой термостенда для производства железобетонных изделий соединена с узлами распределения теплоносителя каждой термозоны.
Каждая отдельная термозона представляет собой обогреваемое формовочное основание (поле), опирающееся на пространственное рамное основание, на которое последовательно уложены утеплитель (из слоя пенополистирола или керамзобетона), отражающая изоляция, типа фольгоизолона, отражающей стороной вверх, на ней проложены трубы системы обогрева и залиты бетонной стяжкой (для равномерной теплопередачи), по поверхности которой уложены металлические листы.
В боковой стенке основания каждой термозоны устанавливается пластина с отверстиями (перфорированная накладная пластина), через отверстия которой внутрь основания термостенда и из него обратно проходят трубы системы обогрева, соединяемые через шланги с узлом распределения теплоносителя.
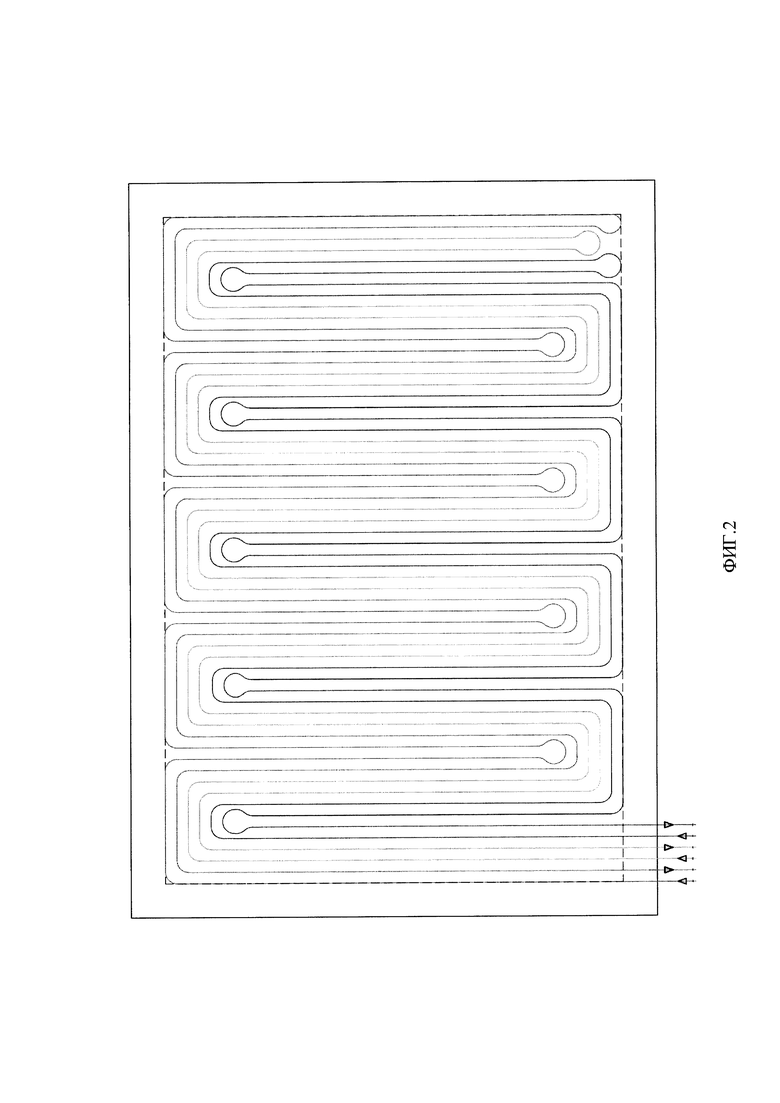
Трубы обогрева образуют двойной змеевик. Двойной змеевик-это модификация одиночного змеевика. Его отличие в том, что подающие и обратные трубы идут параллельно друг другу.
Каждая труба системы обогрева представляет из себя замкнутую петлю, одним концом выходящую из прямого подающего коллектора узла распределения теплоносителя, проходящую по части или всей площади термозоны (с определенным шагом и конфигурацией) и другим концом входящую в коллектор обратной подачи узла распределения теплоносителя (так называемая «петля»). По всей площади термозоны петли раскладываются с определенным шагом, без взаимных пересечений и нахлестов. После поворота петли, т.е. после ее загиба для укладки в обратную сторону, ее обе стороны лежат параллельно друг другу таким образом, что образуются прямая и обратная стороны. Так раскладываются все петли по всей площади термозоны (к примеру с шагом 100 мм), чередуясь между собой: прямая-обратная, прямая-обратная и т.д. (в зависимости от количества раскладываемых петель в каждой термозоне (n количество двойных змеевиков), (фиг. 2).
Укладка труб чередованием с противоположными направлениями потоков теплоносителя (применением двойных змеевиков) приводит к равномерному распределению температуры по поверхности термозоны.
Подача теплоносителя к каждой термозоне обеспечивается от единой трубы прямой подачи, имеющей ответвления для узла распределения теплоносителя каждой термозоны или индивидуальных труб прямой подачи, подводимых непосредственно к узлам распределения теплоносителя каждой термозоны.
Отбор теплоносителя от каждой термозоны обеспечивается единой трубой обратной подачи, имеющей ответвления для узла распределения теплоносителя каждой термозоны или индивидуальными трубами обратной подачи, отходящими непосредственно от узла распределения теплоносителя каждой термозоны.
Узлы распределения теплоносителя на каждую термозону, выполнены в отдельных защитных шкафах.
Устройство автоматического управления тепловой обработкой железобетонных изделий на термостенде включает единый пульт управления, оснащенного экраном и системой автоматического управления согласно запрограммированному циклу термообработки (ТО) каждой термозоны, подключенный к температурным датчикам узлов распределения теплоносителя каждой термозоны, а так же подключенным к сервоприводу с 3-х ходовым клапаном и насосу циркуляционному
Для каждой термозоны предназначена собственная система теплораспределения, независимая от других термозон - управление тепловой обработкой отдельной термозоны через пульт управления термостенда.
Узел распределения теплоносителя (автоматический) - это агрегатная сборка для управления потоком теплоносителя (горячая вода, масло, антифриз), которая используется для прогрева бетонных и железобетонных изделий в металлоформах, термостендах, кассетах и т.п.
Узел распределения теплоносителя (автоматический) позволяет набирать и поддерживать заданную температуру внутри теплопередающего контура термозоны, т.е. обеспечивать выполнение цикла тепловой обработки.
Каждый узел распределения теплоносителя обеспечивает подачу, циркуляцию, регулировку скорости циркуляции, регулировку степени подачи, отбор, регулировку степени отбора теплоносителя, частичное или полное перекрытие подачи и/или отбора теплоносителя, отслеживание параметров температуры и давления теплоносителя, обезвоздушивание теплоносителя, слив теплоносителя.
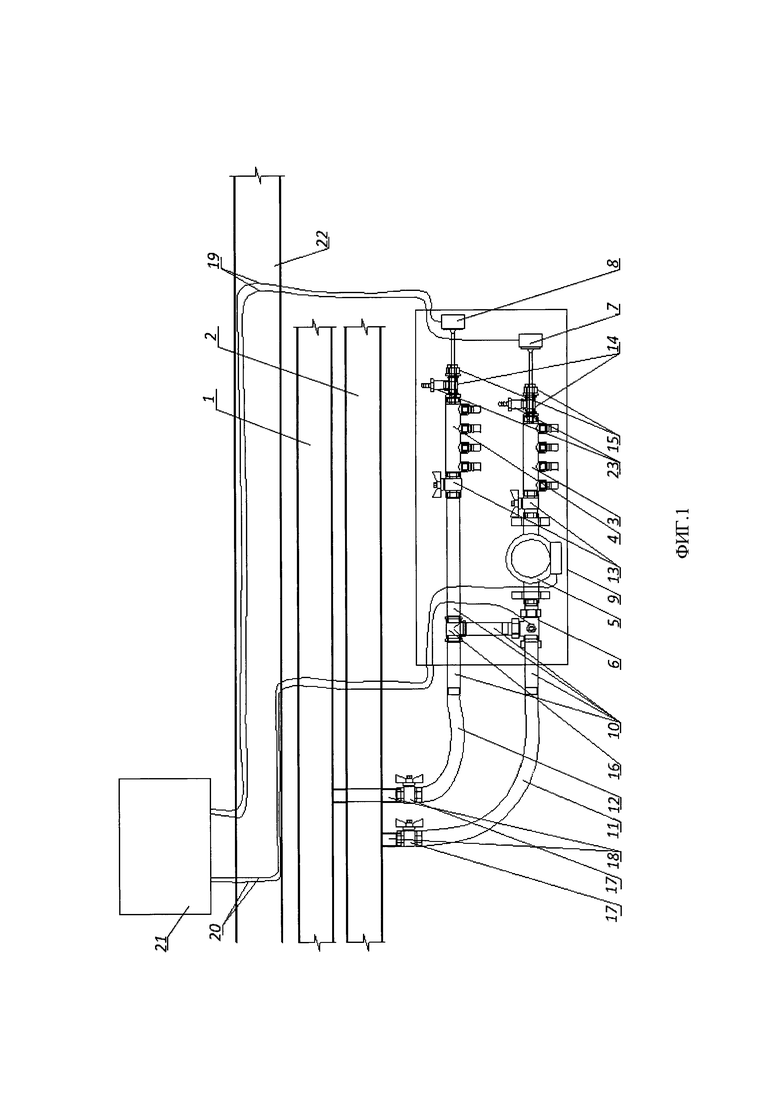
Узел управления тепловой обработкой отдельной термозоны схематически показан на фиг. 1.
Узел распределения теплоносителя предназначен для управления потоком теплоносителя, позволяет набирать и поддерживать заданную температуру внутри теплопередающего контура термозоны, т.е. обеспечивать выполнение цикла тепловой обработки, путем обеспечения принудительной циркуляции теплоносителя внутри поля термосекции.
Узел распределения теплоносителя выполнен в отдельном защитном шкафу 9 и связан с основной магистралью подачи 1 и отвода 2 теплоносителя через шланги 11, 12, а так же управляется с единого пульта автоматического управления процессом тепловой обработки термостенда 21 через контроллер согласно запрограммированному циклу термообработки (ТО) каждой термозоны.
Узел распределения теплоносителя содержит коллекторы узла распределения теплоносителя: подающий 3 и сборный 4, циркулирующий насос 5, сервопривод с трехходовым клапаном 6, датчик температуры 7, соединенный с подающим коллектором 3 и датчик температуры 8, соединенный со сборным (обратной подачи) коллектором 4.
Трубы обогрева выложены в форме двойного змеевика. Двойной змеевик-это модификация одиночного змеевика. Его отличие в том, что подающие и обратные трубы идут параллельно друг другу.
Каждая труба системы обогрева представляет собой замкнутую петлю, одним концом выходит из прямого подающего коллектора 3 узла распределения теплоносителя, проходит по части или всей площади термозоны (с определенным шагом и конфигурацией) и другим концом входит в коллектор обратной подачи 4 узла распределения теплоносителя (т.н. «петля»).
Сервопривод с трехходовым клапаном 6 соединен через одну из труб 10 с тройником равнобоким 16, установленным на трубе выхода из сборного коллектора 4 и соединительной трубой 10. Шаровые краны промежуточные 13 установлены на входе в подающий коллектор 3 и на выходе из сборного коллектора 4. Термодатчик 7, контролирующий температуру в подающем коллекторе 3, и термодатчик 8, контролирующий температуру в сборном коллекторе 4, связаны с ними через тройники неравнобокие 14, кран дренажный 23, вводные штуцеры 15. Труба соединительная 10 через шланг 11 к подающему коллектору 3 соединяется с подающей теплоноситель магистралью 1 через кран шаровой 17 со встроенным фильтром 18.
Шланг 12 через трубу соединительную 10 к сборному коллектору 4 соединяется с отводящей теплоноситель обратной магистралью 2 через кран шаровой 17 со встроенным фильтром 18.
Устройства узла распределения теплоносителя связаны через соединительные кабели 19, 20, помещенные в кабельную трассу 22 с единым пультом автоматического управления процессом тепловой обработки термостенда 21. Соединительные кабели 19 идут от термодатчиков 7 и 8. Соединительные кабели 20 идут от сервопривода 6 с 3-х ходовым клапаном и циркулирующего насоса 5.
Работа узла распределения теплоносителя
Для управления потоком теплоносителя (к примеру, горячей воды) в узле распределения теплоносителя служит 3-х ходовой клапан, связанный с сервоприводом 6.
В качестве управляющего механизма в 3-х ходовом клапане используется поворотная фрезерованная деталь, которая в зависимости от положения открывает или закрывает поток теплоносителя. Для обеспечения работы клапана используется сервопривод 6
Работа в режиме «АВТОМАТ». При установке «щечки» трехходового клапана в положение «ОТКРЫТО», 3-х ходовой клапан пропускает теплоноситель в подающий коллектор 3 в полном объеме.
В этом случае поток теплоносителя с подающей магистрали 1 поступает в подающий коллектор 3, проходит по металлопластиковым трубам обогрева расположенным в термозоне и уходит в сборный коллектор 4, далее уходит в обратную магистраль теплоносителя 2 и возвращается в тепловой пункт на догрев.
При установке «щечки» 3-х ходового клапана в положении «ЗАКРЫТО», блокируется подача горячей воды с магистрали 1, и теплоноситель циркулирует по замкнутому контуру металлопластиковых труб обогрева термозоны.
Так же возможны промежуточные положения «щечки» 3-х ходового клапана (в соответствии с положением ручки сервопривода) по усмотрению контроллера.
Температура теплоносителя в подающем коллекторе 3 контролируется датчиком температуры 7, а в сборном коллекторе 4 датчиком температуры 8.
Показания температур с термодатчиков 7, 8 по кабелю 19 передаются на контроллер единого пульта автоматического управления термостенда 21.
Когда теплоноситель остывает и на контроллере отображается не соответствующий температурный режим теплоносителя (нехватка тепла), трехходовой клапан сервопривода 6 приоткрывает (или полностью открывает) подачу теплоносителя с подающей магистрали 1 для добора необходимых показателей температуры.
Регулировка и контроль параметров теплообработки каждой термозоны ведется с узла распределения теплоносителя и передачей этих данных по кабелям 19,20 на единый автоматический пульт управления термостенда.
Температура на металлическом листе термозоны поддерживается согласно заданных оператором значений.
Это достигается путем вычисления температуры нагрева листа металлопокрытия по математической модели: после окончания строительно-монтажных и пуско-наладочных работ.
Проводится калибровка термостенда (пирометром замеряется реальная температура листа металлопокрытия и вычисляется среднее значение, затем вычисляется поправочный коэффициент) для каждой термозоны.
Основываясь на показаниях датчиков температуры 7, 8 в подающем 3 и обратном 4 коллекторах, а также поправочному коэффициенту, контроллер регулирует подачу или перекрытие теплоносителя.
В «РУЧНОМ» режиме работы положение «щечки» трехходового клапана сервопривода 6 устанавливается вручную путем поворота ручки сервопривода. Для этого на пульте управление режим работы сервопривода переводится в режим «ручное» (дополнительно на сервоприводе необходимо переключить режим работы в «ручной» при помощи переключателя).
Выбор положения «щечки» трехходового клапана осуществляется оператором с пульта управления путем нажатия на экране соответствующих кнопок или поворотом ручки непосредственно на сервоприводе
Термозоны могут использоваться как одновременно, т.е. все вместе сразу (в едином цикле прогрева, с одинаковыми параметрами прогрева), так и индивидуально, т.е. каждая термозона или несколько термозон в разное время (цикл прогрева и параметры прогрева отличаются друг от друга; цикл и параметры прогрева могут быть у нескольких соседствующих друг с другом термозон одинаковыми, но при этом отличаться от других).
Регулирование температурного режима каждой термозоны осуществляется автоматически.
Термозона контролируется контроллером автоматического пульта управления термостенда. Контроллер регистрирует температуру теплоносителя (воды) на подаче, и выходе, считает и производит соответствие с запрограммированным процессом, (со своей заданной таблицей)
В зависимости от результата контроллер подает команду на, закрытие или открытие 3-х ходового клапана и установки необходимой температуры теплоносителя циркулирующего в двойных змеевиках (петлеобразно уложенных трубах обогрева) конкретной термозоны.
Заявляемое техническое решение обеспечивает температурный режим при термообработке широкого номенклатурного ряда железобетонных изделий для получения прочных изделий с минимальными энергетическими затратами.
Преимущества:
- каждая термозона может работать в своем режиме; - управляется с единого пульта;
- автоматическое управление процессом тепловой обработки термостенда, потребляет именно столько тепловой энергии, сколько требуется «здесь и сейчас» в зависимости от потребности, определяемой по прохождению запрограммированного цикла термообработки;
- управление теплоносителем имеет 3 режима управления: основные - автоматический и полуавтоматический - через графическую панель оператора, и резервный - ручной;
- текущая и архивированная информация передается по беспроводной технологии Wi-Fi на компьютер лаборатории качества и/или технолога производства.
Позиции на фиг. 1
1 - подающая теплоноситель магистраль
2 - отводящая (обратная) магистраль теплоносителя
3 - подающий коллектор
4 - сборный коллектор
5 - насос циркуляционный
6 - клапан с сервоприводом
7 - датчик температуры к подающему коллектору
8 - датчик температуры к коллектору сборному
9 - шкаф, в который помещен узел
10 - соединительные трубы
11 - шланг подающему коллектору через сервопривод с клапаном
12 - шланг от сборного коллектора через сервопривод с клапаном
13 - шаровые краны промежуточные
14 - тройники неравнобокие
15 - вводные штуцеры
16 - тройник равнобокий
17 - краны шаровые
18 - встроенные фильтры
19 - кабели от датчиков температуры к контроллеру АСУ
20 - соединительные кабели от сервопривода с клапаном и насоса к АСУ
21 - АСУ термостенда, соединенного с каждой термозоной соединительные кабели
22 - кабельная трасса
23 - кран дренажный
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ТЕРМОСТЕНД ДЛЯ ФОРМОВАНИЯ И ПРОГРЕВА ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2018 |
|
RU2685609C1 |
| СИСТЕМА ОТОПЛЕНИЯ И ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ | 2023 |
|
RU2810857C1 |
| ЦЕХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2138392C1 |
| АВТОНОМНАЯ СОЛНЕЧНАЯ БИОГАЗОВАЯ УСТАНОВКА | 2019 |
|
RU2734456C1 |
| КОМБИНИРОВАННАЯ ГЕЛИОКОЛЛЕКТОРНАЯ УСТАНОВКА | 2017 |
|
RU2675640C1 |
| ГЕЛИОБИОГАЗОВЫЙ КОМПЛЕКС | 2021 |
|
RU2785600C2 |
| Установка для получения древесного угля | 2019 |
|
RU2717796C1 |
| Устройство для тепловой обработки железобетонных изделий | 1980 |
|
SU960145A1 |
| Поверхностный фундамент для одноэтажного здания на многолетнемерзлых грунтах | 2017 |
|
RU2645035C1 |
| Автомойка | 2018 |
|
RU2710973C1 |
Изобретение относится к устройству автоматического управления процессом тепловой обработки железобетонных изделий на термостенде. Техническим результатом является обеспечение температурного режима при термообработке широкого номенклатурного ряда железобетонных изделий для получения прочных изделий с минимальными энергетическими затратами. Устройство автоматического управления процессом тепловой обработки железобетонных изделий на термостенде, состоящем из n независимых термозон, каждая из которых связана с отдельным узлом распределения теплоносителя, соединенным с единым автоматическим пультом управления. Каждый узел распределения теплоносителя снабжен циркуляционным насосом, трехходовым клапаном с сервоприводом, управляемыми с автоматического пульта управления, подающим и сборным коллекторами. Коллекторы связаны с подающей и обратной магистралью теплоносителя и с температурными датчиками, электрически соединенными с единым пультом автоматического управления. 2 ил.
Устройство автоматического управления процессом тепловой обработки железобетонных изделий на термостенде, состоящем из n независимых термозон, каждая из которых связана с отдельным узлом распределения теплоносителя, соединенным с единым автоматическим пультом управления, при этом каждый узел распределения теплоносителя снабжен циркуляционным насосом, трехходовым клапаном с сервоприводом, управляемыми с автоматического пульта управления, подающим и сборным коллекторами, связанными с подающей и обратной магистралью теплоносителя и с температурными датчиками, электрически соединенными с единым пультом автоматического управления.
| CN 206982964 U, 09.02.2018 | |||
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРНОГО РЕЖИМА ПРИ ТЕПЛОВОЙ ОБРАБОТКЕ МОНОЛИТНЫХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | 2006 |
|
RU2322344C1 |
| Устройство для тепловлажностной обработки строительных изделий | 1976 |
|
SU573464A1 |
| RU 2004437 C1, 15.12.1993 | |||
| US 3649725 A, 14.03.1972 | |||
| US 5707179 A1, 05.01.1990. | |||

