Изобретение относится к производству строительных материалов, предназначено для термообработки ж/б изделий изготавливаемых конвейерным методом на 2-ярусных стенах/ и может быть использовано для термообработки изделий плоского формования при поточно-конвейерном способе производства ж/б изделий.
Известно устройство для тепловой обработки железобетонных изделий, содержащее щелевую камеру и инфракрасный излучатель с рефлектующей поверхностью,расположенные в верхней части камеры над формами-вагонетками Г 11
Основным недостатком такой установки является большая установочная мощность трансформатора и низкий коэффициент его загрузки, трудности в эксплуатации и обслуживании излучателя, так как сгоравшие ТЭНы очень трудно обнаружить и для их замены требуется освободить камеру от формвагонеТок, т.е. остановить конвейер.
Наиболее близким по технической сущности является устройство для тепловой обработки железобетонных изделий, содержащее верхнюю щелевую камеру предварительного прогре- за, нижнюю щелевую камеру с зонами прогрева, изотермической выдержки и охлаждения и трубопровод подачи воды с перфорированной трубой, рельсовый путь, поддон-вагонетки и подъемники-снижатели С 2.
Недостатком известного устройства является большая энергоемкость, что требует большого теплового хо10зяйства (котельные с паровыми кот-, лами и системой паропроводов), конденсат сбрасывается в канализацию (система не замкнута), большая влажность в цехах, отсутствие пол15ной автоматизации режима термооб- , работки, плохие санитарно-.гигиенические условия труда.
Целью изобретения является экономия теплоэнергетических ресур20сов .
Поставленная цель достигается тем, что в устройство для тепловой обработки железобетонных изделий, содержащее верхнюю щелевую камеру
25 предварительного прогрева и нижнюю щелевую камеру с зонами прогрева, изотермической выдержки и охлаждения, трубопровод подачи воды с перфорированной трубой, рельсовый .
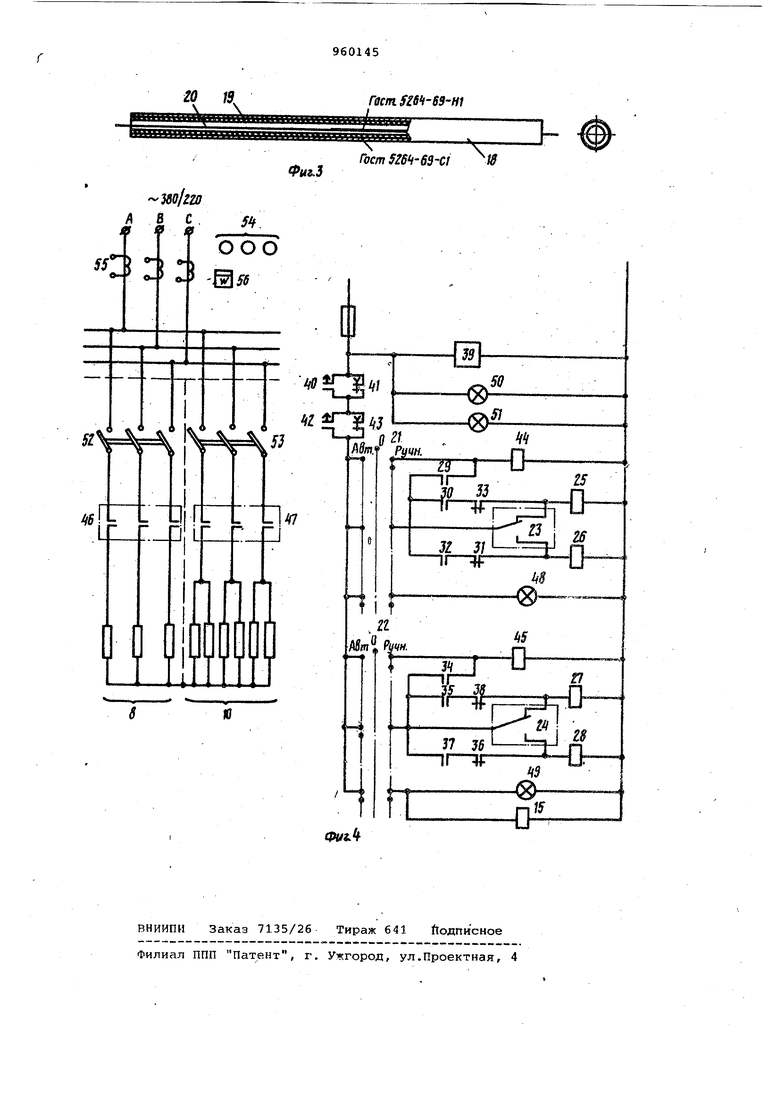
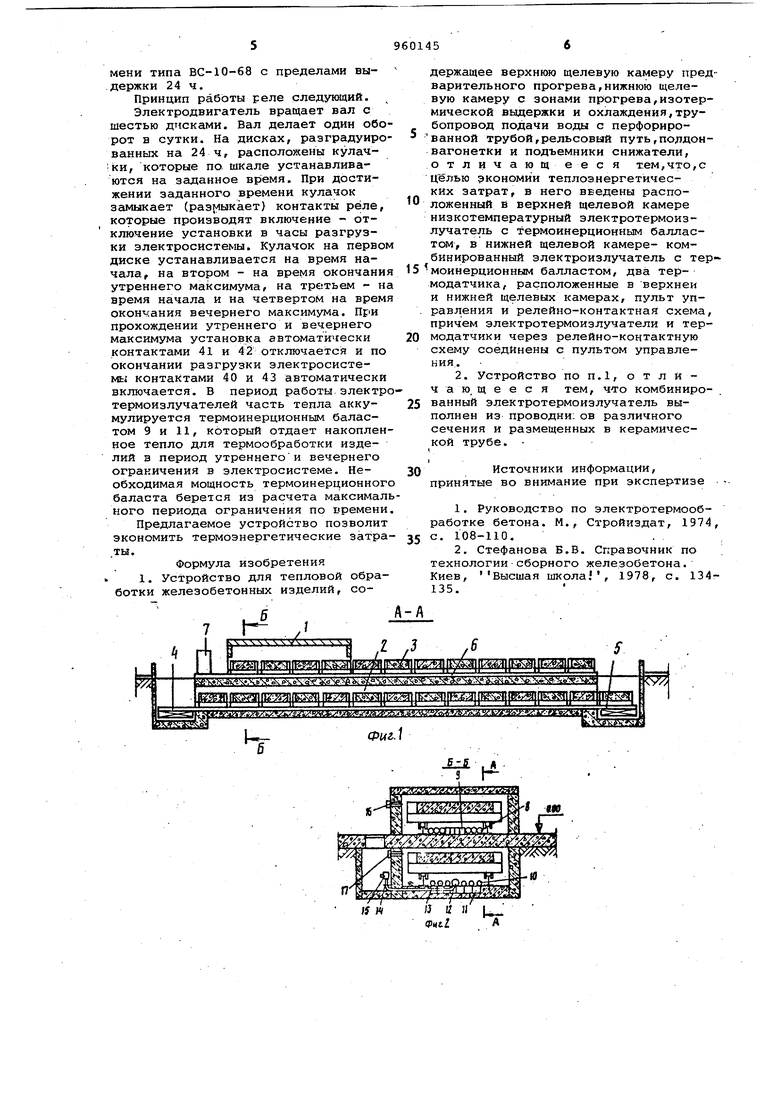
30 путь, поддОнтвагонетки и подъемникк снижатели, введены расположенный в верхней щелевой камере низкотемпературный электротермоиэлучатель с термоинерционным балластом и расположенный в нижней щелевой камере - комбинированный электрохермоизлучатель с термоинер ционньм балластом, два термодатчика, расположенные в верхней н в нижней щелевых камерах, пульт управления и рёлейно-контактная схема, причем электротермоизлучатели и термодатчики через релейно-конта ную схему соединены с пультбм упра ления.. Комбинированный электротермоизлучатёль выполнен из проводников различного сечения, соединенных последовательно и размещенных в ке рамической трубе. На фиг.1 изображена установка т мообработки, общий вид (разрез А-А на фиг.2); на фиг.2 - разрез Б-Б на фиг.1; на фиг.З - нагревательны элемент электротермоизлучателя; на фиг.4 - принципиальная электросхема установки. Установка для тепловой обработки состоит из верхней щелевой каме ры 1 (фиг.1), нижней щелевой камеры 2, форм-вагонеток с железобетон ными изделиями 3, подъемников-снижателей 4 и 5, рельсового пути 6, пульта 7 управления; На дне верхне камеры (фиг.2) расположен низкотем пературный электротермоизлучатель 8 и термоинерционный балас 9. На дне нижней камеры установлены комбинированный электротермоизлучател 10, термоинерционный баласт 11 и п форированная труба 12, в которую по водопроводу 13 подается вода. Н входе водопровода установлена диафрагма 14 с колиброванным отверстием и электроклапан 15. В камерах через отверстия в стенках в контролируемых зонах установлены термо датчики 16 и 17. Электротермоизлучатель набирается из нагревателей, изготовленных из ме таллических тру бок 18 диаметром 100 мм (фиг.З), заполненных керамическими (дренажными) трубками 19 и нихромовой про волокой 20. Нагреватели устанавливаются на всю длину камер. Комбинированный нагреватель имеет разное по зонам термообработки сечение нихромовой проволоки, которое подбирается из расчета производительности камеры а температура нагрева нихрома не должна превышать . В зоне охлаждения вместо нихрома использует стальной пруток. Для замены Перегоревшей проволоки нет необходимос ти освобождать камеру от форм-ваго неток, перегоревшая проволока выта кивается из трубы, сваривается и используется вновь. Схема управления содержит кЛючи 21 и 22 управления. Термосигнализаторы 23 и 24 манометрического действия установлены на пульте управления, а термодатчики 16 и 17. установлены соответственно в дрхней и нижней камерах. Под воздействием температуры воздушной смеси в камерах газ в баллонах (термодатчиках) 16 и 17 изменяется в объеме и по капиллярам воздействует на упругие элементы, которые замыкают или размыкают электроконтакты установленных верхних или нижних пределов заданной температуры, промежуточные реле 25-28 с контактами соответственно 29-38, программное реле 39 времени с контактами 40-43 и контакторами 44 и 45 с группами контактов 46 и 47. Схема управления содержит сигнальные лампы 48-51, автоматы 52 и 53, измерительные амперметры 54 с Трансформаторами 55 тока и ваттметр 56. Устройство работает в автоматическом и ручном режимах задаваемых оператором с пульта управления. При автоматическом режиме ключи 21 и 22 устанавливают в положение термосигнализаторы 23 и 24 получив сигналы от термодатчиков 16 и 17, через промежуточные реле 25 и 26 и контакты 42 и 43 вклю чают или выключают контакторы 44 и 45, которые своими контактами 46 и 47 замыкают цепь питания электроизлучателей 8 и 10. Контроль работы осуществляется лампами 48 и 49 и ам перметрами 54. При ручном управлении ключи 21 и 22 устанавливают в положение Ручн и включают контакторы 44 и 45, которые подают напряжение на электроизлучатели 8 и 10. При включении установки подается напряжение ва катушку электромагнитного клапана 15, и в перфорированную трубу 12 через диафрагму 14 по водопроводу 13 подается вода. Защита от токов короткого замыкания для нагревателей осуществляется автоматическими выключателями 52 и 53 и предохранителями. При включении автоматов 52 и S3 загораются лампы 50 и 51, установленные на входах и выходах щелевой камеры и сигнализирующие, о работе установки. Лампы 48 и 49, 50 установлены на щите упразленкя и сигнализируют о работе верхней и нижней камер. Для отключения нагревателей на время отграничения в электросистеме на пульте управления устанавливается nporpciMMHoe реле 39 времени типа BG-10-68 с пределами выдержки 24 ч.
Принцип работы реле следующий.
Электродвигатель вращает вал с шестью дисками. Вал делает один оборот в сутки. На дисках, раэградуированных на 24 ч, расположены кулачки, которые по, шкале устанавливаются на заданное вр1емя. При достижении заданного времени кулачок замыкает (paз lыкaeт) контакты реле, которые производят включение - отключение установки в часы разгрузки электросистемы. Кулачок на первом диске устанавливается на время начала, на втором - на время окончания утреннего максимума, на третьем - на время начала и на четвертом на время окончания вечернего максимума. При прохождении утреннего и вечернего максимума установка автоматически контактами 41 и 42 отключается и по окончании разгрузки электросистемы контактами 40 и 43 автоматически включается. В период работы злектротермоизлучателей часть тепла аккумулируется термоинерционным баластом 9 и 11, который отдает накопленное тепло для термообработки изделий в период утреннегои вечернего ограничения в электросистеме. Необходимая мощность термоинерционного баласта берется из расчета максимального периода ограничения по времени.
Предлагаемое устройство позволит экономить термоэнергетические затра.ты.
Формула изобретения
1. Устройство для тепловой обработки железобетонных изделий, соИ
держащее верхнюю щелевую камеру предварительного прогрева,нижнюю щелевую камеру с зонами прогрева,изотермической выдержки и охлаждения,трубопровод подачи воды с перфорированной трубой,рельсовый путь,полдонвагонетки и подъемники снижатели, отличающееся тем,что,с целью экономии теплоэнергетических затрат, в него введены распо0ложенный в верхней щелевой камере низкотемпературный электротермоизлучатель с термоинерционным балластсяи, в нижней щелевой камере- комбинированный электроизлучатель с тер5 моинерционным балластом, два термодатчика, расположенные в верхней и нижней щелевых камерах, пульт уп. равления и релейно-контактная схема, причем электротермоизлучатели и термодатчики через релейно-контактную схему соединены с пультом управления.
2. Устрюйство по П.1, отличаю, щ е е с я тем, ч-то комбиниро5ванный электротермоизлучатель выполнен из проводни: ов различного сечения и размещенных в керамической трубе.
I
30 Источники информации,
принятые во внимание при экспертизе
1.Руководство по электротермообработке бетона. М., Стройиздат, 1974,
35 с. 108-110..
2.Стефанова Б.В. Справочник по технологиисборного железобетона. Киев, Высшая школа., 1978, с. 134135.
А-А
я
Фиг.3
Гасп f26i-S3Hi
Г(;с/п f ff-eS-Cf W
Хо/ггв
ЛВС
я ti 99
ООО
Я) -i - е- в.)
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕПЛОВОЙ ОБРАБОТКИ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ НА ТЕРМОСТЕНДЕ | 2018 |
|
RU2689472C1 |
| КАМЕРА ДЛЯ УСКОРЕННОГО ТВЕРДЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ С ИСПОЛЬЗОВАНИЕМ ЭНЕРГИИ ЭЛЕКТРОМАГНИТНЫХ ВОЛН В ВИДИМОЙ ЧАСТИ СПЕКТРА ИСКУССТВЕННОГО И ЕСТЕСТВЕННОГО ПРОИСХОЖДЕНИЯ | 2012 |
|
RU2499665C1 |
| Установка для изготовления железобетонных изделий | 1981 |
|
SU1020247A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU475273A2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ | 1973 |
|
SU407738A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Установка для изготовления железобетонных изделий | 1973 |
|
SU476165A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1973 |
|
SU362693A1 |
| Двухъярусный стан для изготовления плоских железобетонных изделий | 1964 |
|
SU235587A1 |
| СПОСОБ ПРОГРЕВА ПРИЗАБОЙНОЙ ЗОНЫ СКВАЖИНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2559975C1 |