Область техники
Настоящее изобретение относится к способу обработки контейнеров сжимаемого типа и, в частности, к указанному способу обработки контейнеров в наполняющей машине, содержащей последовательно расположенные станции, в том числе наполняющую станцию и станцию заполнения газом.
Уровень техники
Применение контейнеров сжимаемого типа, например, для продуктов питания или расходных материалов, таких как санитарно-гигиенические изделия и моющие средства, известно уже давно. Содержимое может быть как в жидкой форме, так и в порошкообразной форме.
Под контейнером сжимаемого типа понимают тип контейнера, состоящего из тонких гибких стенок, соединенных друг с другом на соединительных участках для ограничения отсека для продукта. Объем отсека для продукта зависит от относительного расстояния между стенками, то есть, данный объем зависит от степени наполнения контейнера.
Контейнеры такого типа могут иметь ручки различных форм, например, как раскрыто в документе WO 2005/030599 или WO 2006/121388.
Контейнер может содержать на своем заднем конце формирующий ручку отсек, подлежащий заполнению газом для создания ручки, которую может захватить пользователь для удержания контейнера наподобие кувшина. Отсек для ручки может содержать три сегмента, первый из которых предназначен для формирования ручки как таковой; второй - оснащен входом, через который отсек для ручки сообщается с окружающей средой; а третий - соединяет первый сегмент со вторым сегментом.
Для заполнения отсека для ручки газом к входу прикладывают сопло газонаполняющего устройства, и подают газ в отсек для ручки через указанный вход. В ответ на подачу газа участки боковых стенок, задающие второй сегмент отсека для ручки, раздуваются, позволяя газу проходить дальше в третий и первый сегменты отсека для ручки.
Такое газонаполняющее устройство может быть расположено в станции заполнения газом в наполняющей машине, содержащей последовательно расположенные станции, в том числе указанную станцию заполнения газом и наполняющую станцию, предназначенную для подачи жидкого продукта в отсек для продукта в контейнерах.
Такая наполняющая машина известна, например, из документа WO 2009/041909. Контейнеры периодически перемещаются на последовательно расположенные станции, которые функционируют параллельно. Таким образом, контейнеры перемещаются поочередно от одной станции к другой, при этом пока один из контейнеров обрабатывается на одной из станций, другие контейнеры обрабатываются на других станциях.
По очевидным причинам необходимо, чтобы наполняющая машина имела высокую производительность. Поскольку станции наполняющей машины работают параллельно, станция, требующая наибольшего рабочего времени, определяет производительность наполняющей машины.
Следовательно, для обеспечения того, чтобы станция заполнения газом не приводила к снижению производительности наполняющей машины, операцию заполнения газом следует выполнять с высокой скоростью, при этом она не должна требовать больше времени, чем операция наполнения, осуществляемая на наполняющей станции. Однако, процедура заполнения газом отсека для ручки за счет подачи газа через вход, предусмотренный в боковой стенке контейнера, представляет собой в некоторой степени вероятностный процесс, особенно при высокоскоростном производстве, причем в некоторых случаях оказалось сложным обеспечить высокую надежность процесса заполнения газом при высокоскоростном производстве, что привело к недопустимо высокой частоте отказов, когда некоторые отсеки для ручек переполнялись настолько, что это приводило к их взрыву.
Таким образом, существует необходимость в разработке усовершенствованного способа обработки контейнеров сжимаемого типа в наполняющей машине, содержащей наполняющую станцию и станцию заполнения газом.
Сущность изобретения
С учетом вышесказанного, цель настоящего изобретения состоит в том, чтобы предложить усовершенствованный способ обработки контейнеров сжимаемого типа в наполняющей машине, содержащей последовательно расположенные станции, в том числе наполняющую станцию и станцию заполнения газом.
Другая цель настоящего изобретения заключается в том, чтобы предложить такой способ, обеспечивающий возможность заполнения газом с высокой скоростью и со сравнительно низкой частотой отказов.
Еще одна цель настоящего изобретения состоит в том, чтобы предложить такой способ, который обеспечит высокоскоростное производство и исключит или по меньшей мере значительно снизит риск переполнения отсека для ручки.
Эти и другие цели, которые станут очевидными из нижеследующего описания настоящего изобретения, достигаются полностью или по меньшей мере частично благодаря способу обработки контейнеров сжимаемого типа в наполняющей машине, имеющему признаки, изложенные в независимом пункте 1 формулы изобретения. Различные предпочтительные варианты осуществления следуют из дополнительных пунктов, которые зависят от главного пункта формулы.
В частности, предложен способ обработки контейнеров сжимаемого типа в наполняющей машине, содержащей последовательно расположенные станции, в том числе наполняющую станцию и станцию заполнения газом. Каждый контейнер имеет две гибкие противоположные боковые стенки, ограничивающие отсек для продукта, сообщающийся с окружающей средой через наполняющий канал, и отдельный отсек для ручки, сообщающийся с окружающей средой через вход для впуска газа, расположенный в одной из двух боковых стенок. Способ предусматривает периодическое перемещение контейнеров в последовательно расположенные станции, подачу, на наполняющей станции, жидкого продукта в отсек для продукта с помощью наполняющей трубки, вставленной в наполняющий канал контейнера, и подачу, на станции заполнения газом, газа в отсек для ручки с помощью сопла, приложенного к входу для впуска газа. Наполняющей станцией и станцией заполнения газом управляют так, что жидкий продукт поступает в отсек для продукта одного из контейнеров, находящегося на наполняющей станции, а газ поступает в отсек для ручки другого из контейнеров, находящегося на станции заполнения газом. Шаг подачи газа на станции заполнения газом предусматривает обеспечение первого газового потока под первым давлением и доставку указанного первого газового потока из сопла в отсек для ручки через указанный вход и последующее обеспечение второго газового потока под вторым давлением, которое ниже указанного первого давления, и доставку указанного второго газового потока из сопла в отсек для ручки через указанный вход для установления целевого давления внутри указанного отсека для ручки, соответствующего указанному второму давлению.
Таким образом, удается получить усовершенствованный способ обработки контейнеров сжимаемого типа в наполняющей машине, содержащей последовательно расположенные станции. Благодаря перемещению контейнеров периодически в последовательно расположенные станции, функционирующие параллельно, можно обеспечить высокую производительность. Кроме того, гарантируется, что шаг подачи газа на станции заполнения газом может быть осуществлен с высокой надежностью и с высокой скоростью, без снижения производительности наполняющей машины. Благодаря доставке первого газового потока под первым давлением можно обеспечить первый газовый поток под давлением, достаточно высоким для быстрого введения воздуха в отсек для ручки. Кроме того, за счет обеспечения последующего, второго газового потока под давлением, соответствующим целевому давлению, можно гарантировать, что отсек для ручки заполнится газом в достаточном количестве без риска переполнения отсека для ручки, которое может привести к опасности разрыва или взрыва указанного канала. Таким образом, первый газовый поток может быть использован для резкого повышения давления, обеспечивающего надувание отсека для ручки, а второй газовый поток будет завершать процесс заполнения газом. В результате, в настоящем изобретении предложен способ обработки контейнеров, который можно реализовать при высокой скорости и с очень низкой частотой отказов.
Согласно одному из вариантов осуществления настоящего изобретения, в ходе выполнения шага обеспечения первого газового потока в отсек для ручки может быть подведено количество газа, достаточное для его надувания, но недостаточное для достижения указанного целевого давления. Таким образом, исключается риск переполнения отсека для ручки. Количество газа, подведенное в отсек для ручки в ходе выполнения шага обеспечения первого газового потока, может соответствовать 5-75 весовым процентам от общего количества газа, подводимого в отсек для ручки в ходе выполнения шага обеспечения первого газового потока и шага обеспечения второго газового потока.
Первый газовый поток может быть подан под первым давлением в диапазоне 1-7 бар и наиболее предпочтительно в диапазоне 1,8-3,5 бар выше атмосферного давления. Второй газовый поток может быть подан под вторым давлением в диапазоне 0,3-2 бар и наиболее предпочтительно 0,5-1 бар выше атмосферного давления.
Согласно другому предпочтительному варианту осуществления настоящего изобретения способ может дополнительно предусматривать герметизацию отсека для ручки после достижения целевого давления. Такую герметизацию можно обеспечить с помощью герметизирующего зажима, содержащего нагреваемый герметизирующий элемент и ненагреваемую часть с низкой теплопроводностью, причем герметизирующий зажим взаимодействует с отсеком для ручки для получения герметизирующего шва, который задерживает газ, заполняющий отсек для ручки, причем ненагреваемая часть герметизирующей зажима расположена так, что она обращена к находящейся под давлением стороне отсека для ручки. Таким образом, находящийся под давлением отсек для ручки не подвергается воздействию нагреваемого герметизирующего элемента во время формирования герметизирующего шва, благодаря чему обеспечивается более надежный процесс герметизации отсека для ручки, заполненного газом.
В целом, все термины, использованные в формуле изобретения, следует толковать в соответствии с их обычным значением в рассматриваемой области техники, если однозначно не указано иное. Все отсылки на «какой-либо/некоторый/данный [элемент, устройство, компонент, средство, шаг и т.д.]» следует явно интерпретировать, как отсылки на по меньшей мере один образец указанного элемента, устройства, компонента, средства, шага и т.д., если однозначно не указано иное. Шаги любого способа, раскрытого в настоящем документе, не обязательно следует выполнять в точном, приведенном здесь порядке, если однозначно не указано иное.
Краткое описание чертежей
Упомянутые выше, а также дополнительные задачи, признаки и преимущества настоящего изобретения будут понятны из нижеследующего иллюстративного и неограничивающего подробного описания предпочтительных вариантов осуществления настоящего изобретения, со ссылкой на прилагаемые чертежи, на которых одинаковые номера позиций использованы для обозначения одних и тех же элементов, причем на чертежах изображено следующее.
На фиг. 1 на виде сбоку показан контейнер сжимаемого типа, пригодный для использования согласно способу, предлагаемому в настоящем изобретении.
На фиг. 2 схематично показана наполняющая машина, содержащая последовательно расположенные станции.
На фиг. 3 схематично показана станция заполнения газом наполняющей машины.
На фиг. 4 в аксонометрии показан один из вариантов осуществления сопла в сопловом блоке, входящем в состав станции заполнения газом.
На фиг. 5 в аксонометрии показан один из вариантов осуществления упора в сопловом блоке, входящем в состав станции заполнения газом.
На фиг. 6а-6d схематично показан вариант осуществления предлагаемого в настоящем изобретении способа обработки контейнеров сжимаемого типа в наполняющей машине, содержащей последовательно расположенные станции.
На фиг. 7а-7b схематично проиллюстрирована операция заполнения газом согласно одному из вариантов осуществления предлагаемого способа.
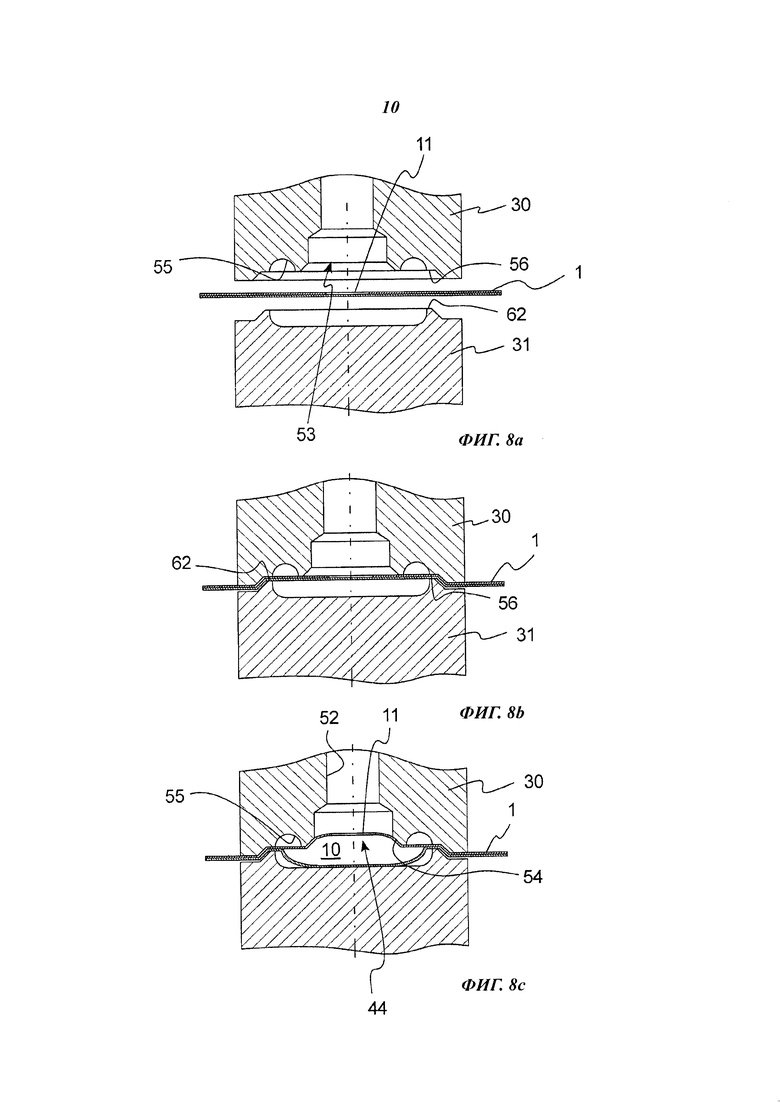
На фиг. 8а-8c в поперечном сечении показано сопло и упор соплового блока на различных шагах для зажатия и заполнения газом отсека для ручки контейнера в ходе выполнения операции заполнения газом.
На фиг. 9 схематично, в аксонометрии проиллюстрирован шаг способа согласно одному из вариантов осуществления настоящего изобретения, на котором выполняют герметизацию заполненного газом отсека для ручки контейнера.
На фиг. 10 представлено поперечное сечение вдоль линии А-А с фиг. 7.
На фиг. 11 в аксонометрии показан контейнер сжимаемого типа, оснащенный герметизирующим швом, который задерживает газ, поданный в отсек для ручки контейнера.
Раскрытие вариантов осуществления изобретения
На фиг. 1 показан пример сжимаемого контейнера 1, в отношении которого может быть применено устройство и способ согласно настоящему изобретению. Контейнер может быть использован в качестве заготовки контейнера, предназначенной для заполнения и герметизации в наполняющей машине. Альтернативно, контейнер может быть изготовлен полностью или частично в наполняющей машине.
Контейнер особенно пригоден для продуктов в форме жидких продуктов питания, таких как молоко, вода, фруктовые напитки, соки или вино, однако он, разумеется, также может быть пригоден для продуктов в какой-либо другой форме или для других целей.
Контейнер содержит три гибкие стенки, две из которых образуют боковые стенки 2, а третья - образует нижнюю стенку 3. Стенки соединены вдоль соединительных участков 4 для ограничения отсека 5 для продукта. Стенки 2, 3 изготовлены из сгибаемого и гибкого материала, то есть, объем отсека 5 для продукта зависит от относительного расстояния между стенками 2, 3. Таким образом, объем отсека 5 для продукта напрямую зависит от степени наполнения контейнера 1. Другими словами, контейнер относится к контейнерам сжимаемого типа, также называемым «упаковкой пакетного типа».
Стенки 2, 3 контейнера 1 предпочтительно соединены на соединительных участках 4 посредством сварки. Также могут быть предусмотрены другие способы соединения, например, склеивание.
Проиллюстрированный контейнер 1 имеет на своем верхнем переднем конце открываемый участок 6, выполненный в виде носика. Для того чтобы открыть контейнер 1, необходимо отделить наружный конец указанного открываемого участка 6, тем самым обеспечивая сообщение отсека 5 для продукта с окружающей средой. Наружный конец может быть отделен, например, путем отрезания или отрывания. Таким образом, контейнер 1, в наполненном состоянии, может быть опустошен за счет движения, аналогичного движению при выливании из кувшина.
В целом, желательно, чтобы выбранный материал контейнера состоял из многослойной пленки, содержащей внутренний слой из наполнителя на минеральной основе и связующее из полиолефина. Следует понимать, что также возможно применение других материалов и слоев, таких как газонепроницаемый слой или светонепроницаемый слой.
На чертеже показано, что на заднем конце контейнера 1 предусмотрен отсек 7 для ручки, предназначенный для заполнения газом и формирования ручки. Отсек 7 для ручки ограничен двумя боковыми стенками 2 и периферическим соединительным участком 4.
В проиллюстрированном варианте, отсек 7 для ручки имеет конфигурацию цельного отсека с тремя сегментами, которые все сообщаются друг с другом. Первый сегмент 8 содержит часть, предназначенную для формирования ручки, как таковой. Таким образом, сегмент 8 представляет собой сегмент, который в готовом контейнере обеспечивает заданную функцию, независимо от того, состоит ли он из ручки, как в проиллюстрированном и раскрытом примере, или выполняет какую-либо другую функцию, например, повышает жесткость. Третий сегмент 9 напрямую соединен с первым сегментом 8 и образует узкий канал, который будет описан далее. Второй сегмент 10 напрямую соединен с третьим сегментом 10. Второй сегмент 10, в наиболее простой конфигурации, состоит из зоны, ограниченной участком двух противоположных боковых стенок 2, с предусмотренным входом 11 в виде отверстия в одной из боковых стенок 2. Таким образом, вход 11 образует вход в отсек 7 для ручки, причем через указанный вход 11 в отсек 7 для ручки сообщается с окружающей средой перед заполнением его газом и герметизацией.
Как упомянуто выше, третий сегмент 9 образует узкий канал. Его основная функция состоит в формировании поверхности, на которой может быть расположено средство для герметизации канала после завершения процесса заполнения газом.
Третий сегмент 9 также может быть использован для захвата контейнера 1 для его транспортировки из станции заполнения газом, на которой отсек 7 для ручки был заполнен газом. Отсек для ручки может быть во время такой транспортировки или он может быть перемещен на станцию, на которой происходит герметизация отсека 7 для ручки для задержания в нем поданного газа. Площадь поперечного сечения третьего сегмента 9 значительно меньше площади поперечного сечения первого сегмента 8. Под площадью поперечного сечения в данном случае понимают площадь, которая может быть образована между боковыми стенками перпендикулярно к продольному направлению отсека для ручки.
Третий 9 и второй 10 сегменты отсека 7 для ручки могут быть изнутри оснащены рельефной поверхностью (не показана). Рельефная поверхность может облегчить разделение сопряженных участков боковых стенок при заполнении газом.
В рассматриваемом варианте отсек 7 для ручки с тремя сегментами 8, 9, 10 ориентирован так, что второй сегмент 10 прилегает к верхней части контейнера 1, то есть, участку, через который отсек 5 для продукта контейнера 1 заполняется соответствующим содержимым. Однако, следует понимать, что отсек 7 для ручки может быть ориентирован любым желаемым образом.
Как отмечалось выше, отсек 7 для ручки подлежит заполнению газом для формирования ручки контейнера. Под газом, как правило, понимают воздух, но, очевидно, что также могут быть использованы другие газы. Отсек 7 для ручки имеет такую геометрическую форму и степень заполнения, чтобы он надутом состоянии образовывал легкую для захвата ручку. Благодаря своей геометрической форме и за счет заполнения газом такая ручка также может придавать значительную жесткость контейнеру 1.
Контейнер 1, в центре своей верхней части, имеет наполняющий канал 12, через который отсек 5 контейнера 1 может быть наполнен жидким продуктом. Когда контейнер 1 представляет собой полуфабрикат и предназначен для подачи в качестве заготовки в наполняющую машину, как показано в проиллюстрированном варианте осуществления, наполняющий канал 12 может быть закрыт концевой крышкой 13, которую следует удалить до шага наполнения. После завершения наполнения, наполняющий канал 12 снова герметизируют.
Далее приведена ссылка на фиг. 2, где схематично изображена наполняющая машин 20, на которой обрабатываются контейнеры 1, раскрытого выше типа, то есть, контейнеры сжимаемого типа. Показанная часть наполняющей машины 20 предназначена для обработки контейнеров путем периодической подачи их в поперечном направлении.
Наполняющая машина 20 содержит последовательно расположенные станции, в том числе наполняющую станцию S3 и станцию S5 заполнения газом. Каждая станция может содержать не показанные захваты для удержания контейнера 1 на соответствующей станции. Следует понимать, что станции могут быть объединены с захватами.
В проиллюстрированном варианте осуществления, последовательно расположенные станции включают в себя: станцию S1 загрузки для приема контейнеров, например, из части наполняющей машины, в которую контейнеры были поданы в боковом направлении; станцию S2 открытия для открытия наполняющего канала контейнеров; наполняющую станцию S3 для наполнения отсека для продукта контейнера; станцию S4 герметизации для герметизации заполненного отсека для продукта контейнеров; станцию S5 заполнения газом для надувания отсека для ручки контейнеров; и станцию S6 выгрузки, из которой контейнеры транспортируются для последующей обработки. Контейнер 1, тип которого раскрыт выше со ссылкой на фиг. 1, показан на каждой станции.
Станция S2 открытия может содержать пару чашечных присосов 21, выполненных с возможностью взаимодействия с противоположными участками боковых стенок, ограничивающими наполняющий канал, и отделения противоположных участков боковых стенок за счет отделения чашечных присосов 21.
Наполняющая станция S3 может содержать наполняющую трубку 22, соединенную с источником 23 жидкого продукта через клапан 24 для продукта. Наполняющая трубка 22 выполнена с возможностью вставки в наполняющий канал контейнера 1 после открытия наполняющего канала на предыдущей станции S3 открытия.
Станция S4 герметизации может содержать пару герметизирующих зажимов 25, причем по меньшей мере один из них содержит первый герметизирующий элемент 26, который может быть постоянно нагрет. Герметизирующие зажимы 25 могут быть выполнены с возможностью взаимодействия с контейнером 1, находящимся на станции S3 герметизации так, что первый герметизирующий элемент 26 обеспечивает на контейнере герметизирующий шов, закрывающий наполняющий канал, после того как отсек для продукта был заполнен на предыдущей наполняющей станции S3, и тем самым герметизирует отсек для продукта. Герметизирующие зажимы 25 могут быть встроены в захват или могут формировать указанный захват, удерживающий контейнер 1 на станции S4 герметизации.
В проиллюстрированном варианте станция S5 заполнения газом содержит сопловой блок 27, соединенный с двумя источниками 28 сжатого газа. Сопловой блок 27 содержит блок 29 управления, сопло 30 и упор 31, напротив которого с возможностью перемещения расположено сопло 30, для зажатия контейнера 1 и прикладывания сопла 30 поверх входа отсека для ручки. Сопло 30 и упор 31 могут быть встроены в захват, удерживающий контейнеры на станции S5 заполнения газом. Станция S5 заполнения газом будет подробно раскрыта далее.
Наполняющая машина 20 дополнительно содержит транспортировочный блок 40. В проиллюстрированном варианте транспортировочный блок 40 выполнен с возможностью транспортировки контейнеров 1 периодически в поперечном направлении, в направлении, обозначенном стрелкой Р1, и предназначен для захвата контейнеров 1 в их верхней части так, что контейнеры оказываются подвешенными в транспортировочном блоке 40. Контейнеры периодически перемещаются в последовательно расположенные станции, то есть, контейнеры поочередно перемещаются от одной станции к другой.
Транспортировочный блок содержит захватные элементы 41 для излечения контейнера 1 из расположенной выше по потоку станции и перемещения его в соседнюю станцию, расположенную ниже по потоку.
Транспортировочный блок 40 установлен на вращающихся держателях 42. Каждый держатель 42 содержит плечо 43, которое своим концом 44, обращенным в сторону от центра С вращения держателя 42, шарнирно установлено в подшипниках в транспортировочном блоке 40. Это обеспечивает возможность сообщения кругового движения транспортировочному блоку 40 и, в частности, возможность циклического движения каждого из захватных элементов 41 вдоль круговой, бесконечной траектории между позицией взятия и позицией доставки.
Каждый из захватных элементов 41 может содержать пару зажимов, причем указанные зажимы установлены с возможностью движения напротив друг друга для зажатия верхнего участка контейнера.
Транспортировочный блок 40 может, например, содержать пневматические, гидравлические и/или механические средства (не показаны) для управления указанной парой зажимных губок.
На чертеже, захватные элементы 41 показаны в открытом положении.
Захватный элемент 41, выполненный с возможностью извлечения контейнера из станции S5 заполнения газом и транспортировки его к станции S6 выгрузки, может, как в проиллюстрированном варианте, дополнительно содержать газоуплотнительный блок 46, встроенный в него. Газоуплотнительный блок 46 содержит герметизирующий элемент 47, предназначенный для обеспечения в контейнере 1 герметизирующего шва, который задерживает газ, введенный в отсек 7 для ручки. Альтернативно, газоуплотнительная станция может быть встроена в станцию заполнения газом или дополнительная станция для обеспечения герметизирующего шва может быть предусмотрена в виде соседней станции, расположенной ниже по потоку относительно станции S5 заполнения газом. Станция S5 заполнения газом будет подробно раскрыта далее со ссылкой на фиг. 3, на которой схематично проиллюстрировано устройство 50, расположенное в станции S5 заполнения газом для заполнения газом отсека для ручки контейнера, тип которого раскрыт выше.
В проиллюстрированном варианте устройство 50 содержит сопловой блок 27, соединенный с двумя источниками 28 сжатого газа. Сопловой блок 27 содержит упор 31, сопло 30 и блок 29 управления.
Сопло 30 соединено с блоком 29 управления, который, в свою очередь, соединен с двумя источниками 28 сжатого газа.
Сопло 30 и упор 31 установлены с возможностью движения друг к другу так, то указанный второй сегмент отсека для ручки контейнера может быть зажат между ними, при этом вход указанного второго сегмента обращен к соплу 30. Следует понимать, что один из следующих элементов: сопло 30 или упор 31, может быть установлен неподвижно.
Далее приведена ссылка на фиг. 4 и 5, на которых проиллюстрирован вариант осуществления сопла 30 и упора 31.
Сопло 30, показанное на фиг. 4, содержит цилиндрический корпус 51 с центральным проходом 52, который заканчивается выходом 53 со скошенной периферической поверхностью 54 для доставки газа в отсек для ручки контейнера. Выход 53 окружен кольцевой канавкой 55, причем радиально снаружи относительно указанной кольцевой канавки 55 предусмотрена поверхность 56 контакта. Поверхность 56 контакта окружена периферическим кольцом 57.
Упор 31, показанный на фиг. 5, содержит корпус 60 с выемкой 61, предусмотренной в его верхней поверхности. Выемка 61 частично окружена приподнятой, С-образной опорной поверхностью 62, ограничивающей боковое отверстие 63 к указанной выемке 61.
Устройство 50 дополнительно содержит не показанное подвижное средство для относительного перемещения сопла 30 и упора 31 друг к другу так, что поверхность 56 контакта сопла 30 упирается в опорную поверхность 62 упора 30 для зажатия контейнера. Такое подвижное средство может содержать пневматическое, гидравлическое, электрическое или механическое средство или другое подобное средство.
Устройство 50 предназначено для заполнения газом указанного отсека для ручки контейнеров посредством соплового блока 27, выполненного с возможностью доставки газа в отсек для ручки через указанный вход для установления в нем целевого давления РТ и, тем самым, надувания указанного отсека для ручки. Контейнер изготовлен из материала контейнера, имеющего достаточную прочность для того, чтобы отсек для ручки мог сохранять свой объем после достижения целевого давления и больше не расширялся.
В частности, сопловой блок 27 предназначен для надувания отсека 7 для ручки контейнера 1, раскрытого выше со ссылкой на фиг. 1, за счет подачи первого газового потока Q1 под первым давлением P1 последующей подачи второго газового потока Q2 под вторым давлением Р2, которое меньше указанного первого давления P1 и соответствует указанному целевому давлению РT.
Для этого, блок 29 управления соплового блока 27 предназначен для управления подачей газа. В проиллюстрированном варианте, блок 29 управления выполнен с возможностью выборочного соединения сопла 30 с двумя отдельными источниками 28 сжатого газа. Первый из указанных источников 28 сжатого газа предназначен для подачи первого газового потока Q1 под указанным первым давлением P1, а второй из указанных источников 28 сжатого газа предназначен для подачи второго газового потока Q2 под указанным вторым давлением Р2. Блок 29 управления может, в качестве неограничивающего примера, содержать клапанный элемент, выполненный с возможностью переключения между указанным первым и вторым газовыми потоками в ответ на заданный параметр, такой как сигнал, созданный в соответствии с предварительно заданным временным планом, или сигналы из процессора, датчика или другого подобного устройства.
Блок 29 управления альтернативно может быть соединен с одним источником газа и также содержать контроллер или регулятор, предназначенный для преобразования электронного входного сигнала в пропорциональное выходное давление, для доставки первого и второго газового потока под указанным первым и вторым давлением, соответственно.
Сопловой блок 27 предназначен для доставки указанного первого газового потока Q1 в течение периода времени, необходимого для подачи газа в объеме, достаточном для расширения ручки, то есть, первого сегмента 8 указанного отсека 7 для ручки, до надутого состояния, но недостаточном для достижения в нем указанного целевого давления РT.
Последующая доставка указанного второго газового потока Q2 под указанным вторым давлением Р2 приводит к установлению целевого давления РT внутри ручки. После установления целевого давления РT, возникнет состояние равновесия, препятствующее утечке, поскольку подача второго газового потока Q2 под указанным вторым давлением Р2, соответствующим указанному целевому значению РT, является недостаточной для дальнейшего расширения объема ручки. Было обнаружено, что утечка практически устранена благодаря наличию сопла 30 и конструкции упора 31, как раскрыто выше со ссылкой на фиг. 4 и 5.
Количество газа, поступающего в отсек 7 для ручки в ходе выполнения шага обеспечения первого газового потока Q1, может соответствовать 5-75 весовым процентам от общего количества газа, поступающего в отсек 7 для ручки в ходе выполнения шага обеспечения первого газового потока Q1 и шага обеспечения второго газового потока Q2. Для ускорения операции заполнения газом целесообразно подать как можно больше газа в ходе шага обеспечения первого газового потока Q1, причем верхний предел в 75% может быть использован для гарантирования того, что отсек 7 для ручки не будет переполнен газом в ходе выполнения данного шага. Если время, имеющееся для проведения операции по заполнению газом, позволяет, то можно подать меньшее количество газа в ходе шага обеспечения первого газового потока Q1, для дополнительной гарантии того, что не произойдет переполнение газом.
Далее со ссылкой на фиг. 6а-6d будет описан один из вариантов осуществления предлагаемого способа обработки контейнеров сжимаемого типа в наполняющей машине 20, тип которой раскрыт выше со ссылкой на фиг. 2.
Согласно предлагаемому способу, контейнеры периодически перемещаются в последовательно расположенные станции. Таким образом, каждый контейнер перемещается поочередно от каждой станции к следующей станции. Станции скомпонованы так, чтобы работать параллельно, то есть, когда один из контейнеров обрабатывается на одной из станций, другие контейнеры обрабатываются на других станциях.
Как показано на фиг. 6а, транспортировочный блок 40 был приведен в действие за счет вращения держателей 42, в результате чего захватные элементы 41 были перенесены вдоль соответствующей круговой траектории в сопряженную с ними станцию, расположенную выше по потоку. Также, захватные элементы 41 были переведены в закрытое положение для зажатия контейнера 1, находящегося на соответствующей станции.
Каждый захватный элемент 41 извлекает сопряженный с ним контейнер 1 на соответствующей станции, то есть, незаполненный контейнер 1, находящийся в плоском состоянии, извлечен на станции S1 загрузки; контейнер 1, имеющий открытый наполняющий канал, извлечен на станции S2 открытия; контейнер 1, наполненный жидким продуктом, извлечен на наполняющей станции S3; контейнер 1, оснащенный герметизирующим швом, закрывающим наполняющий канал, извлечен на станции S4 герметизации; и контейнер 1, имеющий заполненный газом отсек 7 для ручки, извлечен на станции S5 заполнения газом.
Как показано на фиг. 6b, держатели 42 вращаются в направлении, обозначенном стрелкой Р2, причем каждый извлеченный контейнер 1 транспортируется к сопряженной соседней, расположенной ниже по потоку станции вдоль соответствующей круговой траектории движения. Как указано, станциями управляют так, чтобы обеспечить возможность извлечения соответствующего контейнера, а также обеспечить возможность приема нового контейнера. Для этого, чашевидные присосы 21 были отключены и отделены; герметизирующие зажимы 25 были разделены; а сопло 30 было отделено от упора 31. Как раскрыто выше, во время транспортировки контейнера 1 в захватном элементе 41 от станции S заполнения газом к станции S6 разгрузки, газоуплотнительный блок 46, встроенный в сопряженный с ним захватный элемент 41, обеспечивает в контейнере 1 герметизирующий шов, который задерживает газ, введенный в отсек 7 для ручки.
Как показано на фиг. 6с, держатели 42 непрерывно вращаются в направлении Р2 для позиционирования захватных элементов 41 на соответствующих расположенных ниже по потоку станциях. На соответствующей станции, могут быть задействованы не показанные на чертежах захваты для удержания контейнера 1, транспортируемого к соответствующей станции.
Кроме того, выполнение герметизирующего шва посредством газоуплотнительного блока 46, встроенного в захватный элемент согласно проиллюстрированному варианту осуществления, завершается, когда контейнер 1, транспортируемый указанным захватным элементом 41, достигает станции S6 выгрузки.
В случае если не показанные захваты задействованы для удержания контейнеров на соответствующих станциях, захватные элементы 41 могут быть открыты для того, чтобы, тем самым, завершить транспортировку и доставку сопряженных контейнеров.
Продолжая вращать держатели 42 в направлении Р2, как показано на фиг. 6d, можно переместить захватные элементы 41 в соответствующую позицию взятия для инициирования нового цикла извлечение-транспортировка-доставка, с одновременным выполнением сопряженной операции на соответствующей станции. Как можно видеть на чертеже, на станцию S1 загрузки подан новый контейнер.
Согласно предлагаемому в настоящем изобретении способу, сопряженные операции предусматривают по меньшей мере наполнение отсека для продукта на наполняющей станции и заполнение газом отсека для ручки на станции заполнения газом. Как уже было упомянуто, эти операции выполняются параллельно.
На наполняющей станции S3, жидкий продукт доставляют в отсек для продукта контейнера 1 посредством наполняющей трубки 22, вставленной в наполняющий канал контейнера 1. Жидкий продукт подают из источника 23 жидкого продукта с помощью клапана 24 для продукта. Клапан 24 для продукта может иметь управление по времени. Альтернативно, клапанным средством можно управлять на основании входных данных, принятых из расходомера, или любых других входных данных, указывающих на количество жидкого продукта, передаваемого в отсек для продукта контейнера 1.
Как упомянуто выше, отсек 7 для ручки контейнера 1, расположенного на станции S5 заполнения газом, заполняется газом, а отсек для продукта контейнера 1, расположенного на наполняющей станции S3, наполняется жидким продуктом. Заполнение газом отсека 7 для ручки должно происходить с высокой надежностью, а также с высокой скоростью. Время, имеющееся для завершения операции заполнения газом, определяется временем, требуемым для завершения операции наполнения жидким продуктом, для гарантирования того, чтобы операция заполнения газом не ограничивала производительность наполняющей машины.
Для обеспечения высокой надежности и высокой скорости операции заполнения газом, операция заполнения газом осуществляется в ходе двухступенчатого процесса, который будет раскрыт далее со ссылкой на фиг. 7а, 7b и фиг. 8а-8с.
На фиг. 7а участок контейнера 1 раскрытого выше типа расположен между соплом 30 и упором 31 устройства 50. Как видно из чертежа, контейнер 1 наполняется на этой станции продуктом, но следует понимать, что заполнение газом отсека 7 для ручки может, в качестве альтернативы, происходить до наполнения контейнера продуктом. Таким образом, станция S5 заполнения газом может быть расположена выше по потоку относительно наполняющей станции S3.
Сопло 30 и упор 31 показаны более подробно на фиг.8а, при этом на данном чертеже также проиллюстрирована ориентация второго сегмента 10 контейнера 1, при которой его вход 11 в отсек для ручки обращен к соплу 30.
На фиг. 8b, сопло 30 и упор 31 сведены друг к другу, обеспечивая зажатие контейнера 1 за счет прижатия поверхности 56 контакта сопла 30 к опорной поверхности 62 упора 31. Упор 31 расположен так, что его боковое отверстие 63 выровнено с третьим сегментом 9 отсека 7 для ручки (не показано).
На фиг. 7b показано сопло 31 и упор 30, сведенные друг к другу и управляемые для заполнения газом отсека 7 для ручки. Как было объяснено ранее, сопловой блок 27 выполнен так, чтобы сначала обеспечить доставку первого газового потока Q1 под первым давлением Р1, достаточным для надувания отсека 7 для ручки, но не достаточным для достижения целевого давления РT внутри отсека 7 для ручки, и далее обеспечить доставку второго газового потока Q2 под вторым давлением Р2, соответствующим целевому давлению РT, для установления указанного целевого давления РT внутри отсека 7 для ручки. Доставкой газа управляют с помощью блока 29 управления. Первое давление P1 может находиться в диапазоне 1-7 бар или более, предпочтительно 1,8-3,5 бар выше атмосферного давления. Второе давление Р2 может находиться в диапазоне 0,3-2 бар и более предпочтительно примерно 0,5-1 бар выше атмосферного давления.
На фиг. 8с показано сопло и упор 31, зажимающие контейнер 1 во время доставки газа. Выемка 61, предусмотренная в упоре 31, совместно со скошенной периферической поверхностью 54, образующей выемку и окружающей выход 53 центрального прохода 52, предусмотренного в сопле 30, приводит к тому, что противоположные участки боковых стенок контейнера 1, задающие второй сегмент 10 отсека 7 для ручки, раздуваются в противоположных направлениях в ответ на введение газа в отсек 7 для ручки через вход 11. Сопло 31 может быть оснащено дополнительным проходом (не показан), соединяющим кольцевую канавку 55 с окружающей средой и способствующим дальнейшему раздуванию участка боковых стенок, обращенного к соплу 31, в направлении к соплу 31 в ответ на подачу газа.
Как раскрыто выше, третий сегмент 9 отсека 7 для ручки выровнен с боковым отверстием 63 в упоре 31, в результате чего газ, входящий во второй сегмент 10 отсека 7 для ручки, свободно входит и надувает указанный третий сегмент 9 и свободно дальше проходит в первый сегмент 8.
Как раскрыто выше, сопловой блок 27 предназначен для того, что обеспечить сначала доставку первого газового потока Q1 под первым давлением Р1 и затем доставку второго газового потока Q2 под вторым давлением Р2, которое ниже первого давления P1. Первый газовый поток Q1 используется для надувания отсека 7 для ручки, а второй газовый поток Q2 используется для установления целевого давления РT внутри отсека 7 для ручки.
В результате, благодаря первому газовому потоку Q1 высокого давления, используемому для внезапного повышения давления, обеспечивается надувание отсека 7 для ручки с высокой скоростью.
Риск разрыва или взрыва отсека 7 для ручки из-за переполнения газом снижается за счет последующей подачи второго газового потока Q2 под вторым давлением Р2, соответствующим желаемому целевому давлению PT.
Объем отсека 7 для ручки в надутом состоянии может быть равен 5-10 см3, причем первый газовый поток Q1 может быть подан в течение времени в диапазоне от 20 до 150 мс. Время, требуемое для установления целевого давления РT с помощью второго газового потока Q2, может составлять от 0,2 до 1 с.
В опытах, проведенных с контейнерами, имеющими отсек для ручки с объемом надувания в 7 см3, при использовании раскрытого выше устройства для заполнения газом, содержащего сопло и упор, первый газовый поток Q1 подавали в течение 50 мс под давлением в 5 бар, затем обеспечили доставку второго газового потока Q2 под давлением в 1 бар. Процент успешных попыток выполнения процесса заполнения газом составил 99,9%.
После достижения целевого давления РT, отсек 7 для ручки герметизировали с помощью газоуплотнительного блока 46.
На фиг. 9 и фиг. 10 схематично проиллюстрирован шаг герметизации отсека для ручки с помощью герметизирующего блока 46 в способе согласно одному из предпочтительных вариантов осуществления настоящего изобретения. Герметизирующий блок 46 содержит герметизирующий зажим 48, установленную с возможностью движения для взаимодействия с контейнером 1, для обеспечения герметизирующего шва 14, который задерживает газ, поданный в отсек 7 для ручки. В частности, герметизирующий зажим 48 предназначен для взаимодействия с третьим сегментом 9 отсека 7 для ручки для обеспечения герметизирующего шва 14, проходящего поперечно через указанный третий сегмент 9, что показано на фиг. 11.
Герметизирующий зажим 48 содержит нагреваемый герметизирующий элемент 47, расположенный рядом с ненагреваемой частью 49, изготовленной из материала с низкой теплопроводностью, например, полиэфирэфиркетона ПЭЭК (РЕЕК). Ненагреваемая часть 49 ориентирована так, что она обращена к стороне высокого давления отсека 7 для ручки, как показано на фиг. 10.
Герметизирующий шов 14 получают с помощью герметизирующего элемента 47, при этом ненагреваемая часть 49 обеспечивает, что герметизирующий шов 14 во время формирования не подвергается воздействию сжатого газа.
Раскрытый выше газоуплотнительный блок 46 может быть предусмотрен в транспортировочном блоке, предназначенном для извлечения контейнера из станции заполнения газом. Альтернативно, герметизирующий блок может быть расположен в станции заполнения газом или в расположенной ниже по потоку станции, отдельной от станции заполнения газом.
Следует понимать, что настоящее изобретение не ограничивается представленными вариантами осуществления. Соответственно, возможны различные модификации и изменения, подпадающие под объем защиты настоящего изобретения, заданный исключительно прилагаемой формулой изобретения.










В способе используют последовательно расположенные наполняющую контейнеры станцию и станцию заполнения их газом. Контейнеры периодически перемещают в последовательно расположенные станции для подачи на наполняющей станции жидкого продукта в отсек для продукта и подачи на станции заполнения газом газа в отсек для ручки. Станциями управляют так, что жидкий продукт поступает в отсек для продукта одного из контейнеров, а газ поступает в отсек для ручки в другой контейнер. На станции заполнения газом подают соплом в отсек для ручки через вход первый газовый поток под первым давлением, затем подают второй газовый поток под вторым давлением, которое ниже первого давления, для установления целевого давления внутри отсека для ручки. При этом перед подачей газа сопло устанавливают поверх входа и зажимают контейнер посредством относительного движения сопла и упора по направлению друг к другу. Изобретение обеспечивает повышение производительности, качества и упрощение процесса заполнения. 6 з.п. ф-лы, 17 ил.
1. Способ обработки контейнеров (1) сжимаемого типа в наполняющей машине (20), содержащей последовательно расположенные станции (S1, S2, S3, S4, S5, S6), включающие в себя наполняющую станцию (S3) и станцию (S5) заполнения газом,
причем каждый контейнер (1) имеет две гибкие противоположные боковые стенки (2), ограничивающие отсек (5) для продукта, сообщающийся с окружающей средой через наполняющий канал (12), и отдельный отсек (7) для ручки, сообщающийся с окружающей средой через вход (11), расположенный в одной из двух боковых стенок (2), данный способ содержит следующее:
периодически перемещают контейнеры (1) к последовательно расположенным станциям (S1, S2, S3, S4, S5, S6),
на наполняющей станции (S3) подают жидкий продукт в отсек (5) для продукта с помощью наполняющей трубки (22), вставленной в наполняющий канал (12) контейнера (1), и
на станции (S5) заполнения газом подают газ в отсек (7) для ручки, что содержит следующее:
прикладывают сопло (30) поверх входа (11) путем относительного движения сопла (30) и упора (31) по направлению друг к другу, таким образом зажимая контейнер (1) с обращенным к соплу (30) входом (11), и
затем подают газ через сопло (30),
причем наполняющей станцией (S3) и станцией (S5) заполнения газом управляют так, что жидкий продукт поступает в отсек (5) для продукта одного из контейнеров (1), находящегося на наполняющей станции (S3), в то время как газ поступает в отсек (7) для ручки другого из контейнеров (1), находящегося на станции (S5) заполнения газом, отличающийся тем, что шаг подачи газа на станции (S5) заполнения газом содержит следующее:
обеспечивают первый газовый поток (Q1) под первым давлением (Р1) и подводят указанный первый газовый поток (Q1) из сопла (30) в отсек (7) для ручки через указанный вход (11), и
затем обеспечивают второй газовый поток (Q2) под вторым давлением (Р2), которое ниже указанного первого давления (Р1), и подводят указанный второй газовый поток (Q2) из сопла (30) в отсек (7) для ручки через указанный вход (11) для установления целевого давления (РТ) внутри указанного отсека (7) для ручки, соответствующего указанному второму давлению (Р2).
2. Способ по п. 1, в котором в ходе выполнения шага обеспечения первого газового потока (Q1) в отсек для ручки подводят количество газа, достаточное для его надувания, но недостаточное для достижения указанного целевого давления (РТ).
3. Способ по п. 1 или 2, в котором в ходе выполнения шага обеспечения первого газового потока (Q1) в отсек (7) для ручки подводят количество газа, соответствующее 5-75 масс. % от общего количества газа, подводимого в отсек (7) для ручки в ходе выполнения шага обеспечения первого газового потока (Q1) и шага обеспечения второго газового потока (Q2).
4. Способ по любому из пп. 1-3, в котором первый газовый поток (Q1) подают с первым давлением (P1) в диапазоне 1-7 бар, а более предпочтительно - в диапазоне 1,8-3,5 бар выше атмосферного давления.
5. Способ по любому из пп. 1-4, в котором второй газовый поток (Q2) подают со вторым давлением (Р2) в диапазоне 0,3-2 бар, а более предпочтительно - в диапазоне 0,5-1 бар выше атмосферного давления.
6. Способ по любому из пп. 1-5, дополнительно содержащий герметизацию отсека (7) для ручки после достижения целевого давления (РТ).
7. Способ по п. 6, в котором указанную герметизацию осуществляют с помощью герметизирующего зажима (48), содержащего нагреваемый герметизирующий элемент (47) и ненагреваемую часть (49) с низкой теплопроводностью, причем герметизирующий зажим (48) взаимодействует с отсеком (7) для ручки в целях обеспечения герметизирующего шва (14), который задерживает газ, заполняющий отсек (7) для ручки, причем ненагреваемая часть (49) герметизирующего зажима (48) расположена так, что она обращена к находящейся под давлением стороне отсека (7) для ручки.
| КОЛЬЦЕВОЙ СТАБИЛИЗАТОР ФОРСАЖНОЙ КАМЕРЫ АВИАЦИОННОГО ДВИГАТЕЛЯ | 2022 |
|
RU2781459C1 |
| US 4049854 A1, 20.09.1977 | |||
| ЕА201070408 A1,30.08.2010 | |||
| ЗАГОТОВКА КОНТЕЙНЕРА И ИЗГОТОВЛЕННЫЙ ИЗ НЕЕ КОНТЕЙНЕР | 2004 |
|
RU2343094C2 |

