Изобретение относится к области машиностроения, конкретно к устройствам для доводки поверхностей торцового уплотнения в горловинах металлокомпозитных баллонов с цилиндрической резьбой (например, метрической) преимущественно с лейнерами из алюминиевых сплавов.
Обработку поверхностей торцового уплотнения и отверстия под резьбу в горловинах лейнеров металлокомпозитных баллонов при большой номенклатуре изделий в условиях серийного производства выполняют на универсальных токарно-винторезных станках с одной установки. Поэтому соосность этих поверхностей будет достаточно высокой. Резьбу в отверстии нарезают или накатывают метчиком с другой установки. При этом возможно появление перекоса оси резьбовой поверхности относительно поверхностей торцового уплотнения. В результате при установке ответной детали с торцовым уплотнением на резьбовую поверхность отверстия (например, заглушка или вентиль) не будет достигнуто полное прилегание торцовой поверхности присоединяемой детали к торцу горловины баллона вследствие отсутствия перпендикулярности оси резьбовой поверхности относительно торца горловины. Поэтому при большом давлении газа в баллоне возможно выдавливание уплотнения (кольцо резиновое) через образующийся зазор. При этом работоспособность баллона будет нарушена.
Кроме того в процессе изготовления баллона возможно появление дополнительных дефектов на поверхностях торцового уплотнения при многократных сменах технологической оснастки на операциях технологического процесса (испытание лейнера пробным давлением; намотка, подсушка, полимеризация композита; испытание баллона пробным давлением; клеймение ударным способом на торце металлической части горловины баллона номера баллона/партии, года изготовления), а также при проведении погрузочно-разгрузочных работ.
Поэтому все баллоны перед сдачей потребителю контролируют на наличие неполного прилегания торца ответной детали (вентиль или заглушка) к торцу горловины баллона. Для этого в горловину вворачивают контрольную пробку до упора ее торца в торец горловины и щупом определяют величину зазора между торцом пробки и торцом горловины. Для нормальной работы уплотнения зазор не должен превышать 0,05 мм. При большей величине зазора дорабатывают поверхности торцового уплотнения предлагаемым устройством.
Известно устройство для доводки торцовых поверхностей ступенчатых деталей (смотри Авторское свидетельство 624779 В24В 37/04), содержащее режущий инструмент в виде притира и механизм, обеспечивающий вращательное и возвратно-поступательное прямолинейное движение обрабатываемой детали.
Недостатком этого устройства является сложность конструктивного исполнения.
Известны устройства для обработки внутренних торцов, прилегающих к отверстию корпусных деталей (смотри Патенты RU 2381090 С2 В23В 29/034, RU 2353478 C1 В23В 29/034), содержащие режущий инструмент в виде вращающихся зенковок или цековок, позиционируемых относительно обрабатываемых поверхностей с помощью автооператора.
Эти устройства также имеют сложное конструктивное исполнение.
В качестве прототипа принято устройство для устранения течи воды в запорном узле водоразборного крана путем обработки поверхности торцового уплотнения вращающимся режущим инструментом, размещенном в корпусе, контактирующим с цилиндрической поверхностью посадочного резьбового гнезда корпуса крана. При этом достигается перпендикулярность поверхности торцового уплотнения относительно цилиндрической поверхности посадочного резьбового гнезда корпуса крана и устраняются все дефекты, образовавшиеся на ней в процессе эксплуатации крана.
В результате восстанавливается работоспособность водоразборного крана.
Недостатком этого устройства является то, что оно не может быть использовано для доводки поверхностей торцового уплотнения у горловин металлокомпозитных баллонов.
Целью предлагаемого технического решения является создание простого устройства для доводки поверхностей торцового уплотнения у горловин металлокомпозитных баллонов с цилиндрической резьбой преимущественно с лейнерами из алюминиевых сплавов для повышения их качества.
Поставленная цель достигается тем, что в предлагаемом устройстве корпус с режущим инструментом размещен на оси и снабжен рукоятками вращения, а ось снабжена на конце резьбовой поверхностью, соответствующей резьбовой поверхности отверстия изделия.
Поставленная цель достигается также тем, что режущий инструмент выполнен в виде резцов в количестве не менее двух симметрично размещенных в пазах корпуса с режущей кромкой соответствующей профилю поверхностей торцового уплотнения.
Поставленная цель достигается также тем, что ось снабжена ограничителем осевого перемещения корпуса, резьбовой поверхностью, разрезной гайкой на резьбовой поверхности, упорным подшипником между корпусом и разрезной гайкой, рукояткой.
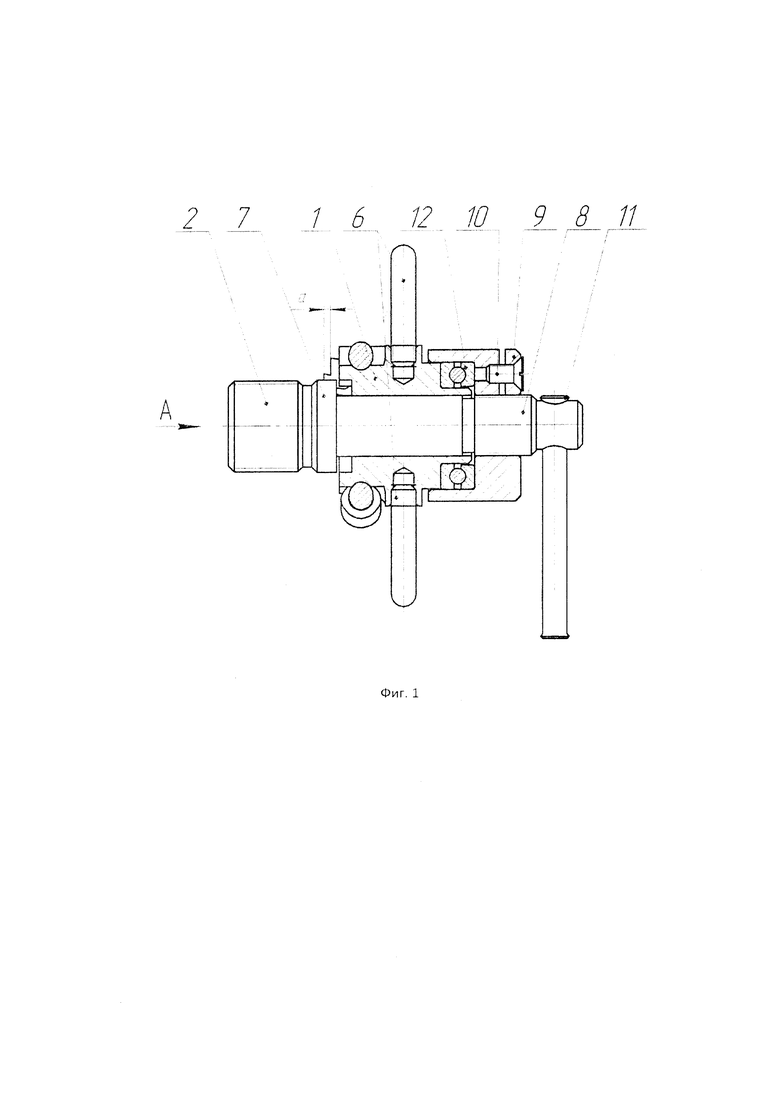
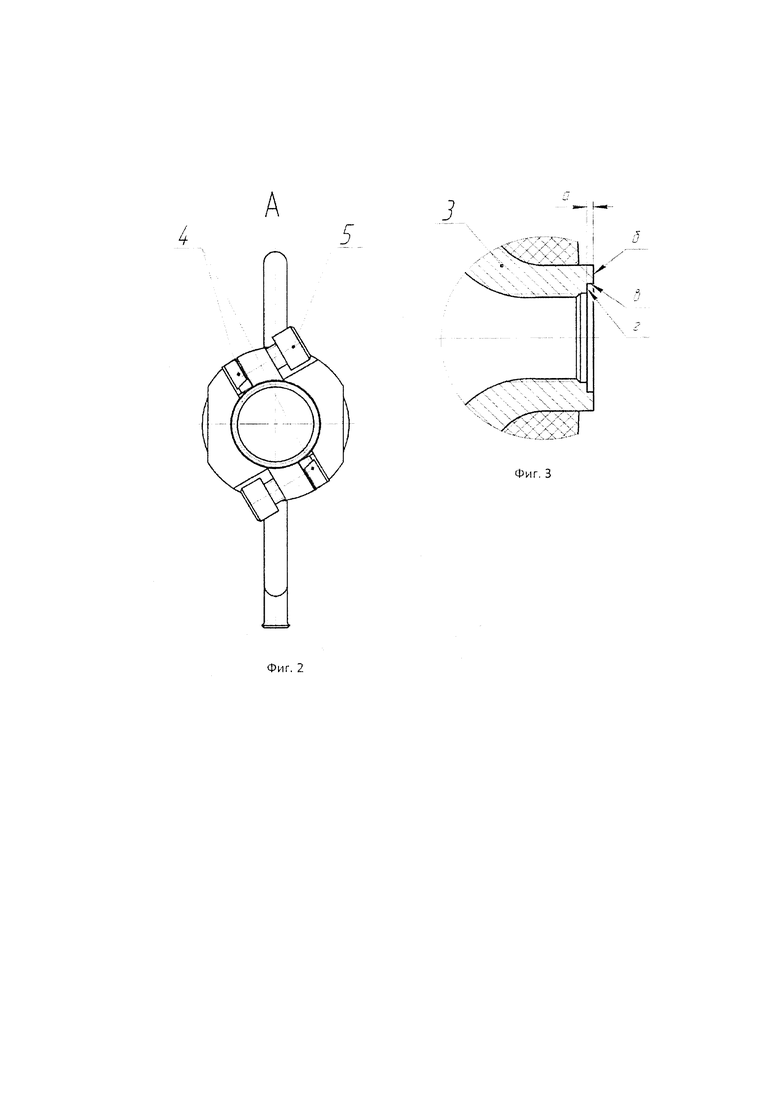
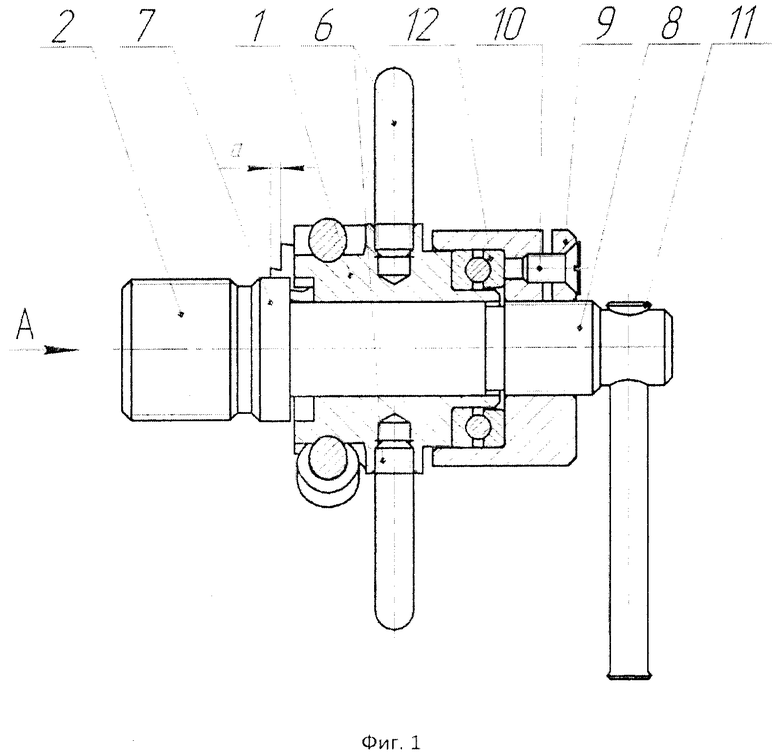
На Фиг. 1 представлен общий вид устройства, на Фиг. 2 вид по стрелке А на Фиг. 1, на Фиг. 3 горловина металлокомпозитного баллона с резьбовым отверстием и поверхностями торцового уплотнения, подлежащими доводке.
Устройство содержит корпус 1 установленный на оси 2 с резьбовым концом, вворачиваемым до упора в резьбовое отверстие горловины баллона 3. В корпусе 1 выполнены пазы, в которых размещены резцы 4 с режущей кромкой соответствующей профилю торцовых поверхностей уплотнения. Резцы в пазах зафиксированы нажимными винтами 5. В резьбовые отверстия корпуса 1 ввернуты рукоятки вращения 6.
Ось снабжена ограничителем осевого перемещения корпуса 1, выполненным в виде бурта 7, резьбовой поверхностью 8 для размещения разрезной гайки 9 с рифлениями на наружной поверхности с винтом 10, рукояткой 11. Между корпусом 1 и гайкой 9 установлен упорный подшипник 12.
Бурт 7 на оси 2 не позволяет соскользнуть корпусу 1 с оси при установке ее в горловину баллона 3.
Разрезная гайка 9 с рифлениями на наружной поверхности при вращении вручную на резьбовой поверхности оси 2 осуществляет осевую подачу корпуса 1 с резцами 4 при доводке поверхностей торцового уплотнения.
Упорный подшипник 12 между корпусом 1 и разрезной гайкой 9 служит для уменьшения трения при вращении гайки относительно корпуса.
Рукоятки 6 позволяют вращать корпус с резцами вручную, что обеспечивает предельную простоту устройства.
Винт 10 позволяет устранить люфт в резьбовом соединении гайки 9 с осью 2 и повысить качество доводки поверхностей.
Резцы 4, симметрично расположенные в пазах корпуса, в количестве не менее двух обеспечивают равномерность процесса резания металла и достижение необходимого качества при доводке поверхностей.
Работу с использованием устройства осуществляют следующим образом.
Перед началом работы резцы 4 затачивают и выверяют таким образом, чтобы при работе устройства осуществлялась обработка поверхностей торцового уплотнения б, в и г и выдерживался с необходимым допуском размер а.
Вначале с помощью рукоятки 11 вворачивают до упора резьбовой конец оси 2 в резьбовое отверстие горловины баллона 3.
С помощью винта 10 выбирают люфты в резьбовом соединении гайки 9 с осью 2.
Затем с помощью гайки 9 подводят резцы 4 до соприкосновения с дорабатываемыми поверхностями торцового уплотнения у горловины баллона 3.
За рукоятки 6 вращают корпус 1 и одновременно при вращении гайки 9 выполняют осевую подачу корпуса с резцами, осуществляя доводку поверхностей торцового уплотнения у горловины баллона. В результате достигается перпендикулярность оси резьбы торцовой поверхности горловины.
После окончания доводки поверхностей с помощью рукоятки 11 выворачивают ось 2 из резьбового отверстия горловины.
С помощью контрольной пробки и щупа контролируют величину зазора между торцом пробки и торцом горловины. При неудовлетворительных результатах (зазор больше 0,05 мм) доработку повторяют.
Предлагаемое устройство отличается простотой и его успешно используют в процессе изготовления металлокомпозитных баллонов с лейнерами из алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2017 |
|
RU2673927C1 |
| УСТРОЙСТВО ВЕРТИКАЛЬНОГО КРЕПЛЕНИЯ БАЛЛОНОВ В ПЕРЕДВИЖНЫХ ГАЗОБАЛЛОННЫХ УСТАНОВКАХ | 2015 |
|
RU2683049C2 |
| СТАНОК ДЛЯ РАСКАТКИ ТРУБ | 2018 |
|
RU2702526C1 |
| Адаптер для баллона высокого давления | 2018 |
|
RU2696785C1 |
| Стенд для испытаний баллонов гидравлическим давлением | 2017 |
|
RU2696814C1 |
| ГАЗОВЫЙ БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2017 |
|
RU2696655C2 |
| Баллон высокого давления для подводных аппаратов | 2024 |
|
RU2839789C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2016 |
|
RU2635009C1 |
| БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ | 2018 |
|
RU2708013C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
Устройство содержит ось с резьбовой поверхностью на конце, соответствующей резьбовой поверхности отверстия баллона, размещенный на оси и содержащий рукоятки для вращения корпус с режущим инструментом в виде симметрично размещенных в пазах корпуса резцов с режущей кромкой, соответствующей профилю поверхностей торцового уплотнения. Количество резцов может быть выбрано не менее двух. Устройство может быть снабжено ограничителем осевого перемещения корпуса, разрезной гайкой, установленной на резьбовой поверхности, выполненной на конце оси, упорным подшипником, установленным между корпусом и разрезной гайкой, и рукояткой, соединенной с осью. Достигается повышение качества баллона за счет обеспечения плотного прилегания торцов горловины баллона и вентиля. 2 з.п. ф-лы, 3 ил.
.
1. Устройство для обработки поверхностей торцового уплотнения на горловине металлокомпозитного баллона с цилиндрической резьбовой поверхностью отверстия, содержащее ось с резьбовой поверхностью на конце, соответствующей резьбовой поверхности отверстия баллона, размещенный на оси и содержащий рукоятки для вращения корпус с режущим инструментом в виде симметрично размещенных в пазах корпуса резцов с режущей кромкой, соответствующей профилю поверхностей торцового уплотнения.
2. Устройство по п. 1, отличающееся тем, что количество резцов выбрано не менее двух.
3. Устройство по п. 1, отличающееся тем, что оно снабжено ограничителем осевого перемещения корпуса, разрезной гайкой, установленной на резьбовой поверхности, выполненной на конце оси, упорным подшипником, установленным между корпусом и разрезной гайкой, и рукояткой, соединенной с осью.
| Инструмент для обработки глубоких отверстий | 1976 |
|
SU643252A1 |
| Инструмент для зачистки заусенцев и снятия фасок | 1988 |
|
SU1720808A1 |
| СПОСОБ ПЕРЕРАБОТКИ НИКЕЛЬ-КОБАЛЬТОВОГО КОНЦЕНТРАТА | 2002 |
|
RU2226226C1 |

