Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов.
Известен способ обработки неметаллических материалов, применяемый для аморфизации кремния и заключающийся в облучении поверхности пластины импульсом лазерного излучения [1] с плотностью энергии, достаточной для плавления поверхностного слоя. Известен также способ обработки неметаллических материалов, применяемый для отжига ионно-легированного кремния [2]. Недостатком указанных способов является то, что они не учитывают термоупругие напряжения, возникающие в пластинах в процессе обработки. Так как обрабатываемые материалы являются частично прозрачными для воздействующего излучения, возможны такие режимы, при которых термоупругие напряжения, способные разрушить пластины, будут определяющими в технологических процессах.
Также известен способ обработки неметаллических материалов [3], в котором обработка пластин осуществляется путем облучения поверхности импульсом лазерного излучения. Временная форма импульса описывается определенным соотношением в зависимости от плотности потока энергии лазерного излучения, констант b1 и b2, характеризующих фронт и спад лазерного импульса, от длительности лазерного импульса, текущего времени от начала воздействия, плотности энергии и максимального значения плотности потока лазерного излучения в импульсе. Эффект достигается тем, что формируют лазерный импульс, временная форма которого описывается соотношением
где q(t) - плотность мощности лазерного излучения, Вт/м2;
τ - длительность импульса лазерного излучения, с;
b1 и b2 - константы, характеризующие фронт и спад лазерного импульса;
е - основание натурального логарифма;
t - текущее время от начала воздействия, с.
Указанный способ позволяет минимизировать термоупругие напряжения в поглощающем слое материала пластины при воздействии лазерных импульсов длительностью менее 10-6 с, когда рассматривается динамическая задача термоупругости [4]. Но этот способ не работает, когда длительность лазерного импульса составляет ~10-2-10-6 с и необходимо рассматривать квазистатическую задачу термоупругости.
Известен способ лазерной обработки [5], в частности, используемый для лазерного отжига неметаллических пластин, в котором плотность энергии на поверхности пластины определяется по соотношению

где Tƒ - температура отжига;
Т0 - начальная температура;
с и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
χ - показатель поглощения материала пластины на длине волны лазерного излучения.
Как правило, необходим лазерный отжиг двух поверхностей пластины. Указанным способом вначале производят воздействие на одну поверхность пластины или партии пластин с плотностью энергии в импульсе, определяемой уравнением (1), затем - на вторую. Применение лазерного отжига приводит к релаксации остаточных напряжений в приповерхностном слое пластин, возникающих при их шлифовке и полировке абразивом, а также устраняет неоднородности структуры при напылении тонких пленок, что позволяет повысить лучевую стойкость пластин, используемых в лазерной технике.
Этот способ выбран в качестве прототипа. Недостатком указанного способа является то, что он не позволяет минимизировать термоупругие напряжения и уменьшить энергетические затраты в процессе обработки.
Техническим результатов изобретения является снижение энергетических затрат и повышение выхода годных пластин за счет уменьшения термоупругих напряжений при лазерном отжиге пластин из неметаллических материалов, обладающих объемным поглощением лазерного излучения, например из полупроводниковых, керамических и стеклообразных материалов.
Технический результат достигается тем, что в способе лазерной обработки неметаллических пластин, заключающемся в облучении их поверхности импульсом лазерного излучения, измеряют толщину пластины h и показатель поглощения χ материала пластины на длине волны лазерного излучения, рассчитывают безразмерный параметр χh и при условии χh<4 делят исходный лазерный пучок на два пучка равной энергии и воздействуют одновременно на обе поверхности пластины с плотностью энергии, определяемой по соотношению:

где Tƒ - температура отжига;
Т0 - начальная температура;
с и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
χ - показатель поглощения материала пластины на длине волны лазерного излучения.
Способ осуществляется следующим образом.
Для осуществления лазерного отжига пластины из неметаллического материала ее обе поверхности одновременно подвергают воздействию лазерных импульсов одинаковой плотности энергии. На фиг. 1 представлена лазерная установка, позволяющая осуществить такое воздействие. Установка содержит импульсный лазер (1), работающий в режиме свободной генерации, телескопический преобразователь диаметра пучка, включающий собирающую линзу (2) и рассеивающую линзу (3), расположенные софокусно для уменьшения диаметра лазерного пучка. Если необходимо увеличить диаметр пучка, первой размещают рассеивающую линзу, второй - собирающую с соответствующими фокусными расстояниями. Диэлектрическим зеркалом (4) с коэффициентом отражения R=0,5 лазерный пучок делится на два пучка равной плотности энергии лазерного излучения и при помощи призм (5), (6) и (7) направляется на обе поверхности обрабатываемой пластины (8).
Для предотвращения изгиба пластины при обработке ее, как правило, свободно защемляют по контуру [5, 6]. Пластина полностью накрывается лазерным излучением. В этом случае температурное поле в пластине будет изменяться только по ее толщине. В свободно защемленной по контуру пластине под действием температурного поля, изменяющегося только по толщине, возникают термоупругие напряжения [6]:

где: 
Е - модуль Юнга материала пластины;
ν - коэффициент Пуассона материала пластины;
αТ - коэффициент линейного расширения материала пластины;
T (z, t) - температура в точке с координатой z в момент времени t;
z - координата, отсчитываемая от облучаемой поверхности пластины вглубь.
Уравнения (3) и (4) показывают, что максимальные растягивающие напряжения возникают в том сечении пластины, где температура минимальна.
Если выполняется условие

то температурное поле в пластине к концу действия лазерного импульса при первом способе воздействия, представленном в прототипе [5], будет определяться уравнением (6)

а - коэффициент температуропроводности материала пластины;
τu - длительность лазерного импульса;

Условие (5) для большинства полупроводниковых, стеклообразных и керамических материалов выполняется при τu<0,01 с.
Из уравнения (6) найдем плотность энергии лазерного излучения, необходимую для достижения облучаемой поверхности z=0 температуры отжига

При предлагаемом способе вследствие воздействия на обе поверхности температурное поле в пластине будет определяться соотношением

Из уравнения (8) найдем плотность энергии лазерного излучения, необходимую для достижения облучаемыми поверхности z=0 и z=h температуры отжига

Подставив (6) и (8) в (4) и (3) и выполнив математические преобразования, получим соотношения для расчета максимальных растягивающих термоупругих напряжений, возникающих в сечении пластины z=h, где температура минимальна, для первого способа (прототипа) воздействия лазерного излучения на поверхность пластины

и для предлагаемого способа воздействия в сечении z-h/2, где температура минимальна

Если максимальные растягивающие напряжения превысят предел прочности материала пластины на растяжение, она будет разрушена термоупругими напряжениями. Так как предел прочности материала имеет разброс от образца к образцу и в различных партиях пластин вследствие дефектов, неизбежен брак в процессе их обработки.
Для оценки положительного эффекта найдем отношения:


На фиг. 2 представлены зависимости указанных отношений от безразмерного параметра χh. Видно, что положительный эффект по уменьшению энергетических затрат проявляется при χh<5 и может приводить к экономии до 50% энергии излучения лазера при χh~0,l. Уменьшение максимальных растягивающих напряжений при реализации описанного способа обработки проявляется при χh<4. Максимальные растягивающие напряжения могут быть уменьшены, например, более чем в 10 раз при χh<0,8, что должно существенно повысить выход годных пластин при высокотемпературном лазерном отжиге.
При χh>5 оба способа обработки требуют практически одинаковых энергетических затрат, но максимальные растягивающие напряжения при обработке предложенным способом будут примерно в 2 раза больше. Поэтому при χh>5 предложенный способ применять нецелесообразно.
Таким образом, реализация предложенного способа лазерной обработки неметаллических пластин приводит к уменьшению энергетических затрат и повышению выхода годных пластин за счет снижения максимальных растягивающих напряжений в обрабатываемых пластинах при значении безразмерного параметра χh<4.
Литература
1. Боязитов P.M. и др. Аморфизация и кристаллизация кремния субнаносекундными лазерными импульсами. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград. 11-18 марта 1988 г., с. 24.
2. Кузменченко Т.А. и др. Лазерный отжиг ионно-легированного кремния излучением с длиной волны 2,94 мкм. Тезисы докладов Всесоюзной конференции по взаимодействию оптического излучения с веществом. Ленинград. 11-18 марта 1988 г., с. 29.
3. Атаманюк В.М., Коваленко А.Ф. Левун И.В., Федичев А.В. Способ обработки неметаллических материалов. Патент RU 2211753 С2. Опубл. 10.09.2003. Бюл. №25.
4. Коваленко А.Ф. Экспериментальная установка для исследования влияния параметров лазерного импульса на разрушение неметаллических материалов // Приборы и техника эксперимента. - 2004. №4.-С. 119-124.
5. Коваленко А.Ф. Неразрушающие режимы импульсного лазерного отжига стеклянных и керамических пластин // Стекло и керамика. 2006. №7. С. 31-33.
6. Коваленко А.Д. Термоупругость. Киев: Вища школа, 1973. - 216 с.
7. Лазерная и электронно-лучевая обработка материалов: Справочник / Н.Н. Рыкалин, А.А. Углов, И.В. Зуев, А.Н. Кокора. - М.: Машиностроение, 1985. - 496 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2016 |
|
RU2624989C1 |
| Способ лазерной обработки неметаллических пластин | 2016 |
|
RU2624998C1 |
| Способ лазерного отжига неметаллических пластин | 2016 |
|
RU2630197C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2691923C1 |
| Способ лазерного отжига неметаллических пластин | 2021 |
|
RU2757537C1 |
| Способ лазерной обработки неметаллических пластин | 2018 |
|
RU2685427C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2014 |
|
RU2574327C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ ПЛАСТИН | 2015 |
|
RU2602402C1 |
| Способ лазерной обработки неметаллических пластин | 2017 |
|
RU2649054C1 |
| Способ лазерной обработки неметаллических материалов | 2017 |
|
RU2646177C1 |

Изобретение относится к области технологических процессов и может быть использовано для лазерного отжига пластин из полупроводниковых, керамических и стеклообразных материалов. В заявленном способе лазерной обработки неметаллических пластин, заключающемся в облучении их поверхности импульсом лазерного излучения, измеряют толщину пластины h и показатель поглощения χ материала пластины на длине волны лазерного излучения, рассчитывают безразмерный параметр χh и при условии χh<4 делят исходный лазерный пучок на два пучка равной энергии и воздействуют одновременно на обе поверхности пластины с плотностью энергии, определяемой по соотношению:
 ,
,
где Tƒ - температура отжига; Т0 - начальная температура; с и ρ - удельная теплоемкость и плотность материала пластины соответственно; R - коэффициент отражения материала пластины; χ - показатель поглощения материала пластины на длине волны лазерного излучения; е - основание натурального логарифма. Техническим результатом изобретения является снижение энергетических затрат и повышение выхода годных пластин. 2 ил.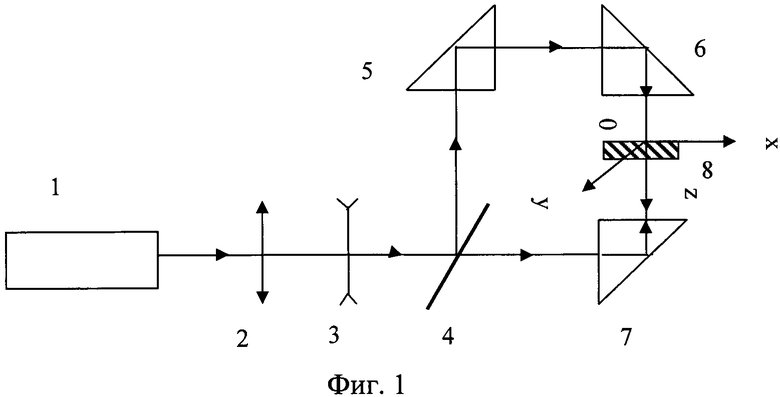
Способ лазерной обработки неметаллических пластин, заключающийся в облучении их поверхности импульсом лазерного излучения, отличающийся тем, что измеряют толщину пластины h и показатель поглощения χ материала пластины на длине волны лазерного излучения, рассчитывают безразмерный параметр χh и при условии χh<4 делят исходный лазерный пучок на два пучка равной энергии и воздействуют одновременно на обе поверхности пластины с плотностью энергии, определяемой по соотношению:

где Tƒ - температура отжига;
Т0 - начальная температура;
c и ρ - удельная теплоемкость и плотность материала пластины соответственно;
R - коэффициент отражения материала пластины;
χ - показатель поглощения материала пластины на длине волны лазерного излучения;
h - толщина пластины;
e - основание натурального логарифма.
| А.Ф | |||
| КОВАЛЕНКО "Неразрушающие режимы импульсного лазерного отжига стеклянных и керамических пластин" | |||
| Стекло и керамика, 2006, N 7, стр | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| СПОСОБ ОБРАБОТКИ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2011 |
|
RU2486628C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2008 |
|
RU2383416C1 |
| US 4560856 A, 24.12.1985 | |||
| WO 2012006736 A2, 19.01.2012. | |||

