Варианты выполнения настоящего изобретения, описанного в данном документе, в целом относятся к лопаткам для турбомашин, турбомашинам, в которых используются данные лопатки, и способам изготовления указанных лопаток; в частности, указанные варианты выполнения относятся к статорным лопаткам паровых турбин, паровым турбинам, в которых используют данные лопатки, и способам изготовления таких лопаток.
УРОВЕНЬ ТЕХНИКИ
В паровых турбинах частичная конденсация пара происходит в их последней ступени или ступенях.
В частности, конденсация возникает на аэродинамической части статорных лопаток, так называемой «конденсационной ступени», обычно в последней ступени турбины.
Если в результате конденсации образуются капли, они падают с неподвижных статорных лопаток и ударяют по вращающимся лопаткам ротора; таким образом, может произойти повреждение лопаток ротора.
Для уменьшения повреждений, вызванных указанными каплями, можно уменьшить скорость вращения лопаток ротора; но в таком случае эффективность данной турбины также снижается.
С другой стороны, для уменьшения любого повреждения лопаток ротора существуют способы сбора конденсата перед каплеобразованием.
Самые распространенные из таких решений заключаются в использовании полых статорных лопаток, подверженных образованию конденсата, в которых выполнены отверстия и/или пазы, проходящие через аэродинамическую часть указанных лопаток от аэродинамической поверхности к внутренней полости, и отсасывании влаги из внутренней полости, обеспечивая направление всего конденсата с аэродинамической поверхности в указанную полость. При этом не происходит образования и падения капель с аэродинамической поверхности статорных лопаток -точнее, образование капель невозможно исключить полностью, но можно в значительной степени его уменьшить.
Изготовление полой статорной лопатки для паровых турбин, как правило, начинают с того, что берут две металлические пластины; далее указанные металлические пластины формуют для образования двух полуобойм; затем указанные полуобоймы приваривают друг к другу; и в заключении обычно выполняют какую-либо окончательную обработку.
В последнее время в некоторых случаях стали применять другой способ изготовления (см., например, Фиг. 1):
- берут два металлических бруска,
- бруски по отдельности фрезеруют, чтобы получить поверхность внутренней полости (см., например, Фиг. 1А),
- бруски приваривают друг к другу для получения полой заготовки (см., например, Фиг. 1В),
- выполняют чистовую фрезерную обработку полой заготовки для получения аэродинамической поверхности (см., например, Фиг. 1С).
Данный способ изготовления позволяет достаточно точно создать внутреннюю поверхность лопатки, т.е. поверхность внутренней полости, а также обеспечивает достаточно точное выполнение наружной поверхности лопатки, т.е. аэродинамической поверхности лопатки. Между тем, указанный способ является довольно дорогим, так как операция фрезерования (выполняемая внутри и снаружи заготовки) проходит сравнительно медленно.
В турбинах, особенно газовых турбинах, полые лопатки иногда применяются в качестве лопаток ротора для уменьшения веса вращающейся части. Такие полые лопатки обычно получают путем литья, в частности «литья по выплавляемым моделям», чтобы получить очень точную форму и размер вращающейся части; тем не менее, данный способ изготовления является дорогим, особенно в случае мелкосерийного производства (например, при производстве 100-1000 заготовок).
Кроме того, внутренняя поверхность лопатки, т.е. поверхность внутренней полости, обычно полностью соответствует наружной поверхности лопатки, т.е. аэродинамической поверхностью лопатки, повторяя ее форму. Другими словами, расстояние между этими поверхностями является постоянным на всем их протяжении. Это приводит к тому, что в зонах лопатки, где требуется более эффективное отведение влаги с аэродинамической поверхности, такое более эффективное отведение отсутствует, поскольку водяным каплям приходится проходить то же расстояние, что и в других зонах, где они скапливаются в меньших количествах. Это, в свою очередь, может стать причиной потерь в эффективности и привести к эрозии лопатки.
В документе US 6388223 описана турбина, содержащая набор сопловых сегментов. Каждый сегмент содержит лопатку, которая проходит в продольном направлении на определенную длину и имеет первый конец и второй конец. Лопатка ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую полностью вдоль всей указанной длины и ограниченную по бокам криволинейной поверхностью. При этом обработку внутренней поверхности полости выполняют так, что она полностью соответствует аэродинамической поверхности, ограничивающей лопатку, т.е. расстояние между этими поверхностями является постоянным на всей их протяженности, что приводит к возникновению вышеописанных проблем.
В документе US 2005/0238492 описана паровая турбина, содержащая набор лопаток. Каждая лопатка имеет аэродинамическую часть с наружной и внутренней поверхностями, причем указанная внутренняя поверхность образована полостью. Однако при этом, как и в вышеописанном известном решении, расстояние между наружной поверхностью аэродинамической части и поверхностью, образованной полостью, является постоянным.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, существует общая необходимость в решении проблемы изготовления лопаток, в частности, полых лопаток паровой турбины, для обеспечения легкого и более экономичного изготовления, при этом обеспечивая точную форму и/или размер, а также эффективное отведение влаги с аэродинамической поверхности лопатки. В частности, существует необходимость в способе изготовления, который не требует применения литейных форм и предполагает ограниченное использование фрезерования и/или чистовой обработки или их отсутствие и который отличается от литья.
Кроме того, желательно в результате получить полую лопатку, выполненную как одно целое и содержащую не только аэродинамическую часть, но также корневую часть и покрывающую часть.
В любом случае, если аэродинамическая часть, корневая часть и покрывающая часть должны представлять собой три отдельные детали, желательно обеспечить их простое соединение.
И, наконец, желательно обеспечить простой способ изготовления узлов, содержащих ряд полых паротурбинных лопаток.
Следует учесть, что одна из конечных целей заключается в том, чтобы при сравнительно несложном процессе изготовления паровая турбина в целом обладала хорошими характеристиками и имела приемлемую стоимость.
Авторы данного изобретения исходили из понимания того, что для полой паротурбинной лопатки форма поверхности внутренней полости не является особенно критичной; она совершенно отличается от внутренней полости полых лопаток других видов. С другой стороны, очень важна форма аэродинамической поверхности лопатки.
В свете указанных наблюдений, заявители решили: (А) создать лопатку в виде единой детали, (В) применить фрезерование для получения аэродинамической поверхности лопатки, чтобы обеспечить чрезвычайно точную форму указанной поверхности, (С) использовать обработку на электроэрозионном вырезном станке, т.е. обработку внутренней полости для обеспечения достаточно простого и несложного осуществления выполнения указанной полости с обеспечением достаточной точности выполнения ее формы, т.е. чтобы внутренняя поверхность лопатки в большей степени соответствовала ее наружной поверхности.
В результате обработки на электроэрозионном вырезном станке поверхность внутренней полости представляет собой «криволинейную поверхность».
При этом для изготовления указанной лопатки не требуется производить сварку, а точность обработки поверхности или поверхностей лопатки является чрезвычайно высокой, и толщина боковой стенки аэродинамической части лопатки может быть очень небольшой.
Данный способ изготовления является особенно подходящим и удобным для мелкосерийного производства (например, производства 100-1000 заготовок).
Впоследствии авторы изобретения поняли, что обработка на электроэрозионном вырезном станке подходит для формообразования не только внутренней поверхности полой турбинной лопатки, но также для формообразования как внутренней, так и наружной поверхностей лопаток, даже для длинных лопаток (например, до 1000 мм), при этом указанные поверхности выполнены в виде «криволинейных поверхностей» или очень приближенно к поверхностям данного типа.
Первый аспект данного изобретения относится к лопатке для турбомашины.
Согласно вариантам выполнения настоящего изобретения, лопатка для турбомашины содержит аэродинамическую часть, вытянутую в продольном направлении по длине и имеющую первый и второй конец, при этом указанная аэродинамическая часть ограничена по бокам аэродинамической поверхностью, которая представляет собой криволинейную поверхность.
Лопатка турбомашины содержит аэродинамическую часть, вытянутую в продольном направлении по длине и имеющую первый и второй концы, причем указанная аэродинамическая часть ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую полностью вдоль указанной длины, при этом данная внутренняя полость ограничена по бокам криволинейной поверхностью.
Расстояние (измеряемое поперечно указанной лопатке) между аэродинамической поверхностью и криволинейной поверхностью изменяется вдоль этих поверхностей.
Указанная аэродинамическая поверхность может представлять собой криволинейную поверхность.
Лопатка может представлять собой статорную лопатку паровой турбины и содержать корневую часть, покрывающую часть и аэродинамическую часть, причем указанная аэродинамическая часть вытянута в продольном направлении по длине и имеет первый конец и второй конец, при этом первый конец примыкает к указанной корневой части, а второй конец примыкает к покрывающей части, причем аэродинамическая часть ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую полностью вдоль указанной длины, при этом внутренняя полость ограничена по бокам криволинейной поверхностью.
В любой точке аэродинамической части расстояние (измеряемое поперечно указанной лопатке) между аэродинамической поверхностью и криволинейной поверхностью может составлять от 1 мм до 5 мм.
На первом конце между аэродинамической поверхностью и криволинейной поверхностью имеется первое расстояние, которое может быть неизменным и составлять от 1 мм до 5 мм.
На втором конце между аэродинамической поверхностью и криволинейной поверхностью имеется второе расстояние, которое может быть неизменным и составлять от 1 мм до 5 мм.
Корневая часть, покрывающая часть и аэродинамическая часть могут быть выполнены как единое целое, а указанная криволинейная поверхность может проходить также через корневую часть и покрывающую часть.
Корневая часть и покрывающая часть могут быть соединены с аэродинамической частью на первом и втором концах. В данном случае корневая часть имеет первое (сквозное) отверстие, форма которого соответствует форме криволинейной поверхности на первом конце, а покрывающая часть имеет второе (сквозное) отверстие, форма которого соответствует форме криволинейной поверхности на втором конце.
Корневая часть может содержать первую манжету, имеющую наружную поверхность, сопрягаемую с криволинейной поверхностью аэродинамической части на первом конце. В данном случае первая манжета может иметь первое сквозное отверстие, ограниченное по бокам криволинейной поверхностью.
Покрывающая часть может содержать вторую манжету, имеющую наружную поверхность, сопрягаемую с указанной криволинейной поверхностью аэродинамической части на втором конце. В данном случае вторая манжета может иметь второе сквозное отверстие, ограниченное по бокам криволинейной поверхностью.
Лопатка может содержать единственную корневую часть, единственную покрывающую часть и несколько аэродинамических частей, причем каждая из указанных аэродинамических частей вытянута по длине и имеет первый и второй конец, при этом каждый из указанных первых концов примыкает к корневой части, а каждый из указанных вторых концов примыкает к указанной покрывающей части, причем каждая из аэродинамических частей ограничена по бокам аэродинамической поверхностью лопатки и имеет внутреннюю полость, проходящую вдоль всей указанной длины, при этом данная полость ограничена по бокам криволинейной поверхностью.
Корневая часть может представлять собой или содержать пластину, которая является по существу плоской или изогнутой и имеет отверстие.
Покрывающая часть может представлять собой или содержать пластину, которая является по существу плоской или изогнутой и имеет отверстие.
Как правило, аэродинамическая часть имеет отверстия или пазы, проходящие от аэродинамической поверхности к внутренней полости.
Второй аспект данного изобретения относится к турбомашине.
Согласно вариантам выполнения настоящего изобретения, турбомашина содержит несколько лопаток, которые описаны выше.
Турбомашина может быть выполнена в виде паровой турбины и содержит несколько статорных лопаток, выполненных, как описано выше (в частности, имеющих внутреннюю полость, ограниченную по бокам криволинейной поверхностью, и выполненных как единое целое, включая корневую часть, покрывающую часть и аэродинамическую часть).
Турбомашина может содержать несколько ступеней, при этом статорные лопатки, выполненные, как описано выше (в частности, имеют внутреннюю полость, ограниченную по бокам криволинейной поверхностью, и выполнены как единое целое, включая корневую часть, покрывающую часть и аэродинамическую часть), применяют только для последних ступеней.
Турбомашина может содержать несколько ступеней, начиная от первой и заканчивая последней ступенью, причем (обычно только) последняя ступень содержит несколько описанных статорных лопаток, (в частности, имеющих внутреннюю полость, ограниченной по бокам криволинейной поверхностью, и выполненных как единое целое, включая корневую часть, покрывающую часть и аэродинамическую часть).
Указанная турбомашина может содержать внутреннее кольцо и несколько описанных статорных лопаток, причем к внутреннему кольцу прикреплена каждая из корневых частей указанных статорных лопаток (т.е. приварена или вставлена и приварена или установлена в плотной посадке и приварена).
Турбомашина может содержать наружное кольцо и несколько описанных статорных лопаток, причем к наружному кольцу прикреплена каждая из покрывающих частей статорных лопаток (т.е. приварена или вставлена и приварена или установлена в плотной посадке и приварена).
Турбомашина может представлять собой турбину с осевым потоком.
Третий аспект данного изобретения относится к способу изготовления лопатки турбомашины.
Согласно вариантам выполнения изобретения, способ изготовления лопатки турбомашины, содержащей аэродинамическую часть, включает обработку на электроэрозионном вырезном станке по меньшей мере одной из наружной и внутренней поверхностей указанной аэродинамической части.
Аэродинамическая часть проходит в продольном направлении по длине и имеет первый и второй конец, причем аэродинамическая часть ограничена по бокам аэродинамической поверхностью, которую получают в результате обработки на электроэрозионном вырезном станке.
Аэродинамическая часть имеет внутреннюю полость, проходящую по всей указанной длине, при этом указанная внутренняя полость ограничена по бокам внутренней криволинейной поверхностью, и расстояние между аэродинамической поверхностью и криволинейной поверхностью изменяется вдоль этих поверхностей.
Криволинейная поверхность может быть получена в результате обработки на электроэрозионном вырезном станке.
Способ изготовления может включать следующие этапы:
A) использование металлического бруска,
B) фрезерование указанного бруска снаружи, и
C) обработку указанного бруска изнутри на электроэрозионном вырезном станке для получения сквозного отверстия, ограниченного криволинейной поверхностью.
Длина указанного сквозного отверстия может составлять от 50 до 1000 мм.
Указанный способ изготовления может включать дополнительный этап горячей штамповки бруска, который выполняют перед его фрезерованием.
На этапе В могут быть получены наружные поверхности корневой части, покрывающей части и аэродинамической части.
На этапе В может быть получена только наружная поверхность аэродинамической части.
На первом конце имеется первое расстояние между аэродинамической и криволинейной поверхностями, причем этап С могут выполнять таким образом, чтобы первое расстояние было неизменным.
На втором конце имеется второе расстояние между аэродинамической и криволинейной поверхностями, причем этап С могут выполнять таким образом, чтобы второе расстояние было неизменным.
Корневую часть могут приваривать (путем лазерной сварки) к первому концу аэродинамической части.
Покрывающую часть могут приваривать (путем лазерной сварки) ко второму концу аэродинамической части.
Несколько аэродинамических частей могут быть приварены (путем лазерной сварки) к одной и той же корневой части.
Несколько аэродинамических частей могут быть приварены (путем лазерной сварки) к одной и той же покрывающей части.
Указанные корневая и аэродинамическая части могут быть спаяны вместе на первом конце.
Покрывающая часть и аэродинамическая часть могут быть спаяны вместе на втором конце.
Указанная корневая часть может иметь первое сквозное отверстие, которое может быть получено путем обработки на электроэрозионном вырезном станке.
Покрывающая часть может иметь второе сквозное отверстие, которое может быть получено путем обработки на электроэрозионном вырезном станке.
Корневая часть может быть приварена (путем лазерной сварки) к внутреннему кольцу паровой турбины.
Покрывающая часть может быть приварена (путем лазерной сварки) к наружному кольцу паровой турбины.
На этапе В может быть получена по меньшей мере наружная поверхность указанной аэродинамической части; в данном случае после этапа С выполняют дополнительный этап образования (поперечных) отверстий или пазов, проходящих от наружной поверхности к указанному (продольному) сквозному отверстию. Указанные отверстия или пазы преимущественно выполняют путем обработки на электроэрозионном вырезном станке.
На этапе В может быть получена по меньшей мере наружная поверхность указанной аэродинамической части; в данном случае перед этапом С выполняют дополнительный этап образования (поперечных) отверстий или пазов, проходящих от наружной поверхности к указанному (продольному) сквозному отверстию. Указанные отверстия или пазы преимущественно получают путем лазерной прошивки или резки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Прилагаемые чертежи, которые включены в данный документ и являются частью описания, изображают варианты выполнения данного изобретения и вместе с описанием поясняют указанные варианты выполнения.
На чертежах:
Фиг. 1 схематично иллюстрирует способ изготовления полой лопатки паровой турбины, который может быть осуществлен согласно известному уровню техники или согласно данному изобретению,
Фиг. 2 схематично иллюстрирует первый способ изготовления полой лопатки паровой турбины в соответствии с данным изобретением,
Фиг. 3 схематично иллюстрирует второй способ изготовления полой лопатки паровой турбины в соответствии с данным изобретением,
Фиг. 4 схематично изображает первый вариант сборки полой лопатки паровой турбины в соответствии с данным изобретением и способом, проиллюстрированным на Фиг. 2,
Фиг. 5 схематично изображает второй вариант сборки полой лопатки паровой турбины в соответствии с данным изобретением согласно способу, проиллюстрированному на Фиг. 2,
Фиг. 6 схематично изображает первый вариант сборки узла полых лопаток паровой турбины согласно данному изобретению,
Фиг. 7 схематично изображает фрагмент первой ступени паровой турбины согласно данному изобретению,
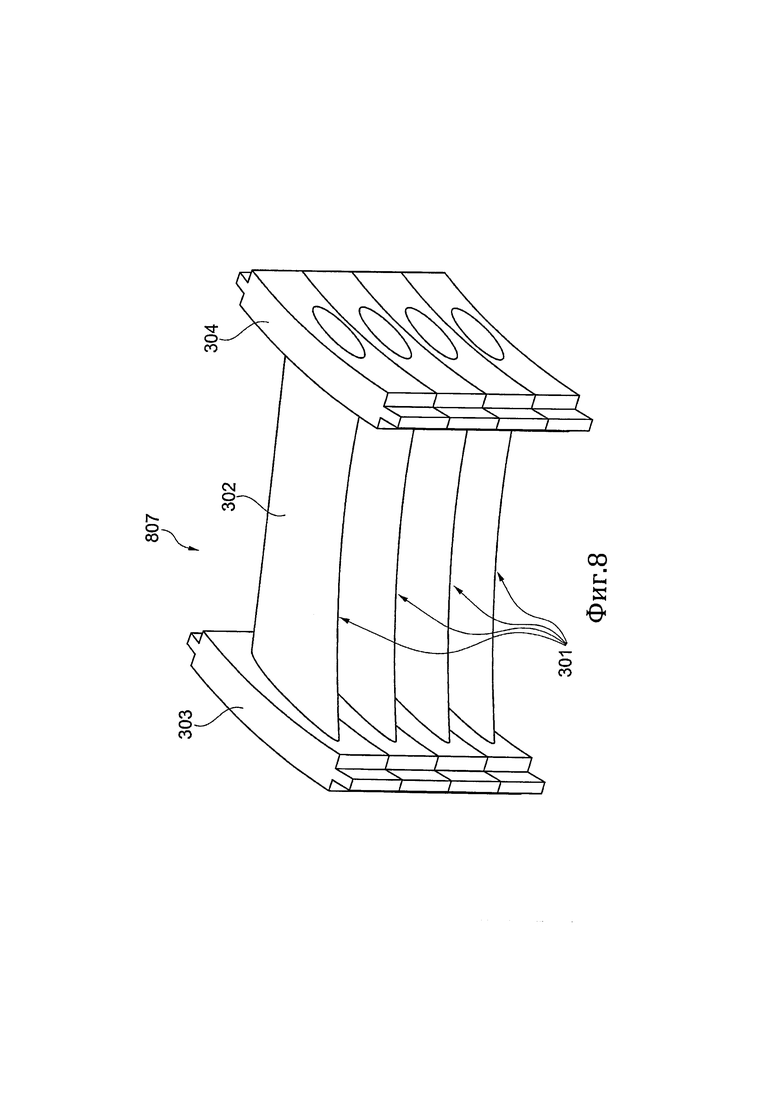
Фиг. 8 схематично изображает второй вариант сборки узла полых лопаток паровой турбины согласно данному изобретению,
Фиг. 9 схематично изображает фрагмент второй ступени паровой турбины согласно данному изобретению.
ПОДРОБНОЕ ОПИСАНИЕ
Следующее описание примерных вариантов выполнения содержит ссылки на прилагаемые чертежи. Одинаковыми номерами позиций на разных чертежах обозначены одинаковые или подобные элементы. Следующее подробное описание не ограничивает настоящее изобретение. По существу, объем настоящего изобретения определен прилагаемой формулой изобретения.
Следует отметить, что размеры на некоторых прилагаемых чертежах увеличены для наглядности; другими словами, не все чертежи выполнены в масштабе.
Применяемая на протяжении описания ссылка на «один вариант выполнения» или «вариант выполнения» означает, что конкретный признак, конструкция или характеристика, описанные применительно к варианту выполнения, относятся по меньшей мере к одному варианту выполнения настоящего изобретения. Таким образом, фразы «в одном варианте выполнения» или «в варианте выполнения», применяемые в разных местах описания, не обязательно относятся к одному и тому же варианту выполнения. Более того, конкретные признаки, конструкции или характеристики могут быть соответствующим образом объединены в одном или нескольких вариантах выполнения.
Лопатки турбомашины (компрессора, детандера, турбины и т.д.) состоят из аэродинамической части или содержат ее. Указанная аэродинамическая часть вытянута вдоль на определенную длину между первым и вторым концами; как правило, поперечное сечение аэродинамической части изменяется вдоль ее длины. Аэродинамическая часть имеет по существу одну поверхность, которая представляет собой «наружную боковую поверхность» или «аэродинамическую поверхность» лопатки и играет важную роль в работе указанной аэродинамической части. В соответствии с некоторыми областями применения аэродинамическая часть является полой, т.е. имеет внутреннюю полость, которая в зависимости от конкретного применения и конкретной конструкции проходит полностью или частично вдоль ее длины; например, в лопатке, изображенной на Фиг. 1, внутренняя полость проходит вдоль всей длины указанной лопатки. Внутренняя полость ограничена по бокам поверхностью, которую можно назвать «внутренней боковой поверхностью» или просто «внутренней поверхностью» указанной лопатки; как правило, поперечное сечение указанной внутренней полости изменяется вдоль ее длины; в любом случае, в зависимости от конкретного применения и конкретной конструкции изменение поперечного сечения внутренней полости может отличаться от изменения поперечного сечения указанной аэродинамической части; другими словами, толщина боковой стенки аэродинамической части может меняться вдоль ее длины и даже от одной точки к другой.
Согласно данному изобретению, по меньшей мере одну наружную или внутреннюю поверхность аэродинамической части получают путем электроэрозионной обработки, а именно, обработки на электроэрозионном вырезном станке. Это в частности применимо к лопаткам турбомашин для нефтегазовых областей применения; статорные лопатки последней ступени паровой турбины имеют длину от 50 мм до 1000 мм.
Первый вариант осуществления заключается в формообразовании путем электроэрозионной обработки только наружной поверхности, т.е. аэродинамической поверхности; например, как проиллюстрировано на Фиг. 1, электроэрозионная обработка может быть применена для обработки заготовки, изображенной на Фиг. 1В, и получения детали, изображенной на Фиг. 1С, и, как показано на Фиг. 2, для обработки заготовки, изображенной на Фиг. 2А, и получения детали, изображенной на Фиг. 2В.
Второй вариант осуществления заключается в формообразовании путем электроэрозионной обработки только внутренней поверхности, т.е. поверхности внутренней полости; например, как проиллюстрировано на Фиг. 1, электроэрозионная обработка может быть применена для обработки двух отдельных брусков и получения двух заготовок, изображенных на Фиг. 1А, и, как показано на Фиг. 2, для обработки заготовки, изображенной на Фиг. 2В, и получения детали, изображенной на Фиг. 2С.
Третий вариант осуществления заключается в формообразовании путем электроэрозионной обработки как наружной, так и внутренней поверхности аэродинамической части.
Путем электроэрозионной обработки можно получить только «криволинейную поверхность»; следует отметить, что данное выражение означает не только «простую» криволинейную поверхность, но также «сложную» криволинейную поверхность, образованную в результате объединения двух или более криволинейных поверхностей, например, большой конической поверхности снизу и небольшой цилиндрической поверхности сверху.
Хотя путем электроэрозионной обработки можно получить множество различных поверхностей, при использовании данной технологии нужно учитывать конструкцию лопатки; например, задача должна заключаться в том, чтобы добиться идеальных форм поверхностей лопатки, которые представляют собой именно криволинейные поверхности или в достаточной степени приближены к ним. Если обеспечить выполнение вышеуказанной задачи невозможно, вместо электроэрозионной обработки можно применить фрезерование; следует отметить, что в зависимости от конкретного применения, фрезерование вместо электроэрозионной обработки применимо к любой поверхности лопатки. Разумеется, электроэрозионная обработка особенно предпочтительна для применения в случае не слишком высоких требований к точности формы и размера, которые предъявляются, например, к поверхности внутренней полости статорной лопатки паровой турбины.
На Фиг. 2 проиллюстрирован способ изготовления лопатки 201, состоящей только из аэродинамической части 202, указанный способ включает следующие этапы:
A) обеспечение металлического бруска (Фиг. 2А),
B) фрезерование бруска с наружной стороны (Фиг. 2В), и
C) электроэрозионная обработка бруска изнутри для выполнения сквозного отверстия 205, образованного криволинейной поверхностью (Фиг. 2С).
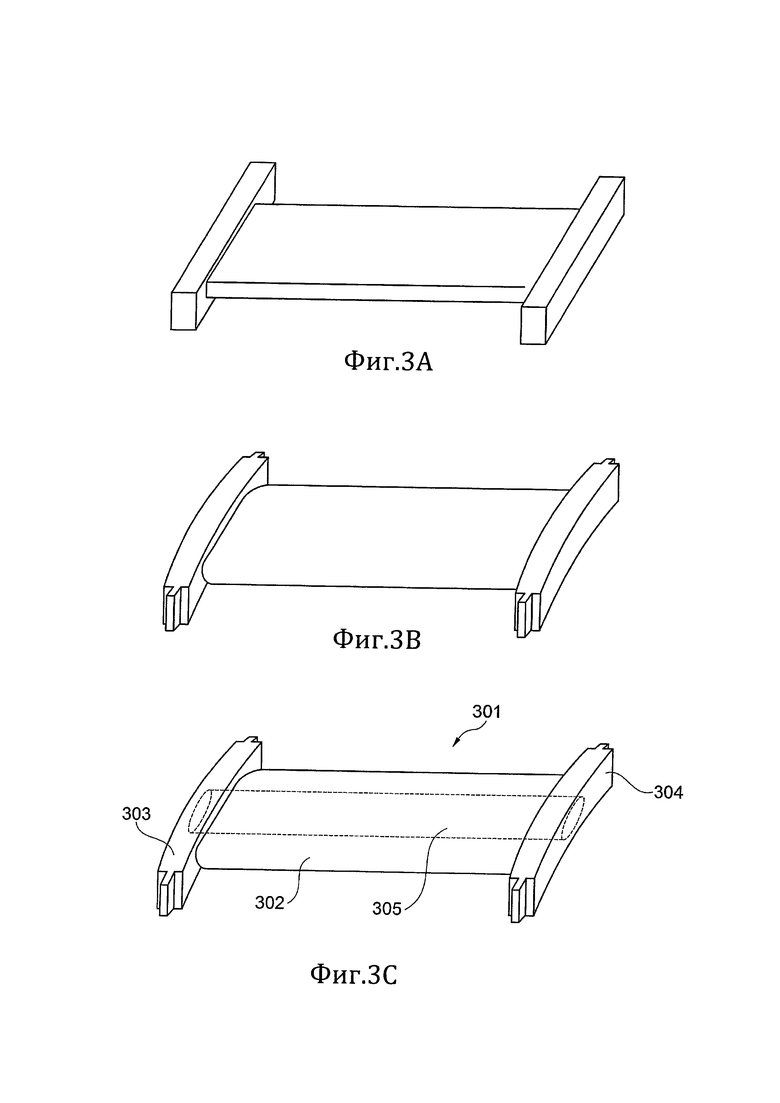
На Фиг. 3 проиллюстрирован способ изготовления лопатки 301, который включает следующие этапы: использование металлического бруска и его обработка путем горячей штамповки (Фиг. 3А), фрезерование бруска снаружи (Фиг. 3В), и электроэрозионная обработка бруска изнутри для получения сквозного отверстия 305, ограниченного криволинейной поверхностью (Фиг. 3С).
Согласно варианту выполнения, изображенному на Фиг. 3, путем горячей штамповки, а затем фрезерования получают не только наружную поверхность аэродинамической части 302, но и наружные поверхности корневой части 303 и покрывающей части 304, обе из которых примыкают к аэродинамической части 302; сквозное отверстие 305 проходит не только вдоль всей длины аэродинамической части 302, но и внутри корневой части 303 и покрывающей части 304; в данном случае корневая и покрывающая части выполнены как единое целое с аэродинамической частью.
Согласно указанным вариантам выполнения данного изобретения, в которых аэродинамическая часть не объединена с корпусом корневой части и покрывающей частью, выполняют один этап способа изготовления для формообразования только наружной поверхности аэродинамической части (см., например, Фиг. 2В).
В данном случае, на первом конце (2021 на Фиг. 2С) аэродинамической части имеется первое расстояние между аэродинамической поверхностью и криволинейной поверхностью, и электроэрозионную обработку можно выполнить таким образом, чтобы данное первое расстояние было неизменным.
В данном случае, на втором конце (2022 на Фиг. 2С) аэродинамической части имеется второе расстояние между аэродинамической поверхностью и криволинейной поверхностью, и электроэрозионную обработку можно выполнить таким образом, чтобы данное второе расстояние было неизменным.
Как правило, оба указанных этапа выполняют вместе.
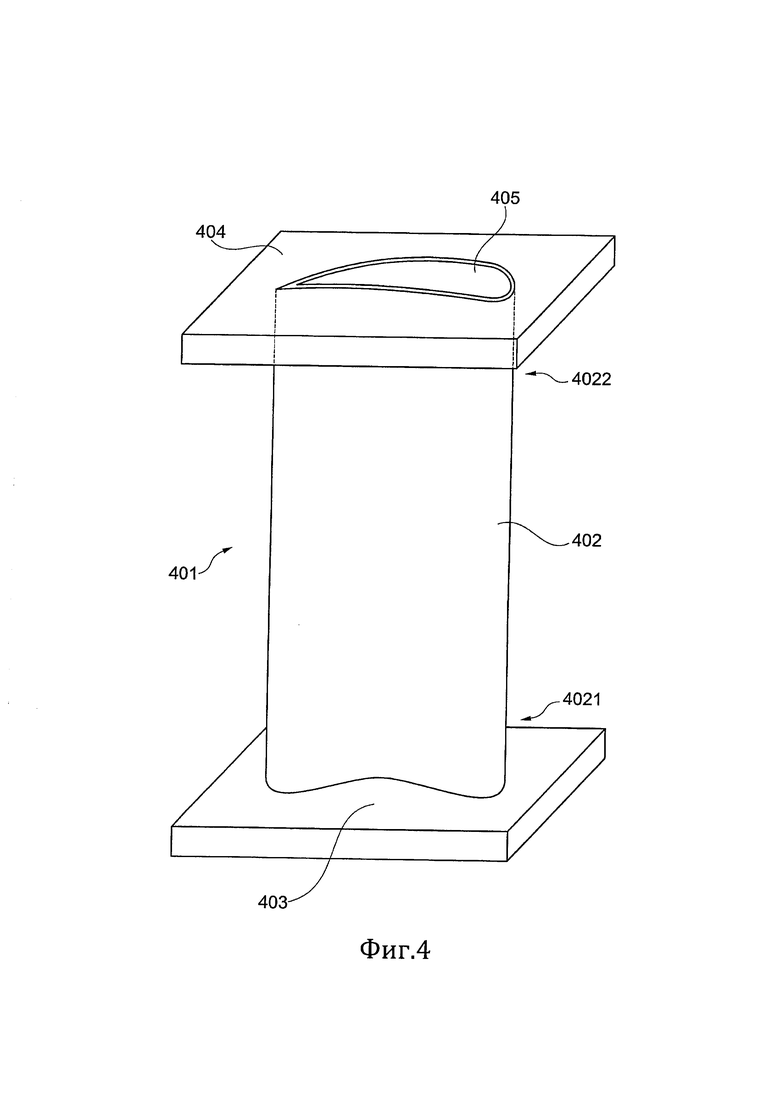
Вариант выполнения, изображенный на Фиг. 4, представляет собой лопатку 401, содержащую аэродинамическую часть 402, корневую часть 403 и покрывающую часть 404; аэродинамическая часть 402 может быть изготовлена аналогично аэродинамической части 202, изображенной на Фиг. 2.
Корневую часть 403 приваривают, преимущественно путем лазерной сварки, к первому концу 4021 аэродинамической части 402.
Покрывающую часть 404 приваривают, преимущественно путем лазерной сварки, ко второму концу 4022 аэродинамической части 402.
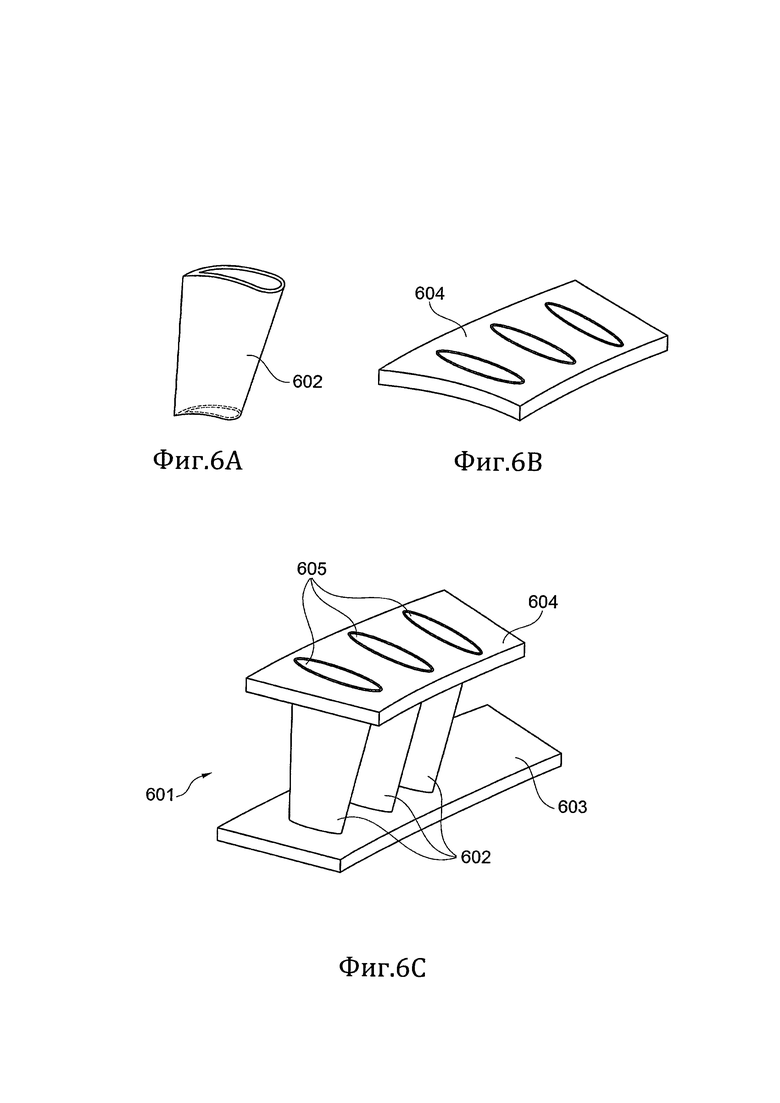
Подобный способ изготовления применяют для лопаточного узла 601, изображенного на Фиг. 6. В данном случае лопаточный узел содержит несколько аэродинамических частей 602 (см. Фиг. 6А), в частности, три части (целесообразно использовать от 2 до 5 частей); аэродинамические части 602 приваривают, преимущественно путем лазерной сварки к одной единственной покрывающей части 604 (см. Фиг. 6В); вышеуказанное относится и к единственной корневой части 603; в данном случае получают многолопастной узел или «лопаточный модуль» 601 (см. Фиг. 6С). Следует отметить, что корневая часть 603 и покрывающая часть 604 выполнены в форме изогнутых пластин.
В альтернативном варианте выполнения соединение аэродинамической части с корневой частью и/или покрывающей частью выполняют путем пайки.
Согласно варианту выполнения, изображенному на Фиг. 5, лопатку 501 получают путем изготовления аэродинамической части 502, которая может быть подобна аэродинамической части 202, изображенной на Фиг. 2, и припаивания первого конца 5021 аэродинамической части к корневой части 503, а также припаивания второго конца 5022 аэродинамической части к покрывающей части 504.
Согласно конкретному варианту выполнения, изображенному на Фиг. 5, корневая часть 503 содержит (по существу плоскую) пластину 5031 и манжету 5032; манжету 5032 вводят во внутреннюю полость 505 аэродинамической части 502. Предпочтительно, манжета 5032 имеет наружную поверхность, сопрягаемую с криволинейной поверхностью внутренней полости 505 аэродинамической части 502 на ее первом конце 5021; при этом можно обеспечить хорошее качество пайки. Можно получить очень хорошее сопряжение указанных поверхностей, если для формообразования внутренней поверхности внутренней полости 505 применяют электроэрозионную обработку, а для формообразования наружной поверхности манжеты 5032 применяют фрезерование; электроэрозионные вырезные станки и фрезеровочные станки по существу компьютеризированы и, следовательно, можно задать одинаковую форму (или две очень похожие формы) для разных поверхностей двух деталей. Кроме того, манжета 5032, как правило, является полой, как на Фиг. 5, и изготавливается путем электроэрозионной обработки.
Согласно варианту выполнения, изображенному на Фиг. 5, лопатку 501 получают путем изготовления аэродинамической части 502, которая может быть подобна аэродинамической части 202, изображенной на Фиг. 2, и припаивания первого конца 5021 аэродинамической части к корневой части 503, а второго конца 5022 аэродинамической части к покрывающей части 504.
Согласно конкретному варианту выполнения, изображенному на Фиг. 5, покрывающая часть 504 содержит (по существу плоскую) пластину 5041 и манжету 5042; манжету 5042 вводят во внутреннюю полость 505 аэродинамической части 502. Предпочтительно, наружная поверхность манжеты 5042 выполнена с возможностью сопряжения с криволинейной поверхностью внутренней полости 505 аэродинамической части 502 на первом конце 5021; в этом случае можно обеспечить хорошее качество пайки. Очень хорошее сопряжение указанных поверхностей можно получить, если для формообразования внутренней поверхности внутренней полости 505 применяют электроэрозионную обработку, а для формообразования наружной поверхности манжеты 5042 применяют фрезерование; электроэрозионные вырезные станки и фрезеровочные станки по существу компьютеризированы и, следовательно, можно задать одинаковую форму (или две очень похожие формы) для разных поверхностей двух элементов. Кроме того, манжета 5042, как правило, является полой, как показано на Фиг. 5, и изготавливается путем электроэрозионной обработки.
Кроме того, для многолопастных узлов или «лопаточных модулей», один из которых изображен на Фиг. 6, вместо сварки можно применять пайку.
В качестве альтернативы пайке, например, в варианте выполнения, изображенном на Фиг. 5, можно применять подходящий клей, который должен быть выбран с учетом режимов работы указанной лопатки (например, температуры, давления, текучих сред и т.д.).
Корневая часть или покрывающая часть или каждая из них может иметь сквозное отверстие; это относится к вариантам выполнения, изображенным, например, на Фиг. 4, Фиг. 5, Фиг. 6.
Например, в указанных случаях данные сквозные отверстия могут быть получены путем электроэрозионной обработки; при этом можно добиться точного сопряжения между формой внутренней полости на конце аэродинамической части и формой отверстия, выполненного в корневой или покрывающей части, и выполнить сварку высокого качества; станки электроэрозионной вырезки компьютеризированы и, следовательно, есть возможность задать одинаковую форму (или две очень похожие формы) для разных элементов.
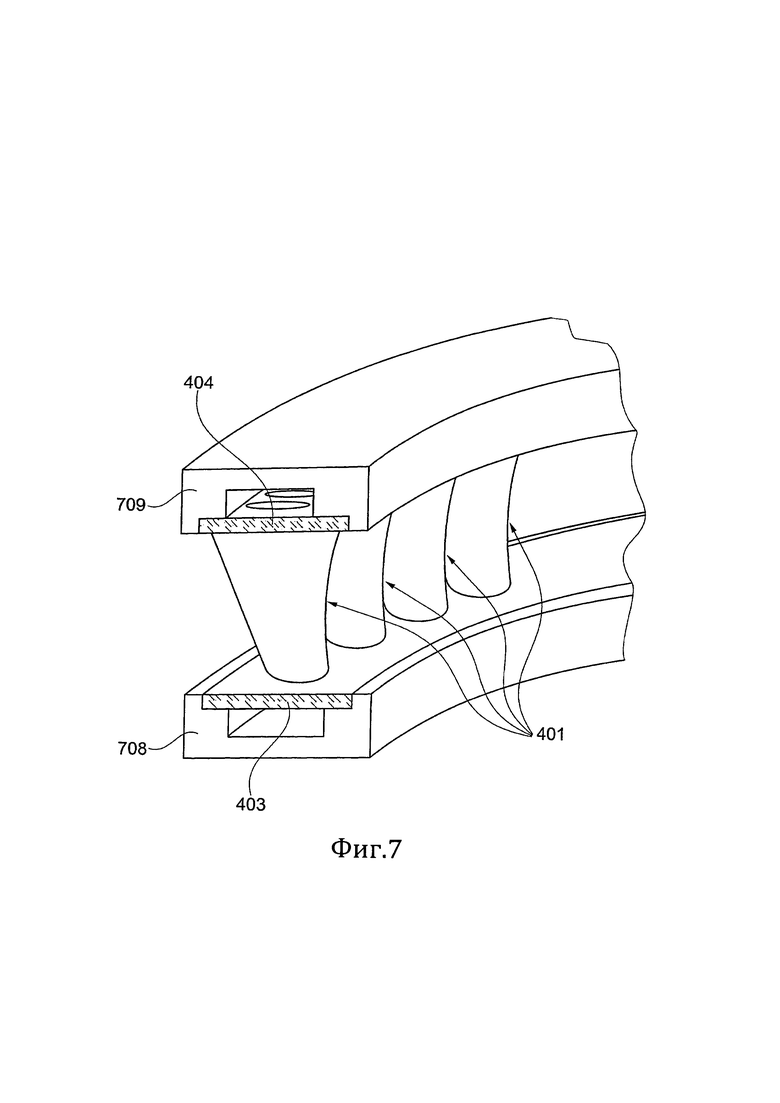
Фиг. 7 иллюстрирует практическое применение лопатки 401, показанной на Фиг. 4; в альтернативном варианте выполнения, вместо лопатки 401, показанной на Фиг. 4, может быть использована лопатка 501, изображенная на Фиг. 5, или многолопастной узел или «лопаточный модуль» 601, изображенный на Фиг. 6. Согласно данному варианту выполнения, каждую из корневых частей 403 лопаток 401 приваривают, преимущественно путем лазерной сварки, к внутреннему кольцу 708 турбины, а каждую из покрывающих частей 404 лопаток 401 приваривают, преимущественно путем лазерной сварки, к наружному кольцу 709 турбины; соединение между корневой или покрывающей частью и соответствующим кольцом может быть выполнено путем плотной посадки или простой установки.
В частности, Фиг. 7 частично изображает ряд статорных лопаток последней ступени паровой турбины (осевого потока). Данное устройство является особенно предпочтительным с конструкторской точки зрения.
На Фиг. 8 изображен многолопастной лопаточный узел или «лопаточный модуль» 807, который соответствует лопаткам 301, изображенным на Фиг. 3 и расположенным близко друг к другу; при этом лопатки 301 могут быть приварены друг к другу или не приварены.
Фиг. 9 иллюстрирует практическое применение многолопастного лопаточного узла или «лопаточного модуля» 807, изображенного на Фиг. 8. Согласно данному варианту выполнения, каждую из корневых частей 303 лопаток 301 приваривают, преимущественно путем лазерной сварки, к внутреннему кольцу 908 турбины, а каждую из покрывающих частей 304 лопаток 301 приваривают, преимущественно путем лазерной сварки к наружному кольцу 909 турбины; соединение между корневой или покрывающей частью и соответствующим кольцом можно обеспечить, например, благодаря созданию ответных форм и их направляемому введению (см. Фиг. 9).
В частности, Фиг. 9 изображает часть ряда статорных лопаток последней ступени паровой турбины (осевого потока). Данное устройство является особенно предпочтительным с точки зрения конструкции.
В случае, если данное изобретение используют применительно к статорным лопаткам паровой турбины, как правило, для отсасывания конденсата выполняют отверстия и/или пазы.
Согласно первому варианту осуществления, отверстия или пазы, расположенные в поперечном направлении к указанной лопатке и проходящие от наружной поверхности аэродинамической части к внутренней поверхности указанной части, выполняют после формообразования внутренней полости указанной лопатки. В данном случае, указанные отверстия или пазы выполняют путем электроэрозионной обработки.
Согласно второму варианту осуществления, отверстия или пазы, расположенные в поперечном направлении к указанной лопатке и проходящие от наружной поверхности аэродинамической части к внутренней поверхности указанной части, предпочтительно выполняют при формовании внутренней полости указанной лопатки. В данном случае, отверстия или пазы выполняют путем лазерной прошивки или резки.
Внутренние кольца 708 и 908 и наружные кольца 709 и 909, изображенные на Фиг. 7 и Фиг. 9, имеют внутренние полости, проходящие вдоль по окружности указанных колец и сообщающиеся с внутренними полостями указанных лопаток; данное решение может быть использовано для сбора конденсата или для других целей (например, циркуляции текучей среды).
Применение способов изготовления в соответствии с данным изобретением позволяет получить лопатки турбомашин, отличающиеся признаками новизны и изобретательского уровня.
По существу, по меньшей мере одна из наружной и внутренней поверхностей аэродинамической части лопатки представляет собой «криволинейную поверхность»; следует отметить, что данный термин означает не только «простую» криволинейную поверхность, но и «сложную» криволинейную поверхность, образованную в результате объединения двух или более криволинейных поверхностей.
Применительно к типовым направлениям применения данного изобретения, внутренняя полость, проходящая вдоль всей длины аэродинамической части, ограничена по бокам криволинейной поверхностью (см., например, Фиг. 2).
Указанная лопатка может быть сконструирована таким образом, что расстояние (измеренное в поперечном направлении указанной лопатки) между наружной поверхностью и внутренней поверхностью изменяется вдоль этих поверхностей; данное расстояние предпочтительно составляет от 1 мм до 5 мм.
На первом конце аэродинамической части имеется первое расстояние между наружной поверхностью и внутренней поверхностью, которое преимущественно является неизменным и предпочтительно находится в диапазоне от 1 мм до 5 мм.
На втором конце аэродинамической части имеется второе расстояние между наружной поверхностью и внутренней поверхностью, которое является преимущественно неизменным и предпочтительно находится в диапазоне от 1 мм до 5 мм.
Согласно преимущественным вариантам выполнения корневая, покрывающая и аэродинамическая части лопатки выполнены как единое целое; в данном случае криволинейная поверхность внутренней полости проходит также через корневую часть и покрывающую часть (см., например, Фиг. 3).
В качестве альтернативы, корневая часть и покрывающая часть присоединены к концам аэродинамической части (см. Фиг. 4 и Фиг. 5).
В данном случае корневая часть может иметь первое (сквозное) отверстие, форма которого соответствует форме криволинейной поверхности внутренней полости на указанном первом конце, а покрывающая часть может иметь второе (сквозное) отверстие, форма которого соответствует форме криволинейной поверхности внутренней полости на указанном втором конце (см. Фиг. 4).
Кроме того, применительно к данному случаю, но в соответствии с другим способом изготовления, корневая часть содержит первую манжету, имеющую наружную поверхность, сопрягающуюся с криволинейной поверхностью внутренней полости аэродинамической части на первом конце, а покрывающая часть содержит вторую манжету, имеющую наружную поверхность, сопрягающуюся с криволинейной поверхностью внутренней полости аэродинамической части на втором конце. В данном случае первая манжета, как правило, имеет первое сквозное отверстие, ограниченное по бокам криволинейной поверхностью, а вторая манжета, как правило, имеет второе сквозное отверстие, ограниченное по бокам криволинейной поверхностью.
Вышеописанные детали конструкции могут быть реализованы не только в «одиночных лопатках» (например, лопатка 201 на Фиг. 2, лопатка 301 на Фиг. 3, лопатка 401 на фиг. 4 и лопатка 501 на Фиг. 5), но также и в «многолопастных лопаточных узлах» или «лопаточных модулях» (например, узел 601 на Фиг. 6, и узел 807 на Фиг. 8).
Вышеописанные лопатки, как «одиночные лопатки», так и «многолопастные лопаточные узлы», могут быть успешно и эффективно использованы в указанных ступенях турбомашин (см., например, Фиг. 7 и Фиг. 9), в частности, в рядах статорных лопаток последних ступеней паровой турбины, в частности, самой последней ступени.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТУРБОМАШИНА, СОДЕРЖАЩАЯ ЛОПАТКУ ТУРБОМАШИНЫ, ТУРБОМАШИНА, СОДЕРЖАЩАЯ КОНЦЕВОЙ БАНДАЖ ЛОПАТКИ ТУРБОМАШИНЫ, И ТУРБИННАЯ ЛОПАТКА, СОДЕРЖАЩАЯ КОНЦЕВОЙ БАНДАЖ | 2013 |
|
RU2648173C2 |
| ЛОПАТКА ДЛЯ ТУРБОМАШИНЫ | 2013 |
|
RU2659597C2 |
| ЛОПАТКА КОМПРЕССОРА ОСЕВОЙ ТУРБОМАШИНЫ С ОТВЕТВЛЕНИЯМИ У ОСНОВАНИЯ И НА ВЕРШИНЕ ЛОПАТКИ И ТУРБОМАШИНА, СОДЕРЖАЩАЯ УКАЗАННУЮ ЛОПАТКУ | 2015 |
|
RU2693548C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА ТУРБОМАШИНЫ, КОМПОНЕНТ ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2015 |
|
RU2700848C2 |
| ЛОПАТКА РОТОРА ТУРБОМАШИНЫ И ТУРБОМАШИНА, СОДЕРЖАЩАЯ ТАКУЮ ЛОПАТКУ | 2013 |
|
RU2587802C2 |
| ЛОПАТКА С АЭРОДИНАМИЧЕСКИМ ПРОФИЛЕМ И ОСЕВАЯ ТУРБОМАШИНА | 2012 |
|
RU2549387C2 |
| ПОДВИЖНАЯ ЛОПАТКА ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2011 |
|
RU2602727C2 |
| ЛОПАТКА ОСЕВОЙ ТУРБОМАШИНЫ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ОСЕВОЙ ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2015 |
|
RU2706901C2 |
| ОСЕВАЯ ТУРБОМАШИНА И ЕЕ ЛОПАТКА | 2019 |
|
RU2727949C1 |
| РОТАЦИОННОЕ УСТРОЙСТВО ДЛЯ ТУРБОМАШИНЫ, ТУРБИНА ДЛЯ ТУРБОМАШИНЫ И ТУРБОМАШИНА | 2014 |
|
RU2676497C2 |




Статорная лопатка для паровой турбины содержит аэродинамическую часть, которая проходит в продольном направлении на определенную длину и имеет первый конец и второй конец. Аэродинамическая часть ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую вдоль всей указанной длины и ограниченную по бокам криволинейной поверхностью. От наружной поверхности аэродинамической части к внутренней поверхности указанной части проходят отверстия и/или пазы, предназначенные для удаления конденсата. Расстояние между аэродинамической и криволинейной поверхностями изменяется вдоль этих поверхностей. При изготовлении статорной лопатки паровой турбины по меньшей мере одну наружную и/или внутреннюю поверхность аэродинамической части получают путем обработки на электроэрозионном вырезном станке. Другое изобретение группы относится к паровой турбине, содержащей указанные выше статорные лопатки. Группа изобретений позволяет уменьшить эрозию лопатки. 3 н. и 9 з.п. ф-лы, 17 ил.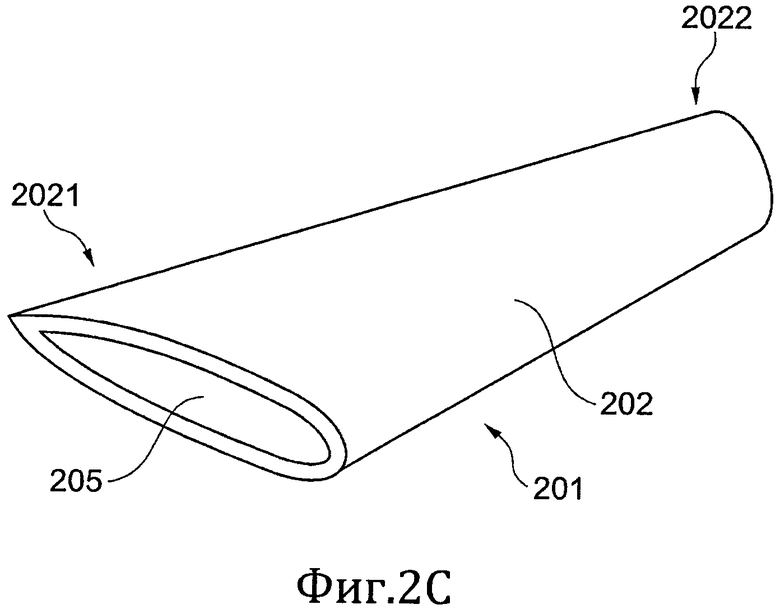
1. Статорная лопатка для паровой турбины, содержащая аэродинамическую часть, которая проходит в продольном направлении на определенную длину и имеет первый конец и второй конец, причем указанная аэродинамическая часть ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую вдоль всей указанной длины и ограниченную по бокам криволинейной поверхностью, при этом от наружной поверхности аэродинамической части к внутренней поверхности указанной части проходят отверстия и/или пазы, предназначенные для удаления конденсата, и расстояние между аэродинамической и криволинейной поверхностями изменяется вдоль этих поверхностей.
2. Статорная лопатка по п.1, содержащая корневую часть, покрывающую часть и аэродинамическую часть, причем аэродинамическая часть проходит в продольном направлении на определенную длину и имеет первый конец и второй конец, при этом первый конец расположен смежно с корневой частью, а второй конец расположен смежно с покрывающей частью, причем аэродинамическая часть ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую вдоль всей указанной длины и ограниченную по бокам криволинейной поверхностью.
3. Статорная лопатка по п.1, в которой на первом конце между аэродинамической поверхностью и криволинейной поверхностью имеется первое расстояние, а на втором конце между аэродинамической и криволинейной поверхностями имеется второе расстояние, при этом первое и/или второе расстояние являются неизменными.
4. Статорная лопатка по п.2, в которой корневая часть, покрывающая часть и аэродинамическая часть выполнены как единое целое, причем криволинейная поверхность проходит также через корневую часть и покрывающую часть.
5. Статорная лопатка по п.2, в которой корневая и покрывающая части присоединены к аэродинамической части на ее первом и втором концах, причем корневая часть имеет первое отверстие, форма которого соответствует форме криволинейной поверхности на первом конце, а покрывающая часть имеет второе отверстие, форма которого соответствует форме криволинейной поверхности на втором конце.
6. Статорная лопатка по п.2, в которой корневая часть содержит первую манжету, имеющую наружную поверхность, сопрягаемую с указанной криволинейной поверхностью аэродинамической части на первом конце, и/или покрывающая часть содержит вторую манжету, имеющую наружную поверхность, сопрягаемую с указанной криволинейной поверхностью аэродинамической части на втором конце.
7. Статорная лопатка по п.6, в которой одна или каждая из указанных первой и второй манжет имеет второе сквозное отверстие, ограниченное по бокам криволинейной поверхностью.
8. Статорная лопатка по любому из пп.1-7, содержащая единственную корневую часть, единственную покрывающую часть и несколько аэродинамических частей, причем каждая аэродинамическая часть проходит в продольном направлении на определенную длину и имеет первый конец и второй конец, при этом каждый из указанных первых концов расположен смежно с корневой частью, а каждый из указанных вторых концов расположен смежно с покрывающей частью и каждая из указанных аэродинамических частей ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую вдоль всей указанной длины и ограниченную по бокам криволинейной поверхностью.
9. Паровая турбина, содержащая статорные лопатки, выполненные по любому из пп.1-8.
10. Способ изготовления статорной лопатки паровой турбины, которая содержит аэродинамическую часть, причем по меньшей мере одну наружную и/или внутреннюю поверхность указанной аэродинамической части получают путем обработки на электроэрозионном вырезном станке, при этом указанная аэродинамическая часть проходит в продольном направлении на определенную длину и имеет первый конец и второй конец, причем аэродинамическая часть ограничена по бокам аэродинамической поверхностью и имеет внутреннюю полость, проходящую вдоль всей указанной длины и ограниченную по бокам криволинейной поверхностью, при этом от наружной поверхности аэродинамической части к внутренней поверхности указанной части проходят отверстия и/или пазы для удаления конденсата и расстояние между аэродинамической и криволинейной поверхностями изменяется вдоль этих поверхностей.
11. Способ по п.10, в котором указанную криволинейную поверхность получают путем обработки на электроэрозионном вырезном станке.
12. Способ по п.10 или 11, в котором аэродинамическая часть первой стороной примыкает к корневой части, а второй стороной примыкает к покрывающей части, причем применяют обработку на электроэрозионном вырезном станке для выполнения сквозного отверстия как в корневой части, так и в покрывающей части на соответствующих краях внутренней полости.
| US 8015705 B2, 13.09.2011 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 6388223 B2, 14.05.2002 | |||
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА СТАТОРА (ВАРИАНТЫ) | 2003 |
|
RU2362886C2 |

