ОБЛАСТЬ ТЕХНИКИ
Варианты выполнения предложенного изобретения, описанного в настоящем документе, относятся к способам изготовления компонента турбомашины, компонентам турбомашины и турбомашинам.
В частности, применения предложенного изобретения лежат в областях, связанных с уплотнительными системами для турбомашин.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Существует много типов известных уплотнительных систем для турбомашин; один из них, часто называемый «истираемое уплотнение», содержит истираемую часть и истирающую часть; как правило, истираемая часть выполнена на неподвижном компоненте турбомашины (например, внутренняя поверхность корпуса турбины, то есть, поверхность обоймы), а истирающая часть выполнена на вращающемся компоненте турбомашины (например, концевые части аэродинамических профилей лопаток в узле рабочих лопаток турбины). В процессе запуска турбомашины, когда начинает вращаться ротор турбомашины и, следовательно, и вращающийся компонент, истирающая часть истирает (слегка) истираемую часть; впоследствии между истирающей и истираемой частями образуется зазор. Истираемая часть, преимущественно, имеет фигурные выступы, выполненные из керамического материала; материал истираемой части, имеет очень большую твердость, как правило, более 90 HR15Y, но меньшую по сравнению с материалом истирающей части.
Для выполнения данных фигурных керамических выступов гладкую и отшлифованную поверхность корпуса компонента, на которой должны располагаться указанные выступы, сначала покрывают слоем керамики, который затем подвергают механической обработке для формирования выступов.
Механическая обработка керамического слоя занимает много времени и является дорогостоящей; более того, размеры инструмента для механической обработки ограничивают размер обрабатываемого слоя (например, расстояние между смежными выступами составляет не менее нескольких мм).
Ближайший аналог заявленного изобретения описан в Европейском патентном документе EP 0256790. В нем описан способ выполнения истираемого покрытия на кольцевом элементе турбины. На внутренней поверхности кольцевого элемента выполнены скошенные выступы, на которые путем плазменного напыления наносят металлический слой, поверх которого в дальнейшем наносят покрытие из циркония, стабилизированного иттрием. На завершающем этапе полученную ребристую поверхность керамического слоя подвергают механической обработке, чтобы получить ровную поверхность. Поскольку полученная истираемая поверхность не имеет выступов, использование уплотнения, образованного такой поверхностью, не позволит уменьшить зазор между компонентами турбомашины и, следовательно, не повысит эффективность работы турбомашины.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, существует необходимость в усовершенствованном способе выполнения фигурных выступов, в частности, на компоненте турбомашины, а именно, в истираемых уплотнениях.
Кроме того, авторы настоящего изобретения считают, что по причине сложности процесса, который до настоящего времени применяют для выполнения указанных фигурных выступов, форма (и в поперечном, и продольном направлении) и размер (как поперечный, так и продольный) данных выступов фактически были ограничены, то есть, форму и размер
невозможно было подобрать в соответствии с оптимальными параметрами.
Авторы настоящего изобретения предлагают формировать выступы непосредственно на корпусе компонента, а затем покрывать их одним или более слоями керамического материала или материалов. Корпус компонента выполнен из металлического материала и, следовательно, может быть сравнительно легко подвергнут механической обработке; механическую обработку лежащего сверху керамического слоя или слоев выполнять не нужно.
Более того, благодаря вышеуказанному усовершенствованному способу выполнения выступов авторы настоящего изобретения предлагают наилучший способ их формообразования и обработки в размер.
Первый аспект предложенного изобретения относится к способу изготовления неподвижного компонента турбомашины. Способ включает следующие этапы:
A) обеспечение наличия корпуса неподвижного компонента, имеющего базовую поверхность, которая обращена к вращающемуся компоненту турбомашины и имеет фигурные выступы,
B) покрытие базовой поверхности связующим слоем,
C) покрытие связующего слоя верхним слоем, выполненным из истираемого керамического материала, с образованием верхней поверхности неподвижного компонента так, что на ней образованы фигурные выступы, имеющие форму, подобную форме фигурных выступов базовой поверхности, и образующие истираемое уплотнение между неподвижным и вращающимся компонентами турбомашины.
Второй аспект предложенного изобретения относится к неподвижному компоненту турбомашины, который содержит:
- корпус, имеющий базовую поверхность, которая обращена к вращающемуся компоненту турбомашины и имеет фигурные выступы,
- связующий слой, покрывающий базовую поверхность корпуса,
- верхний слой, покрывающий связующий слой и выполненный из истираемого керамического материала;
причем верхняя поверхность неподвижного компонента имеет фигурные выступы, форма которых подобна форме фигурных выступов базовой поверхности, причем указанные фигурные выступы на верхней поверхности образую истираемое уплотнение между неподвижным и вращающимся компонентами турбомашины.
Третий аспект предложенного изобретения относится турбомашине, которая содержит по меньшей мере один вышеописанный неподвижный компонент.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Примеры вариантов выполнения предложенного изобретения проиллюстрированы на прилагаемых чертежах, которые включены в настоящий документ, составляют его часть и вместе с подробным описанием поясняют указанные варианты выполнения. На чертежах:
на Фиг. 1 схематически изображена ступень турбинной секции газотурбинного двигателя, согласно примерному варианта выполнения предложенного изобретения,
на Фиг.2 схематически изображен пример части внутренней поверхности корпуса турбинной секции, представленной на Фиг. 1,
на Фиг.3 изображен в частичном разрезе (поперечный вид) гребень примерного варианта выполнения, представленного на Фиг.2.
на Фиг.4 схематически изображены «гребни» и «впадины» фигурной истираемой части, в частичном разрезе (поперечный вид), который поясняет некоторые примерные варианты выполнения предложенного изобретения,
на Фиг.5 схематически изображен частичный продольный вид (включающий «гребни» и «впадины») фигурной истираемой части, который
поясняет некоторые примерные варианты выполнения изобретения, и
на Фиг. 6 схематически изображены три возможные продольные формы гребней трех фигурных истираемых частей, согласно примерным вариантам выполнения предложенного изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
В представленном ниже описании примерных вариантов выполнения сделана ссылка на прилагаемые чертежи.
Приведенное ниже подробное описание не ограничивает предложенное изобретение, которое, в частности, не ограничено газотурбинными двигателями и может быть применимо к турбомашинам другого типа. В действительности, объем предложенного изобретения определен формулой изобретения.
Используемая на протяжении описания ссылка на выражение «один вариант выполнения» или «вариант выполнения» означает, что конкретный признак, конструкция или характеристика, описанные применительно к варианту выполнения, относятся по меньшей мере к одному варианту выполнения обсуждаемого изобретения. Таким образом, фразы «в одном варианте выполнения» или «в варианте выполнения», используемые в разных местах описания, не обязательно относятся к одному и тому же варианту выполнения. Более того, конкретные признаки, конструкции или характеристики могут сочетаться любым соответствующим образом в одном или более вариантах выполнения.
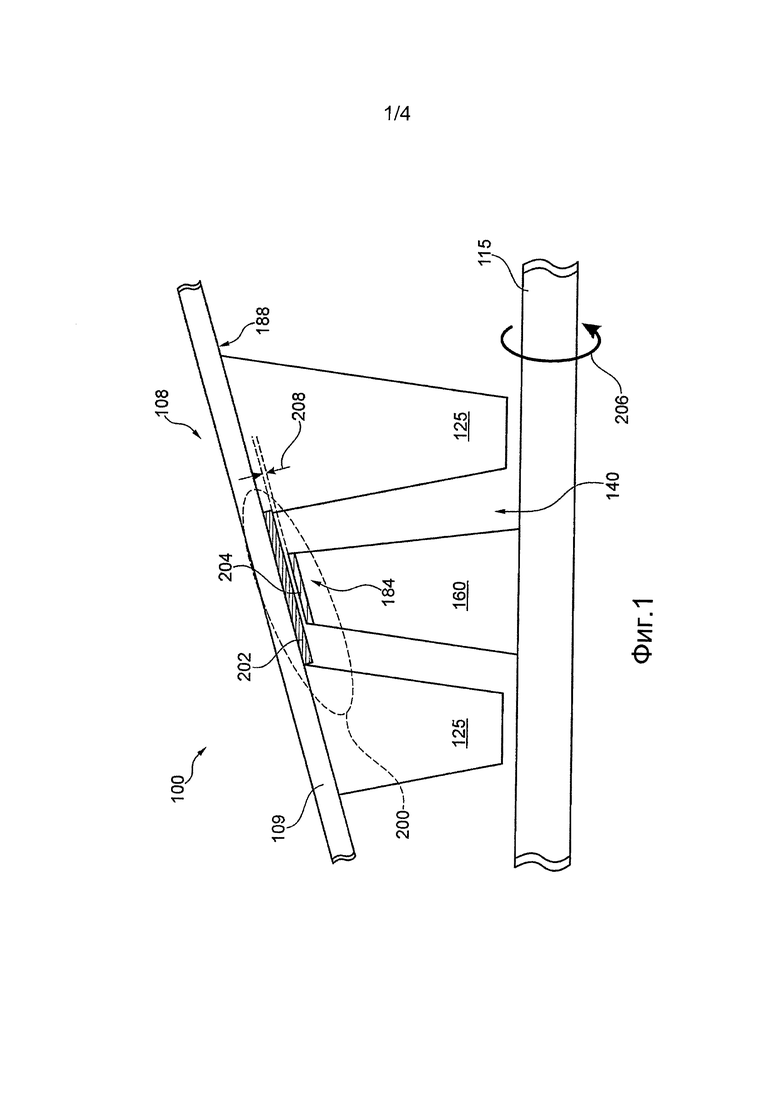
Фиг.1 относится к газотурбинному двигателю 100; основными секциями газотурбинного двигателя являются компрессорная секция, секция камеры сгорания и турбинная секция; на Фиг.1 схематически изображена ступень 140 турбинной секции 108. Турбинная секция 108 заключена внутри корпуса 109 турбины. Турбинная секция содержит роторный узел и статорный узел; роторный узел содержит турбинный вал 115 и один или более комплектов турбинных лопаток, прикрепленных к валу 115, при этом каждый комплект турбинных лопаток содержит множество лопаток (или лопастей) 160; статорный узел содержит корпус 109 турбины и один или более сопловых аппаратов, прикрепленных к указанному корпусу, при этом каждый сопловой аппарат содержит множество направляющих турбинных лопаток (или сопловых лопаток) 125. Каждый узел турбинных лопаток вместе со смежным сопловым аппаратом образует ступень 140 турбины.
На Фиг. 1 изображен схематический вид примера системы 200 уплотнения, которая может быть применена в газотурбинном двигателе 100, в частности, в его турбинной секции 108. Каждая турбинная лопатка 160 имеет концевую часть 184 аэродинамического профиля, при этом лопатки 160 выступают наружу от турбинного вала 115. Корпус 109 турбины имеет внутреннюю поверхность 188, причем во внутреннем направлении от указанного корпуса отходят направляющие лопатки 125. В данном примерном варианте выполнения уплотнительная система 200 содержит истираемую часть 202, размещенную поверх внутренней поверхности 188, то есть, «поверхности обоймы», и истирающую часть 204, размещенную поверх концевой части 184 аэродинамического профиля. Истираемая часть 202 имеет первое значение показателя твердости, а истирающая часть 204 имеет второе значение показателя твердости, которое превышает указанное первое значение. Во время эксплуатации газотурбинного двигателя 100 (при запуске) турбинный вал 115 совершает вращательное движение 206, так что истирающая часть 204 истирает истираемую часть 202, и между истирающей частью 204, расположенной на концевой части 184 аэродинамического профиля, и истираемой частью 202, образованной на корпусе 109 турбины, образуется зазор 208; зазор 208 имеет заранее заданный диапазон значений, который обеспечивает уменьшенный поток рабочей текучей среды (не показано на Фиг.1) между турбинными лопатками 160 и корпусом 109 турбины, тем самым, обеспечивая увеличение к.п.д. газотурбинного двигателя, при этом также уменьшая трение турбинных лопаток о корпус турбины, что повышает возможный срок службы турбинных лопаток.
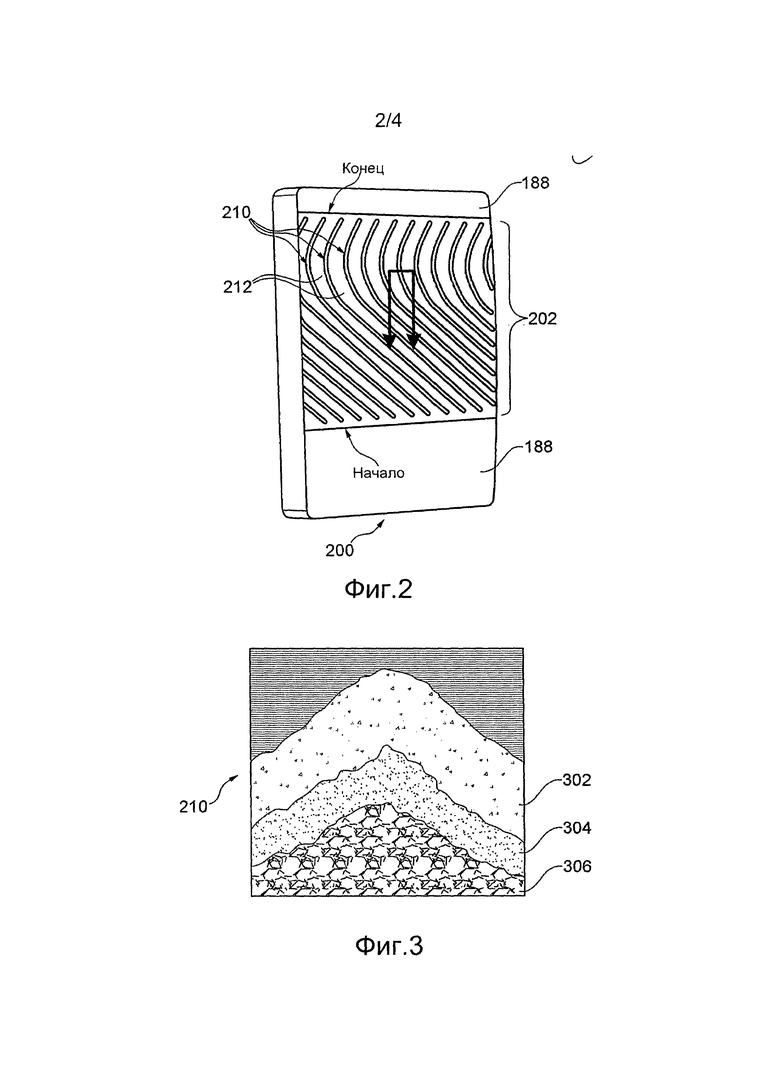
На Фиг.2 схематически изображен пример части внутренней поверхности 188, представленной на Фиг.1, то есть, «поверхности обоймы», часть которой покрыта истираемой частью 202. Истираемая часть 202 имеет верхнюю поверхность с фигурными выступами в виде множества параллельных (или по существу параллельных) фасонных «гребней» 210; каждая пара смежных «гребней» 210 разделена «впадиной» 212. В данном варианте выполнения каждый гребень содержит: первый начальный прямолинейный участок (начинающийся у стороны уплотнения, которая на чертеже обозначена как «НАЧАЛО»), второй промежуточный криволинейный участок, примыкающий к первому прямолинейному участку, третий конечный прямолинейный участок (более длинный, чем первый участок) (заканчивающийся на стороне уплотнения, которая на чертеже обозначена как «КОНЕЦ»), следующий сразу за вторым участком.
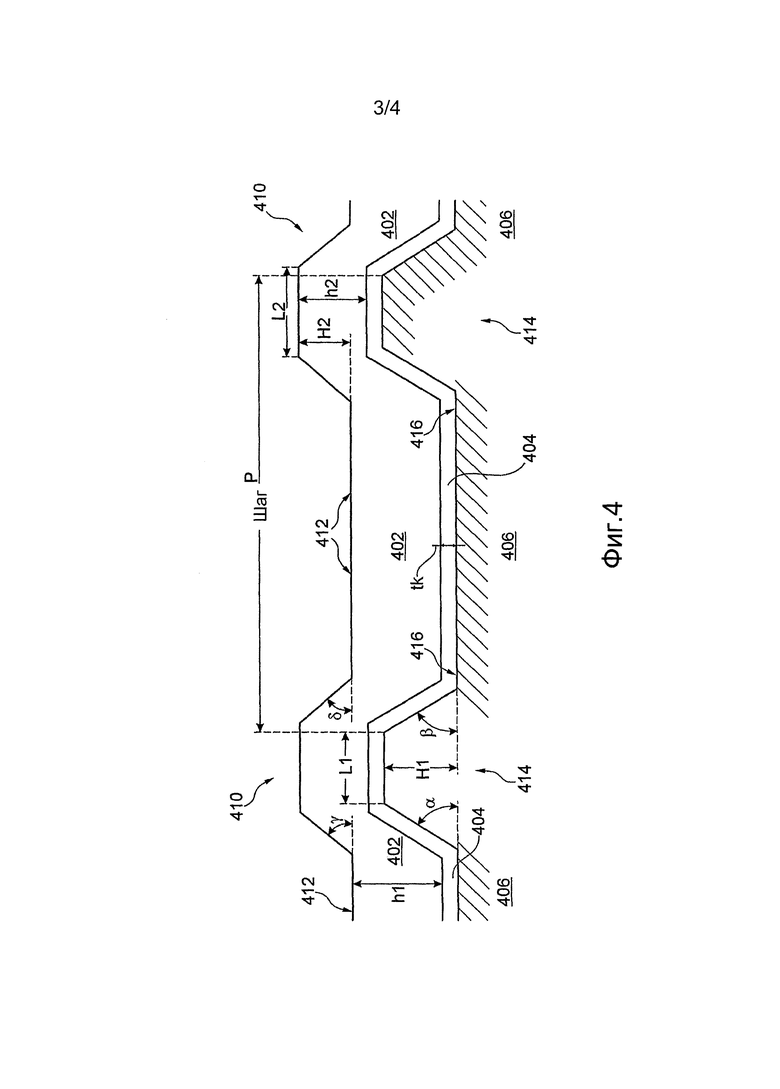
На Фиг.3 изображен в частичном разрезе гребень 210 примера варианта выполнения, представленного на Фиг.2; на Фиг.3 показана «вершина» «возвышения»; данная «вершина» является остроконечной, но в альтернативном варианте она может представлять собой, например, «площадку». На Фиг.3 можно видеть: часть 306 корпуса 109 турбины, связующий слой 304, покрывающий базовую поверхность корпуса (то есть, часть внутренней поверхности 188 корпуса 109 турбины), и верхний слой 302, который покрывает связующий слой 304 и выполнен из истираемого керамического материала.
Структуру, изображенную на Фиг.3, получают в результате выполнения следующих этапов:
A) обеспечение наличия корпуса 306, имеющего базовую поверхность, которая не является ровной, затем
B) покрытие базовой поверхности связующим слоем (304), затем
C) покрытие связующего слоя 304 верхним слоем 302 из истираемого керамического материала с образованием, тем самым, верхней поверхности
указанного компонента (см. Фиг.2).
Как частично изображено на Фиг.2, покрываемая базовая поверхность является частью внутренней поверхности 188 и до нанесения покрытия подвергнута предварительной подготовке, а именно, на корпусе 306 выполнены фигурные выступы (см. Фиг.2 и 3); после выполнения двух этапов покрытия верхняя поверхность компонента также имеет фигурные выступы (в данном примере варианта выполнения выступы соответствуют «гребням» 210).
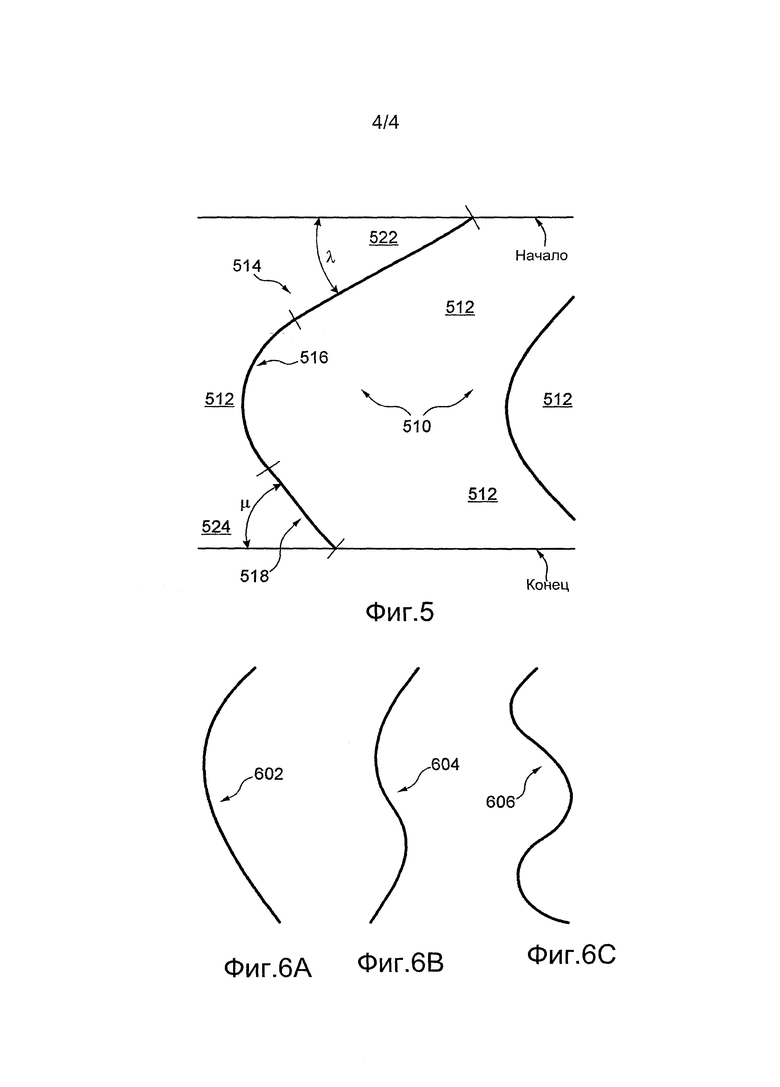
На Фиг.4 тоже показаны «гребни» и «впадины» в разрезе. Выступы базовой поверхности обозначены номером 414 позиции, а выступы верхней поверхности обозначены номером 410 позиции; в частности, «гребни» базовой поверхности обозначены номером 414 позиции, а «впадины» указанной поверхности обозначены номером 416 позиции (данные элементы нельзя увидеть после окончания обработки, так как они скрыты под связующим и верхним слоями), тогда как «гребни» верхней поверхности обозначены номером 410 позиции (подобно «гребням» 210 на Фиг.2), а «впадины» верхней поверхности обозначены номером 412 позиции (подобно «впадинам» 212 на Фиг.2).
Фигурные выступы (поз. 414 на Фиг.4) базовой поверхности корпуса (поз.406 на Фиг.4) могут быть получены, например, в процессе литья, фрезерования, шлифования, электроискровой обработки или аддитивного наращивания.
Корпус (поз.406 на Фиг.4) выполнен из металлического материала и может быть изготовлен, например, из нержавеющей стали марки AISI 300, суперсплава на основе никеля: «Инконель 738», «Хастеллой х», «Рене 108» или «Рене 125». Металлические материалы могут быть легко и быстро обработаны для придания формы, например, способом механической обработки.
Связующий слой (поз.404 на Фиг.4) может быть образован, например, из
MCrAlY (где буква «М» = Co, Ni или Со/Ni); в альтернативном варианте указанный слой может быть образован из Ni3Al (алюминид никеля). Данный слой может быть получен путем напыления, например, физического осаждения из паровой фазы (PVD), плазменного напыления в среде низкого давления (LPPS), вакуумно-плазменного напыления (VPS), воздушно- плазменного напыления (APS) или высокоскоростного газопламенного напыления (HVOF); в альтернативном варианте, указанный слой может быть получен путем диффузии, например, диффузии из твердой фазы, диффузии из жидкой фазы или химической диффузии из паровой фазы; MCrAlY чаще всего получают путем напыления, а Ni3Al, как правило, получают путем диффузии.
Толщина tk (см. Фиг. 4) связующего слоя (поз.404 на Фиг.4) по существу является равномерной; толщина tk может иметь значение в диапазоне 0,01 - 1,0 мм, более предпочтительно, в диапазоне 0,05 - 0, 3 мм.
Верхний слой (поз.402 на Фиг.4) выполнен из керамического материала и может быть образован, например, из DVC YSZ (диоксид циркония, стабилизированный оксидом иттрия, с плотной структурой и вертикальными трещинами) или DVC DySZ (диоксид циркония, стабилизированный оксидом диспрозия, с плотной структурой и вертикальными трещинами), и может быть получен путем напыления, например, физического осаждения из паровой фазы (PVD), плазменного напыления в среде низкого давления (LPPS), вакуумно-плазменного напыления (VPS), воздушно-плазменного напыления (APS) или высокоскоростного газопламенного напыления (HVOF).
Толщина верхнего слоя может быть равномерной или переменной. Согласно примеру варианта выполнения, первая толщина h1 соответствует «впадинам» базовой поверхности (см. Фиг.4), а вторая толщина h2 (смотри Фиг. 4) - «вершинам» «гребней» базовой поверхности, при этом первая толщина h1 больше второй толщины h2; причем значение толщины h1 и h2 может соответствовать диапазону 0,6 - 6 мм; значение толщины h2,
предпочтительно, составляет от 0,6 мм до 3 мм.
Структуры, представленные на Фиг.2 и Фиг.4 (соответствуют целому ряду подобных структур), могут быть получены при использовании предложенного выше способа и выполнены на обойме статора.
Согласно типичному варианту выполнения, «гребни» параллельны друг другу и расположены на одинаковом расстоянии или с шагом Р (см. Фиг.4); значение шага Р может лежать в диапазоне от 2,5 мм до 15 мм; следует отметить, что шаг между выступами верхней поверхности (поз.410 на Фиг.4) равен шагу между выступами базовой поверхности (поз.414 на Фиг.4).
Согласно предложенному изобретению «гребни» могут иметь разную форму и размеры (как в поперечном, так и в продольном направлении); следует отметить, что формы и размеры, существенные, главным образом, для уплотнительной функции истираемого уплотнения, соответствуют формам и размерам выступов 410, как изображено на Фиг.4; в любом случае, формы и размеры выступов 410 получают из форм и размеров выступов 414 в ходе выполнения двух этапов нанесения покрытия; таким образом, все указанные формы и размеры связаны друг с другом.
В примере варианта выполнения, представленном на Фиг. 5, «гребни» 510, разделенные «впадинами» 512, содержат:
- первый начальный прямолинейный участок 514 (начинающийся у стороны уплотнения, которая на чертеже обозначена как «НАЧАЛО»),
- второй промежуточный криволинейный участок 516, примыкающий к участку 514,
- третий конечный прямолинейный участок 518, примыкающий к участку 516 (заканчивающийся на стороне уплотнения, которая на чертеже обозначена как «КОНЕЦ»).
В данном примере варианта выполнения участки 514 и 518 имеют разную длину, в частности, участок 514 длиннее участка 518.
Значение угла X (поз.522 на Фиг.5) между участком 514 и окружной линией (в частности, лежащей в плоскости, поперечной оси вращения турбомашины, и соответствующей стороне «НАЧАЛО» уплотнения), может составлять от 25° до 85°. Значение угла ^ (поз. 524 на Фиг.5) между участком 518 и окружной линией (в частности, лежащей в плоскости, поперечной оси вращения турбомашины, и соответствующей стороне «КОНЕЦ» уплотнения), может составлять от 25° до 85°. Углы X и ^ могут быть одинаковыми или отличаться друг от друга; в примере варианта выполнения, представленном на Фиг.5, указанные углы имеют разные значения.
В отличие от Фиг.5, «гребни» 602, 604 и 606 в примерах варианта выполнения, представленных на Фиг.6, содержат, соответственно, один, два и три криволинейных участка, не имея прямолинейных участков.
Фиг. 4 может быть использована для понимания всевозможных форм выступов в поперечном направлении, в частности, «гребней»; как уже указано, формы и размеры выступов (поз.414 на Фиг.4) базовой поверхности подобны, если не идентичны, формам и размерам выступов (поз.410 на Фиг.4) верхней поверхности.
Формы поперечного сечения выступов (поз.414 на Фиг.4) базовой поверхности может быть треугольной, например, с закругленными углами (в частности, с закругленной «вершиной», имеющей радиус, к примеру, 0,5 мм) или трапецеидальной (а именно, четырехугольной с одной парой параллельных сторон). Форма поперечного сечения выступов (поз.410 на Фиг.4) верхней поверхности может быть треугольной, например, с закругленными углами (в частности, с закругленной «вершиной», имеющей радиус, к примеру, 0,5 мм) или трапецеидальной (а именно, четырехугольной с одной парой параллельных сторон). Элемент 414 может иметь форму треугольника, а элемент 410 - форму трапеции. Следует отметить, что исходная форма элемента 410 может быть треугольной, а после истирания форма элемента 410 может стать трапецеидальной.
Значение угла а (см. Фиг.4) одной стороны трапеции с базовой поверхностью может составлять от 25° до 90°, предпочтительно от 30° до 75°, более предпочтительно, примерно 45°. Значение угла в (см. Фиг.4) другой стороны трапеции с базовой поверхностью может составлять от 25° до 90°, предпочтительно от 30° до 75°, более предпочтительно, примерно 45°. Углы а и в могут быть одинаковыми или отличаться друг от друга; в примере варианта выполнения, представленном на Фиг.4, указанные углы равны; возможны следующие примеры комбинации углов: 45° и 45°, 30° и 30°, 60° и 60°, 30° и 60°, 60° и 30°.
Значение угла у (см. Фиг.4) одной стороны трапеции с верхней поверхностью может составлять от 25° до 90°, предпочтительно от 30° до 75°, более предпочтительно, примерно 45°. Значение угла 5 (см. Фиг.4) другой стороны трапеции с верхней поверхностью может составлять от 25° до 90°, предпочтительно от 30° до 75° , более предпочтительно, примерно 45°. Углы Y и 5 могут быть одинаковыми или отличаться друг от друга; в примере варианта выполнения, представленном на Фиг.4, указанные углы равны; возможны следующие примерные комбинации углов: 45° и 45°, 30° и 30°, 60° и 60°, 30° и 60°, 60° и 30°.
Предполагается, что угол у обычно меньше (но лишь немного меньше, например, на 5° - 10°) угла а, и и угол 5 обычно меньше (но лишь немного меньше) угла в.
Что касается трапеции базовой поверхности, ее высота Н1 (см. Фиг.4) может составлять от 0,5 мм до 5 мм, а длина ее верхнего основания L1 (см. Фиг.4) может составлять от 0 до 5 мм; если верхнее основание составляет от 0 до 0,5 мм, трапецию можно считать треугольником. Что касается трапеции верхней поверхности, ее высота Н2 (см. Фиг.4) может составлять от 0,5 мм до 5 мм, а ее верхнее основание L2 (см. Фиг.4) может составлять от 0 до 5 мм; если верхнее основание составляет от 0 до 0,5 мм, трапецию можно считать треугольником.
Предполагается, что высота Н2 обычно меньше (но лишь немного меньше) высоты Н1 , и что верхнее основание L2 обычно больше (но лишь немного больше) верхнего основания L1.
Неподвижный компонент турбомашины содержит корпус, имеющий базовую поверхность, которая обращена к вращающемуся компоненту турбомашины и имеет фигурные выступы, связующий слой и верхний слой. Связующий слой покрывает базовую поверхность корпуса, а покрывающий связующий слой выполнен из истираемого керамического материала. Верхняя поверхность неподвижного компонента имеет фигурные выступы, форма которых подобна форме фигурных выступов базовой поверхности. Фигурные выступы образуют истираемое уплотнение между неподвижным и вращающимся компонентами турбомашины. При изготовлении неподвижного компонента турбомашины покрывают базовую поверхность корпуса связующим слоем. Затем покрывают связующий слой верхним слоем, выполненным из истираемого керамического материала, с образованием верхней поверхности указанного неподвижного компонента. Другое изобретение группы относится к турбомашине, содержащей указанный выше неподвижный компонент. Группа изобретений позволяет упростить изготовление фигурных выступов в истираемом уплотнении компонента турбомашины. 3 н. и 11 з.п. ф-лы, 8 ил.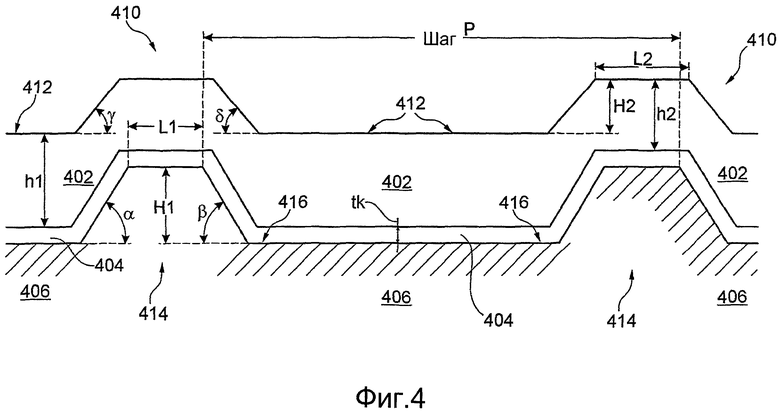
1. Способ изготовления неподвижного компонента турбомашины, включающий следующие этапы:
обеспечение наличия корпуса (406) неподвижного компонента, имеющего базовую поверхность, которая обращена к вращающемуся компоненту турбомашины и имеет фигурные выступы (414),
покрытие базовой поверхности связующим слоем (404),
покрытие связующего слоя (404) верхним слоем (402), выполненным из истираемого керамического материала, с образованием верхней поверхности указанного неподвижного компонента так, что на ней образуются фигурные выступы (410), имеющие форму, подобную форме фигурных выступов (414) базовой поверхности, и образующие истираемое уплотнение между неподвижным и вращающимся компонентами турбомашины.
2. Способ по п.1, в котором фигурные выступы (414) базовой поверхности корпуса (406) получают путем литья, фрезерования, шлифования, электроискровой обработки или аддитивного наращивания.
3. Способ по любому предшествующему пункту, в котором связующий слой (404) выполняют из MCrAlY и получают путем напыления либо выполняют из Ni3Al и получают путем диффузии.
4. Способ по п.1, в котором верхний слой (402) выполняют из диоксида циркония, стабилизированного оксидом иттрия, с плотной структурой и вертикальными трещинами (DVC YSZ) или диоксида циркония, стабилизированного оксидом диспрозия, с плотной структурой и вертикальными трещинами (DVC DySZ) и получают путем напыления.
5. Способ по любому из предшествующих пунктов, в котором корпус выполняют из суперсплава на основе никеля.
6. Неподвижный компонент (109) турбомашины (100), содержащий:
- корпус (406), имеющий базовую поверхность, которая обращена к вращающемуся компоненту турбомашины и имеет фигурные выступы (414),
- связующий слой (404), покрывающий базовую поверхность корпуса (406),
- верхний слой (402), покрывающий связующий слой (404) и выполненный из истираемого керамического материала,
причем верхняя поверхность указанного неподвижного компонента (109) имеет фигурные выступы (410), форма которых подобна форме фигурных выступов (414) базовой поверхности,
причем фигурные выступы (410) образуют истираемое уплотнение между неподвижным и вращающимся компонентами турбомашины.
7. Неподвижный компонент по п.6, в котором выступы (410, 414) базовой и верхней поверхностей представляют собой множество фасонных гребней (510), параллельных друг другу.
8. Неподвижный компонент по п.7, в котором каждый из фасонных гребней (510) содержит:
- первый прямолинейный участок (514),
- второй криволинейный участок (516), примыкающий к первому прямолинейному участку (514),
- третий прямолинейный участок (518), примыкающий ко второму криволинейному участку (516).
9. Неподвижный компонент по п.7 или 8, в котором каждый из фасонных гребней (604, 606) имеет два или более криволинейных участка.
10. Неподвижный компонент по п.6, в котором выступы (410, 414) базовой и верхней поверхностей представляют собой гребни.
11. Неподвижный компонент по п.10, в котором поперечное сечение гребней базовой поверхности имеет треугольную или трапецеидальную форму.
12. Неподвижный компонент по п.10 или 11, в котором поперечное сечение гребней верхней поверхности имеет треугольную или трапецеидальную форму.
13. Неподвижный компонент по любому из пп.6-12, в котором указанный корпус выполнен из суперсплава на основе никеля.
14. Турбомашина (100), содержащая по меньшей мере один неподвижный компонент (109) по любому из пп.6-13.
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ ПРИСОЕДИНЕНИЙ В РАЗВЕТВЛЕННЫХ СЕТЯХ ПОСТОЯННОГО И ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275645C2 |
| АТМОСФЕРНЫЙ КЛАПАН ДОМЕННОЙ ПЕЧИ | 0 |
|
SU256790A1 |
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИСТИРАЕМОГО МАТЕРИАЛА | 1993 |
|
RU2039631C1 |

