Изобретение относится к технологии лазерной обработки материалов и может быть использовано в машиностроении, микроэлектронике и других областях промышленности для прошивки отверстий малого диаметра и большой глубины в изделиях из металлов, их сплавов, диэлектриках и других материалах.
Известен способ прошивки прецизионных отверстий лазерным излучением (Technological Nd-lasers with the adaptive cavity and their application /A. N. Kravets, I. I. Trifonov, A.V. Gavrilov et all. //Proceedings of SPIE. - Vol. 3267. - 1998. - P. 307-316), заключающийся в том, что в одном или более активных элементах возбуждают лазерное излучение. Причем лазер создают по схеме задающий генератор - усилитель. Резонатор задающего генератора образуют выходным зеркалом и концевым отражателем, представляющим собой систему зеркал, которые устанавливают по схеме интерферометра. Внутри концевого отражателя размещают модулятор лазерного излучения, обладающий возможностью плавно изменять энергетические и временные параметры модулированного излучения, а также осуществлять селекцию мод. С помощью модулятора создают затравочное излучение в виде цуга коротких импульсов, которое усиливают одним или более каскадами усиления до интенсивности, требуемой для обработки. Усиленное излучение при необходимости коллимируют с помощью коллиматора, а затем фокусируют с помощью объектива в зону воздействия, где устанавливают и обрабатывают заготовку.
Недостатком указанного способа является ограниченный коэффициент формы отверстий (отношение глубины к диаметру отверстия), составляющий менее 30. Этот недостаток обусловлен низкой компенсацией фазовых искажений волнового фронта лазерного излучения, что ограничивает как предельную глубину прошивки (не более 16 мм), так и минимальный диаметр получаемых отверстий (не менее 200 мкм).
Другим недостатком является конусность получаемых отверстий, составляющая не менее 1:200, что также вызвано низкой компенсацией фазовых искажений волнового фронта лазерного излучения.
По своей технической сущности наиболее близким к предлагаемому изобретению является способ прошивки прецизионных отверстий (Лазерная техника и технология. В 7 кн. Кн. 4. Лазерная обработка неметаллических материалов /Под ред. А.Г. Григорьянца. - М.: Высш. шк., 1988. - С. 132-139), заключающийся в том, что в одном или более активных элемента возбуждают лазерное излучение, причем активные элементы устанавливают в стационарный резонатор, имеющий высокую добротность одновременно для многих мод или для одной, при введении в резонатор диафрагмы. Добротность резонатора модулируют с помощью лазерного затвора. При этом создают излучение в виде цугов импульсов, а для ускоренного поглощения материалом энергии излучения увеличивают интенсивность первых пичков. Наведение в резонаторе паразитных мод отраженным от обрабатываемой заготовки излучением устраняют введением оптического элемента с диодной характеристикой после выходного зеркала резонатора. При необходимости лазерное излучение коллимируют с помощью телескопической системы, а затем фокусируют с помощью объектива в зону воздействия, где устанавливают и обрабатывают заготовку. Причем оптическую систему и излучатель лазера располагают так, что размеры светового пятна в фокальной плоскости и в плоскости изображения торца излучателя (или диафрагмы) равны. В этом случае в зоне воздействия образуется цилиндрическая световая трубка, то есть перетяжка излучения в фокальной плоскости ограничена цилиндрической поверхностью. Для снижения конусности получаемых отверстий в процессе обработки управляют интенсивностью лазерного излучения путем относительного смещения объектива и заготовки или последовательной сменой объективов с диафрагмированием. Это позволяет избежать снижения интенсивности излучения на дне канала по мере заглубления отверстия.
Основной недостаток данного способа заключается в низком коэффициенте формы отверстий, составляющем менее 50. Указанный недостаток обусловлен двумя причинами. Во-первых, низкое качество и отсутствие компенсации фазовых искажений излучения приводят к ухудшению его пространственных характеристик и недостаточно острой фокусировке, что ограничивает минимальный диаметр отверстий. Во-вторых, значительные потери излучения в статическом резонаторе и элементе оптической развязки снижают интенсивность импульсов излучения, что ограничивает предельную глубину обработки.
Другим недостатком является значительная конусность получаемых отверстий, составляющая 1:100 и более, что также вызвано низкой компенсацией фазовых искажений волнового фронта лазерного излучения.
Задачей настоящего изобретения является увеличение коэффициента формы отверстия и уменьшение его конусности при прошивке лазерным излучением.
Решение поставленной задачи достигается тем, что в способе, включающем генерирование лазерного излучения путем его возбуждения в одном или более активных элементах, модуляции добротности резонатора и создания излучения в виде цугов импульсов с помощью лазерного затвора, коллимацию и фокусировку лазерного излучения на обрабатываемую заготовку и управление его интенсивностью в процессе обработки заготовки, генерируют s- или р-поляризованное излучение, а на обрабатываемую заготовку направляют излучение с ортогональной р- или s-поляризацией, для чего излучение с линейной s- или p-поляризацией направляют в элемент, где оно становится ортогонально р- или s-поляризованным и который пропускает излучение только в направлении обрабатываемой заготовки, и в процессе управления интенсивностью лазерного излучения увеличивают интенсивность импульсов в цуге по мере заглубления канала отверстия.
В предлагаемом способе фазовые искажения излучения корректируются автоматически в процессе самообращения волнового фронта (самоОВФ). Режим самоОВФ реализуют в результате четырехволнового взаимодействия (ЧВВ) излучения непосредственно в средах активных элементов и фототропного кристалла. При этом в инвертированной среде активных элементов и фототропном кристалле записываются динамические голографические решетки, которые образуют ОВФ-зеркала самоподстраивающегося адаптивного резонатора лазера. Использование принципов голографии реального времени для самоОВФ при ЧВВ позволяет не только скомпенсировать фазовые искажения излучения и реализовать одномодовый режим генерации без использования диафрагм или других специальных селекторов, но и на 3-4 порядка повысить его пространственную яркость, практически на порядок и более улучшить параметр качества излучения, а также уменьшить потери основной моды и увеличить энергетические параметры импульсов одномодового излучения. Так, в предлагаемом способе параметр качества излучения М2 не превышает значения М2 = 1,16, в то время как в прототипе он достигает 50-100 в многомодовом режиме и составляет 8-10 в одномодовом режиме генерации, когда внутри резонатора устанавливают апертурную диафрагму. Параметр М2 оценивают по формуле
M2 = πDθ/4λ, (1)
где D - диаметр пучка излучения в ближней зоне; θ и λ - расходимость и длина волны излучения. Таким образом, в предлагаемом способе М2 не менее чем в 7-8 раз ниже по сравнению с прототипом, и только примерно на 20% превышает теоретический предел М2=1. Следовательно, предлагаемый способ позволяет добиться и более острой фокусировки излучения в зоне обработки, поскольку диаметр сфокусированного излучения прямо пропорционален параметру М2
Df = λFM2/πDL, (2)
где F - фокусное расстояние объектива; DL - диаметр пучка излучения на входной апертуре объектива.
В прототипе генерируется неполяризованное лазерное излучение. Выделение поляризации определенного типа из генерируемого излучения осуществляют введением в резонатор лазера частичного поляризатора, то есть пластины, установленной под углом Брюстера. Это обуславливает не только значительные потери излучения (до 50%) вследствие удаления его части из резонатора, но и довольно низкую, не более 80%, степень поляризации излучения. В свою очередь, это приводит к существенным потерям излучения в оптическом элементе с диодной характеристикой, которые составляют не менее 20%. В предлагаемом способе поляризацию излучения создают на допороговом этапе развития генерации при формировании топографических решеток путем введения фазовой пластинки в кольцо концевого отражателя. Поэтому генерируемое излучение имеет вполне определенную поляризацию. Генерацию s- или p-поляризованного излучения обеспечивают соответствующей настройкой зеркал резонатора и ориентацией фазовой пластинки. При этом степень поляризации составляет более 90%. Следовательно, суммарные потери мощности излучения в резонаторе и в оптическом вентиле составляют менее 10%.
Кроме того, в соответствии с феноменологической моделью заглубления отверстия при фокусировке излучения вблизи поверхности обрабатываемой заготовки процесс разрушения материала можно описать выражением
где rf = Df/2 - радиус сфокусированного излучения; rh(t) - текущий радиус; q - интенсивность поглощенного излучения; LB и ρ - скрытая теплота испарения единицы массы материала и его плотность. Изменение размеров rh на основании закона распространения гауссова пучка можно представить
где h(t) - заглубление отверстия. Тогда, (3) примет вид
Откуда следует, что при большом заглублении отверстия, таком что h(t)>>rf,
Интегрирование (6) дает формулу для определения глубины отверстия. Когда q=const, что соответствует способу обработки по прототипу, глубина отверстия
В предлагаемом способе интенсивность излучения увеличивают по мере заглубления отверстия согласно закону q=Aq0t2, где А>1 - коэффициент пропорциональности. После интегрирования (6) глубина отверстия будет
Из (7) и (8) следует, что предлагаемый способ позволяет значительно увеличить глубину отверстия по сравнению с прототипом. Это объясняется как лучшим качеством излучения, так и большей его интенсивностью благодаря значительно более высокой пространственной яркости излучения. В результате, предлагаемый способ дает возможность существенным образом увеличить предельную глубину hmах отверстия. Ее можно найти, приравняв интенсивность потока лазерного излучения его пороговому значению, характеризующему начало разрушения материала, Q = cρTB(aτi)1/2. Для прототипа hmax составляет
а для предлагаемого способа
Формулы (9) и (10) указывают на то, что по сравнению с прототипом предлагаемый способ, благодаря только повышению качества излучения, позволяет значительно (пропорционально параметру М2) увеличить hmax. Если сравнить глубину отверстия по прототипу, когда генерация осуществляется в одномодовом режиме, то увеличение hmax по предлагаемому способу составляет 7-8 раз, а когда в прототипе генерация происходит в многомодовом режиме, увеличение hmax достигает 50 и более раз. При этом следует учитывать, что в предлагаемом способе пространственная яркость излучения на 3-4 порядка выше, что позволяет также соответственно повысить интенсивность излучения в зоне воздействия. В результате hmax возрастает в 104 раз и более. Причем интенсивность излучения по мере заглубления отверстия увеличивают путем повышения оптической плотности фототропного кристалла. Это дает возможность не только скомпенсировать потери интенсивности из-за расфокусировки излучения и снижение скорости выноса материала из канала, но и получать отверстия с hmax пропорциональной времени воздействия t. Причем в отличие от прототипа, где скорость заглубления отверстия снижается с ростом глубины лунки, предлагаемый способ обеспечивает постоянную скорость удаления материала, поскольку q= Ag0t2. Скорость выноса материала может быть получена дифференцированием уравнения (7) для прототипа
и уравнения (8) для предлагаемого способа
Анализ приведенных формул свидетельствует о том, что предлагаемый способ реализует режим обработки, аналогичный автоканалированию и дает возможность значительно уменьшить диаметр и увеличить глубину получаемых отверстий. Вследствие этого предлагаемый способ обеспечивает коэффициент формы в 2-3 раза больший, чем прототип.
Конусность отверстий в первом приближении можно оценить, если предположить, что интенсивность излучения в зоне воздействия q(r)≈q0exp(-r2/rf 2), где r - текущий радиус, а q0=qmax rf/rh. Здесь qmax - максимальное значение интенсивности излучения, определяемое по его распределению в перетяжке излучения, rh - радиус поперечного сечения излучения, определяемый на базовой длине hb выражением (4), а на поверхности образца rh=rf. Тогда конусность отверстия составит
где rd - радиус отверстия на базовой длине hb, который определяется из условия, что граница отверстия образуется, когда q(r)=QB. Используя граничное условие и формулу (4), получим
Откуда
Из выражения (15) следует, что улучшение параметра качества М2 позволяет уменьшить значение rh, а повышение пространственной яркости дает возможность увеличить qmax.
Таким образом, применение предлагаемого способа обуславливает снижение конусности получаемых отверстий в 3-5 раз по сравнению с прототипом.
На чертеже приведена оптическая схема устройства, реализующего предлагаемый способ.
Устройство содержит активные элементы 1, 2 из ИАГ:Nd, накачиваемые излучением газоразрядных ламп, пассивный лазерный затвор 3 на кристалле LiF:F2 -, поворотные зеркала 4-7, концевой отражатель 8-10 на основе интерферометра Саньяка, включающий делительное зеркало 8 и поворотные зеркала 9, 10. В кольце интерферометра размещена фазовая (λ/2) пластинка 11. На выходе лазера установлен невзаимный элемент, образованный тонкопленочными поляризационными зеркалами 12 и 16, вращателем Фарадея 13 и двумя призмами Френеля 14 и 15. Далее по ходу луча установлены коллиматор 17, фокусирующий объектив 18 и обрабатываемая заготовка 19.
Предлагаемый способ реализуется следующим образом. Лазерное излучение, возбуждаемое активными элементами 1 и 2, инжектируется в концевой отражатель 8-10 на базе интерферометра Саньяка. Концевой отражатель осуществляет пространственно-угловую селекцию и создает затравочное излучение с близким к плоскому волновым фронтом. Кроме того, с помощью фазовой пластинки 11, установленной в петле интерферометра, управляют вектором напряженности лазерного излучения. Причем пластинку ориентируют под углом 45o, то есть таким образом, чтобы выполнялось разделение поляризаций встречных волн и тем самым исключалось взаимодействие опорных волн при четырехволновом смешении.
Отраженное от концевого отражателя излучение вновь направляется в активные элементы, и затем на систему поворотных зеркал 4-7. С помощью поворотных зеркал создаются три пространственные петли так, что излучение пересекается в активных элементах 1, 2 и лазерном затворе 3. По мере развития генерации, при четырехволновом взаимодействии излучение записывает в средах активных элементов и затвора пространственные голографические решетки, которые образуют динамический резонатор лазера, самообращающий волновой фронт излучения. Помимо ОВФ пассивный затвор осуществляет модуляцию добротности динамического резонатора и создает излучение в виде цугов коротких импульсов.
Усиленное после многократного прохода по резонатору излучение направляется в зону воздействия и фокусируется с помощью объектива 18 на обрабатываемую заготовку 19. При необходимости излучение коллимируется с помощью коллиматора 17. Для исключения попадания излучения, отраженного от заготовки в процессе обработки, между лазером и объективом устанавливают невзаимный элемент 12-16. Если лазер отъюстирован таким образом, что генерирует s-поляризованное излучение, то невзаимный элемент настраивают так, чтобы он пропускал излучение только в направлении от лазера к заготовке и только с указанной поляризацией. Для этого зеркало 12 установлено под углом Брюстера, что обеспечивает отражение s- и пропускание p-поляризационных составляющих излучения, а зеркало 16 (на чертеже условно повернуто на угол 45o) - отражение p- и пропускание s-поляризационных составляющих излучения. Вращатель Фарадея 13 выполняет поворот вектора напряженности на угол 45o, а сдвоенная призма Френеля - его доворачивание на такой же угол. На прямом проходе s-поляризованное излучение отражается от зеркала 12, становится p-поляризованным при последовательном проходе вращателя Фарадея, сдвоенной призмы Френеля и отражается без потерь от зеркала 16. Отраженное от заготовки излучение в общем случае может иметь любую поляризацию. На обратном проходе s-поляризационная составляющая излучения сразу пропускается зеркалом 16 и не попадает в резонатор лазера. Другая, p-поляризационная составляющая излучения, отражается зеркалом 16 и попадает на систему призм 14, 15. Призмы Фарадея поворачивают вектор напряженности на угол 45o, однако, вращатель Фарадея возвращает его в исходное положение, поворачивая вектор напряженности на угол 45o, но в противоположном направлении. В результате на зеркало 12 излучение попадает, имея p-поляризационное состояние, пропускается им и не попадает в резонатор лазера. Таким образом, влияние отраженного от заготовки излучения на развитие генерации исключается.
Если лазер генерирует p-поляризованное излучение, то невзаимный элемент перестраивают так, чтобы он также пропускал излучение только в направлении от лазера к заготовке и только с указанной поляризацией. Для этого зеркало 12 поворачивают вокруг оптической оси на угол 45o так, чтобы оно обеспечивало отражение р- и пропускание s-поляризационных составляющих излучения, а зеркало 16 - отражение s- и пропускание p-поляризационных составляющих излучения. В этом случае на прямом проходе p-поляризованное излучение после отражения от зеркала 12 будет становиться s-поляризованным после последовательного прохода установленных по ходу луча вращателя Фарадея 13 и сдвоенной призмы Френеля 14, 15. Это излучение отражается без потерь от зеркала 16 в направлении заготовки. На обратном проходе p-поляризационная составляющая излучения сразу пропускается зеркалом 16, а s-поляризационная составляющая излучения пропускается зеркалом 12 после последовательного прохода сдвоенной призмы Френеля и вращателя Фарадея, что также как и в предыдущем случае исключает попадание отраженного от заготовки излучения в резонатор лазера.
В процессе обработки пассивный затвор, имеющий переменное начальное пропускание, плавно перемещается перпендикулярно оптической оси так, что в начале обработки в генерации участвует область с минимальной оптической плотностью, а в конце обработки - область с максимальной оптической плотностью. Это обеспечивает изменение энергетических и временных параметров импульсов таким образом, что по мере заглубления отверстия их энергия и мощность увеличиваются, а длительность уменьшается. Причем управление энергетическими параметрами импульсов осуществляют по закону q = Aq0t2, где коэффициент пропорциональности А выбирают больше 1. Указанный закон изменения параметров излучения обеспечивают путем перемещения каретки транслятора, на котором закрепляют пассивный затвор.
Пример. Проводили прошивку отверстий в заготовках из быстрорежущей стали Р18, жаростойкой стали 09Х18Н10Т5 и алюминиевого сплава АмГ6. Обработку осуществляли с помощью лазерной установки, созданной нами на базе лазера типа ЛТИ-130 с двумя активными элементами из HAГ:Nd, размером ⊘6,3×100 мм и пассивным затвором на основе кристалла LiF:F2 - размером 8х15х50 мм с переменным начальным пропусканием от 20 до 80%. Перемещение каретки транслятора выполняли с помощью шагового двигателя, подключенного к ПК. Закон перемещения задавали по программе, обеспечивающей закон изменения интенсивности излучения q ≈ 2,2 q0t2. Результаты обработки приведены в таблице.
Из полученных результатов следует, что применение предлагаемого способа прошивки отверстий по сравнению с прототипом позволяет в 7-10 раз уменьшить диаметр и, соответственно, коэффициент формы, а также в 1,5-2 раза увеличить глубину получаемых отверстий. Причем по своей конусности отверстия близки к цилиндрическим.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНОЕ ГЕНЕРАЦИОННОЕ УСТРОЙСТВО ОДНОМОДОВОГО ИЗЛУЧЕНИЯ | 1992 |
|
RU2038666C1 |
| ЛАЗЕРНАЯ СИСТЕМА ОДНОМОДОВОГО ИЗЛУЧЕНИЯ С ДИНАМИЧЕСКИМ РЕЗОНАТОРОМ | 1998 |
|
RU2157035C2 |
| ПЕРЕСТРАИВАЕМЫЙ ЛАЗЕР | 1991 |
|
RU2023333C1 |
| КЕРАМИЧЕСКИЙ ЛАЗЕРНЫЙ МИКРОСТРУКТУРИРОВАННЫЙ МАТЕРИАЛ С ДВОЙНИКОВОЙ НАНОСТРУКТУРОЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2358045C2 |
| ЛАЗЕРНОЕ ГЕНЕРАЦИОННО-УСИЛИТЕЛЬНОЕ УСТРОЙСТВО | 1992 |
|
RU2046481C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ МЕТАЛЛОВ И СПЛАВОВ | 2000 |
|
RU2186667C2 |
| ЛАЗЕРНАЯ СИСТЕМА С МНОГОПЕТЛЕВЫМ РЕЗОНАТОРОМ | 2011 |
|
RU2572659C2 |
| ЛАЗЕРНОЕ УСТРОЙСТВО ОДНОМОДОВОГО ИЗЛУЧЕНИЯ | 1994 |
|
RU2095899C1 |
| ЛАЗЕРНОЕ ГЕНЕРАЦИОННОЕ УСТРОЙСТВО ОДНОМОДОВОГО ИЗЛУЧЕНИЯ | 1996 |
|
RU2106732C1 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ ЛАЗЕРНЫЙ МАТЕРИАЛ | 2010 |
|
RU2431910C1 |

Изобретение относится к технологии лазерной обработки материалов и может быть использовано в машиностроении, микроэлектронике и других областях промышленности для прошивки отверстий малого диаметра и большой глубины в изделиях из металлов, их сплавов, диэлектриках и других материалах. Возбуждают лазерное излучение в одном или более активных элементах. Осуществляют модуляцию добротности резонатора. Создают излучение в виде цугов импульсов с помощью лазерного затвора. Устраняют влияние отраженного от обрабатываемой заготовки излучения на развитие генерации. Осуществляют коллимацию и фокусировку лазерного излучения на обрабатываемую заготовку и управление интенсивностью лазерного излучения на дне канала отверстия в процессе обработки заготовки. Генерируют излучения с s- или р-поляризацией. Направляют его в элемент, который пропускает излучение только в направлении обрабатываемой заготовки. В процессе управления интенсивностью лазерного излучения увеличивают интенсивность импульсов в цуге по мере заглубления канала отверстия. В результате возможно увеличение коэффициента формы отверстия и уменьшение его конусности при прошивке лазерным излучением. 1 табл., 1 ил.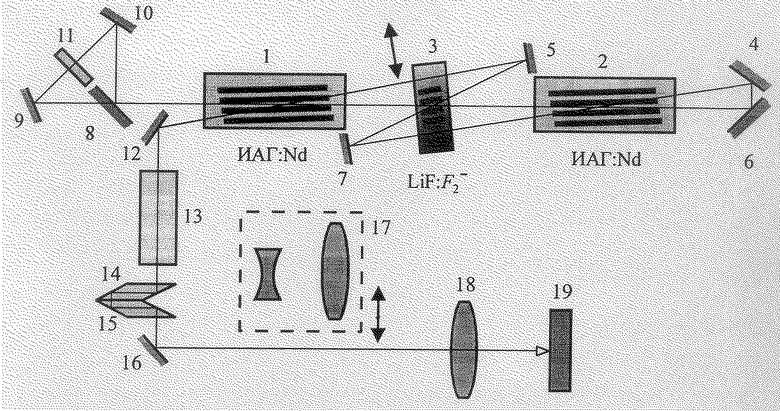
Способ прошивки прецизионных отверстий лазерным излучением, включающий генерирование лазерного излучения путем его возбуждения в одном или более активных элементах, модуляцию добротности резонатора и создание излучения в виде цугов импульсов с помощью лазерного затвора, коллимацию и фокусировку лазерного излучения на обрабатываемую заготовку и управление его интенсивностью в процессе обработки заготовки, отличающийся тем, что генерируют излучение с s- или p- поляризацией, направляют его в элемент, который пропускает излучение только в направлении обрабатываемой заготовки, а в процессе управления интенсивностью лазерного излучения увеличивают интенсивность импульсов в цуге по мере заглубления канала отверстия.
| ГРИГОРЬЯНЦ А.Г | |||
| и др | |||
| Лазерная обработка неметаллических материалов | |||
| Лазерная техника и технология | |||
| - М.: Высшая школа, кн | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МАТЕРИАЛОВ ИМПУЛЬСНЫМ ИЗЛУЧЕНИЕМ В ТЕХНОЛОГИЧЕСКОЙ УСТАНОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1633646A1 |
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ | 1997 |
|
RU2118926C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 1998 |
|
RU2146989C1 |
