УРОВЕНЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области обработки материалов. Точнее говоря, настоящее изобретение относится к способу и к устройству для получения порошковых материалов путем атомизации сырьевого материала в форме удлиненного элемента. Также раскрыты порошковые частицы, полученные с использованием раскрытого способа и устройства.
УРОВЕНЬ ТЕХНИКИ
[0002] С ростом интереса к быстрому моделированию и изготовлению, обычно известному как изготовление присадочного материала или 3-D печать, многие технологии были разработаны для производства плотных сферических порошков, применимых для таких технологий. Успех изготовления присадок и 3-D печати в целом зависит от доступности материалов, применимых для изготовления деталей. Такие материалы должны быть обеспечены в форме высокочистых, мелких (например, диаметром менее 150 мкм), плотных, сферических и свободно текущих порошков, которые обладают четко определенными распределениями частиц по размерам. Стандартные технологии атомизации расплава, такие как газовая, жидкостная атомизация и атомизация на вращающемся диске неспособны приводить к созданию таких высококачественных порошков.
[0003] Более новые технологии позволяют избежать использования тигельной плавки, которая часто бывает ответственной за загрязнение материала. Эти новые технологии обеспечивают создание сферических, свободно текущих порошков.
[0004] Например, некоторые способы плазменной атомизации основаны на использовании нескольких плазменных горелок для получения струй плазмы, которые сходятся по направлению к верхней точке. При подаче атомизируемого материала в форме проволоки или стержня к верхней точке, материал расплавляется и атомизируется за счет термической и кинетической энергии, обеспечиваемой плазменными струями. Было предложено, чтобы сырьевой материал был атомизирован в форме непрерывного расплавленного потока, направленного к верхней точке, где сходятся несколько струй плазмы. Эти типы процессов плазменной атомизации являются достаточно мелкими и требуют тщательной настройки, по меньшей мере, трех плазменных горелок, для получения, по меньшей мере, трех струй плазмы, сходящихся по направлению к апексу. Из-за физического размера таких плазменных горелок, местоположение апекса ограничено таким образом, чтобы оно находилось в нескольких сантиметрах от выходной точки струй плазмы. Это вызывает существенные потери тепловой и кинетической энергии струй плазмы, перед тем, как они достигают положения апекса и падают на материал. В целом, эти процессы влекут за собой некоторые сложности с точки зрения требований для точной настройки и регулирования мощности горелок и для точного задания скорости подачи материала.
[0005] Другие технологии созданы на основе использования прямого индукционного нагрева и плавления проволоки или стержня атомизируемого материала, при предотвращении контакта между расплавленным материалом и тиглем. Капли расплава падают из стержня в систему сопла для газовой атомизации и атомизируются, при использовании высокой скорости потока подходящего инертного газа. Основное преимущество этих технологий заключается в предотвращении возможного загрязнения атомизируемого материала путем устранения каких-либо его возможного контакта с керамическим тиглем. Однако, эти технологии ограничены атомизацией чистых металлов или сплавов. Также, эти технологии достаточно сложные и требуют мелкой регулировки рабочих условий для оптимального быстродействия. Кроме того, расходуются большие количества инертных атомизирующих газов.
[0006] Поэтому, возникает потребность в технологиях для эффективного и экономичного получения порошковых частиц из широкого диапазона сырьевых материалов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Согласно первому изобретению, настоящее изобретение относится к способу для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, который включает в себя введение сырьевого материала в плазменную горелку, перемещение передней части сырьевого материала из плазменной горелки в сопло для атомизации, принадлежащее плазменной горелке; и плавление поверхности переднего конца сырьевого материала за счет его обнажения к одной или нескольким плазменным струям, образованным в сопле для атомизации, причем одну или несколько плазменных струй выбирают из кольцевой плазменной струи, нескольких сходящихся плазменных струй и их сочетания.
[0008] Согласно другому аспекту настоящее изобретение относится к устройству для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, содержащему плазменную горелку, включающую: инжекционный зонд для приема сырьевого материала; и сопло для атомизации, сконфигурированное для приема передней части сырьевого материала из инжекционного зонда, таким образом, чтобы оно снабжалось плазмой, с получением одной или более плазменных струй и расплавлением поверхности переднего конца сырьевого материала за счет воздействия на него одной или несколькими плазменными струями. Одну или более плазменных струй выбирают из кольцевой плазменной струи, нескольких сходящихся плазменных струй и их сочетания.
[0009] Вышеупомянутые и другие признаки станут более ясными по прочтении следующего неограничивающего описания их иллюстративных вариантов воплощения, приведенных лишь в качестве примера, со ссылкой на прилагаемые чертежи. Одинаковые номера отображают одинаковые признаки на различных Фигурах чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Варианты воплощения изобретения будут описаны лишь в качестве примера, со ссылкой на прилагаемые чертежи, на которых:
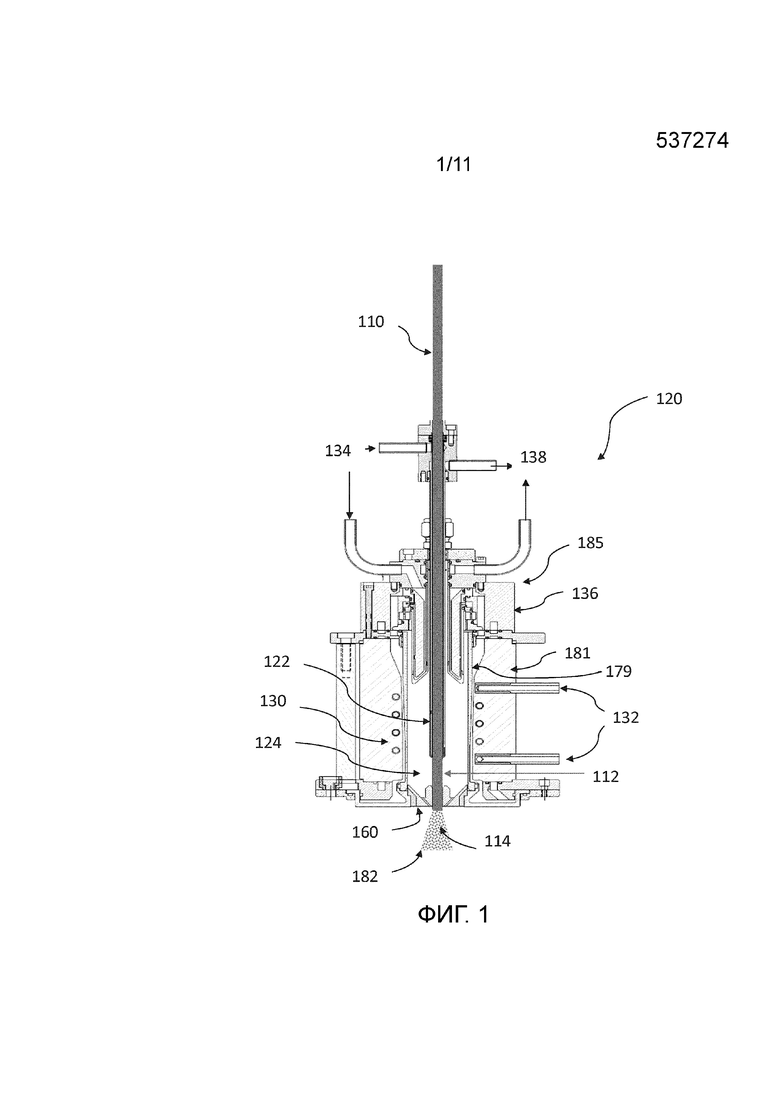
[0011] Фигура 1 представляет собой переднюю вертикальную проекцию плазменной горелки, пригодной для атомизации сырьевого материала в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба;
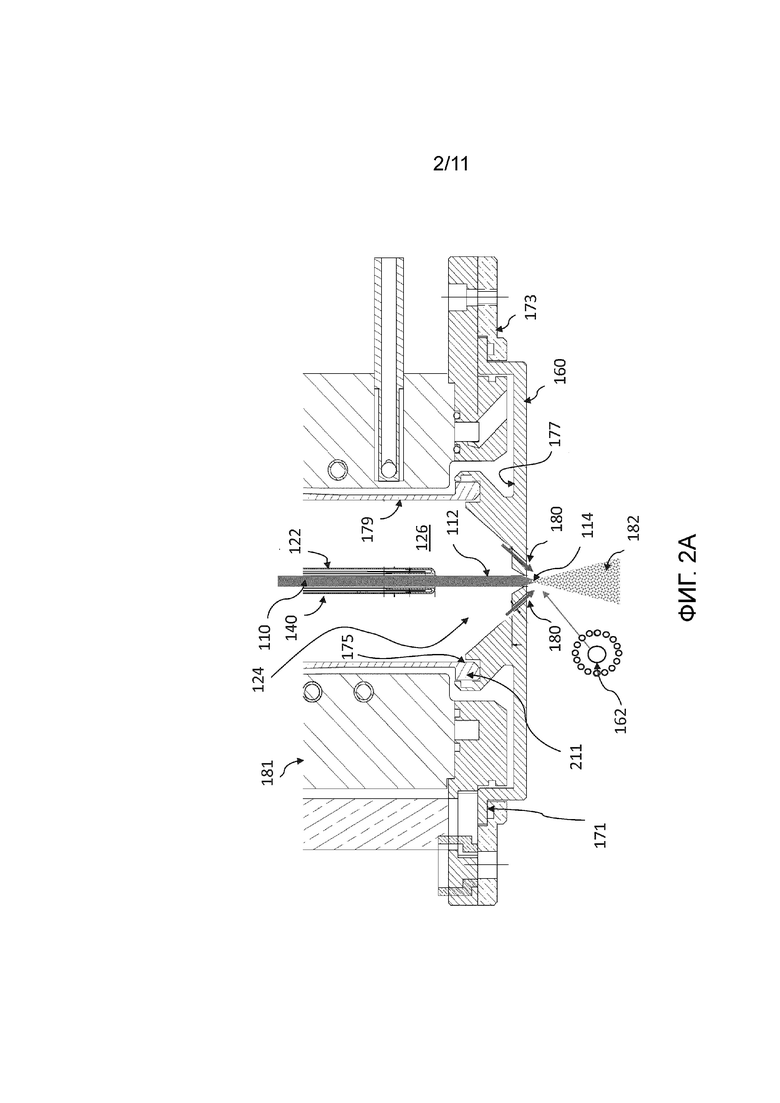
[0012] Фигура 2a представляет собой подробную переднюю вертикальную проекцию плазменной горелки по Фигуре 1, имеющей сопло для атомизации согласно варианту воплощения и конфигурации для прямого предварительного нагрева удлиненного элемента плазмой;
Фигура 2b представляет собой подробную переднюю вертикальную проекцию плазменной горелки по Фигуре 1, имеющей сопло для атомизации по Фигуре 2a и конфигурацию, в которой удлиненный элемент косвенно нагревается плазмой через трубу радиационного нагрева;
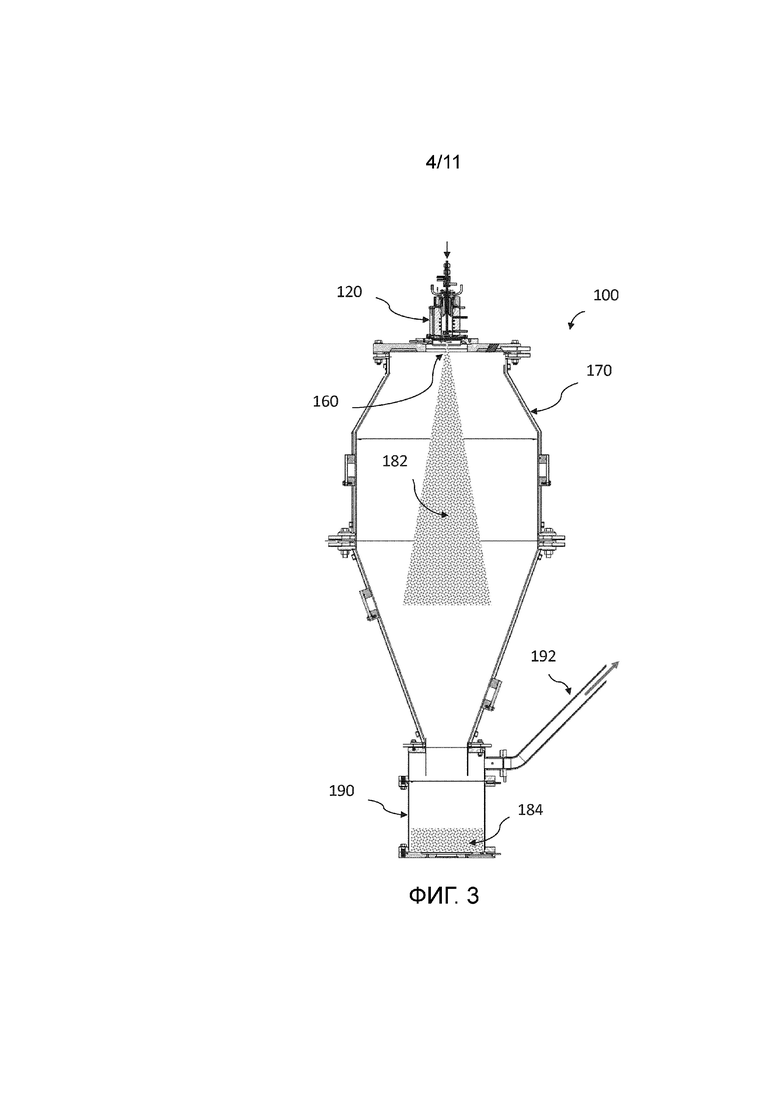
Фигура 3 представляет собой переднюю вертикальную проекцию устройство для атомизации сырьевого материала в форме удлиненного элемента, причем устройство включает в себя плазменную горелку по Фигуре 1;
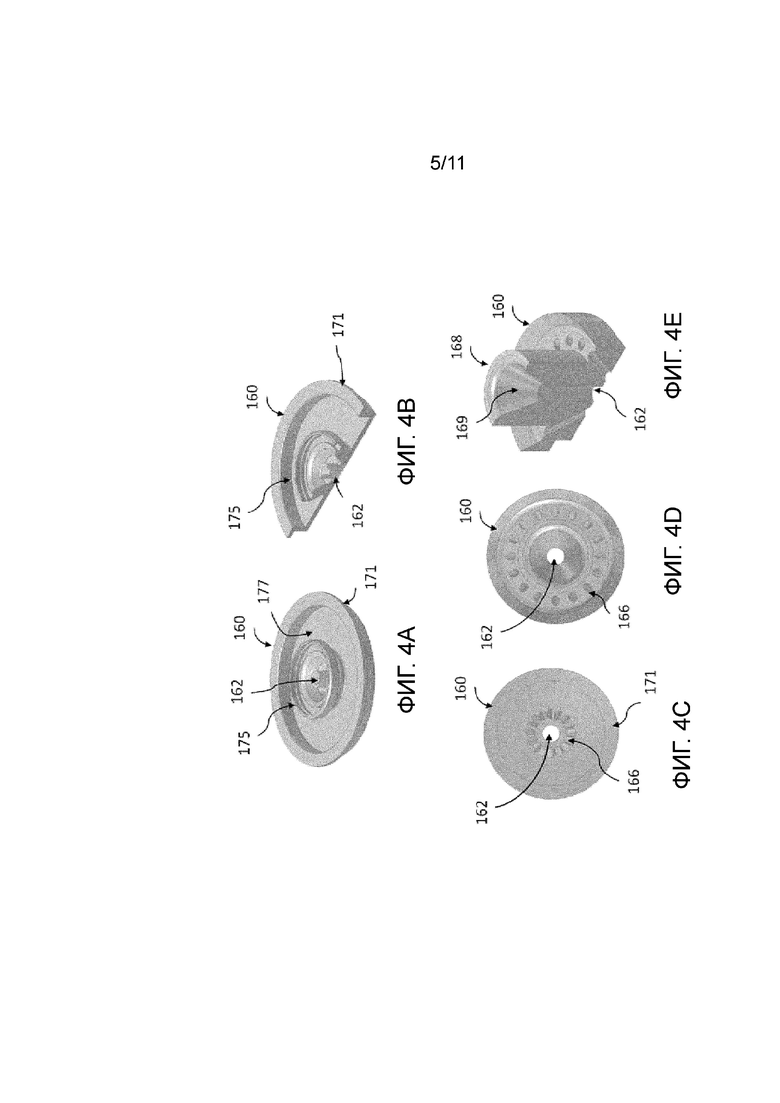
Фигура 4a представляет собой перспективное изображение сопла для атомизации с опорным фланцем согласно варианту воплощения;
Фигура 4b представляет собой поперечный разрез сопла для атомизации и опорного фланца по Фигуре 4a;
Фигуры 4c, 4d и 4e представляют собой дополнительное верхнее, нижнее и перспективное изображения, показывающие детали сопла для атомизации по Фигуре 4a, включая центральное отверстие, окруженное радиальными отверстиями, для производства плазменных струй;
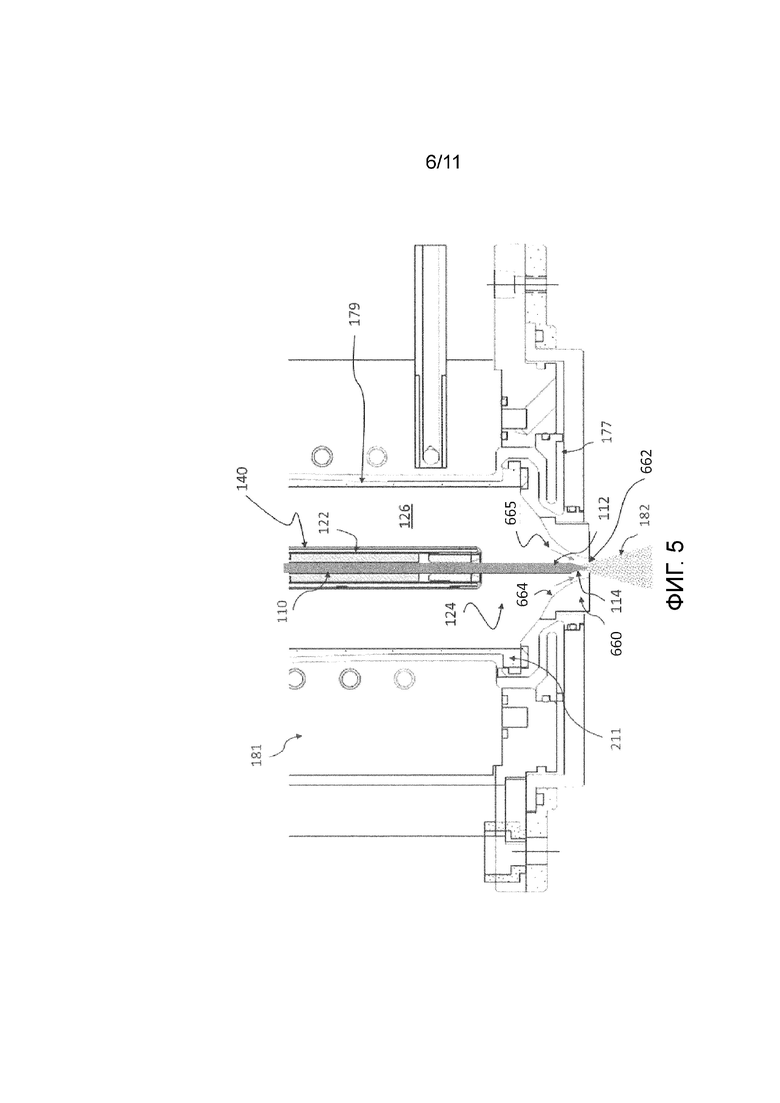
Фигура 5 представляет собой подробную переднюю вертикальную проекцию плазменной горелки по Фигуре 1, показывающую сопло для атомизации согласно другому варианту воплощения;
Фигура 6 представляет собой подробную переднюю вертикальную проекцию варианта плазменной горелки по Фигуре 1, показывающую сопло для атомизации по Фигуре 5, и дополнительно включающую в себя головку для защитного газа, окружающее выходной конец сопла для атомизации;
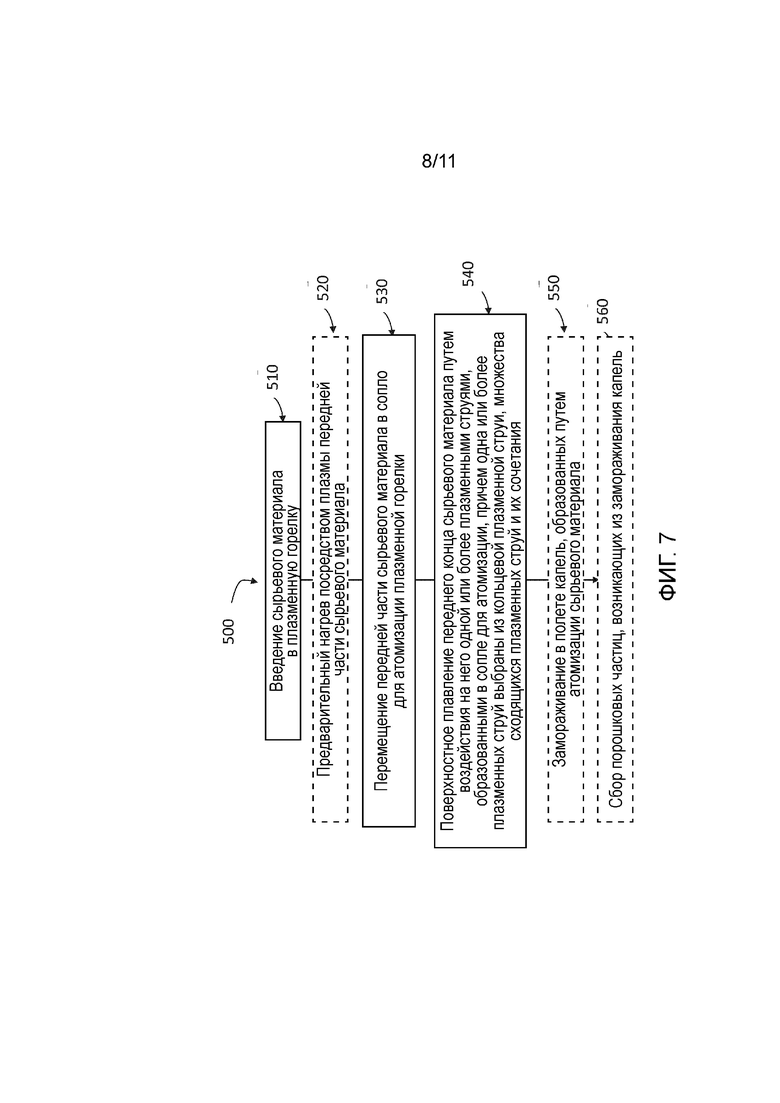
Фигура 7 представляет собой схему технологического процесса, показывающую операции способа производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволоки, стержня или заполненной трубы;
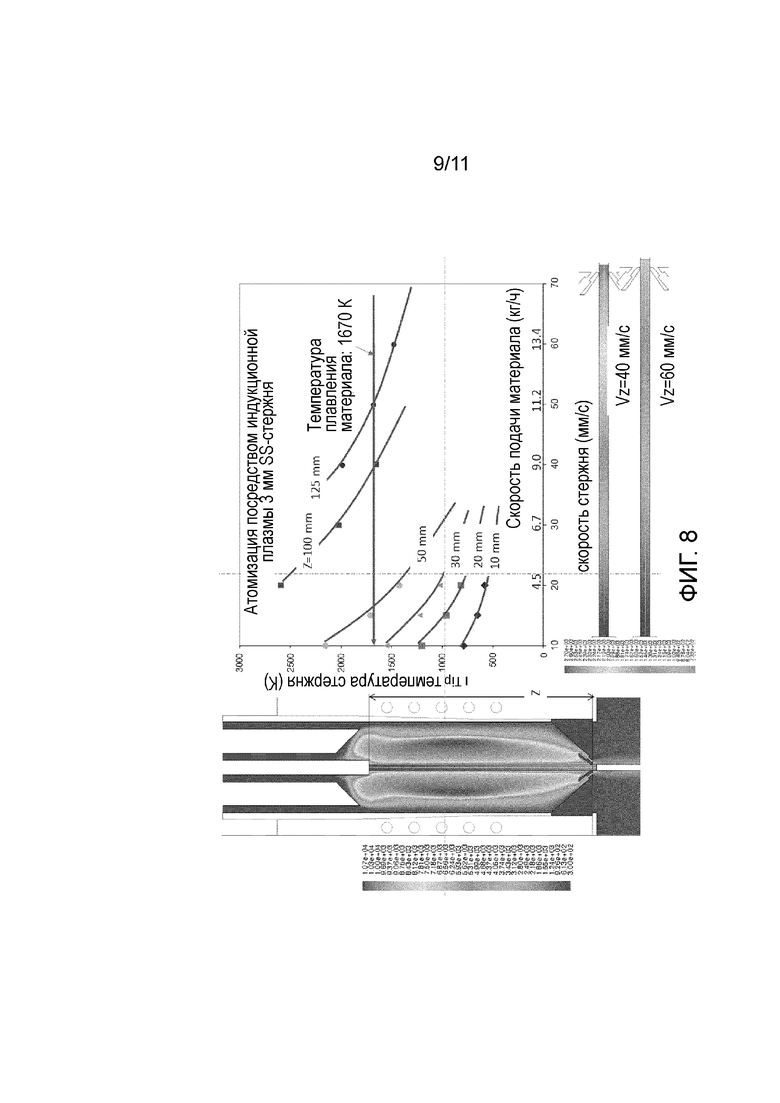
[0021] Фигура 8 представляет собой схематическое изображение, включающее в себя график, показывающий результаты моделирования для нагрева проволоки из нержавеющей стали 3,2 мм, введенной в индукционную плазму аргон/водород при 60 кВт;
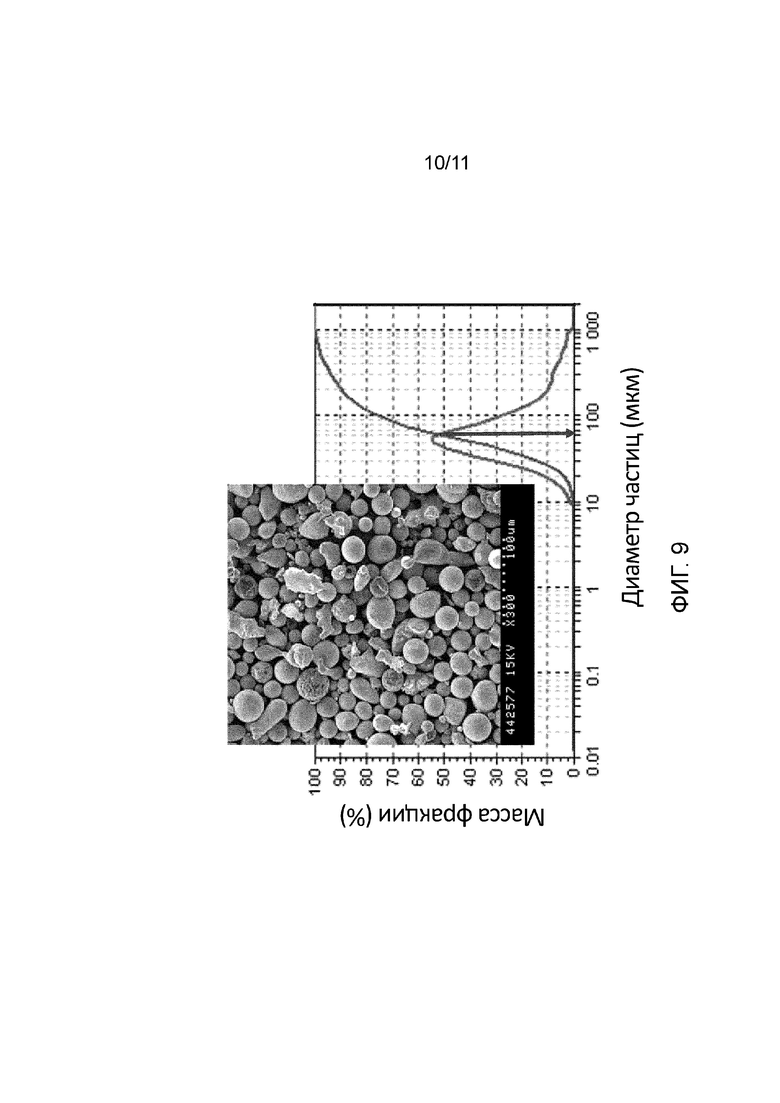
[0022] Фигура 9 представляет собой электронную микрофотографию порошковых частиц, полученных путем атомизации проволоки диаметром 3,2 мм из нержавеющей стали, и график соответствующего распределения частиц по размерам; и
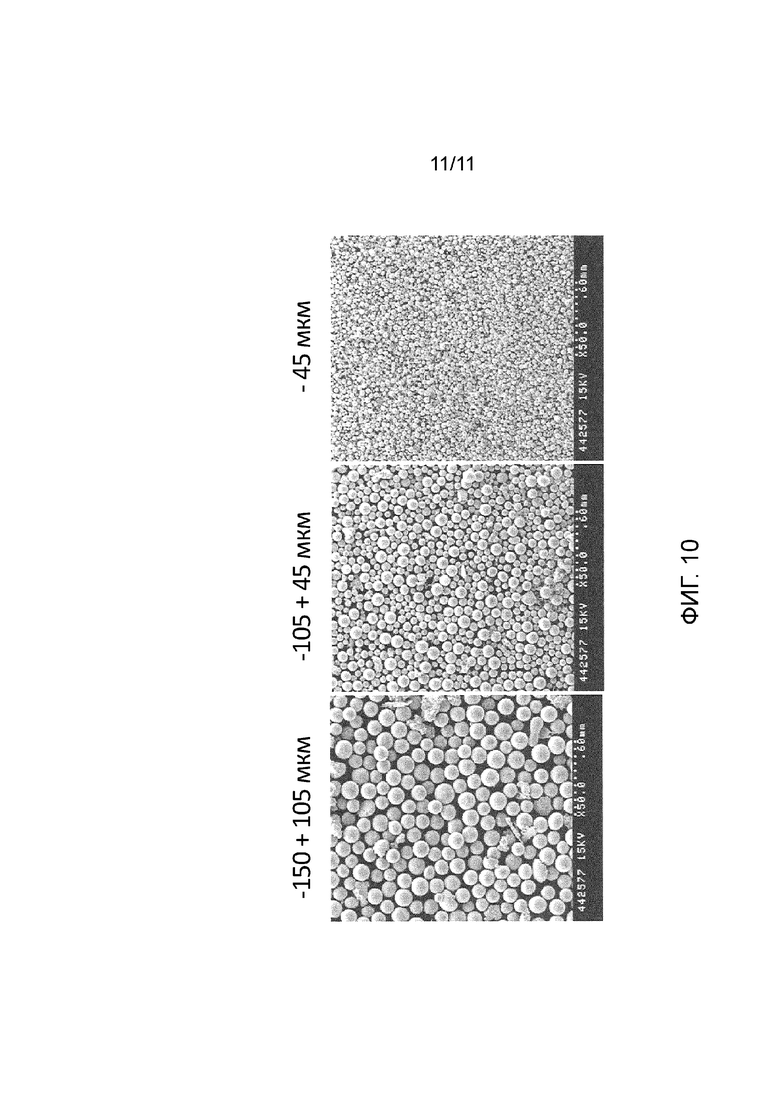
[0023] Фигура 10 иллюстрирует электронные микрофотографии различных фракций сферического порошка из нержавеющей стали, полученных с использованием способа и устройства для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента.
ПОДРОБНОЕ ОПИСАНИЕ
[0024] В общих чертах, настоящее изобретение обращается к одной или более проблем, связанных с эффективным и экономичным производством порошковых частиц из широкого диапазона сырьевых материалов.
[0025] Точнее говоря, настоящее изобретение описывает способ плазменной атомизации и устройство для него, пригодное для получения порошковых частиц из широкого диапазона сырьевых материалов, включающих в себя, например, чистые металлы, сплавы, керамику и композиты. Раскрытая технология может быть использована при изготовлении широкого диапазона плотных сферических металлических, керамических или композитных порошков из сырьевого материала одной природы в форме удлиненного элемента, такого как, - в качестве неограничивающих примеров, - стержня, проволоки или заполненной труби. Порошок может быть задан как содержащий частицы с диаметром менее одного (1) миллиметра, причем мелкий порошок может быть задан как содержащий частицы диаметром менее 10 микрометров, тогда как сверхмелкий порошок может быть задан как содержащий частицы менее одного (1) микрометра в диаметре.
[0026] В не ограничивающем варианте воплощения плазменная горелка, которая может представлять собой (не обязательно) горелку для индуктивно-связанной плазмы, снабжается сырьевым материалом вдоль ее центральной, продольной оси. Скорость движения и/или расстояние перемещения сырьевого материала в возможной зоне предварительного нагрева плазменной горелки можно контролировать таким образом, чтобы можно было нагреть материал до температуры, насколько возможно, близкой к его точке плавления при предотвращении его преждевременного плавления в плазменной горелке. В одном варианте воплощения передний конец возможного предварительно нагретого сырьевого материала попадает в сопло для атомизации, выходя из его нижней по потоку стороны, и попадает в охлаждающую камеру. Из-за своего прохождения в сопле для атомизации, передний конец или кончик сырьевого материала подвергается воздействию нескольких плазменных струй, например, высокоскоростных плазменных струй, включая, но не ограничиваясь, сверхзвуковые мелкие плазменные струи. При падении на сырьевой материал, плазменные струи расплавляют его поверхность и отделяют расплавленный материал, что приводит к образованию мелко разделенных сферических расплавленных капель материала, захваченного плазменным газом, выходящим из сопла для атомизации. В другом варианте воплощения передний конец предварительно нагретого (не обязательно) сырьевого материала подвергается воздействию кольцевой плазменной струи в сопле для атомизации, и кольцевая плазменная струя также вызывает поверхностное плавление сырьевого материала. Полученные капли захватываются плазменным газом в охлаждающую камеру. В обоих вариантах воплощения, капли охлаждаются и замораживаются в полете в охлаждающей камере, с образованием, например, маленьких, твердых и плотных сферических порошковых частиц. Порошковые частицы могут быть восстановлены на дне охлаждающей камеры, например, в находящемся ниже по потоку циклоне или в фильтре, в зависимости от их распределения частиц по размерам.
[0027] В контексте настоящего изобретения, порошковые частицы получают с использованием раскрытого способа и устройства, могут включать в себя, без ограничения, частицы микронных размеров, которые могут быть заданы как частицы в диапазоне от 1 до 1000 микрометров в диаметре.
[0028] Согласно технологии используемой на протяжении всего настоящего изобретения:
[0029] Частица порошка: зерно зернистого материала, включая но не ограничиваясь, микронные и наночастицы.
[0030] Атомизация: измельчение материала до частиц.
[0031] Сырьевой материал: материал, преобразуемый с помощью процесса.
[0032] Заполненная труба: сырьевой материал, обеспеченный в форме трубы, изготовленной, в качестве неограничивающих примеров, из металла, пластмассы или любого другого подходящего материала, заполненного порошком, состоящим из чистого металла, сплавов, керамического материала, любого другого подходящего материала, или состоящего из смеси материалов, таким образом, чтобы плавление порошка могло привести к усилению образования сплава или композита.
[0033] Плазма: газ горячем, частично ионизованном состоянии.
[0034] Плазменная горелка: устройство, способное превращать газ в плазму.
[0035] Горелка для индуктивно-связанной плазмы: тип плазменной горелки с использованием электрического тока в качестве источника энергии для получения электромагнитной индукции энергии, с образованием плазмы.
[0036] Инжекционный зонд: удлиненный трубопровод, который можно охлаждать с использованием охлаждающей жидкости, для введения или подачи сырьевого материала.
[0037] Зона предварительного нагрева: область в плазменной горелке, в которой сырьевой материал нагревается до температуры ниже его точки плавления.
[0038] Сопло для атомизации: элемент для получения плазменных струй и для обеспечения перемещения сырьевого материала из плазменной горелки в охлаждающую камеру.
[0039] Замораживание в полете: охлаждение жидких капель, становящихся твердыми частицами, при их подвешивании в газе.
[0040] Охлаждающая камера: контейнер, в котором происходит замораживание в полете.
[0041] Обратимся теперь к чертежам, где Фигура 1 представляет собой переднюю вертикальную проекцию плазменной горелки, пригодной для атомизации сырьевого материала в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволоки, стержня или заполненной трубы. Очевидно, что в раскрытом способе для атомизации сырьевого материала потенциально могут быть использованы и другие типы удлиненного элемента.
[0042] Фигура 2a представляет собой подробную переднюю вертикальную проекцию плазменной горелки по Фигуре 1, имеющей сопло для атомизации согласно варианту воплощения, и конфигурацию для прямого предварительного нагрева удлиненного элемента плазмой, тогда как Фигура 2b представляет собой подробную переднюю вертикальную проекцию плазменной горелки по Фигуре 1, имеющей сопло для атомизации по Фигуре 2a и конфигурацию, в которой удлиненный элемент косвенно нагревается плазмой посредством трубы радиационного нагрева. Фигура 3 представляет собой переднюю вертикальную проекцию устройства для атомизации сырьевого материала в форме удлиненного элемента, причем устройство включает в себя плазменную горелку по Фигуре 1.
[0043] Обратимся теперь снова к Фигурам 1, 2 и 3, где устройство 100 для производства порошковых частиц путем атомизации сырьевого материала 110 в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба, содержит плазменную горелку 120 для производства плазма 126 и охлаждающую камеру 170. Без ограничения настоящего изобретения, плазменная горелка 120, как показано, представляет собой горелку для индуктивно-связанной плазмы. Также предполагается использование других типов плазменных горелок. Устройство 100 может дополнительно содержать накопитель 190 порошка.
[0044] Плазменная горелка 120 содержит инжекционный зонд 122 в форме удлиненного трубопровода, закрепленного на головке 185, коаксиальной с горелкой 120 для индуктивно-связанной плазмы. Как проиллюстрировано на Фигуре 1, инжекционный зонд 122 простирается через головку 185 и через трубу 179 для обжатия пучка плазмы. Сырьевой материал 110 может быть введен в плазменную горелку 120 через инжекционный зонд 122 таким образом, чтобы он был коаксиален с корпусом 181 горелки. Сырьевой материал 110 можно непрерывно подавать в инжекционный зонд 122, с помощью обычной проволоки, стержня или механизма подачи трубы (не показан), например, аналогичного серийно выпускаемым блокам, используемым в настоящее время в электродуговой сварке проволоки, таким как блоки, поставляемые на рынок Миллером для MIG (metal-arc inert-gas welding, дуговая сварка металлическим электродом в среде инертного газа)/проволочная сварка, и содержащим первый комплект барабанов, работающих для контроля скорости подачи удлиненного элемента к инжекционному зонду 122. Механизму подачи могут предшествовать, либо за ним могут следовать два последовательных комплекта выпрямляющих барабана для выпрямления удлиненного элемента в двух перпендикулярных плоскостях. Несомненно, в некоторых ситуациях, для выпрямления удлиненного элемента только в одной плоскости или в нескольких плоскостях может потребоваться только один комплект или более выпрямляющих барабанов. Комплект (комплекты) выпрямляющих барабанов применимы при подаче сырьевого материала в форме рулонов. В варианте, механизм подачи может быть адаптирован для вращения сырьевого материала 110 вокруг его продольной оси, в частности, вокруг продольной оси плазменной горелки 120.
[0045] Зона 124 предварительного нагрева для предварительного нагрева передней части 112 сырьевого материала 110, за счет прямого контакта с плазмой 126, как проиллюстрировано на Фигуре 2a, либо за счет теплоты лучеиспускания от трубы радиационного нагрева 125 окружающий сырьевой материал 110, причем сама труба радиационного нагрева 125 нагревается за счет прямого контакта с плазмой 126, как проиллюстрировано на Фигуре 2b. Труба радиационного нагрева 125 может быть изготовлена, например, из огнеупорного материала, такого как графит, вольфрам или карбида гафния. Плазменная горелка 120 также содержит сопло 160 для атомизации с каналом, через который передняя часть 112 сырьевого материала 110 из зоны 124 предварительного нагрева перемещается, обнажая передний конец 114 сырьевого материала 110 для нескольких плазменных струй 180 и атомизации сырьевого материала. Канал может содержать центральное отверстие 162, позволяя передней части 112 сырьевого материала 110 покидать плазменную горелку 120 и входит в охлаждающую камеру 170, и с радиальными отверстиями 166 для получения нескольких плазменных струй 180. Охлаждающую камеру 170 прикрепляют к нижнему концу плазменной горелки 120, ниже по потоку относительно сопла 160. В охлаждающей камере 170 передний конец 114 сырьевого материала 110 подвергается воздействию нескольких плазменных струй 180.
[0046] Обратимся еще к Фигурам 1, 2 и 3, и хотя в конечном счете можно использовать и другие типы плазменных горелок, плазменная горелка 120 представляет собой горелку для индуктивно-связанной плазмы и содержит внешний 181 цилиндрический корпус горелки, внутреннюю 179 цилиндрическую трубу для обжатия пучка плазмы, и, по меньшей мере, одну индукционную катушку 130 в коаксиальном расположении. Внешний 181 цилиндрический корпус горелки может быть изготовлен из формуемого композитного материала, например, формуемого композитного керамического материала. Внутренняя 179 цилиндрическая труба для обжатия пучка плазмы может быть изготовлена из керамического материала, и, как указано выше, является коаксиальной с корпусом 181 горелки. По меньшей мере, одна индукционная катушка 130 коаксиальна и встроена в корпус 181 горелки, для получения РЧ (радиочастотного) электромагнитного поля, энергия которого воспламеняет и поддерживает плазму 126, заключенную в трубе 179 для обжатия пучка плазмы, включающей в себя зону 124 предварительного нагрева. Плазму получают, по меньшей мере, из одного газа, такого как аргон, гелий, водород, кислород, азот или их сочетание, подаваемого в трубу 179 для обжатия пучка плазмы через головку 185 горелки 120 для индуктивно-связанной плазмы на верхнем конце корпуса 181 горелки. РЧ-ток подают на индукционную катушку (индукционные катушки) 130 по силовым проводам 132. Вода или другая охлаждающая жидкость поступает через входы, такие как 134, течет по охлаждающим каналам, таким как 136, в частности, через кольцевой промежуток между корпусом 181 горелки и трубой 179 для обжатия пучка плазмы, для охлаждения горелки для индуктивно-связанной плазмы. Вода или другая охлаждающая жидкость покидает устройство 100 через выходы, такие как 138. Вода или другая охлаждающая жидкость также может течь (a) через экран 140 инжекционного зонда 122 и в индукционную катушку (катушки) 130, которая (которые) тогда является трубчатой (трубчатыми).
[0047] Подвергание переднего конца 114 сырьевого материала 110 воздействию нескольких плазменных струй 180 вызывает локальное плавление сырьевого материала, сопровождаемое мгновенным снятием и разрушением образовавшегося расплавленного слоя сырьевого материала, с образованием мелких капель 182. Капли 182 падают в охлаждающую камеру 170, которая выполнена с размерами и конфигурацией для обеспечения замораживания в полете капель 182. Капли 182, при замораживании, превращаются в порошковые частицы 184, накапливающиеся в коллекторе 190.
[0048] Устройство 100 по Фигуре 3 сконфигурировано так, чтобы дать каплям 182 упасть в коллектор 190 под действием силы тяжести. Однако, также предполагаются и другие конфигурации, в которых капли 182 не падают вертикально, будучи продвигаемыми газом или вакуумом. В варианте воплощения по Фигуре 3 и в таких других конфигурациях, выпускная труба 192 может соединять нижнюю часть охлаждающей камеры 170 с системой вакуумирования (не показана), для вытягивания газа из охлаждающей камеры 170.
[0049] Устройство 100 включает в себя другие компоненты, такие как кожухи, фланцы, болты, и т.п., которые проиллюстрированы на Фигурах 1, 2a, 2b, 3, 4, 5 и 6. Будем считать, что эти элементы не требуют разъяснений, и поэтому они дополнительно не описаны в настоящей работе. Точная конфигурация различных компонентов, проиллюстрированных на этих и других Фигурах, не ограничивает настоящее изобретение.
[0050] Фигура 4a представляет собой перспективное изображение сопла 160 для атомизации с опорным фланцем 171 согласно варианту воплощения. Фигура 4b представляет собой поперечный разрез сопла 160 для атомизации и опорный фланец 171 по Фигуре 4a. Фигуры 4c, 4d и 4e представляют собой верхнее, нижнее и перспективное изображения, показывающее детали сопла 160 для атомизации по Фигуре 4a, включая центральное отверстие 162, окруженное радиальными отверстиями 166 для формирования каналов плазменных струй, например, каналы микроплазменных струй. Без ограничения, сопло 160 для атомизации может быть образовано из водоохлаждаемого металла или из радиационно охлаждаемого огнеупорного материала или из сочетания их обоих.
[0051] Сопло 160 опирается на фланец 171. Как показано на Фигурах 2a и 2b, фланец 171 может быть закреплен между нижним концом плазменной горелки 120 и крепежным кольцевым элементом 173 в уплотнительном устройстве между плазменной горелкой 120 и охлаждающей камерой 170. Обратимся еще к Фигурам 2a и 2b, где сопло 160 содержит кольцевую, внутреннюю поверхность 177, которая может задавать часть охлаждающих каналов 136, для обеспечения в то же время охлаждения сопла 160. Сопло 160 также задает кольцевой желоб 175, для приема нижнего конца 211 трубы 179 для обжатия плазмы в соответствующем уплотнительном устройстве.
[0052] Сопло 160 по Фигурам 4a-4e содержит, не внутренней стороне, центральную колонну 168, задающую центральное отверстие 162, коаксиальное с инжекционным зондом 122. Центральное отверстие 162 имеет входное воронкообразное расширение 169. Эта конфигурация колонны 168 облегчает выравнивание и введение передней части 112 сырьевого материала 110. Центральное отверстие 162 сопла 160 позволяет передней части 112 сырьевого материала 110 выходить из плазменной горелки 120 во внутреннее пространство охлаждающей камеры 170.
[0053] Сопло 160 для атомизации также содержит, вокруг центральной колонны 168, нижнюю стенку, образованную с несколькими радиальными отверстиями 166, которые равномерно, под углом разнесены друг относительно друга. Радиальные отверстия 166 спроектированы для обеспечения соответствующих фракций плазмы 126, чтобы она могла течь к охлаждающей камере 170, и для генерирования плазменных струй 180. Множество радиальных отверстий 166 и их угол атаки по отношению к центральной, геометрической продольной оси плазменной горелки 120 могут быть выбраны в зависимости от желаемого распределения плазменных струй 180 вокруг продольной оси плазменной горелки 120.
[0054] Центральное отверстие 162 может быть откалибровано и сконфигурировано для близкой подгонки к поперечному сечению сырьевого материала 110 таким образом, чтобы центральное отверстие 162 стало почти закрытым, за счет введения в него передней части 112 сырьевого материала 110. При закрытии центрального отверстия 162, давление плазмы 126 в плазменной горелке 120 повышается. Это, в свою очередь, приводит в действие соответствующие фракции плазмы 126, связанные с ее выпусканием из зоны 124 в трубе 179 для обжатия пучка плазмы через радиальные отверстия 166. Эти выпущенные фракции плазмы 126 образуют плазменные струи 180. Радиальные отверстия 166 откалиброваны и сконфигурированы для выдавливания плазменных струй 180 при высокой скорости, которая возможно может достичь звуковой или сверхзвуковой скорости.
[0055] В случаях, когда поперечное сечение сырьевого материала 110 меньше, чем раскрытие центрального отверстия 162, отверстие 162 не полностью блокируется, и рост давления в плазменной горелке 120 может иметь меньшую величину. Тем не менее, срезающее действие плазменной горелки 120 и частичное засорение центрального отверстия 162 сырьевым материалом 110 еще заставляет плазму 126 находиться при значительном уровне давления. Еще могут иметь место плазменные струи 180, хотя и возможно более слабые, с точки зрения течения и давления. Часть плазмы 126 выпускается через центральное отверстие 162, в зазор, образованный между сырьевым материалом 110 и раскрытием центрального отверстия 162. Эта часть плазмы 126 образует кольцевую плазменную струю или поток, который окружает передний конец 114 сырьевого материала 110. При его прохождении через центральное отверстие 162, передний конец 114 может в таких случаях стать атомизированным, в части, находящейся под действием кольцевой плазменной струи. Передний конец 114 дополнительно может стать атомизированным в дополнительной части плазменных струй 180, которые, хотя они становятся слабее, еще могут выпускаться из радиальных отверстий 166 сопла 160, для атомизации при значительной скорости.
[0056] Каждое из радиальных отверстий 166 может быть ориентировано таким образом, чтобы плазменные струи 180 сходились к переднему концу 114 сырьевого материала 110 в форме удлиненного элемента, такого как, - в качестве неограничивающих примеров, - проволоки, стержня или заполненной трубы в охлаждающей камере 170, с усилением процесса атомизации. Точнее говоря, Фигуры 4c и 4d показывают, соответственно, вид сверху и вид снизу сопла 160 для атомизации. Можно наблюдать, что радиальные отверстия 166 расположены под углом вовнутрь вокруг центральной, геометрической продольной оси плазменной горелки 120, сверху до низа сопла, для получения атомизации 162. Таким образом, образованные в ней плазменные струи 180 будут сходиться в охлаждающей камере 170 по направлению к точке сходимости, при аксиальном выравнивании с центральным отверстием 162. Без ограничения, радиальные отверстия 166 могут быть цилиндрическими и иметь диаметр в диапазоне 0,5-3 мм, с получением звуковых или сверхзвуковых микроструй плазмы, и могут быть ориентированы под углами 20-70° относительно центральной, геометрической продольной оси плазменной горелки 120. Конечно, могут рассматриваться и другие формы и диаметры радиальных отверстий 166.
[0057] Как разъяснялось выше, сопло 160 для атомизации генерирует несколько сходящихся плазменных струй и может дополнительно генерировать кольцевую плазменную струю. Далее будет описан другой вариант воплощения сопла для атомизации, которое генерирует только кольцевую плазменную струю.
[0058] Фигура 5 представляет собой подробную переднюю вертикальную проекцию плазменной горелки по Фигуре 1, показывающее сопло для атомизации согласно другому варианту воплощения. В этом варианте воплощения плазменная горелка 120 модифицирована таким образом, чтобы она содержала сопло 660 для атомизации, установленное центрально on нижнем закрывающем куске горелки 120, прикрепленной к нижнему концу корпуса 181 горелки. Сопло 660 для атомизации имеет центральное отверстие 662 на его выходном конце и внутреннюю поверхность 664, которая сужается к центральному отверстию 662. В не ограничивающем варианте воплощения центральное отверстие 662 сопла для атомизации 660 откалибровано и сконфигурировано таким образом, чтобы оно почти совпадало с поперечным сечением удлиненного элемента, образующео сырьевой материал 110, так что перемещение переднего конца 114 сырьевого материала 110 в сопло 660 для атомизации вызывает повышение давления плазмы 126 в плазменной горелке 120. Давление плазмы 126 в плазменной горелке 120 вызывает выпуск некоторой части плазмы через сопло 660 для атомизации, с формированием кольцевой плазменной струи 665 между передним концом 114 сырьевого материала 110 и внутренней поверхностью 664 сопла для атомизации 660. Подвергание переднего конца 114 сырьевого материала 110 воздействию кольцевой плазменной струи 665 вызывает поверхностное плавление и атомизацию сырьевого материала 110. Атомизированный сырьевой материал выходит из плазменной горелки 120 через центральное отверстие 662 и попадает в охлаждающую камеру 170 в форме мелких или сверхмелких капель 182. Капли 182 падают в охлаждающую камеру 170, которая выполнена с размерами и конфигурацией для обеспечения замораживания в полете капель 182. Капли 182 при замораживании превращаются в порошковые частицы 184, накапливающиеся в коллекторе 190. Некоторая часть плазмы, образованная кольцевая плазменная струя 665 также попадает в охлаждающую камеру 170.
[0059] Фигура 6 представляет собой подробную переднюю вертикальную проекцию варианта плазменной горелки по Фигуре 1, показывающую сопло для атомизации по Фигуре 5 и дополнительно включает в себя головку для защитного газа, окружающую выходной конец сопла для атомизации. В этом варианте, плазменная горелка 120 согласно более ранним Фигурам дополняется добавлением входного отверстия 410 для приема защитного газа 412. Защитный газ 412 ограничивается пространством под плазменной горелкой 120 покрытием 414, которое образует с нижним закрывающим куском горелки кольцевую полость, окружающую центральное отверстие 662 сопла для атомизации 660. Защитный газ 412 выпускается из кольцевого выходного отверстия 416 для защитного газа, с образованием занавеса 418 из защитного газа, окружающего плазму, и капель 182, выпускаемых из сопла 660 для атомизации. Наличие аксиального занавеса 418 из защитного газа препятствует достижению каплями 182 и их оседанию на любой находящейся ниже по потоку поверхности плазменной горелки 120, включая сопло 660 для атомизации. В частности, занавес 418 из защитного газа предотвращает быстрое расширение потока плазмы, выходящего из сопла 660 для атомизации, а следовательно, и падание капель 182 на любые находящиеся ниже по потоку поверхности охлаждающей камеры. Как показано, на Фигуре 6 центральное отверстие 662 сопла для атомизации 660 может слегка простираться в короткий кольцевой фланец 667, для лучшего отклонения защитного газа 412 вокруг потока, образованного плазменным газом и каплями 182. Защитный газ может иметь ту же природу, что и источник плазменного газа, включая, например, инертные газы, такие как аргон и гелий, до их смесей с водородом, кислородом и/или азотом. В качестве альтернативы, защитный газ может состоит из другого газа.
[0060] Устройство 100 может объединять в себе любые из сопел для атомизации, - 160 и 660. Хотя это не проиллюстрировано, также предусматривается дополнительный вариант устройства 100, включающий в себя сочетание сопла 160 для атомизации с компонентами, подающими защитный газ 412 через головку для защитного газа 416.
[0061] Фигура 7 представляет собой схему технологического процесса, показывающую операции способа производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба. На Фигуре 7, последовательность 500 содержит несколько операций, которые могут быть выполнены в изменяемом порядке, причем некоторые операции, возможно, выполняются параллельно, а некоторые операции являются необязательными.
[0062] Последовательность 500 для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба, начинается с операции 510, состоящей во введении сырьевого материала в плазменную горелку, например, в горелку для индуктивно-связанной плазмы. Введение сырьевого материала в плазменную горелку может быть осуществлено через инжекционный зонд непрерывным образом, с использованием типичной проволоки, стержня или механизма подачи трубы, для контроля скорости подачи удлиненного элемента, а если потребуется, для выпрямления удлиненного элемента, иногда обеспечиваемого в форме рулонов.
[0063] В плазменной горелке передняя часть сырьевого материала может быть предварительно нагрета за счет прямого, либо непрямого контакта с плазмой при операции 520. При использовании инжекционного зонда, секция плазменной горелки находится позади конца инжекционного зонда, в частности, позади конца инжекционного зонда и может образовывать зону предварительного нагрева для предварительного нагрева передней части сырьевого материала. Операция 530 содержит перемещение передней части сырьевого материала из/в сопло для атомизации плазменной горелки, и передний конец сырьевого материала достигает центральное отверстие сопла для атомизации.
[0064] Одну или более плазменных струй получают с помощью сопла для атомизации. Одна или более плазменных струй могут включать в себя кольцевую плазменную струю, окружающую передний конец сырьевого материала, несколько сходящихся плазменных струй, выпущенных соплом для атомизации, или сочетание кольцевой и сходящихся плазменных струй. Также предусмотрено генерирование дополнительных плазменных струй с использованием вторичной плазменной горелки, соединенной в исправном состоянии с охлаждающей камерой. Операция 540 содержит поверхностное плавление переднего конца сырьевого материала путем воздействия на него одной или несколькими плазменными струями, образованными в сопле для атомизации.
[0065] Капли, образованные путем атомизации сырьевого материала, замораживают в полете в охлаждающей камере, при операции 550. Затем, операция 560 содержит накапливание порошковых частиц, возникающих вследствие замораживания в полете капель.
[0066] Производство порошковых частиц с использованием последовательности 500 по Фигуре 7 можно сделать непрерывным, за счет непрерывного продвижения сырьевого материала в плазменную горелку, при поддержании плазмы и плазменных струй при надлежащих уровнях температуры. Как правило, продолжительность перемещения передней части сырьевого материала в зоне предварительного нагрева, неважно, - за счет ли прямого контакта между сырьевым материалом и плазмой, либо за счет побочного излучения, нагревом плазмой посредством трубы радиационного нагрева управляют таким образом, чтобы передняя часть сырьевого материала достигала предварительно заданной температуры перед перемещением в сопло для атомизации. Предварительно заданная температура, полученная при операции 520 предварительного нагрева, находится ниже точки плавления сырьевого материала. Управление временем продолжительности предварительного нагрева сырьевого материала может быть осуществлено путем управления скоростью подачи сырьевого материала и/или длины зоны предварительного нагрева в плазменную горелку.
[0067] За счет контроля температуры плазмы и плазменных струй, производство порошковых частиц с использованием последовательности 500 можно применить для широкого диапазона материалов, таких как чистые металлы, например, титан, алюминий, ванадий, молибден, медь, сплавы этих или других металлов, включающих в себя, например, сплавы титана, сталь и нержавеющую сталь, любые другие металлические материалы, имеющий жидкую фазу, керамику, включающую в себя, например, керамику из оксидных, нитридных или карбидных групп, или любое их сочетание, или любой другой керамический материал, который имеет жидкую фазу, их композиты или соединения. Вышеупомянутый список материалов не следует рассматривать как ограничивающий применение способа и устройства для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента.
Первый Пример
[0068] Согласно первому примеру способ для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента может содержать следующие операции. В этом первом примере может быть использовано устройство 100, проиллюстрированный в целом или в виде деталей на Фигурах 1-6, который включает в себя плазменную горелку 120 для нагрева, плавления и атомизации сырьевого материала 110. Способ включает в себя аксиальное введение сырьевого материала 110 в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба, через инжекционный зонд 122, в центр разрядной полости, где генерируется плазма 126. Сырьевой материал 110 можно непрерывно подавать на инжекционный зонд 122 с помощью типичной проволоки, стержня или механизма подачи трубы (не показан), например, аналогичного серийно выпускаемым блокам, используемым в настоящее время в электродуговой сварке проволоки, таким как блоки, поставляемые на рынок Миллером для MIG (metal-arc inert-gas welding, дуговая сварка металлическим электродом в среде инертного газа)/проволочная сварка, и содержащим, как указано в вышеприведенном описании, барабаны, работающие для управления скоростью подачи удлиненного элемента, а если потребуется, для выпрямления удлиненного элемента, иногда обеспеченного в форме рулонов. Поскольку сырьевой материал 110 появляется из инжекционного зонда 122 и проходит через плазму 126, он нагревается в зоне предварительного нагрева 124 перед попаданием в находящееся ниже по потоку сопло 160 для атомизации на нижнем конце плазменной горелки 120. Расстояние между концом инжекционного зонда 122 и входом сопла 160 для атомизации задает длину зоны 124 предварительного нагрева. Время нагрева сырьевого материала 110 плазмой в зоне предварительного нагрева 124 зависит от длины зоны 124 предварительного нагрева и от линейной скорости, при которой удлиненный элемент перемещается в плазменную горелку 120. Количество энергии, полученной сырьевым материалом 110 в зоне предварительного нагрева 124, зависит в свою очередь не только от времени предварительного нагрева сырьевого материала 110 в зоне предварительного нагрева 126, но также и от термофизических свойств плазмы 126, а также от диаметра удлиненного элемента, образующего сырьевой материал 110. Путем управления длиной зоны 124 предварительного нагрева, линейной скоростью удлиненного элемента, образующего сырьевой материал 110, и температурой плазмы, можно управлять температурой переднего конца 114 сырьевого материала 110, поскольку он попадает в сопло 160 для атомизации. Для оптимальных результатов, температура сырьевого материала 110, поскольку он проникает в сопло 160 для атомизации, может быть, насколько возможно, высокой, хотя предпочтительно не слишком близкой к точке плавления сырьевого материала 110, во избежание преждевременного плавления сырьевого материала 110 в разрядной полости плазменной горелки 120.
[0069] Поскольку предварительно нагретый передний конец 114 сырьевого материала 110 выходит из сопла 160 для атомизации в охлаждающей камере 170, он подвергается воздействию нескольких плазменных струй, например, высокоскоростных, звуковых или сверхзвуковых микроплазменных струй 180, которые падают на поверхность переднего конца 114 удлиненного элемента, образующего сырьевой материал 110, расплавляют материал и в момент образования отделяют расплавленный материал в форме мелко разделенных сферических расплавленных капель 182, которые увлекаются плазменным газом. Поскольку атомизированные капли 182 дополнительно перемещаются вниз по потоку в охлаждающую камеру 170, они охлаждаются и замораживаются в полете, образуя плотные сферические порошковые частицы 184 сырьевого материала. Порошковые частицы 184 извлекаются в контейнере 190, расположенном на дне охлаждающей камеры 170, или они могут быть собраны в находящемся ниже по потоку циклоне (не показан) или на накопительном фильтре (также не показан), в зависимости от их гранулометрического распределения.
Второй Пример
[0070] Теперь, в этом втором примере может быть использован устройство 100, которое включает в себя плазменную горелку 120 для нагрева, плавления и атомизации сырьевого материала 110. Согласно второму примеру, пригодному для изготовления порошков плотных сферических частиц металлов, сплавов металлов и керамики, способ для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента содержит следующие операции:
[0071] A. Обеспечение источника индуктивно-связанной плазмы, например, индуктивной плазменной горелки, содержащей трубу с жидкостным охлаждением, для обжатия пучка плазмы, окруженную индукционной катушкой с жидкостным охлаждением. Плазму генерируют внутри трубы для обжатия пучка плазмы за счет электромагнитного связывания энергии, поступающей от индукционной катушки в разрядную полость в трубе для обжатия пучка плазмы. Источник индуктивно-связанной плазмы обычно работает, без ограничения универсальности, в диапазоне частот 100 кГц - 10 МГц, в диапазоне давлений от мягкого вакуума до примерно 10 кПа - 1,0 МПа. Плазменные газы могут разниться от инертных газов, таких как аргон и гелий, до их смесей с водородом, кислородом и/или азотом. Источник индуктивно-связанной плазмы содержит головку, отвечающую за распределение охлаждающей жидкости, такой как вода, которая обеспечивает эффективное охлаждение всех его компонентов. Головка может дополнительно обеспечивать равномерное распределение защитного газа плазмы по разрядной полости, для стабилизации разряда в центре трубы. Защитный газ плазмы также защищает трубу для обжатия пучка плазмы от высокотемпературных потоков, исходящих от плазменного разряда. На нижнем по потоку конце источника индуктивно-связанной плазмы, выходное, сопло на фланце позволяет плазме течь к охлаждающей камере. Источник индуктивно-связанной плазмы также может быть снабжен центрально расположенным водоохлаждаемым инжекционным зондом для материала, который служит для введения обрабатываемого материала в разрядную полость.
[0072] B. Атомизируемый сырьевой материал вводят через инжекционный зонд в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба, с хорошо контролируемой скоростью подачи, с использованием подходящего механизма подачи. Сырьевой материал можно непрерывно подавать к инжекционному зонду с помощью типичной проволоки, стержня или механизма подачи трубы (не показан), например, аналогично серийно выпускаемым блокам, используемым в настоящее время в электродуговой сварке проволоки, таким как блоки, поставляемые на рынок Миллером для MIG (metal-arc inert-gas welding, дуговая сварка металлическим электродом в среде инертного газа)/проволочная сварка, и содержащим барабаны, работающие для управления скоростью подачи удлиненного элемента, а если потребуется, для выпрямления удлиненного элемента, иногда поставляемого в форме рулонов.
[0073] C. Поскольку обрабатываемый сырьевой материал выходит из инжекционного зонда, он направляется к центральному отверстию в сопле для атомизации. Присутствие сырьевого материала закрывает, по меньшей мере, частично это центральное отверстие сопла для атомизации.
[0074] D. Закрытие, по меньшей мере, частично центрального отверстия сопла вызывает рост давления плазмы в разрядной полости. Давление может находиться в диапазоне 50-500 кПа или более. Это давление заставляет плазму течь через несколько радиальных отверстий в сопле для атомизации, причем радиальные отверстия неравномерно распределены по круговому периметру, окружающему центральное отверстие сопла. Это приводит к созданию нескольких сфокусированных микроструй плазмы, обладающих очень высокой скоростью, возможно достигающей звуковых или сверхзвуковых значений, в зависимости от конфигурации и рабочих параметров.
[0075] E. Обнажение переднего конца удлиненного элемента, образующего сырьевой материал, покидающего центральное отверстие сопла для атомизации, для проникновения в охлаждающую камеру, где он подвергается интенсивному нагреву плазменными струями. Это завершает плавление сырьевого материала на его поверхности и атомизирует его в форме мелких или сверхмелких расплавленных капель. С помощью этого второго примера могут быть получены капли, обладающие диаметрами в диапазоне от 5 мкм до нескольких сотен микрометров.
[0076] F. Поскольку атомизированный материал увлекается в охлаждающей камере появляющимся плазменным газом, расплавленные капли охлаждаются и затвердевают в полете, с образованием плотных сферических частиц, которые накапливаются в нижней по потоку части системы.
Третий пример
[0077] Согласно третьему примеру, в котором может быть использован устройство 100, способ для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента содержит следующие операции.
[0078] Сырьевой материал 110 в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба, вводят через инжекционный зонд 122, аксиально ориентированный вдоль центральной линии плазменной горелки 120.
[0079] Поскольку сырьевой материал 110 выходит из инжекционного зонда 122 у нижнего по потоку конца плазменной горелки 120, его передняя часть 112 нагревается за счет прямого контакта с плазмой 126, либо косвенно, с использованием трубы радиационного нагрева 125 в зоне предварительного нагрева 124. Расстояние перемещения в зоне предварительного нагрева 124 и скорость движения сырьевого материала 110 можно отрегулировать, для получения достаточного времени для нагрева передней части 112 удлиненного элемента до температуры, насколько возможно, близкой к точке плавления сырьевого материала, без реального достижения этой точки плавления.
[0080] В этой точке, передний конец 114, или кончик, сырьевого материала 110 достигает сопла 160 для атомизации и проникает сквозь его центральное отверстие 162, которое в этом третьем примере обладает почти тем же диаметром, что и диаметр удлиненного элемента. Поскольку передний конец 114 сырьевого материала 110 выходит в охлаждающей камере 170 из нижней по потоку стороны сопла 160 для атомизации, он подвергается воздействию нескольких плазменных струй 180, например, высокоскоростных микроструй 180 плазмы, падающих на него. Поскольку передний конец сырьевого материала 110 был уже предварительно нагрет в зоне предварительного нагрева 124, т.е. в разрядной полости, до температуры, близкой к его точке плавления, он быстро плавится на его поверхности и смывается плазменными струями 180, превращаясь в мелкие или сверхмелкие капли 182, которые увлекаются потоками плазмы, возникающими из плазменных струй 180. Поскольку капли 182 проходят ко дну охлаждающей камеры 170, они охлаждаются и затвердевают в форме плотных сферических частиц 184, которые осаждаются под действием силы тяжести в контейнере 190 на дне охлаждающей камеры 170 или переносятся плазменным газом к нижнему по потоку циклону для накопления порошка или к мелкому металлическому фильтру.
Четвертый пример
[0081] Согласно четвертому примеру, в котором может быть использовано устройство 100, способ для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента содержит следующие операции.
[0082] Сырьевой материал 110 в форме удлиненного элемента, такого как, в качестве неограничивающих примеров, проволока, стержень или заполненная труба, обладает меньшим диаметром, чем диаметр центрального отверстия 162. Сырьевой материал 110 вводят через инжекционный зонд 122, аксиально ориентированный вдоль центральной линии плазменной горелки 120.
[0083] Как и в третьем примере, сырьевой материал 110 выходит из инжекционного зонда 122, у нижнего по потоку конца плазменной горелки 120, его передняя часть 112 нагревается за счет прямого контакта с плазмой 126, либо косвенно, с использованием трубы радиационного нагрева 125 в зоне предварительного нагрева 124. Расстояние перемещения в зоне предварительного нагрева 124 и скорость движения сырьевого материала 110 можно отрегулировать для обеспечения достаточного времени для передней части 112 удлиненного элемента для нагрева до температуры, насколько возможно, близкой к точке плавления сырьевого материала, без реального достижения этой точки плавления.
[0084] У этой точки передний конец 114, или кончик сырьевого материала 110 достигает сопла 160 для атомизации и проникает через его центральное отверстие 162, которое в этом четвертом примере обладает большим диаметром, чем диаметр удлиненного элемента. Поскольку передний конец 114 сырьевого материала 110 перемещается через центральное отверстие 162 сопла 160 для атомизации, он подвергается воздействию кольцевой плазменной струи, имеющейся в зазоре, образованном разностью между диаметром центрального отверстия 162 и диаметром удлиненного элемента. Поскольку передний конец 114 сырьевого материала 110 уже предварительно нагрет в зоне предварительного нагрева 124, т.е., в разрядной полости, до температуры, близкой к его точке плавления, подвергание переднего конца 114 сырьевого материала 110 воздействию этой кольцевой плазменной струи вызывает быстрое плавление на его поверхности, с ее смывом кольцевой плазменной струей, превращением в мелкие или сверхмелкие капли 182, которые увлекаются потоками плазмы, возникающей из кольцевой плазменной струи. Если передний конец 114 не был полностью атомизирован кольцевой плазменной струей, оставшийся сырьевой материал будет выходить в охлаждающей камере 170 из нижней по потоку стороны сопла 160 для атомизации. Оставшийся сырьевой материал подвергается воздействию нескольких плазменных падающих на него струй 180. Оставшийся сырьевой материал продолжает плавиться на его поверхности и, будучи смытым плазменными струями 180, превращается в более мелкие или сверхмелкие капли 182, которые увлекаются потоками плазмы, возникающими из кольцевой плазменной струи и из плазменных струй 180. Поскольку капли 182 проходят вниз охлаждающей камеры 170, они охлаждаются и затвердевают в форме плотных сферических частиц 184, которые осаждаются под действием силы тяжести в контейнере 190 на дне охлаждающей камеры 170 или переносятся плазменным газом к нижнему по потоку циклону для сбора порошка или к мелкому металлическому фильтру.
[0085] Общий вид обычного устройства 100 для плазменной атомизации показан на Фигуре 3. Основные размеры и формы показанных компонентов устройства 100 могут широко изменяться в зависимости от атомизируемого материала и в зависимости от желаемых скоростей производства. Уровень мощности плазменной горелки 120 может, без потерь универсальности, варьироваться от 10 или 20 кВт до сотен кВт на единицу промышленного масштаба производства.
[0086] Обратимся теперь к Фигурам 4a-4e, где показан пример конструкции сопла 160 для атомизации. Сопло 160 содержит фланец 171. Сопло 160 для атомизации может быть изготовлено из меди или нержавеющей стали, с жидкостным охлаждением. В качестве альтернативы, сопло 160 для атомизации может быть изготовлено из огнеупорного материала, такого как графит, в сочетании с водоохлаждаемым фланцем 171.
[0087] Сопло 160 для атомизации имеет центральное отверстие 162, адаптированное (не обязательно) для близкой подгонки к диаметру удлиненного элемента, образующего сырьевой материал 110. Сопло 160 для атомизации имеет несколько радиальных отверстий 166, равномерно распределенных вокруг центрального отверстия 162, и которые согласно варианту воплощения направлены под углом 45° вокруг центральной геометрической продольной оси плазменной горелки 120. Успешная операция была получена с использованием шестнадцати (16) радиальных отверстий 166, имеющих диаметр 1,6 мм, причем радиальные отверстия 166 равномерно распределены вокруг центрального отверстия 162. Диаметр, количество и угол радиальных отверстий 166 можно отрегулировать, в зависимости от термофизиеских свойств атомизируемых материалов и от желаемого распределения частиц по размерам.
[0088] Следует подчеркнуть, что атомизированный материал может изменять свой химический состав в ходе атомизации посредством реакции между различными компонентами, предварительно смешанными, с образованием сырьевого материала. Не ограничивающим примером является производство сплава путем смешивания различных металлов, образующих частицы, заполняющие трубу, образующую сырьевой материал. Другим не ограничивающим примером является химическая реакция между химическими компонентами, образующими частицы в заполненной трубе. Также следует подчеркнуть, что атомизированный материал может изменять свой химический состав в ходе атомизации в результате химической реакции между плазменным газом (газами) и/или защитным газом (газами) и атомизированным материалом, например, путем окисления, нитрирования, карбюрации, и т.д.
[0089] Исходя из газодинамического моделирования потоков и поля распределения температур в разрядной полости плазменной горелки, можно рассчитать профиль распределения температур в удлиненном элементе, образующем сырьевой материал, при его пересечении зоны предварительного нагрева в горелке. Фигура 8 представляет собой схематическое изображение, включающее в себя график, показывающий результаты моделирования для нагрева 3,2 мм проволоки из нержавеющей стали, введенной в индукционную плазму аргон/водород при 60 кВт. Фигура 8 предоставляет типичные результаты, которые могут быть получены с использованием горелки для индуктивно-связанной плазмы, как показано на Фигурах 1-6. На Фигуре 8, не ее левой стороне показано двухмерное поле распределения температур в разрядной полости для плазмы аргон/водород, функционирующей с источником радиочастотного электропитания, с частотой генератора 3 МГц, и с мощностью анода 60 кВт. В нижней части Фигуре 8 приведено соответствующее поле распределения температур в стержне из нержавеющей стали диаметром 3,2 мм, для скорости переноса стержня 40-60 мм/с. Как и ожидалось, общая температура стержня падает с ростом его скорости переноса по зоне предварительного нагрева в разрядной полости плазменной горелки. Центр Фигуры 8 занимает график, показывающий изменение максимальной температуры, достигаемой на кончике удлиненного элемента, для различных скоростей и различных длин зоны 124 предварительного нагрева, идентифицированных на левой стороне Фигуры 8 как «z». Можно отметить, что в зависимости от длины зоны 124 предварительного нагрева, поддержание скорости переноса стержня в относительно узком окне позволяет избежать преждевременного плавления материала в разрядной полости или его появления около сопла для атомизации при слишком низкой температуре, что может оказать негативное влияние на качество атомизированного продукта.
[0090] Фигура 9 представляет собой электронную микрофотографию порошковых частиц, полученных путем атомизации проволоки диаметром 3,2 мм из нержавеющей стали, и график соответствующего распределения частиц по размерам. Такие частицы могут быть получены с использованием плазменной горелки по Фигурам 1-6. Порошковые частицы из нержавеющей стали были получены с использованием процесса атомизации посредством индукционной плазмы. Порошковые частицы обладали средним диаметром частиц d50 примерно 62 мкм, а скорость получения порошка составляла примерно 1,7 кг/ч. Порошок по большей части состоял из плотных сферических частиц. Наблюдалось определенное количество микрообразцов и сателлитов, в зависимости от рабочих условий и оптимизации процесса.
[0091] Фигура 10 иллюстрирует электронные микрофотографии различных фракций сферического порошка из нержавеющей стали полученный с использованием способа и устройство для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента. Такие частицы могут быть получены с использованием горелки для индуктивно-связанной плазмы по Фигурам 1, 2a и 2b. Теперь, порошок по большей части состоял из плотных сферических частиц; наблюдалось лишь небольшое количество микрообразцов и сателлитов, в зависимости от рабочих условий и оптимизации способа.
[0092] Обычному специалисту в данной области техники должно быть понятно, что описание способа и устройства для производства порошковых частиц и описание порошковых частиц, полученных указанным образом, является лишь иллюстративным и не должно рассматриваться как ограничивающее каким-либо образом. Другие варианты воплощения должны сами собой легко наталкивать таких обычных специалистов на мысль о наличии преимущества настоящего изобретения. Кроме того, раскрытый способ, устройство и порошковые частицы могут быть созданы на заказ для получения ценных решений для существующих потребностей и проблем, связанных с эффективному и экономичному производству порошковых частиц из широкого диапазона сырьевых материалов.
[0093] Можно представить себе различные варианты воплощения способа для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, устройства для него и порошковых частиц, полученных указанным образом, как раскрыто в настоящей работе. Такие варианты воплощения могут содержать эффективный рентабельный способ для производства широкого диапазона порошков, включающих в себя, хотя не ограниченных, мелкие и сверхмелкие порошки металлов высокой чистоты, сплавов и керамики, который поддается расширению до промышленного уровня производства. Способ применим для производства порошков чистых металлов, сплавов и керамики, и приводит к минимальному или полному отсутствию загрязнения атомизированного материала, к минимальному захвату кислорода или полному его отсутствию, особенно для реактивных металлов и сплавов, производства мелкий или сверхмелких размеров частиц, например, с диаметром частиц менее 250 мкм, причем частицы являются плотными и сферическими, с минимальным загрязнением сателлитами или полным отсутствием таковых.
[0094] Для ясности, показаны и описаны не все технологические признаки воплощений способа, устройства и его использования для получения порошковых частиц. Конечно, следует учитывать, что при разработке любого такого реального воплощения способа, устройства и его использования для получения порошковых частиц, могут потребоваться несколько решений, специфичных для данного воплощения, для достижения конкретных целей разработчика, таких как согласованность с ограничениями, налагаемыми применением, системой и деловой активностью, и что эти конкретные цели будут изменяться от одного воплощения до другого и от одного разработчика до другого. Более того, следует учитывать, что опытно-конструкторские работы могут быть сложными и продолжительными, но могут, тем не менее, представлять собой рутинное мероприятие по конструированию для обычных специалистов в области обработки материалов, обладающей преимуществом согласно настоящему изобретению.
[0095] Хотя настоящее изобретение было описано выше в виде его не ограничивающих, иллюстративных вариантов воплощения, эти варианты воплощения могут быть произвольно модифицированы в рамках объема прилагаемой формулы изобретения, без отступления от сущности настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЧАСТИЦ ПОРОШКА И СПОСОБ ЕЕ РАБОТЫ | 2017 |
|
RU2671034C1 |
| Способ получения сфероидизированных гранул металлокерамического композиционного материала на основе молибдена | 2022 |
|
RU2785385C1 |
| Устройство для изготовления структурно-градиентных порошковых материалов (варианты) | 2018 |
|
RU2692144C1 |
| Способ анализа элементного состава веществ | 2021 |
|
RU2756784C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВВОДА ПЫЛЕЙ В МЕТАЛЛИЧЕСКИЙ РАСПЛАВ В ПИРОМЕТАЛЛУРГИЧЕСКОЙ УСТАНОВКЕ | 2007 |
|
RU2447384C2 |
| ПЛАЗМЕННАЯ ОБРАБОТКА ПОВЕРХНОСТИ С ИСПОЛЬЗОВАНИЕМ ДИЭЛЕКТРИЧЕСКИХ БАРЬЕРНЫХ РАЗРЯДОВ | 2007 |
|
RU2462534C2 |
| Способ образования трубчатого элемента для производства оптического волокна с использованием плазменного внешнего осаждения из паровой фазы | 1998 |
|
RU2217391C2 |
| АТОМИЗИРУЮЩЕЕ УСТРОЙСТВО | 1999 |
|
RU2183823C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 2011 |
|
RU2564534C2 |
| УСТАНОВКА ПЛАЗМЕННОГО НАНЕСЕНИЯ ПОКРЫТИЙ И СПОСОБ ПОКРЫТИЯ ИЛИ ОБРАБОТКИ ПОВЕРХНОСТИ ПОДЛОЖКИ | 2010 |
|
RU2536818C2 |


Группа изобретений относится к производству порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента. Сырьевой материал вводят в плазменную горелку. Переднюю часть сырьевого материала перемещают из плазменной горелки в сопло для атомизации плазменной горелки. Передний конец сырьевого материала подвергают поверхностному плавлению путем воздействия на него одной или более плазменными струями, образованными в сопле для атомизации. Одна или более плазменных струй включают в себя кольцевую плазменную струю, множество сходящихся плазменных струй или сочетание кольцевой плазменной струи с множеством сходящихся плазменных струй. Предложены также варианты устройств для получения порошковых частиц. Обеспечивается повышение эффективности получения порошковых частиц. 7 н. и 49 з.п. ф-лы, 10 ил., 4 пр.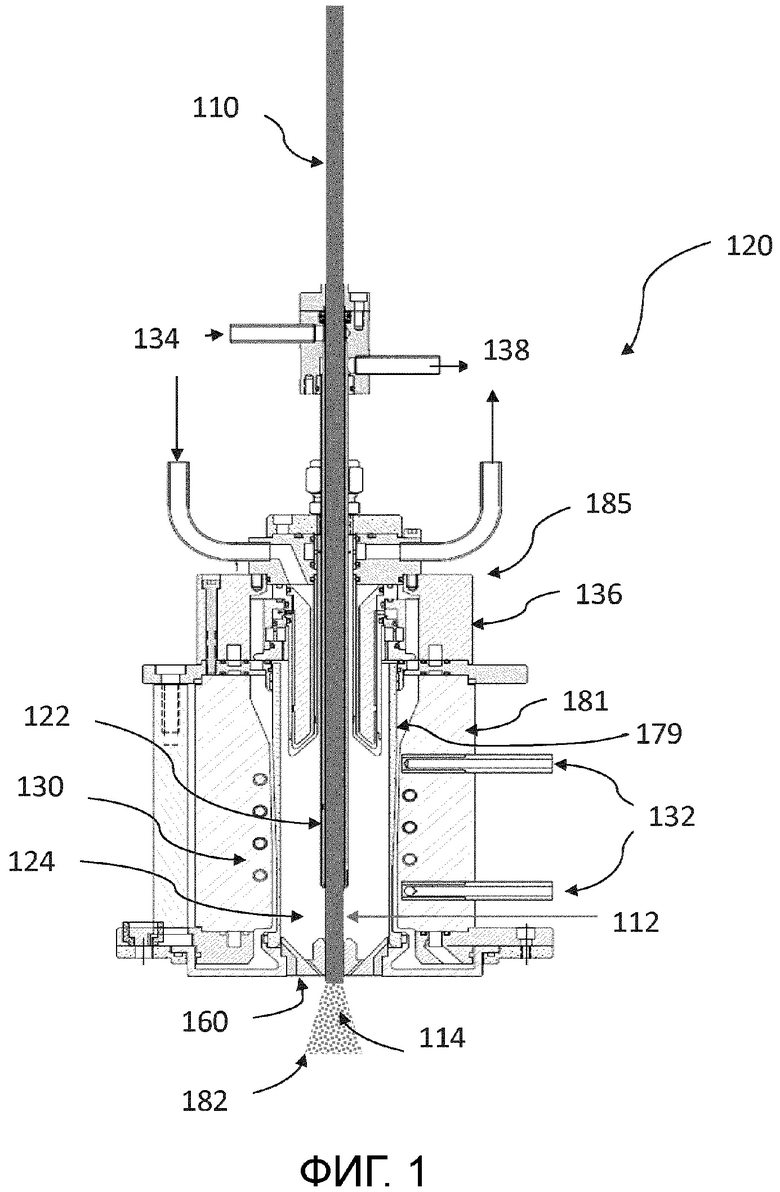
1. Способ производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, с использованием плазменной горелки для индуктивно-связанной плазмы, включающей продольную ось, коаксиальный инжекционный зонд у первого конца плазменной горелки, содержащий удлиненный трубопровод, проходящий через по меньшей мере расположенную выше по потоку часть коаксиальной трубы для обжатия пучка плазмы плазменной горелки, и сопло для атомизации, содержащее коаксиальное отверстие для удлиненного элемента у второго конца плазменной горелки, противоположного первому концу, при этом способ включает:
введение удлиненного элемента в плазменную горелку через коаксиальный инжекционный зонд;
перемещение удлиненного элемента в осевом направлении в плазменной горелке через коаксиальный инжекционный зонд и из коаксиального инжекционного зонда в коаксиальное отверстие сопла для атомизации;
получение по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, путем подачи плазмы из плазменной горелки к соплу для атомизации; и
поверхностное плавление и атомизацию сырьевого материала переднего конца удлиненного элемента путем воздействия на него указанной по меньшей мере одной плазменной струей, атомизирующей сырьевой материал, образованной соплом для атомизации.
2. Способ по п. 1, включающий:
предварительный нагрев передней части удлиненного элемента в зоне предварительного нагрева плазменной горелки между инжекционным зондом и соплом для атомизации, с использованием коаксиального кольцевого плазменного разряда, полученного в центральной полости плазменной горелки; и
управление продолжительностью предварительного нагрева передней части удлиненного элемента с помощью плазменного разряда с обеспечением достижения передней частью удлиненного элемента предварительно заданной температуры перед перемещением в сопло для атомизации.
3. Способ по п. 2, в котором переднюю часть удлиненного элемента предварительно нагревают за счет прямого контакта с плазмой.
4. Способ по п. 2, в котором переднюю часть удлиненного элемента предварительно нагревают косвенно с использованием коаксиальной трубы радиационного нагрева, окружающей удлиненный элемент и нагретой за счет прямого контакта с плазменным разрядом в полости.
5. Способ по п. 2, в котором выбирают длину зоны предварительного нагрева для настройки времени предварительного нагрева передней части удлиненного элемента.
6. Способ по п. 2, в котором управляют скоростью подачи удлиненного элемента, введенного в плазменную горелку, для управления продолжительностью предварительного нагрева передней части удлиненного элемента плазменным разрядом.
7. Способ по п. 2, в котором температурой плазмы и температурой указанной по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, управляют соответственно для предварительного нагрева и атомизации материала, выбранного из группы, состоящей из чистого металла, сплава, керамики, их композита или соединения.
8. Способ по п. 1, в котором перемещают передний конец удлиненного элемента в осевом направлении через центральное отверстие сопла для атомизации, причем получение по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, включает выпуск множества плазменных струй из плазменной горелки через радиальные отверстия сопла для атомизации, причем плазменные струи расположены на одинаковом расстоянии друг от друга вокруг продольной оси и сходятся к продольной оси.
9. Способ по п. 1, в котором получение по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, включает формирование кольцевой плазменной струи для приложения к переднему концу удлиненного элемента.
10. Способ по п. 1, в котором выпускают указанную по меньшей мере одну плазменную струю, атомизирующую сырьевой материал, в охлаждающую камеру при высоких скоростях, выбранных из группы, состоящей из звуковой и сверхзвуковой скорости.
11. Способ по п. 1, в котором удлиненный элемент выбирают из группы, состоящей из проволоки, стержня и заполненной трубы.
12. Способ по п. 1, в котором изменяют химический состав атомизированного материала, полученного путем поверхностного плавления и атомизации сырьевого материала удлиненного элемента, посредством реакции между различными компонентами, предварительно смешанными с образованием сырьевого материала, или в результате химической реакции между плазменным газом или защитным газом и атомизированным материалом.
13. Способ по п. 1, в котором вводят защитный газ ниже по потоку относительно сопла для атомизации, причем защитный газ окружает атомизированный материал, выпускаемый из плазменной горелки.
14. Способ по п. 13, в котором защитный газ и плазму получают из одного и того же газа.
15. Способ по п. 13, в котором защитный газ и плазму получают из разных газов.
16. Устройство для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, содержащее плазменную горелку для индуктивно-связанной плазмы, имеющую продольную ось и включающую в себя:
коаксиальный инжекционный зонд у первого конца плазменной горелки для индуктивно-связанной плазмы, содержащий удлиненный трубопровод, проходящий через по меньшей мере расположенную выше по потоку часть коаксиальной трубы для обжатия пучка плазмы плазменной горелки, для введения удлиненного элемента из сырьевого материала в осевом направлении в плазменную горелку; и
сопло для атомизации у второго конца плазменной горелки, противоположного первому концу, содержащее отверстие, коаксиальное продольной оси, для приема удлиненного элемента из сырьевого материала из коаксиального инжекционного зонда, причем сопло для атомизации выполнено для получения, с использованием плазмы из плазменной горелки для индуктивно-связанной плазмы, по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, для поверхностного расплавления и атомизации сырьевого материала переднего конца удлиненного элемента путем воздействия на него указанной по меньшей мере одной плазменной струей.
17. Устройство по п. 16, содержащее зону предварительного нагрева для предварительного нагрева передней части удлиненного элемента из сырьевого материала с использованием плазмы, полученной в плазменной горелке для индуктивно-связанной плазмы, причем зона предварительного нагрева расположена в плазменной горелке между коаксиальным инжекционным зондом и соплом для атомизации.
18. Устройство по п. 17, в котором обеспечена возможность предварительного нагрева передней части удлиненного элемента из сырьевого материала за счет прямого контакта с плазмой в зоне предварительного нагрева.
19. Устройство по п. 17, содержащее трубу радиационного нагрева в зоне предварительного нагрева, причем переднюю часть удлиненного элемента из сырьевого материала предварительно нагревают посредством трубы радиационного нагрева, нагреваемой за счет прямого контакта с плазмой в зоне предварительного нагрева.
20. Устройство по п. 16, содержащее охлаждающую камеру, расположенную ниже по потоку относительно сопла для атомизации, к которой присоединена плазменная горелка для индуктивно-связанной плазмы коаксиально оси охлаждающей камеры.
21. Устройство по п. 20, в котором предусмотрена возможность выхода переднего конца удлиненного элемента из сырьевого материала из плазменной горелки через коаксиальное отверстие в охлаждающую камеру, в которой передний конец удлиненного элемента из сырьевого материала подвергается воздействию множества плазменных струй, находящихся на расстоянии друг от друга вокруг продольной оси и сходящихся к продольной оси.
22. Устройство по п. 20, в котором охлаждающая камера выполнена с размерами и конфигурацией, обеспечивающими возможность замораживания в полете капель, образованных путем атомизации сырьевого материала с использованием сопла для атомизации.
23. Устройство по п. 16, содержащее механизм для подачи удлиненного элемента из сырьевого материала к инжекционному зонду, причем механизм выполнен с возможностью управления скоростью подачи удлиненного элемента.
24. Устройство по п. 23, в котором механизм дополнительно выполнен с возможностью выпрямления удлиненного элемента по меньшей мере в одной плоскости.
25. Устройство по п. 16, в котором плазменная горелка для индуктивно-связанной плазмы выполнена с возможностью генерирования плазмы из газа, выбранного из аргона, гелия, водорода, кислорода, азота и их комбинации.
26. Устройство по п. 16, в котором сопло для атомизации содержит множество радиальных отверстий, расположенных на расстоянии друг от друга вокруг продольной оси, в которых плазма из плазменной горелки для индуктивно-связанной плазмы протекает для получения множества плазменных струй, сходящихся к продольной оси.
27. Устройство по п. 26, в котором коаксиальное отверстие сопла для атомизации выполнено с размерами и конфигурацией, обеспечивающими близкое соответствие поперечному сечению удлиненного элемента из сырьевого материала с обеспечением по существу закрытия коаксиального отверстия за счет введения передней части удлиненного элемента из сырьевого материала, повышения давления плазмы в плазменной горелке и получения множества сходящихся плазменных струй.
28. Устройство по п. 16, в котором коаксиальное отверстие сопла для атомизации выполнено с размерами и конфигурацией, обеспечивающими возможность образования зазора между коаксиальным отверстием и удлиненным элементом из сырьевого материала с обеспечением образования кольцевой плазменной струи в коаксиальном отверстии и вокруг переднего конца удлиненного элемента из сырьевого материала.
29. Устройство по п. 16, в котором:
сопло для атомизации содержит внутреннюю поверхность, сужающуюся к коаксиальному отверстию; причем
коаксиальное отверстие сопла для атомизации выполнено с размерами и конфигурацией, обеспечивающими близкое соответствие поперечному сечению удлиненного элемента из сырьевого материала с обеспечением повышения давления плазмы в плазменной горелке для индуктивно-связанной плазмы и получения кольцевой плазменной струи за счет перемещения удлиненного элемента из сырьевого материала к коаксиальному отверстию.
30. Устройство по п. 16, содержащее:
входное отверстие для приема защитного газа; и
кольцевое выходное отверстие, расположенное ниже по потоку относительно сопла для атомизации, для введения защитного газа, окружающего атомизированный материал, выпущенный из плазменной горелки для индуктивно-связанной плазмы.
31. Устройство по п. 16, в котором указанная по меньшей мере одна плазменная струя представляет собой высокоскоростную плазменную струю, причем высокая скорость выбрана из группы, состоящей из звуковой и сверхзвуковой скоростей.
32. Устройство по п. 16, в котором удлиненный элемент выбран из группы, состоящей из проволоки, стержня и заполненной трубы.
33. Устройство по п. 16, выполненное с возможностью изменения химического состава атомизированного материала, полученного путем поверхностного плавления и атомизации сырьевого материала, посредством реакции между различными компонентами, предварительно смешанными с образованием сырьевого материала, или в результате химической реакции между плазменным газом или защитным газом и атомизированным материалом.
34. Устройство по п. 30, в котором плазменная горелка для индуктивно-связанной плазмы образует плазму из плазменного газа, причем защитный газ и плазма являются одним и тем же газом.
35. Устройство по п. 30, в котором плазменная горелка для индуктивно-связанной плазмы образует плазму из плазменного газа, причем защитный газ и плазма являются разными газами.
36. Устройство для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, содержащее:
плазменную горелку для индуктивно-связанной плазмы, имеющую продольную ось и расположенный выше по потоку конец и включающую в себя внутреннюю трубу для обжатия пучка плазмы, коаксиальную продольной оси, имеющую расположенный ниже по потоку конец, и в которой плазменная горелка для индуктивно-связанной плазмы генерирует плазму;
инжекционный зонд, коаксиальный продольной оси, у расположенного выше по потоку конца плазменной горелки для индуктивно-связанной плазмы, и содержащий удлиненный трубопровод, проходящий через по меньшей мере расположенную выше по потоку часть трубы для обжатия пучка плазмы для введения удлиненного элемента из сырьевого материала в осевом направлении в трубу для обжатия пучка плазмы; и
сопло для атомизации у расположенного ниже по потоку конца трубы для обжатия пучка плазмы, содержащее отверстие, коаксиальное продольной оси для приема удлиненного элемента из сырьевого материала из инжекционного зонда через трубу для обжатия пучка плазмы, причем сопло для атомизации выполнено для получения, с использованием плазмы из трубы для обжатия пучка плазмы, по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, для поверхностного расплавления и атомизации сырьевого материала переднего конца удлиненного элемента путем воздействия на него указанной по меньшей мере одной плазменной струей, атомизирующей сырьевой материал.
37. Устройство по п. 36, содержащее механизм, снабженный барабанами для подачи удлиненного элемента к удлиненному трубопроводу инжекционного зонда непрерывным образом, выполненными с возможностью вращения удлиненного элемента вокруг его продольной оси.
38. Устройство по п. 36, содержащее в трубе для обжатия пучка плазмы между инжекционным зондом и соплом для атомизации зону предварительного нагрева, в которой удлиненный элемент из сырьевого материала предварительно нагревается за счет прямого контакта с плазмой в трубе для обжатия пучка плазмы.
39. Устройство по п. 36, содержащее в трубе для обжатия пучка плазмы между инжекционным зондом и соплом для атомизации, зону предварительного нагрева, в которой удлиненный элемент из сырьевого материала предварительно нагревается, причем зона предварительного нагрева содержит трубу радиационного нагрева, окружающую удлиненный элемент в трубе для обжима пучка плазмы между инжекционным зондом и соплом для атомизации, причем удлиненный элемент из сырьевого материала предварительно нагревается за счет излучения от самой трубы радиационного нагрева, нагреваемой путем прямого контакта с плазмой в трубе для обжатия пучка плазмы.
40. Устройство по п. 36, в котором сопло для атомизации образует кольцевой желоб для приема расположенного ниже по потоку конца трубы для обжатия пучка плазмы герметичным образом.
41. Устройство по п. 36, в котором коаксиальное отверстие сопла для атомизации имеет входное воронкообразное расширение для выравнивания и введения передней части удлиненного элемента из сырьевого материала в коаксиальное отверстие сопла для атомизации.
42. Устройство по п. 36, в котором сопло для атомизации содержит множество радиальных отверстий, расположенных на расстоянии друг от друга вокруг продольной оси, снабжаемых плазмой из трубы для обжатия пучка плазмы и расположенных под углом вовнутрь вокруг продольной оси для образования множества плазменных струй, сходящихся к точке с осевым выравниванием с отверстием сопла для атомизации.
43. Устройство по п. 36, в котором сопло для атомизации содержит внутреннюю поверхность, которая сужается к его коаксиальному отверстию, причем коаксиальное отверстие сопла для атомизации выполнено с размерами и конфигурацией, обеспечивающими по существу соответствие поперечному сечению удлиненного элемента из сырьевого материала, причем повышение давления плазмы в трубе для обжатия пучка плазмы для получения кольцевой плазменной струи между передним концом удлиненного элемента из сырьевого материала и внутренней поверхностью сопла для атомизации обеспечивается за счет перемещения переднего конца удлиненного элемента из сырьевого материала в коаксиальное отверстие сопла для атомизации.
44. Устройство по п. 43, в котором сопло для атомизации содержит входное отверстие для приема защитного газа и кольцевое выходное отверстие для образования занавеса из защитного газа, окружающего кольцевую плазменную струю и капли сырьевого материала, выпускаемые из сопла для атомизации, для предотвращения контакта капель с расположенной ниже по потоку поверхностью плазменной горелки, включая сопло для атомизации.
45. Устройство по п. 36, в котором указанная по меньшей мере одна плазменная струя, атомизирующая сырьевой материал, включает в себя комбинацию кольцевой плазменной струи и группы сходящихся плазменных струй.
46. Способ производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, с использованием (а) плазменной горелки для индуктивно-связанной плазмы, имеющей продольную ось и расположенный выше по потоку конец и включающей в себя внутреннюю трубу для обжатия пучка плазмы, коаксиальную продольной оси, имеющую расположенный ниже по потоку конец, в которой плазменная горелка для индуктивно-связанной плазмы образует плазму, (b) инжекционного зонда, коаксиального продольной оси, у расположенного выше по потоку конца плазменной горелки для индуктивно-связанной плазмы, и содержащего удлиненный трубопровод, проходящий через по меньшей мере расположенную выше по потоку часть трубы для обжатия пучка плазмы плазменной горелки, и (с) сопла для атомизации у расположенного ниже по потоку конца трубы для обжатия пучка плазмы, содержащего отверстие, коаксиальное продольной оси, при этом способ включает:
введение удлиненного элемента из сырьевого материала в трубу для обжатия пучка плазмы в осевом направлении через удлиненный трубопровод коаксиального инжекционного зонда;
перемещение удлиненного элемента в осевом направлении в плазменной горелке для индуктивно-связанной плазмы через удлиненный трубопровод коаксиального инжекционного зонда и через трубу для обжатия пучка плазмы от коаксиального инжекционного зонда к коаксиальному отверстию сопла для атомизации;
получение по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, путем подачи плазмы из трубы для обжатия пучка плазмы к соплу для атомизации; и
поверхностное плавление и атомизация сырьевого материала переднего конца удлиненного элемента путем воздействия на него указанной по меньшей мере одной плазменной струей, атомизирующей сырьевой материал, образованной соплом для атомизации.
47. Способ по п. 46, в котором подают удлиненный элемент к удлиненному трубопроводу инжекционного зонда непрерывно и поворачивают удлиненный элемент вокруг его продольной оси.
48. Способ по п. 46, в котором удлиненный элемент из сырьевого материала предварительно нагревают в трубе для обжатия пучка плазмы между инжекционным зондом и соплом для атомизации путем прямого контакта с плазмой в трубе для обжатия пучка плазмы.
49. Способ по п. 46, в котором удлиненный элемент из сырьевого материала предварительно нагревают в трубе для обжатия пучка плазмы между инжекционным зондом и соплом для атомизации за счет излучения от трубы радиационного нагрева, окружающей удлиненный элемент в трубе для обжатия пучка плазмы, причем при предварительном нагреве удлиненного элемента из сырьевого материала трубу радиационного нагрева нагревают путем прямого контакта с плазмой в трубе для обжатия пучка плазмы.
50. Способ по п. 46, в котором получение по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, включает подачу во множество радиальных отверстий сопла для атомизации, расположенных на расстоянии друг от друга вокруг продольной оси и под углом вовнутрь вокруг продольной оси, плазмы из трубы для обжатия пучка плазмы для получения множества плазменных струй, сходящихся к точке с осевым выравниванием с отверстием сопла для атомизации.
51. Способ по п. 46, в котором передний конец удлиненного элемента из сырьевого материала перемещают в коаксиальное отверстие сопла для атомизации для обеспечения повышения давления плазмы в трубе для обжатия пучка плазмы для получения кольцевой плазменной струи между передним кольцом удлиненного элемента из сырьевого материала и внутренней поверхности сопла для атомизации, сходящейся к коаксиальному отверстию сопла для атомизации.
52. Способ по п. 51, в котором получают защитный газ через входное отверстие сопла для атомизации и с помощью полученного защитного газа образуют через кольцевое выходное отверстие сопла для атомизации занавеса из защитного газа, окружающего кольцевую плазменную струю и капли сырьевого материала, выпускаемые из сопла для атомизации, для предотвращения контакта капель с расположенной ниже по потоку поверхностью плазменной горелки, включая сопло для атомизации.
53. Способ по п. 46, в котором указанная по меньшей мере одна плазменная струя, атомизирующая сырьевой материал, включает комбинацию кольцевой плазменной струи и группу сходящихся плазменных струй.
54. Устройство для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, содержащее:
плазменную горелку для индуктивно-связанной плазмы, имеющую продольную ось и расположенный выше по потоку конец и включающую в себя внутреннюю трубу для обжатия пучка плазмы, имеющую расположенный ниже по потоку конец и коаксиальную продольной оси;
инжекционный зонд, коаксиальный продольной оси, у расположенного выше по потоку конца плазменной горелки для индуктивно-связанной плазмы, и содержащий удлиненный трубопровод, проходящий через по меньшей мере расположенную выше по потоку часть трубы для обжатия пучка плазмы для введения удлиненного элемента из сырьевого материала в осевом направлении в трубу для обжатия пучка плазмы; и
сопло для атомизации у расположенного ниже по потоку конца трубы для обжатия пучка плазмы, содержащее отверстие, коаксиальное продольной оси, для приема удлиненного элемента из сырьевого материала из коаксиального инжекционного зонда через трубу для обжатия пучка плазмы.
55. Устройство для производства порошковых частиц путем атомизации сырьевого материала в форме удлиненного элемента, содержащее:
плазменную горелку для индуктивно-связанной плазмы, имеющую продольную ось и включающую в себя внутреннюю трубу для обжатия пучка плазмы, которая имеет расположенный ниже по потоку конец и в которой плазменная горелка для индуктивно-связанной плазмы образует плазму; и
сопло для атомизации у расположенного ниже по потоку конца трубы для обжатия пучка плазмы, содержащее отверстие, коаксиальное продольной оси, для приема удлиненного элемента из сырьевого материала из трубы для обжатия пучка плазмы, причем сопло для атомизации выполнено с возможностью получения, с использованием плазмы из трубы для обжатия пучка плазмы, по меньшей мере одной плазменной струи, атомизирующей сырьевой материал, для поверхностного плавления и атомизации сырьевого материала переднего конца удлиненного элемента путем воздействия на него указанной по меньшей мере одной плазменной струей, атомизирующей сырьевой материал.
56. Порошковые частицы, полученные способом по любому из пп. 1-15, 46-53.
| US 7022155 В2, 04.04.2006 | |||
| ПРУТКОВЫЙ ПЛАЗМЕННЫЙ РАСПЫЛИТЕЛЬ ТУГОПЛАВКИХ МАТЕРИАЛОВ | 0 |
|
SU288490A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ НАНОПОРОШКОВ РАЗЛОЖЕНИЕМ КАРБОНИЛА МЕТАЛЛА ПРИ ИСПОЛЬЗОВАНИИ ИНДУКЦИОННОЙ ПЛАЗМЕННОЙ ГОРЕЛКИ | 2007 |
|
RU2457925C2 |
| Перестановщик стеклоизделий | 1954 |
|
SU101395A1 |
| US 5938944 A1, 17.08.1999. | |||

