Предметом изобретения является перестановщик стеклоизделий, снабженный монтированным на поворотном плече горизонтальным пневматическим цилиндром, шток которого несет вертикальный цилиндр механизма захвата стеклоизделий.
Предлагаемый перестановщик позволяет правильно расстанавливать стеклоизделия на сетке отжигательной печи и дает возможность быстро изменить количество изделий в каждом ряду па сетке.
Особенность перестановщика заключается в том, что на несущем плечо вертикальном валу установлена принудительно переставляемая по валу втулка с винтовыми канавками на нарулсной поверхности, расположенными двумя группами, одна из которых с правым, а другая с левым подъемом. Против канавок размещены неподцижные цилиндры, коицы щтоков которых поочередно вводятся в винтовые канавки втзлки.
В перестановщике применен синхронизатор, выполненный в виде бесконечной цепи с кулачками, взаимодействующими с воздухораспределительными клапанами для пневматических цилиндров, концы штоков которых вводятся в винтовые канавки втулки.
Для автоматического управления движением штока, несущего захватный для стеклоизделий мехаиизм, и управления последним горизонтальный цилиндр и цилиндр захватного механизма снабжены концевыми переключателями.
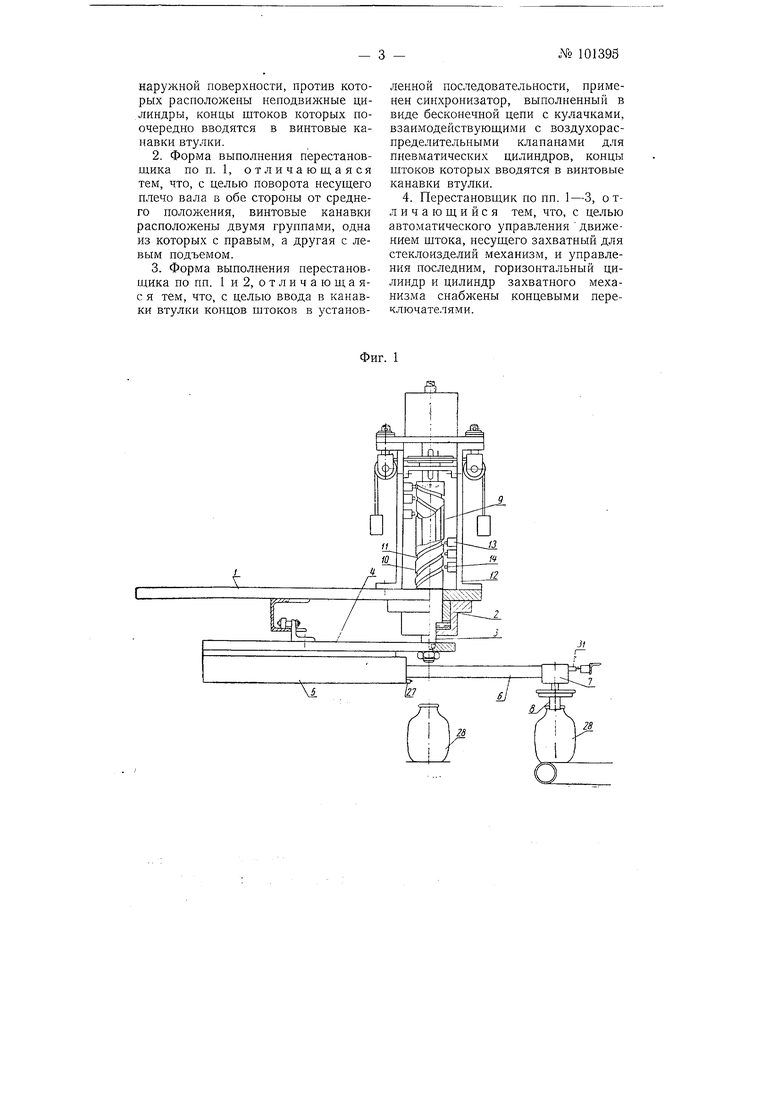
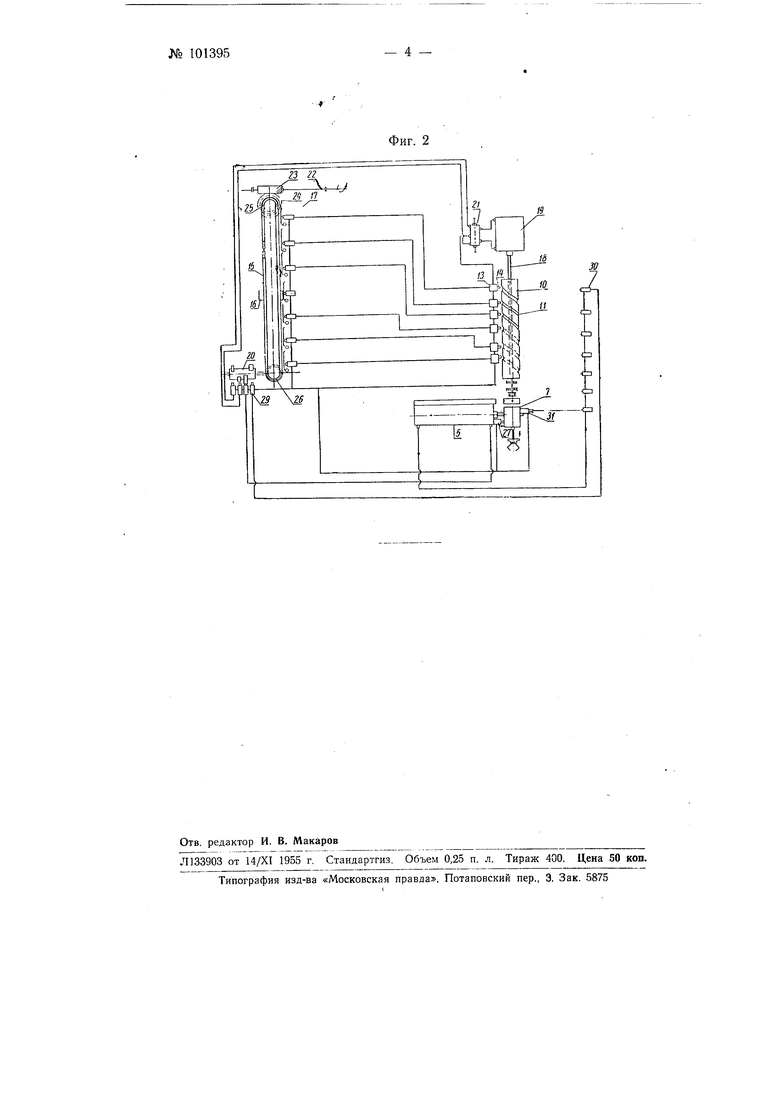
На фиг. 1 изображен вид перестановщика стеклоизделий сбоку; на фиг.2 - пневматическая его схема.
На станине / укреплен, опорный стакан 2. На подшипниках, находящихся в опорном стакане, вращается вал 3, к нижнему концу которого прикреплено поворотное плечо 4. На последнем монтирован горизонтальный пневматический цилиндр 5 со штоком 6, несуи1им вертикальным цилиндр 7 с механизмом 8, захватывающим стеклоизделие.
На вертикальном валу -3 на ишоике 9 установлена принудительно переставляемая по валу вту.тка 10 с винтовыми канавками //, расположенными двумя группами, одна из которых с правым, а другая с левым подъемом. Против винтовых канавок 11 на стойках 12 установлены пневматические неподвижные цилирщры 13, концы щтоков 14 которых поочередно вводятся в винтовые канавки втулки 10.
Последовательность ввода концов HITOKOB 14 в канавки // обеспечивается с помощью синхронизатора, вынолненного в виде бесконечной цепи 15 с кулачками 16, взаимодействующими с воздухораспределительными клапанами 17, пропускающими воздух поочередно к пневматическим цилиндрам 13. С целью перемещения по валу 3 втулка 10 жестко скреплена со штоком 18 пневматического цилиндра /Я управляемого барабанным синхронизатором 20 с помощью золотника 21.
Для синхронной работы перестановщика и фидера в карданный вал 22, идущий от мащины к фидеру, врезается червяк 23 редуктора. Находящаяся в зацеплении с червяком червячная шестерня 24 укреплена на одном валу со звездочкой 25, число зубьев которой равно числу зубьев на звездочке 26, насаженной на один вал с барабаном синхронизатора 20.
Перестановщик работает так.
Находясь в исходном положении, вертикальный цилиндр 7 нажимает на концевой переключатель 27, пропускающий в нижнюю полость этого цилиндра воздух, который перел1ещает порщень цилиндра вверх. Нри этом механизм 8 захватывает и приподнимает изделие 28.
Одновременно кулачок 16 нажимает на один из воздухораспределительных клапанов 17, пропускающий воздух в соответствующий неподвижный цилиндр 13, конец штока которого входит в одну из винтовых канавок // втулки 10. Вместе с этим барабанный синхронизатор 20 через золотник 21 пропускает воздух в пневматический цилиндр 19.
Поднимаясь вверх, шток 18 этого цилиндра поднимает на заданную высоту втулку 10, которая при этом поворачивается на угол, определяемый крутизной винтовой канавки, в которой находится шток 14 одного из цилиндров 13. Вместе со втулкой поворачивается на тот же угол вал 3 и укрепленный на нем горизонтальный цилиндр 5 с изделием.
После этого кулачок синхронизатора 20 нажимает на клапан 29, пропускающий воздух в левую часть горизонтального цилиндра 5, в результате чего, шток 6 выдвигается и перемещает механизм 8 с изделием вперед к отжигательной печи. При
этом воздух нроходит через все клапаны 30.
Перемещаясь к месту установки изделия на сетке отжигательной печи, вертикальный цилиндр 7 концевым переключателем 31 нажимает на один из клапанов 30. Срабатывая, клапан перекрывает доступ БОЗдЗха в горизонтальный цилиндр 5, вследствие чего и выдвижение щтока 6 этого цилиндра прекращается, а переключатель 31 пропускает воздух в верхнюю часть цилиндра 7, шток которого опускается и механизм 5 выпускает изделие на сетку отжигательной печи.
Далее барабанный синхронизатор посылает воздух в нравую полость горизонтального цилиндра 5, шток которого перемещается влево и выводит цилиндр 7 с механизмом 8 в исходное положение. В то же время барабанный синхронизатор через золотник 21 пропускает воздух в верхнюю полость пневматического цилиндра 19, шток 18 которого перемещается вниз и поворачивает вал 3 в первоначальное полол ение. Прекращается подача воздуха в неподвижные цилиндры 13, а их щтоки 14 с номощью пружины (на чертеже не показана) выводятся из винтовой канавки // втулки 10.
Для изменения количества изделий, устанавливаемых в одном ряду на сетку отжигательной печи, перекрывают подачу воздуха в крайние цилиндры 13 и заменяют цепь 16 синхронизатора.
Предмет изобретения
1. Перестановщик стеклоизделий на сетке отжигательной печи, снабл енный монтированным на поворотном плече горизонтальным пневматическим цилиндром, щток которого несет вертикальный цилиндр механизма захвата стеклоизделий, отличающийся тем, что, с целью поворота несущего горизонтально расположенный цилиндр плеча автоматически на различные углы, на несущем плечо вертикальном валу установлена принудительно переставляемая по валу без возможности поворота относительно последнего втулка с винтовыми канавками на
наружной поверхности, против которых расположены неподвижные цилиндры, концы штоков которых поочередно вводятся в винтовые канавки втулки.
2.Форма выполнения перестановщика по п. 1, отличающаяся тем, что, с целью поворота несущего плечо вала в обе стороны от среднего положения, винтовые канавки расположены двумя группами, одна из которых с правым, а другая с левым подъемом.
3.Форма выполнения перестановщика по пп. 1 и 2, о т л и ч а ю щ а яс я тем, что, с целью ввода в канавки втулки концов штоков в установленной последовательности, применен синхронизатор, выполненный в виде бесконечной цепи с кулачками, взаимодействующими с воздухораспределительными клапапами для пневматических цилиндров, концы штоков которых вводятся в винтовые канавки втулки.
4. Перестановщик по пп. 1-3, отличающийся тем, что, с целью автоматического управления движением щтока, несущего захватный для стеклоизделий механизм, и управления последним, горизонтальный цилиндр и цилиндр захватного механизма снабжены концевыми переключателями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для распределения капель стекла от одного питателя (фидера) к нескольким машинам | 1955 |
|
SU102772A1 |
| Вакуумно-выдувная машина для стеклянной тары большой емкости | 1952 |
|
SU99601A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ ШТУЧНЫХ СТЕКЛОИЗДЕЛИЙ | 1968 |
|
SU211756A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ СТЕКЛОИЗДЕЛИЙ | 1992 |
|
RU2024443C1 |
| Приспособление к горизонтально-ковочным машинам для передачи заготовки из ручья в ручей | 1939 |
|
SU60079A1 |
| ЗАГРУЗЧИК СТЕКЛОИЗДЕЛИЙ | 1971 |
|
SU301314A1 |
| Загрузчик стеклоизделий | 1976 |
|
SU695976A1 |
| Перегружатель стеклянных труб | 1952 |
|
SU100653A1 |
| Переставитель стеклоизделий | 1956 |
|
SU109898A1 |
| Переставитель стеклянных изделий | 1979 |
|
SU789445A1 |