Область техники
Данное изобретение относится к способу закручивания болтов для нижних тяг в двигателе внутреннего сгорания, содержащем многозвенный поршневой кривошипно-шатунный механизм, включающий в себя верхние тяги, нижние тяги и управляющие тяги, и в частности, относится к способу закручивания болтов для нижних тяг, к способу, в котором каждая из нижних тяг, сконфигурированных посредством разделения на две части из нижней части нижней тяги и верхней части нижней тяги, присоединяется таким образом, чтобы размещать посередине соответствующую одну из шатунных шеек, и пара болтов каждой из нижних тяг закручивается с направлений, противоположных относительно друг друга, и затем затягивается.
Уровень техники
В качестве предшествующего уровня техники, в котором многозвенный поршневой кривошипно-шатунный механизм соединяется между поршневым пальцем и шатунной шейкой поршневого двигателя внутреннего сгорания, общеизвестен патентный документ 1, ранее предлагаемый настоящим заявителем. Он включает в себя верхнюю тягу, соединенную с поршневым пальцем поршня, нижнюю тягу, соединяющую верхнюю тягу с шатунной шейкой коленчатого вала, и управляющую тягу, один конец которой поддерживается с возможностью качения на стороне корпуса двигателя, и другой конец соединяется с нижней тягой. Верхняя тяга и нижняя тяга соединяются с возможностью вращения друг с другом через верхний палец, и управляющая тяга и нижняя тяга соединяются с возможностью вращения друг с другом через управляющий палец.
Здесь, чтобы реализовывать присоединение нижней тяги к шатунной шейке, нижняя тяга сконфигурирована посредством разделения ее на две части из верхней части нижней тяги, с которой соединяется верхняя тяга, и нижней части нижней тяги, с которой соединяется управляющая тяга. Эта верхняя часть нижней тяги и нижняя часть нижней тяги комбинируются таким образом, чтобы размещать посередине шатунную шейку, и как показано в патентном документе 2, они скручиваются друг с другом посредством пары болтов, вставленных с направлений, противоположных относительно друг друга.
В случае общего однозвенного поршневого кривошипно-шатунного механизма в качестве поршневого кривошипно-шатунного механизма в поршневом двигателе внутреннего сгорания, большая концевая часть шатуна, небольшая концевая часть которого соединяется с поршнем, разделяется на часть основного узла и часть крышки, и шатунная шейка размещается посередине, и они скручиваются друг с другом посредством пары болтов, размещаемых параллельно друг другу.
Это закручивание для болтов, т.е. сборка шатуна и коленчатого вала, в общем, выполняются в состоянии, в котором блок цилиндров переворачивается, и картер двигателя направлен вверх. Таким образом, часть основного узла шатуна соединяется с поршнем заранее, и после того, как каждый поршень вставляется в соответствующий один из цилиндров, коленчатый вал размещается на частях коренных подшипников блока цилиндров, установленного в перевернутую позицию, и фрагменты крышки размещаются на соответствующих шатунных шейках коленчатого вала, и после этого выполняется закручивание с частями основного корпуса, выступающими вверх от соответствующих цилиндров. Пара болтов вставляется и располагается параллельно друг другу и затем закручивается посредством гайковерта.
Например, в рядном четырехцилиндровом двигателе внутреннего сгорания, шатунные шейки секций первого и четвертого цилиндров располагаются в позициях, отличающихся по фазам на 180° от шатунных шеек секций второго и третьего цилиндров. Тем не менее, закручивание болтов может выполняться сверху относительно всех секций цилиндров, и по существу, в силу этого закручивание болтов всех секций цилиндров является возможным без вращения коленчатого вала.
По сравнению со случаем однозвенного поршневого кривошипно-шатунного механизма, в вышеуказанном многозвенном поршневом кривошипно-шатунном механизме, работа по закручиванию нижней тяги к коленчатому валу (шатунной шейке) становится довольно сложной. Нижняя тяга крепится посредством болтов, размещаемых параллельно и напротив друг друга. Кроме того, поскольку предусмотрено множество шатунных шеек, имеющих различные фазы, чтобы устанавливать нижние тяги на шатунные шейки всех секций цилиндров в состоянии, в котором блок цилиндров задается в перевернутой позиции, обязательно то, что позиции нижних тяг вращаются вертикально в то время, когда коленчатый вал вращается несколько раз на заданный угол каждый раз (например, на 180° каждый раз, в рядном четырехцилиндровом двигателе), и выполняется закручивание каждого из болтов. Кроме того, множество этапов для одного болта требуются для управления осевой силой болтов. Например, этапы выполняются от приложения поджимающего крутящего момента посредством возврата к нулевому крутящему моменту и приложения поджимающего крутящего момента к угловому закручиванию в заданный угол. Если каждый из этих этапов попеременно выполняется для двух болтов каждой из нижних тяг, т.е. болтов, которые обращены друг к другу, число операций вращения коленчатого вала дополнительно увеличивается, и, например, требуется несколько десятков операций вращения.
Следовательно, цель настоящего изобретения заключается в том, чтобы предоставлять способ закручивания болтов для нижних тяг, с помощью которого работа по закручиванию пары болтов, размещенных напротив друг друга и установленных в каждую из нижних тяг, может легко выполняться посредством использования гайковертов.
Патентные документы
Патентный документ 1: публикация заявки на патент Японии № 2010-7620; и
Патентный документ 2: публикация заявки на патент Японии № 2005-180657.
Сущность изобретения
Настоящее изобретение представляет собой способ закручивания болтов для нижних тяг в двигателе внутреннего сгорания, оснащенном многозвенным поршневым кривошипно-шатунным механизмом, включающим в себя верхние тяги, нижние тяги и управляющие тяги, при этом каждая из нижних тяг, которая разделяется на две части из нижней части нижней тяги и верхней части нижней тяги, присоединяется таким образом, чтобы размещать посередине соответствующий одну из шатунных шеек, и пара болтов каждой из нижних тяг закручивается с направлений, противоположных относительно друг друга, и затем затягивается,
причем способ закручивания болтов для нижних тяг включает:
удерживание блока цилиндров в перевернутой позиции таким образом, что сторона картера двигателя обращена вверх;
временную установку нижних тяг соответствующих секций цилиндров, причем каждая из нижних тяг соединяется с соответствующим одним из поршней через соответствующую одну из верхних тяг заранее, на соответствующих шатунных шейках соответствующих секций цилиндров в коленчатом валу в состоянии, в котором каждый из поршней устанавливается в соответствующем одном из цилиндров;
установка коленчатого вала в состояние подъема в верхнюю позицию отдельно от частей коренных подшипников перегородок таким образом, что все из множества шатунных шеек, имеющих отличающиеся друг от друга фазы, устанавливаются в позиции, поднятой вверх от опорной плоской поверхности вдоль торцевых краев частей юбок блока цилиндров; и
закручивание пары болтов каждой из нижних тяг с левого и правого направлений посредством гайковертов в состоянии, в котором наклонные позиции нижних тяг соответствующих секций цилиндров, с центрированием шатунных шеек, удерживаются в позиции, в которой головки пары болтов каждой из нижних тяг направлены в левом и правом направлениях.
Таким образом, каждая из нижних частей нижних тяг находится в состоянии соединения с соответствующим одним из поршней через соответствующую одну из верхних тяг до установки на коленчатом валу, и в этом состоянии, поршни вставляются в соответствующие цилиндры. Вставка поршней в соответствующие цилиндры может выполняться до того, как блок цилиндров переворачивается, или может выполняться в перевернутой позиции блока цилиндров. Помимо этого, необязательно можно вставлять поршни с соответствующих сторон верхней мертвой точки цилиндров или с соответствующих сторон нижней мертвой точки цилиндров.
После вставки поршней, коленчатый вал размещается в картере двигателя блока цилиндров, установленного в перевернутой позиции, и нижние тяги временно устанавливаются на соответствующих шатунных шейках. Аналогично конечному закручиванию болтов посредством гайковертов, эта временная установка может выполняться в состоянии, в котором коленчатый вал поднимается вверх. Тем не менее, не всегда имеются ограничения на это. При временной установке, шатунные шейки размещаются на соответствующих верхних частях нижних тяг, выступающих из цилиндров, и нижние части нижних тяг устанавливаются на соответствующих шатунных шейках, и после этого умеренное временное закручивания болтов, выполняется, например, вручную. Помимо этого, при временной установке, может выполняться временное закручивание одного из болтов каждой из нижних тяг, либо может выполняться временное закручивание двух болтов.
Помимо этого, во время окончательного закручивания каждого из болтов, коленчатый вал удерживается в поднятом вверх состоянии отдельно от частей коренных подшипников перегородок, и наклонная позиция каждой из нижних тяг удерживается таким образом, что головки пары болтов каждой из нижних тяг направлены в левом и правом направлениях. Как упомянуто выше, также возможно то, что коленчатый вал удерживается в поднятом вверх состоянии перед временной установкой нижних тяг. Позиция коленчатого вала в это время задается, по меньшей мере, в позиции, в которой все шатунные шейки, имеющие различные фазы, находятся выше опорной плоской поверхности вдоль торцевых краев частей юбок. Соответственно, нижние тяги, временно установленные на соответствующих шатунных шейках, устанавливаются в надлежащей наклонной позиции, в которой головки болтов направлены в левом и правом направлениях, и в силу этого закручивание болтов с правого или левого направлений посредством гайковертов становится возможным без операции вращения коленчатого вала.
Помимо этого, степень позиции по высоте поднятого коленчатого вала задается на основе того, создает или нет помехи проведенная линия, идущая из центральной оси каждого из болтов к стороне части головки болта, частям юбок, и требуется, по меньшей мере, высота, на которой проведенная линия не создает помехи частям юбок. Более конкретно, с учетом наружного размера каждого из гайковертов, требуется высота, на которой закручивание болтов может выполняться без помех от гайковертов частям юбок.
Следовательно, согласно настоящему изобретению, в нижних тягах, которые устанавливаются на множестве соответствующих шатунных шеек, имеющих различные фазы, можно закручивать пару болтов каждой из нижних тяг, которые размещаются напротив друг другу, без необходимости операции вращения коленчатого вала, и в силу этого можно более эффективно выполнять сборку многозвенного поршневого кривошипно-шатунного механизма.
Краткое описание чертежей
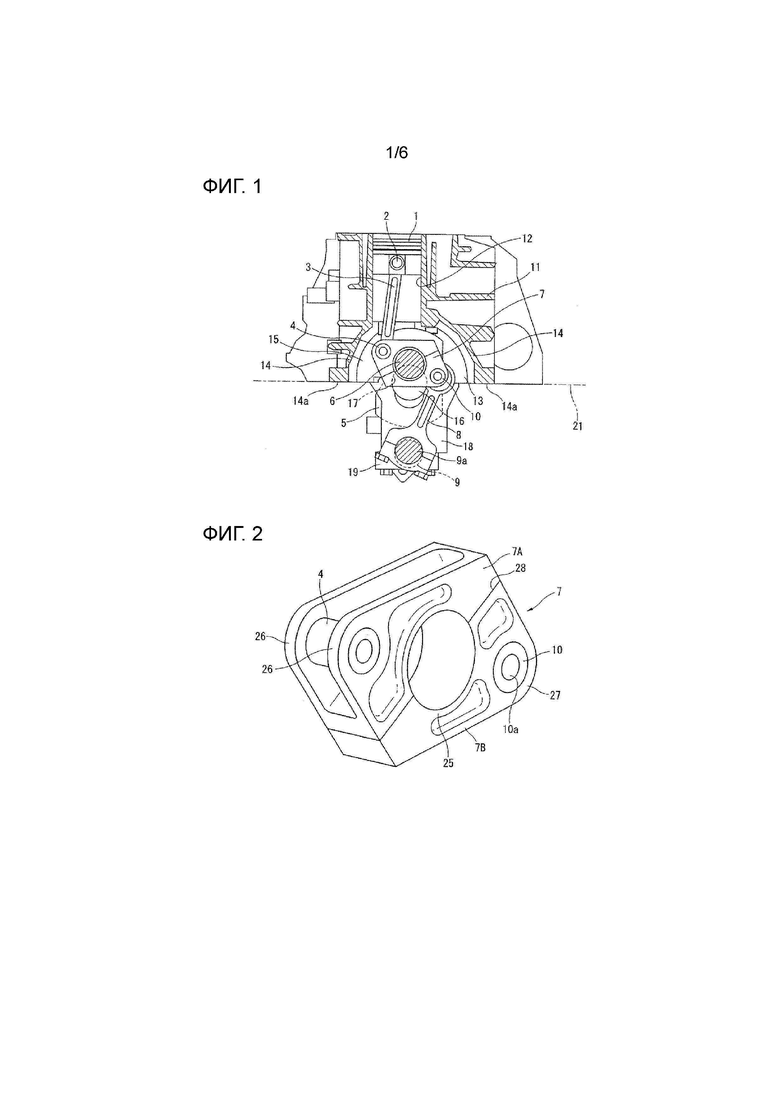
Фиг. 1 является пояснительным видом в разрезе двигателя внутреннего сгорания, оснащенного многозвенным поршневым кривошипно-шатунным механизмом.
Фиг. 2 является видом в перспективе нижней тяги.
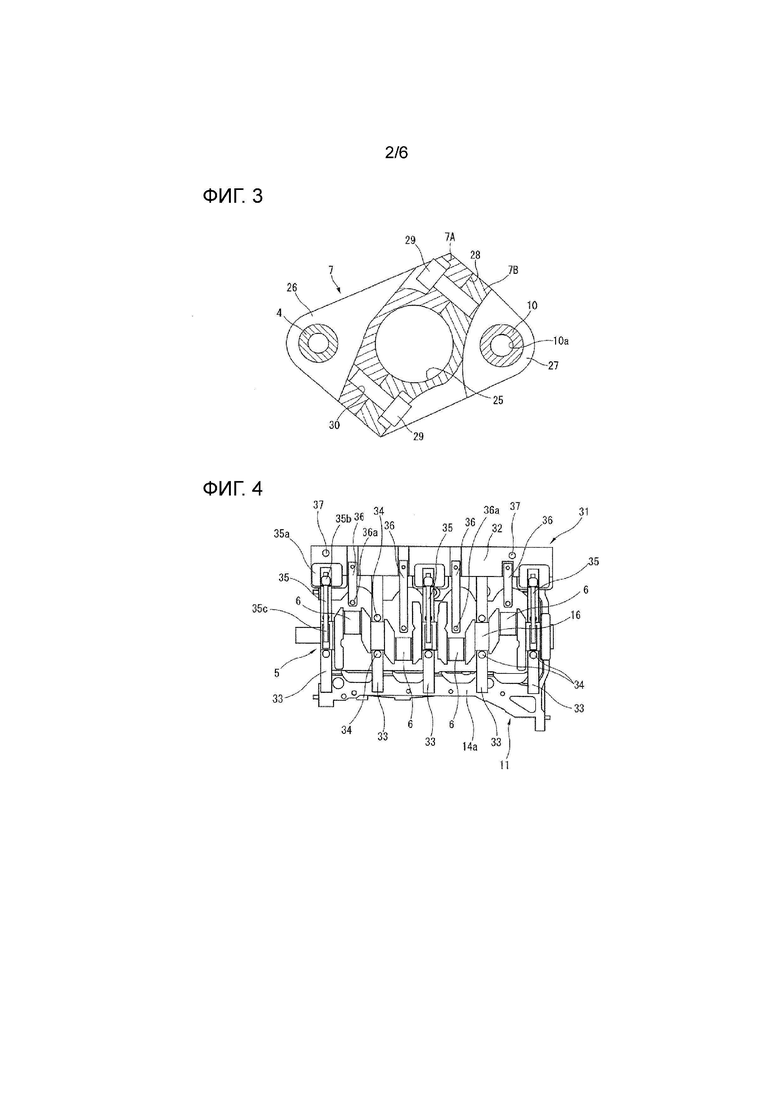
Фиг. 3 является видом в сечении нижней тяги.
Фиг. 4 является видом в плане, показывающим зажимное приспособление, используемое для этого изобретения с блоком цилиндров и т.д.
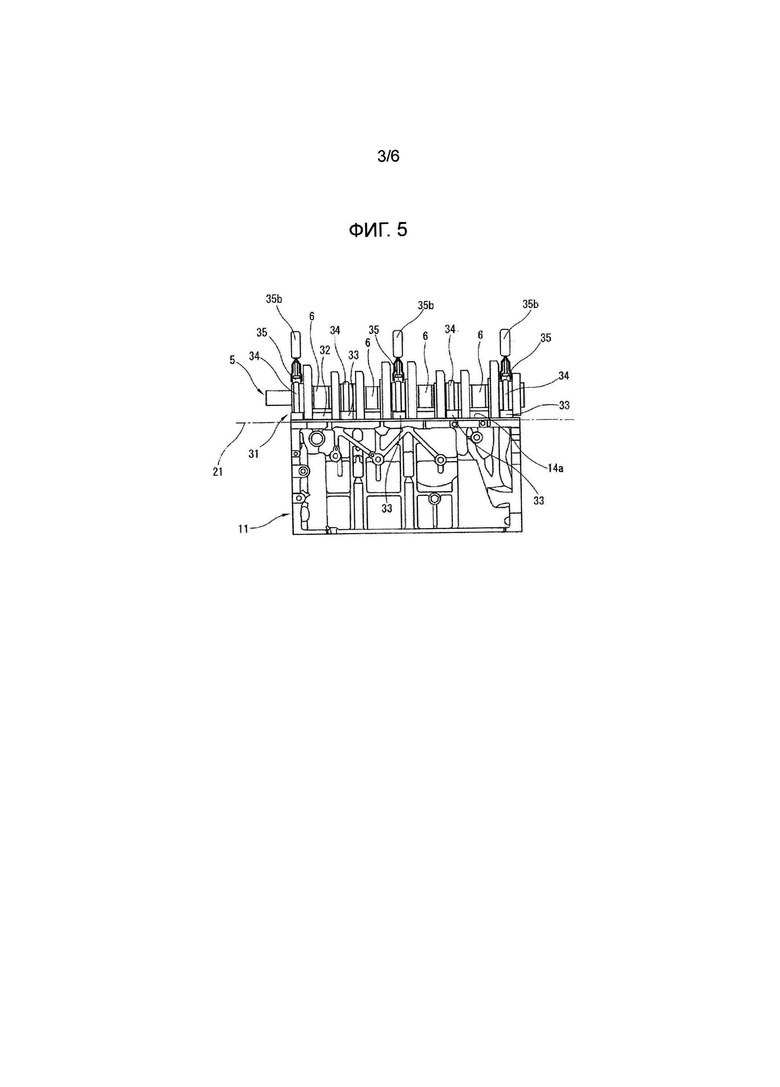
Фиг. 5 является видом сбоку, также показывающим зажимное приспособление с блоком цилиндров и т.д.
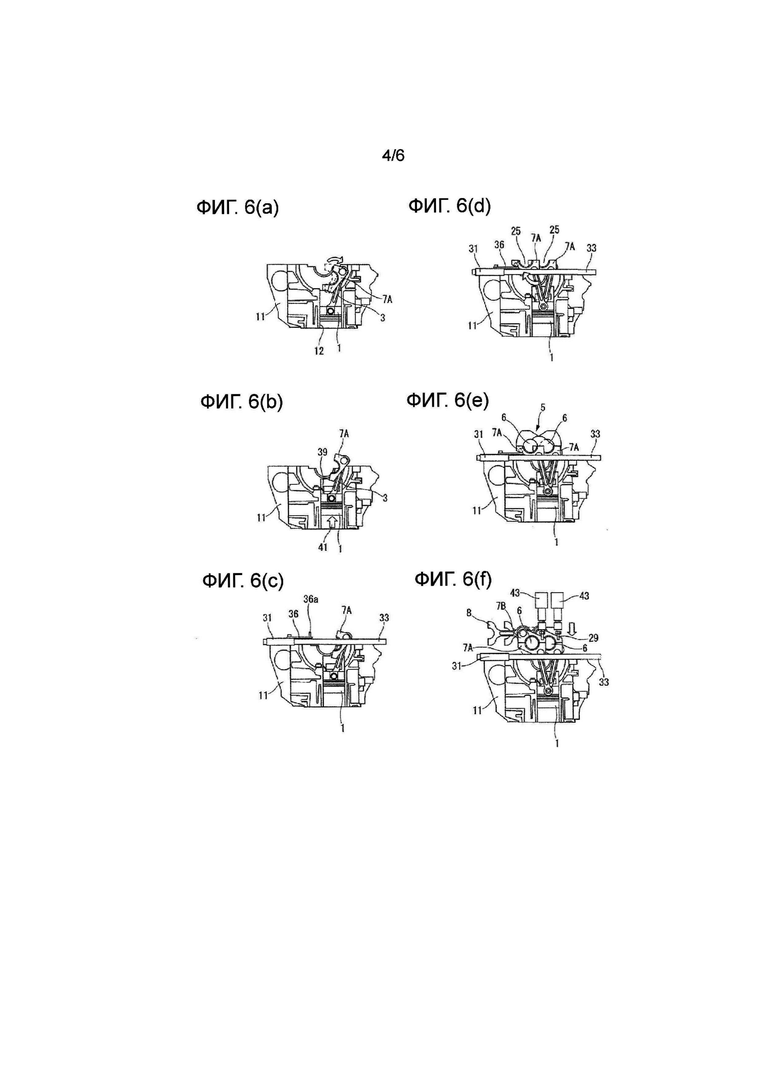
Фиг. 6 является пояснительным чертежом, показывающим этапы временной сборки нижней тяги.
Фиг. 7 является пояснительным чертежом, показывающим этапы закручивания болтов.
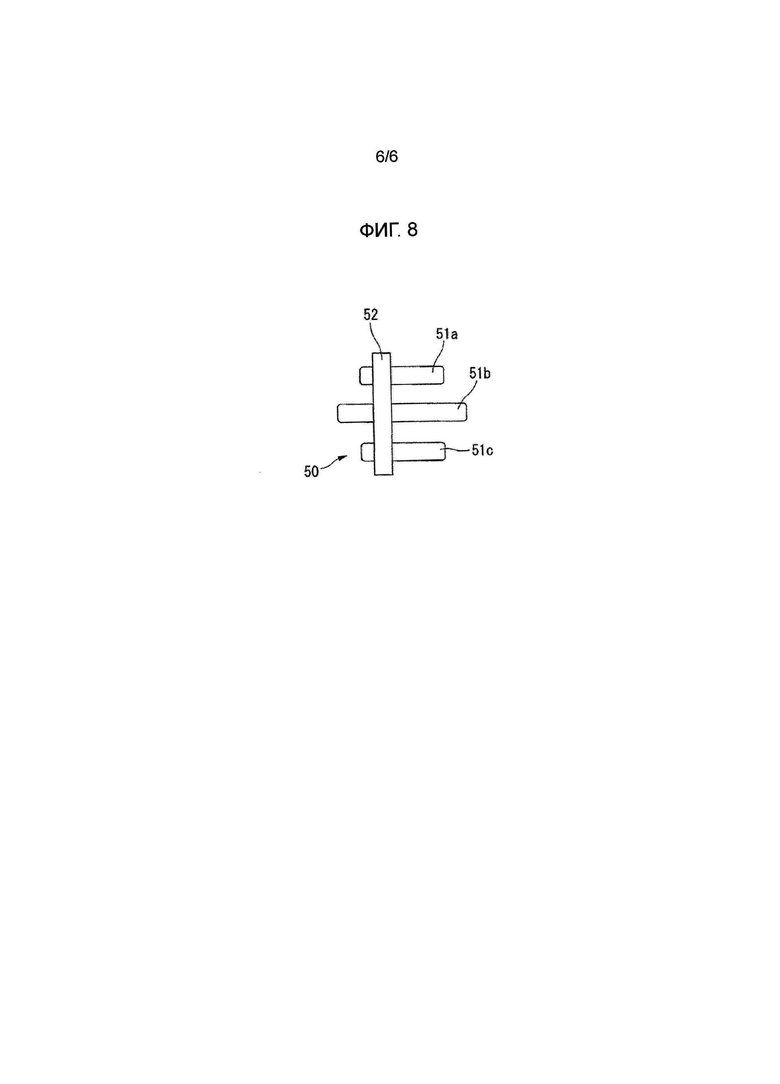
Фиг. 8 является видом в плане зажимного приспособления для прекращения вращения.
Наилучший способ осуществления изобретения
Далее подробно поясняется один вариант осуществления настоящего изобретения на основе чертежей.
Во-первых, на основе фиг. 1, кратко поясняется конфигурация двигателя внутреннего сгорания, оснащенного многозвенным поршневым кривошипно-шатунным механизмом, который является целью настоящего изобретения. Многозвенный поршневой кривошипно-шатунный механизм непосредственно представляет собой механизм, который известен в силу вышеуказанного патентного документа 1, и включает в себя верхнюю тягу 3, один конец которой соединяется с поршнем 1 через поршневой палец 2, нижнюю тягу 7, соединенную с другим концом верхней тяги 3 через верхний палец 4 и с шатунной шейкой 6 коленчатого вала 5, и управляющую тягу 8, выполненную с возможностью регулировать свободу нижней тяги 7. Один конец управляющей тяги 8 поддерживается с возможностью качения на части 9a эксцентрикового вала управляющего вала 9, и другой ее конец соединяется с нижней тягой 7 через управляющий палец 10. Здесь, хотя вариант осуществления, показанный на чертеже, сконфигурирован как механизм регулирования степени сжатия, в котором позиция верхней мертвой точки поршня 1 варьируется согласно позиции вращения управляющего вала 9, можно иметь такую конфигурацию, в которой предусмотрена конструкция, в которой степень сжатия не варьируется посредством задания качающейся опоры одного конца управляющей тяги 8 в качестве фиксированной точки опоры.
Двигатель внутреннего сгорания, показанный на чертеже, например, представляет собой рядный четырехцилиндровый двигатель внутреннего сгорания, и блок 11 цилиндров, отлитый как единое целое с использованием алюминиевого сплава, включает в себя четыре цилиндра 12, размещаемые в ряд, и части 14 юбок, каждая из которых идет из нижней концевой части каждого из цилиндров 12 к правой и левой сторонам таким образом, что картер 13 двигателя формируется под цилиндрами 12. Помимо этого, части 17 коренных подшипников, в которые входят соответствующие коренные шейки 16, утоплены в дугообразных формах практически в центрах нижних краев перегородок 15, каждая из которых предоставляется между цилиндрами 12 и в переднем и в заднем концах цилиндров 12. Нижний край каждой из перегородок 15 соединяется с соответствующей одной из крышек 18 коренных подшипников, и каждая из коренных шеек 16 поддерживается с возможностью вращения между соответствующей одной из крышек 18 коренных подшипников и соответствующей одной из частей 17 коренных подшипников, соединяемых с нижними краями крышек 18 коренных подшипников. Управляющий вал 9 поддерживается с возможностью вращения между крышками 18 коренных подшипников и крышками 19 дополнительных подшипников, присоединяемыми к соответствующим нижним краям крышек 18 коренных подшипников.
Здесь, торцевой край 14a на нижнем конце каждой из частей 14 юбок формируется вдоль одной плоской поверхности, т.е. вдоль опорной плоской поверхности 21. В частности, вариант осуществления, показанный на чертеже, имеет так называемую полуюбочную конструкцию, сконфигурированную таким образом, что опорная плоская поверхность 21 проходит через центр вращения каждой из коренных шеек 16 коленчатого вала 5. Торцевой край 14a каждой из частей 14 юбок и нижний край каждой из перегородок 15 подвергаются машинной обработке вдоль опорной плоской поверхности 21, проходящей через центр вращения каждой из коренных шеек 16.
Как показано на фиг. 2 и фиг. 3, соответствующие нижние тяги 7 имеют, в центрах, цилиндрические части 25 под шатунную шейку коленчатого вала, устанавливаемые на соответствующих шатунных шейках 6, и каждый из фрагментов 26 прилива под шарнирный палец для верхних пальцев и каждый из фрагментов 27 прилива под шарнирный палец для управляющих пальцев располагается в позициях, противостоящих друг другу приблизительно на 180° относительно каждой из частей 25 под шатунную шейку коленчатого вала. Каждая из этих нижних тяг 7 формируется в параллелограмме, аналогичном ромбу, и на разделяющей поверхности 28 каждой из нижних тяг 7, которая проходит через центр каждой из частей 25 под шатунную шейку коленчатого вала, она формируется посредством разделения на две части из верхней части 7A нижней тяги, включающей в себя фрагмент 26 прилива под шарнирный палец для верхнего пальца, и нижней части 7B нижней тяги, включающей в себя фрагмент 27 прилива под шарнирный палец для управляющего пальца. Каждая из частей 25 под шатунную шейку коленчатого вала устанавливается на соответствующей одной из шатунных шеек 6, и эта верхняя часть 7A нижней тяги и нижняя часть 7B нижней тяги каждой из нижних тяг 7 скручиваются друг с другом посредством вставки пары болтов 29 напротив друг друга.
Далее, в настоящем изобретении, поясняется зажимное приспособление 31, используемое, когда нижние тяги 7 устанавливаются на соответствующих шатунных шейках 6 коленчатого вала 5, со ссылкой на фиг. 4 и фиг. 5.
Вышеуказанная установка нижних тяг 7 на шатунных шейках 6 выполняется в позиции, в которой блок 11 цилиндров переворачивается таким образом, что сторона картера 13 двигателя, в которой размещается коленчатый вал 5, обращена вверх. В нижеприведенном пояснении, термины "вверх" и "вниз", по существу, означают "вверх" и "вниз" в позиции по фиг. 4, в которой цилиндр 11 переворачивается. Помимо этого, "горизонтальное" означает плоскую поверхность или направление, параллельное опорной плоской поверхности 21 перевернутого блока 11 цилиндров.
Зажимное приспособление 31 компонуется и размещается на верхней поверхности блока 11 цилиндров, установленного в перевернутой позиции, т.е. на частях 14 юбок и торцевых краях перегородок 15, которые становятся опорной плоской поверхностью 21. Помимо этого, зажимное приспособление 31 включает в себя часть 32 соединительного основания, имеющую длинную узкую прямоугольную пластинчатую форму, идущую прямо в направлении ряда цилиндров таким образом, что она располагается вдоль одной стороны торцевого края 14a каждой из частей 14 юбок, и пять стержней 33 поддержки шейки гребенчатой формы, идущих из части 32 соединительного основания вдоль соответствующих верхних поверхностях краев перегородок 15. Каждый из стержней 33 поддержки шейки имеет продолговатую полосковую форму, и пять коренных шеек 16 коленчатого вала 5 монтируются на соответствующих верхних поверхностях стержней 33 поддержки шейки. Вследствие этого, коленчатый вал 5 переходит в поднятое вверх состояние в направлении от частей 17 коренных подшипников перегородок 15, и толщина в вертикальном направлении (в направлении вверх и вниз) каждого из стержней 33 поддержки шейки задается согласно позиции по высоте коленчатого вала 5, которая требуется для установки нижних тяг 7.
В блоке 11 цилиндров, включающем в себя многозвенный поршневой кривошипно-шатунный механизм, показанный на фиг. 1, часть 32 соединительного основания размещается на частях 14 юбок, которые становятся сторонами управляющего пальца 10 нижних тяг 7 (в правой стороне на фиг. 1), и затем она позиционируется в заданной позиции в блоке 11 цилиндров посредством пары установочных штифтов 37. Более конкретно, часть 32 соединительного основания позиционируется в различных заданных позициях в направлении ширины блока 11 цилиндров между этапом временной установки нижних тяг 7 и этапом окончательного закручивания болтов 29, которые поясняются ниже.
Пара позиционирующих штифтов 34 вертикально устанавливается на верхней поверхности каждого из стержней 33 поддержки шейки для позиционирования смонтированных коренных шеек 16 в направлении ширины блока 11 цилиндров (в продольных направлениях стержней 33 поддержки шейки). По меньшей мере, одна сторона этих позиционирующих штифтов 34, в частности, позиционирующих штифтов 34, которые размещаются на стороне открытой концевой части 33a каждого из стержней 33 поддержки шейки, которая расположена напротив стороны части 32 соединительного основания, съемно присоединяется к соответствующим стержням 33 поддержки шейки, например, посредством винтов или установки в монтажных отверстиях.
На фиг. 4 и фиг. 5, коленчатый вал 5 показан с зажимным приспособлением 31. Хорошо известно, что в рядном четырехцилиндровом двигателе внутреннего сгорания, шатунные шейки 6 секций первого и четвертого цилиндров предоставляются в позициях, отличающихся по фазам на 180° от шатунных шеек 6 секций второго и третьего цилиндров. Коленчатый вал 5 закрепляется на зажимном приспособлении 31 таким образом, что шатунные шейки 6 секций первого и четвертого цилиндров и шатунные шейки 6 секций второго и третьего цилиндров позиционируются в идентичной позиции по высоте и размещаются справа и слева. Таким образом, все шатунные шейки 6 размещаются и позиционируются на плоской поверхности (второй плоской поверхности), параллельной опорной плоской поверхности 21 блока 11 цилиндров.
Фиксирующие зажимы 35 шейки располагаются для закрепления первой и пятой коренных шеек 16 с обоих краев и третьей коренной шейки 16 в середине пяти коренных шеек 16, каждая из которых располагается между парой позиционирующих штифтов 34, чтобы прижимать их сверху. Каждый из этих фиксирующих зажимов 35 шейки включает в себя базовый держатель 35a, закрепленный на верхней поверхности части 32 соединительного основания, ручку 35b, которая управляется вручную, и практически Г-образный зажимной стержень 35c, который поворачивается согласно операции ручки 35b, и посредством операции ручки 35b, зажимной стержень 35c крепится к стержню 33 поддержки шейки, и в силу этого коленчатый вал 5 может жестко закрепляться, что включает в себя направление вращения.
Помимо этого, стержни 36 временной остановки нижних тяг съемно присоединяются к четырем местам в части 32 соединительного основания и позиционируются согласно соответствующим позициям четырех шатунных шеек 6 на коленчатом валу 5. Зацепляющие штифты 36a вертикально устанавливаются на соответствующих верхних поверхностях на дальних концах стержней 36 временной остановки нижних тяг. Каждый из этих зацепляющих штифтов 36a имеет диаметр, который задается таким образом, что каждое из сквозных отверстий 30 (см. фиг. 3) для болтов 29 верхних частей 7A нижних тяг может зацепляться. Здесь, стержни 36 временной остановки нижних тяг для секций первого и четвертого цилиндров формируются относительно короткими согласно позициям шатунных шеек 6 секций первого и четвертого цилиндров на зажимном приспособлении 31, и стержни 36 временной остановки нижних тяг для секций второго и третьего цилиндров формируются относительно длинными согласно позициям шатунных шеек 6 секций второго и третьего цилиндров на зажимном приспособлении 31.
Далее поясняется конкретный способ присоединения для нижних тяг 7 посредством разделения его на этап временной установки на шатунные шейки 6 и этап окончательного закручивания болтов 29.
Фиг. 6 является чертежом для того, чтобы пояснять этапы до тех пор, пока нижние тяги 7 соответствующих цилиндров временно не установлены на соответствующих шатунных шейках 6 коленчатого вала 5.
Как показано в качестве этапа (a), до того, как зажимное приспособление 31 устанавливается в блок 11 цилиндров, установленный в перевернутой позиции, поршни 1 вставляются в соответствующие цилиндры 12 секций цилиндров. Например, можно вставлять поршни 1 в соответствующие цилиндры 12 со стороны картера 13 двигателя до того, как масляные форсунки 39 присоединяются к соответствующим боковым концам нижних мертвых точек цилиндров 12. Каждый из этих поршней 1 соединяется с верхней частью 7A нижней тяги через верхнюю тягу 3 заранее.
Затем, как показано в качестве этапа (b), каждый из поршней 1 проталкивается вплоть до заданной позиции посредством использования, например, гидравлического или электрического стержня 41 толкателя. После этого, как показано в качестве этапа (c), вышеуказанное зажимное приспособление 31 устанавливается на частях 14 юбок и перегородках 15. Вследствие этого, стержни 36 временной остановки нижних тяг размещаются в позициях, обращенных к соответствующим цилиндрам 12 секций цилиндров.
Затем, как показано в качестве этапа (d), концевая часть на стороне управляющего пальца 10 каждой из верхних частей 7A верхних тяг поднимается вверх при покачивании каждой из верхних тяг 3 вокруг поршневого пальца 2 в качестве центра, и сквозные отверстия 30 на одном конце верхних частей 7A нижних тяг зацепляются с соответствующими зацепляющими штифтами 36a в дальних концах стержней 36 временной остановки нижних тяг. Вследствие этого, как показано на чертеже, каждая из верхних частей 7A нижних тяг поддерживается в позиции, в которой каждая из разделенных напополам частей 25 под шатунную шейку коленчатого вала открыта вверх, и каждая из разделяющих поверхностей 28 задается параллельной (т.е. параллельной опорной плоской поверхности 21). Кроме того, как упомянуто выше, поскольку длина стержней 36 временной остановки нижних тяг (иными словами, позиции зацепляющих штифтов 36a) для секций первого и четвертого цилиндров задается согласно позициям шатунных шеек 6 секций первого и четвертого цилиндров, и длина стержней 36 временной остановки нижних тяг для секций второго и третьего цилиндров задается согласно позициям шатунных шеек 6 секций второго и третьего цилиндров посредством зацепления верхних частей 7A нижних тяг секций цилиндров с соответствующими зацепляющими штифтами 36a, верхние части 7A нижних тяг секций первого и четвертого цилиндров и верхние части 7A нижних тяг секций второго и третьего цилиндров позиционируются в позициях, соответствующих надлежащим шатунным шейкам 6. Здесь, поскольку позиция по высоте каждого из поршней 1, требуемых в это время, геометрически уникально определяется на этапе (b), каждый из поршней 1 проталкивается вплоть до требуемой позиции по высоте посредством стержня 41 толкателя.
Затем, этап переходит к этапу (e), коленчатый вал 5 устанавливается на зажимном приспособлении 31 при установке шатунных шеек 6 на четырех верхних частях 7A нижних тяг, заданных в вышеуказанной компоновке. Более конкретно, посредством монтажа коленчатого вала 5 на зажимном приспособлении 31 в позиции, в которой шатунные шейки 6 секций первого и четвертого цилиндров и шатунные шейки 6 секций второго и третьего цилиндров размещаются горизонтально, шатунные шейки 6 естественно устанавливаются в соответствующих разделенных напополам частях 25 под шатунную шейку коленчатого вала верхних частей 7A нижних тяг. После этого, в этом состоянии, посредством использования фиксирующих зажимов 35 шейки, коленчатый вал 5 закрепляется на зажимном приспособлении 31.
Затем, как показано в качестве этапа (f), нижние части 7B нижних тяг соединяются с соответствующими управляющими тягами 8 (в частности, их основными частями) заранее, и каждая из этих нижних частей 7B нижних тяг комбинируется с соответствующей одной из верхних частей 7A нижних тяг, и болты 29 на сторонах управляющего пальца 10 временно закручиваются посредством гайковертов 43, и верхние части 7A нижних тяг временно присоединяются к соответствующим нижним частям 7B нижних тяг. В это время, поскольку разделяющие поверхности 28 соответствующих нижних тяг 7 размещаются горизонтально, как показано на чертеже, можно закручивать болты 29 из вертикального направления посредством гайковертов 43. Помимо этого, после того, как закручивается один из пары болтов 29 каждой из нижних тяг 7, может закручиваться другой из пары болтов 29 каждой из нижних тяг 7. Тем не менее, по существу достаточно, если закручивается только один из части болтов 29 каждой из нижних тяг 7, поскольку число этапов увеличивается.
Соответственно, временное присоединение нижних тяг 7 к коленчатому валу 5 завершается, и блок 11 цилиндров передается с зажимным приспособлением 31 на следующую стадию закручивания болтов. Помимо этого, когда временное присоединение нижних тяг 7 завершается, предпочтительно, чтобы стержни 36 временной остановки нижних тяг отсоединялись от зажимного приспособления 31. Закрепленная позиция зажимного приспособления 31 в блок 11 цилиндров изменяется с первой заданной позиции, соответствующей временному присоединению, на вторую заданную позицию, соответствующую закручиванию болтов.
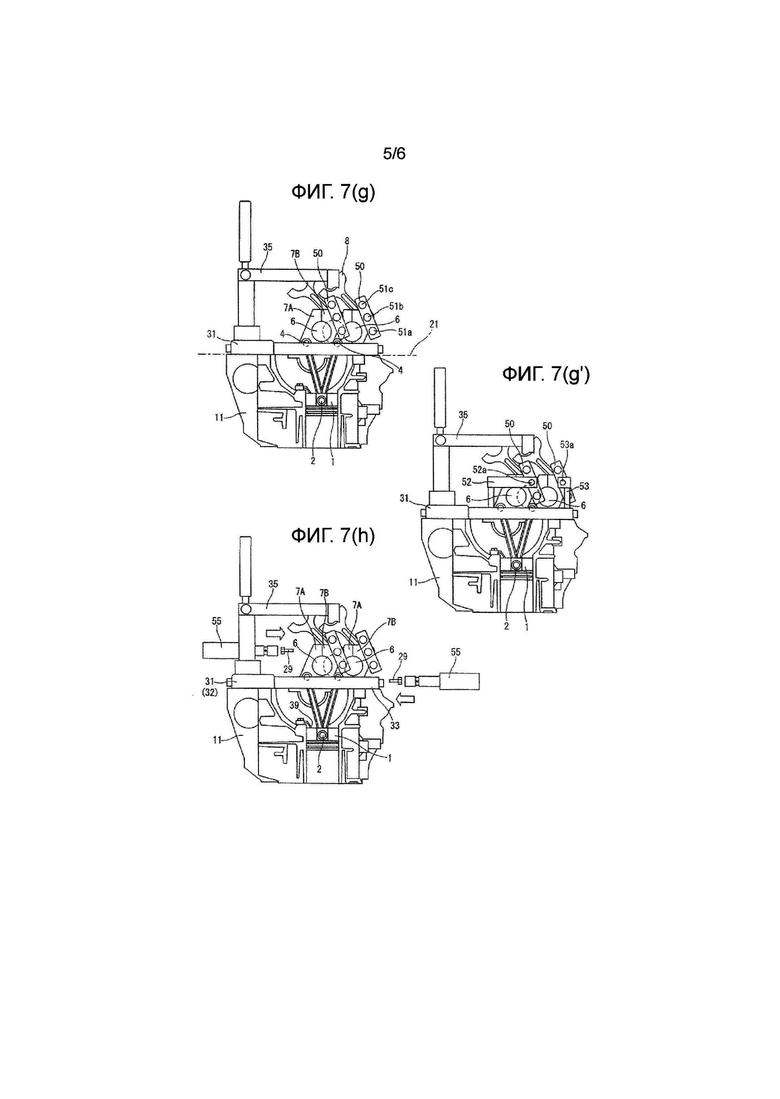
Фиг. 7 является чертежом для того, чтобы пояснять этапы на стадии закручивания болтов, на которой пара болтов 29, расположенных на каждой из нижних тяг 7 таким образом, что они размещаются напротив друг друга, в итоге закручиваются посредством заданной осевой силы.
Как показано на этапе (g), посредством манипулятора робота, который не показан на чертежах, каждая из нижних тяг 7 вращается вокруг соответствующей одной из шатунных шеек 6 в качестве центра вплоть до наклонной позиции, в которой каждая из разделяющих поверхностей 28 становится вертикальной (направления, ортогонального к опорной плоской поверхности 21), и затем удерживается. В частности, как показано на фиг. 8, зажимное приспособление 50 для прекращения вращения сконфигурировано посредством закрепления трех пальцев 51a, 51b и 51c на длинной узкой пластине 52, и посредством использования зажимного приспособления 50 для прекращения вращения, палец 51b, предоставленный в середине пластины 52, вставляется в среднее сквозное отверстие 10a управляющего пальца 10 (см. фиг. 2 и фиг. 3) каждой из нижних тяг 7, после чего концевой фрагмент пальца 51b захватывается посредством манипулятора робота и поднимается вплоть до заданной позиции по высоте. В это время, позиция наклона каждой из нижних тяг 7 уникально определяется посредством определения позиции по высоте каждого из управляющих пальцев 10, поскольку каждая из шатунных шеек 6, который становится центром вращения каждой из нижних тяг 7, закрепляется в заданной позиции. Каждое из зажимных приспособлений 50 для прекращения вращения переходит в состояние присоединения к соответствующему одному из управляющих пальцев 10 посредством пальца 51b в середине пластины 52. Тем не менее, два пальца 51a и 51c переходят в состояние перевода практически в контакт с обеими боковыми поверхностями каждой из нижних тяг 7 таким образом, чтобы размещать посередине фрагмент 27 прилива под шарнирный палец для управляющего пальца, и посредством пальца 51a, качение каждой из управляющих тяг 8 (вращение в направлении по часовой стрелке на фиг. 7) ограничено. Таким образом, необязательное перемещение управляющих тяг 8 во время работы по закручиванию болтов 29 ограничено.
Помимо этого, как показано в качестве этапа (g'), без использования манипулятора робота, посредством использования стоек 52 и 53, которые присоединяются к верхней поверхности зажимного приспособления 31 посредством магнитов, наклонная позиция каждой из нижних тяг 7 может удерживаться. Вышеуказанные стойки 52 и 53, соответственно, включают в себя опорные отверстия 52a и 53a в верхних концевых фрагментах, опорные отверстия, в которых устанавливаются пальцы 51b в середине пластин 52 зажимных приспособлений 50 для прекращения вращения, и после того, как оператор вращает нижние тяги 7 в заданные позиции посредством установки пальцев 51b зажимных приспособлений 50 для прекращения вращения в соответствующие опорные отверстия 52a и 53a, позиция по высоте каждого из управляющих пальцев 10 и наклонная позиция каждой из нижних тяг 7 удерживаются в заданном состоянии.
Здесь, как упомянуто выше, на этапе (g) (или этапе (g')), когда каждая из четырех нижних тяг 7 задается в наклонной позиции, в которой каждая из разделяющих поверхностей 28 становится вертикальной, центральная ось пары болтов 29 каждой из нижних тяг 7 становится горизонтальной (т.е. параллельной опорной плоской поверхности 21). Помимо этого, шатунные шейки 6 секций первого и четвертого цилиндров и 6 секций второго и третьего цилиндров, которые отличаются по фазам на 180° друг от друга, размещаются справа и слева относительно соответствующих коренных шеек 16 в качестве центров таким образом, что они являются горизонтальным относительно друг друга, т.е. они находятся в идентичной позиции по высоте по отношению друг к другу, и центральная ось пары болтов 29 каждой из нижних тяг 7 во всех секциях цилиндров размещается в идентичной позиции по высоте.
В это время, равнобедренный треугольник формируется посредством трех точек из верхнего пальца 4 каждой из секций первого и четвертого цилиндров, верхнего пальца 4 каждой из секций второго и третьего цилиндров и поршневого пальца 2 каждого из поршней 1, при просмотре с осевого направления коленчатого вала 5. Таким образом, чтобы задавать нижние тяги 7 секций первого и четвертого цилиндров в идентичной наклонной позиции и идентичной позиции по высоте с нижними тягами 7 секций второго и третьего цилиндров, как упомянуто выше, существенное условие заключается в том, что равнобедренный треугольник формируется посредством трех точек из верхнего пальца 4 каждой из секций первого и четвертого цилиндров, верхнего пальца 4 каждой из секций второго и третьего цилиндров и поршневого пальца 2 каждого из поршней 1 при просмотре с осевого направления коленчатого вала 5. Позиция коленчатого вала 5, отрегулированная посредством зажимного приспособления 31, в силу этого задается таким образом, чтобы удовлетворять этому существенному условию. Помимо этого, когда вышеуказанное условие удовлетворяется, поршни 1 соответствующих четырех секций цилиндров находятся в идентичной позиции по высоте (т.е. в идентичной позиции хода).
Этап (h) показывает этап окончательного закручивания для болтов 29 с использованием гайковертов 55, и как показано на чертеже, посредством пары гайковертов 55, размещенных напротив друг друга справа и слева от каждой из нижних тяг 7, пара болтов 29 каждой из нижних тяг 7 закручивается одновременно (или последовательно). Пара гайковертов 55 горизонтально размещается вдоль проведенной линии центральной оси пары болтов 29 и размещается в позициях по высоте, отличающихся друг от друга, и можно закручивать болты 29 посредством перемещений вперед и назад гайковертов 55 в осевом направлении вдоль центральной оси каждого из болтов 29. В настоящем изобретении, пара гайковертов 55 размещается в каждой из четырех нижних тяг 7, и болты 29 могут закручиваться всего посредством восьми гайковертов 55 одновременно, или пара гайковертов 55 сдвигается в осевом направлении коленчатого вала 5, и посредством пары гайковертов 55, болты 29 каждой из четырех нижних тяг 7 могут закручиваться по порядку. В любом способе, операция вращения коленчатого вала 5 и операция изменения позиций нижних тяг 7 не требуются, и пара болтов 29, которая вставляется с направлений, противоположных относительно друг друга, может закручиваться посредством гайковертов 55 с левого и правого горизонтальных направлений. В качестве конкретного закручивания для управления осевой силой, выполняется множество этапов, например, в порядке от приложения поджимающего крутящего момента с возвратом к нулевому крутящему моменту и приложения поджимающего крутящего момента к угловому закручиванию с заданным углом. Тем не менее, можно непрерывно выполнять множество этих этапов в то время, когда нижние тяги 7 удерживаются в заданной позиции.
Помимо этого, в варианте осуществления, показанном на чертеже, поскольку болты 29, которые вставляются со стороны части 32 соединительного основания зажимного приспособления 31, позиционируются в позициях выше других болтов 29, гайковерты 55, соответствующие первым болтам 29, позиционируются в позициях выше гайковертов 55, соответствующих вторым болтам 29, и это представляет собой преимущество при предотвращении помех для части 32 соединительного основания.
После выполнения окончательного закручивания болтов 29, посредством вытаскивания зажимного приспособления 31 в горизонтальном направлении вдоль опорной плоской поверхности 21, зажимное приспособление 31 может удаляться из позиции между блоком 11 цилиндров и коленчатым валом 5. После этого, как показано на фиг. 1, присоединение крышек 18 коренных подшипников к соответствующим перегородкам 15, присоединение управляющих тяг 8 к управляющему валу 9, присоединение крышек 19 дополнительных подшипников и т.п. выполняется, и сборка многозвенного поршневого кривошипно-шатунного механизма завершается.
Как указано выше, хотя подробно пояснен один вариант осуществления настоящего изобретения, настоящее изобретение не ограничено вышеописанным вариантом осуществления, и могут быть возможны различные модификации. Например, в вышеприведенном варианте осуществления, хотя центральная ось пары болтов 29 каждой из нижних тяг 7 задается горизонтальной, и центральная ось пары болтов 29 каждой из четырех нижних тяг 7 задается таким образом, что она находится на идентичной высоте, позиции по высоте нижних тяг 7 соответствующих секций первого и четвертого цилиндров могут отличаться от позиций по высоте нижних тяг 7 соответствующих секций второго и третьего цилиндров в то время, когда они находятся в идентичной наклонной позиции, или центральная ось пары болтов 29 каждой из нижних тяг 7 может быть немного наклонена относительно опорной плоской поверхности 21. Кроме того, позиция по высоте и наклонная позиция каждой из нижних тяг 7 могут отдельно отличаться друг от друга. Другими словами, в диапазоне, в котором гайковерты 55 в качестве пары, которые располагаются напротив друг друга справа и слева, могут выполнять закручивание болтов 29 без помех частям 14 юбок и зажимному приспособлению 31, изменения наклонной позиции и позиции по высоте каждой из нижних тяг 7 разрешаются. Помимо этого, когда коленчатый вал 5 поднимается выше, степень свободы в наклоне гайковертов 55увеличивается. Тем не менее, предусмотрен случай, в котором перемещение каждого из поршней 1 к стороне нижней мертвой точки ограничено вследствие контакта с соответствующей масляной форсункой 39. Как показано в варианте осуществления, показанном на чертеже, наиболее преимущественная форма представляет собой форму, при которой центральная ось пары болтов 29 каждой из четырех нижних тяг 7 находится на идентичной высоте и размещается горизонтально, с точки зрения направления высоты, требуемого для коленчатого вала 5.
Помимо этого, в вышеприведенном варианте осуществления, хотя пояснен рядный четырехцилиндровый двигатель внутреннего сгорания, настоящее изобретение может применяться к другим типам двигателей внутреннего сгорания, таким как рядный шестицилиндровый двигатель внутреннего сгорания, в котором шатунные шейки разнесены с интервалами в 120°, и V-образный шестицилиндровый двигатель внутреннего сгорания.
Помимо этого, настоящее изобретение не всегда ограничивается полуюбочным блоком цилиндров, в котором нижний край части юбки соответствует центральной позиции по высоте коренной шейки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2014 |
|
RU2662847C1 |
| СБОРНО-РАЗБОРНЫЙ КОЛЕНЧАТЫЙ ВАЛ МЕХАНИЗМА И ЕГО ПОДШИПНИКИ КАЧЕНИЯ | 1996 |
|
RU2119105C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЗАЗОРА В ШАТУННОМ ПОДШИПНИКЕ КОЛЕНЧАТОГО ВАЛА ПРИ ИСПЫТАНИИ И ДИАГНОСТИКЕ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ АВТОМОБИЛЕЙ, ТРАНСПОРТНЫХ И ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКИХ МАШИН | 2018 |
|
RU2691259C1 |
| ДВУХЗВЕННЫЙ ПОРШНЕВОЙ КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2015 |
|
RU2652737C1 |
| ПОРШНЕВОЙ МЕХАНИЗМ С РАСХОДЯЩИМИСЯ ПОРШНЯМИ | 2004 |
|
RU2270341C2 |
| Устройство для обработки коленчатых валов | 1975 |
|
SU633454A3 |
| Способ эксплуатационного контроля зазора в шатунных подшипниках коленчатого вала при диагностике двигателя внутреннего сгорания автомобилей, транспортных и транспортно-технологических машин | 2020 |
|
RU2739657C1 |
| КРИВОШИПНО-ШАТУННЫЙ МЕХАНИЗМ С ПРЯМОУГОЛЬНЫМ ПОРШНЕМ | 2016 |
|
RU2631475C1 |
| Составной коленчатый вал | 2021 |
|
RU2751470C1 |
| РАЗЪЕМНЫЙ КОЛЕНЧАТЫЙ ВАЛ | 1996 |
|
RU2128791C1 |
Изобретение относится к способу закручивания болтов для нижних тяг в двигателе внутреннего сгорания, содержащем многозвенный поршневой кривошипно-шатунный механизм. Зажимное приспособление (31) размещено на блоке (11) цилиндров, установленном в перевернутую позицию, и коленчатый вал (5) поднимается вверх от части (17) коренного подшипника и поддерживается в заданной позиции по высоте. Нижняя тяга (7), временно установленная на шатунной шейке (6) на предыдущем этапе, вращается вокруг шатунной шейки (6) в качестве центра посредством манипулятора робота и удерживается в заданной наклонной позиции, в которой разделяющая поверхность (28) становится вертикальной. В этом состоянии пара болтов (29) горизонтально закручивается справа и слева посредством использования гайковерта (55). Техническим результатом является повышение эффективности сборки многозвенного поршневого кривошипно-шатунного механизма. 6 з.п. ф-лы, 15 ил.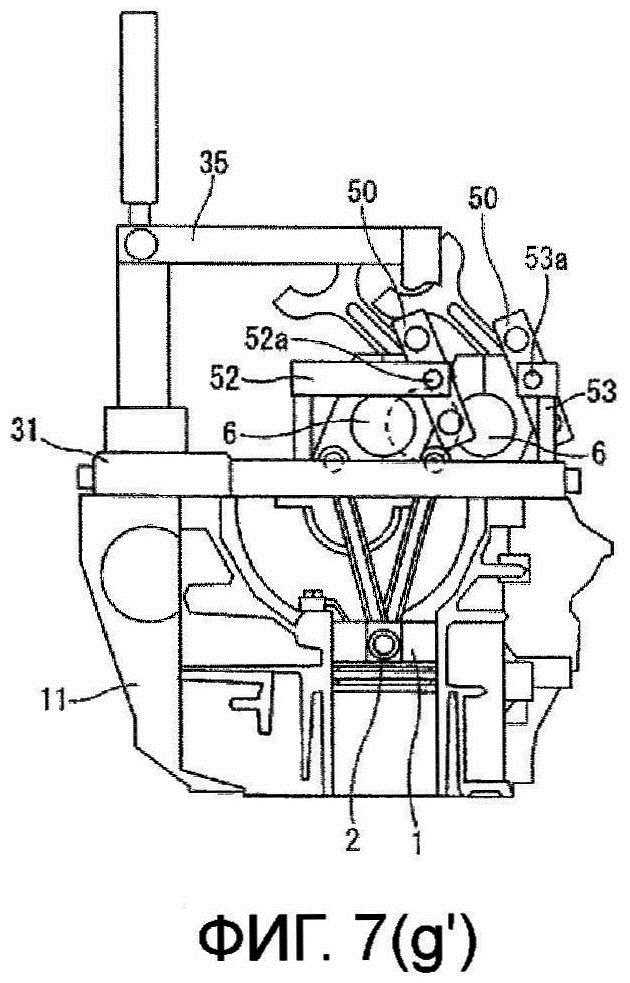
1. Способ закручивания болтов для нижних тяг в двигателе внутреннего сгорания, оснащенном многозвенным поршневым кривошипно-шатунным механизмом, включающим в себя верхние тяги, нижние тяги и управляющие тяги, при этом каждая из нижних тяг, которая разделяется на две части из нижней части нижней тяги и верхней части нижней тяги, присоединяется таким образом, чтобы размещать посередине соответствующую одну из шатунных шеек, и пара болтов каждой из нижних тяг закручивается с направлений, противоположных относительно друг друга, и затем затягивается,
причем способ закручивания болтов для нижних тяг включает этапы, на которых:
удерживают блок цилиндров в перевернутой позиции таким образом, что сторона картера двигателя обращена вверх;
временно устанавливают нижние тяги соответствующих секций цилиндров, при этом каждую из нижних тяг соединяют с соответствующим одним из поршней через соответствующую одну из верхних тяг заранее, на соответствующих шатунных шейках соответствующих секций цилиндров на коленчатом валу в состоянии, в котором каждый из поршней устанавливается в соответствующем одном из цилиндров;
устанавливают коленчатый вал в состояние подъема в верхнюю позицию отдельно от частей коренных подшипников перегородок таким образом, что все из множества шатунных шеек, имеющих отличающиеся друг от друга фазы, устанавливаются в позиции, поднятой вверх от опорной плоской поверхности вдоль торцевых краев частей юбок блока цилиндров; и
закручивают пару болтов каждой из нижних тяг с правого и левого направлений посредством гайковертов в состоянии, в котором наклонные позиции нижних тяг соответствующих секций цилиндров, с центрированием в шатунных шейках, удерживаются в позиции, в которой головки пары болтов каждой из нижних тяг направлены в правом и левом направлениях.
2. Способ закручивания болтов для нижних тяг по п. 1, при котором нижние тяги соответствующих секций цилиндров поддерживают под идентичным наклонным углом, при котором проведенная линия центральной оси каждого из болтов не создает помехи частям юбок, и болты закручиваются посредством гайковертов.
3. Способ закручивания болтов для нижних тяг по п. 2, при котором каждую из нижних тяг удерживают в наклонной позиции, в которой центральная ось пары болтов каждой из нижних тяг становится параллельной опорной плоской поверхности.
4. Способ закручивания болтов для нижних тяг по любому из пп. 1-3, при котором двигатель внутреннего сгорания представляет собой рядный четырехцилиндровый двигатель внутреннего сгорания, и в состоянии, в котором коленчатый вал поднимается вверх, шатунные шейки секций первого и четвертого цилиндров и шатунные шейки секций второго и третьего цилиндров размещаются и позиционируются на второй плоской поверхности, параллельной опорной плоской поверхности.
5. Способ закручивания болтов для нижних тяг по п. 4, при котором позиция коленчатого вала в поднятом вверх состоянии задается таким образом, что три точки из верхних пальцев секций первого и четвертого цилиндров, верхних пальцев секций второго и третьего цилиндров и поршневых пальцев формируют равнобедренный треугольник, если смотреть в направлении оси коленчатого вала.
6. Способ закручивания болтов для нижних тяг по любому из пп. 1-5, при котором зажимное приспособление для поддержки, по меньшей мере, двух коренных шеек коленчатого вала снизу размещают на опорной плоской поверхности блока цилиндров, и коленчатый вал удерживают в поднятом вверх состоянии.
7. Способ закручивания болтов для нижних тяг по п. 6, при котором зажимное приспособление выполнено с возможностью позиционирования коленчатого вала в заданной позиции в блоке цилиндров в вертикальном направлении, ортогональном к опорной плоской поверхности, и в правом и левом направлениях вдоль опорной плоской поверхности.
| US 20090041398 A1, 12.02.2009 | |||
| US 20090107468 A1, 30.04.2009 | |||
| US 20040112169 A1, 17.06.2004 | |||
| Способ обработки шатунных шеек коленчатых валов | 1990 |
|
SU1743702A2 |
| Способ ремонта головок блоков цилиндров двигателя внутреннего сгорания | 1983 |
|
SU1209404A1 |
| СПОСОБ РЕМОНТА БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2007 |
|
RU2365479C1 |

