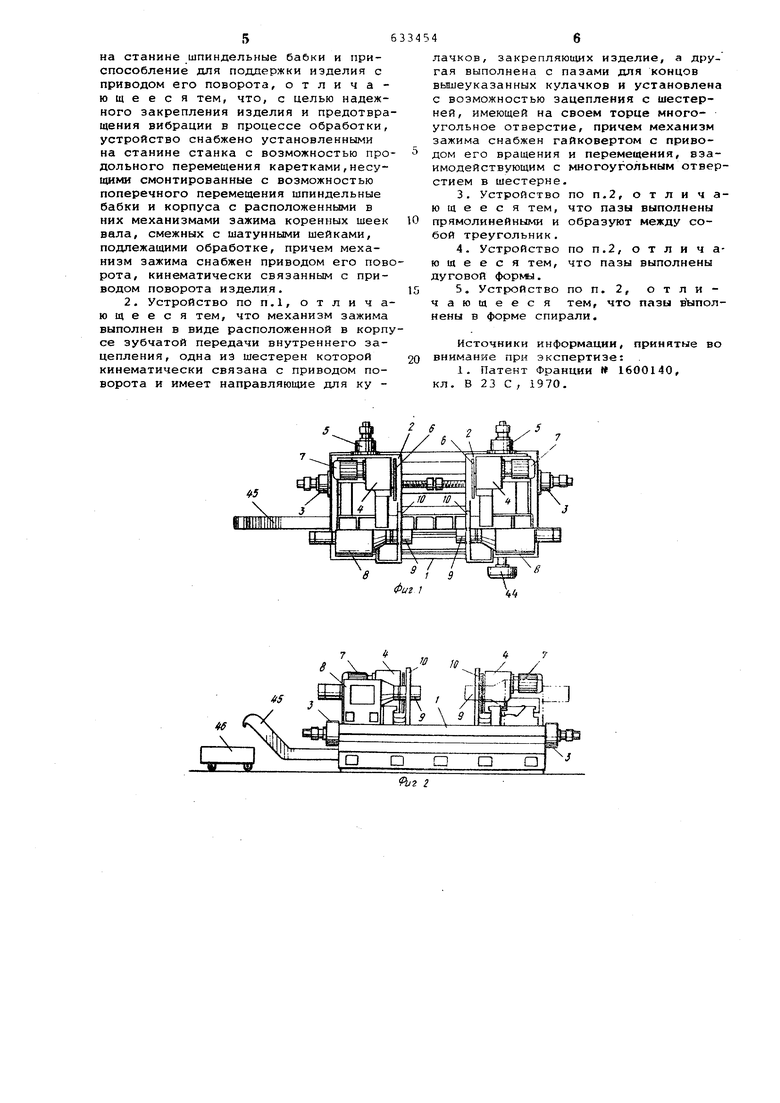
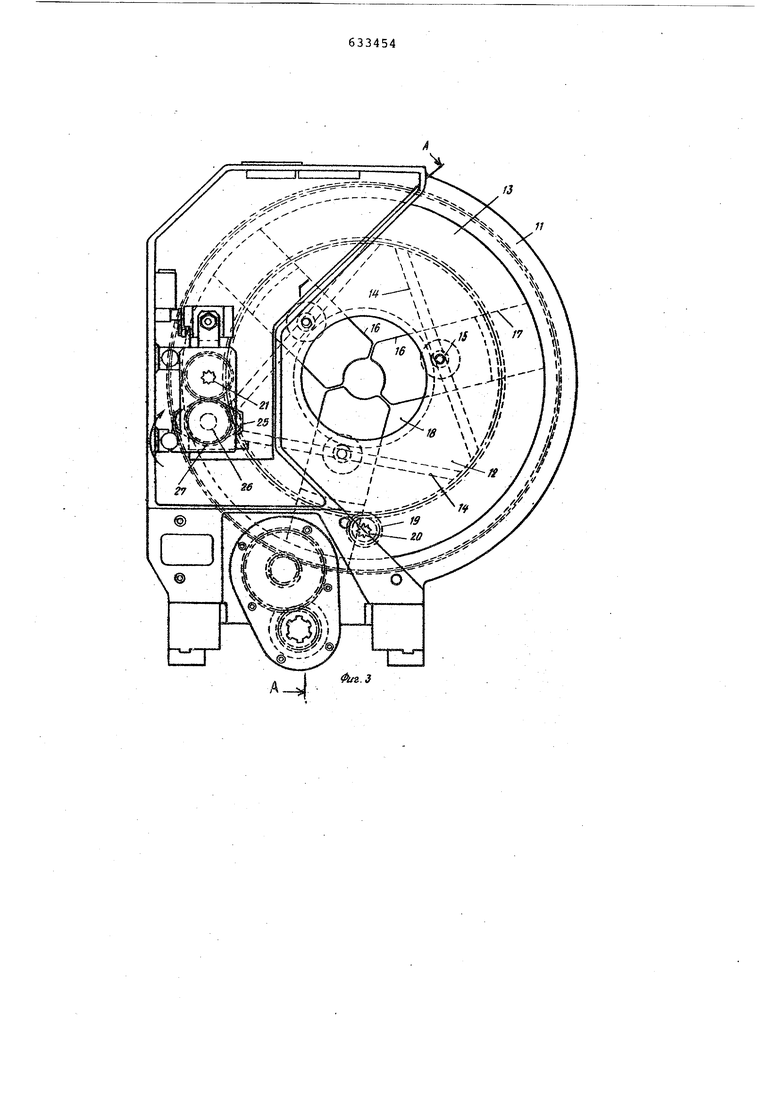
На станине 1 станка для фрезерования шеек коленчатых валов (см. фиг.1 и 2) независимо установлены две каретки 2. Эти каретки могут свободно перемещаться в продольном направлении посредством механизма 3 для продольной подачи. На каждой из кареток установлена шпиндельная бабка 4, которая перемещается в поперечном направлении посредством механизма 5 для поперечной подачи.На каждой шпин дельной бабке установлена фреза 6, которая вращается от двигателя 7 главного привода шпинделя фрезы. Впе реди каждой шпиндельной бабки расположена шпиндельная бабка 8, предназначенная для вращения фрезеруемой де тали. С противоположных сторон шпиндельных бабок 8 расположены зажимные патроны 9 для закрепления концов детали. Около каждого патрона каждой каретки расположен корпус 10 зажимно го устройства, который может перемещаться вдоль детали одновременно с продольным перемещением кареток 2. Корпус 10 {см.фиг.3-5) имеет коль цевую часть 11, в которой размещены шестерни. 12 привода и шестерня 13 внутреннего зацепления. В шестерне 1 привода имеются, например, три углубления 14, расположенные треугольником. В каждое из углублений входят концы соответствующих ползунов 15 ку лачков 16, соответственно. В предста ленном варианте выполнения предусмат ривается, например, три кулачка 16, которые скользят в направляющих пазах 17 шестерни 13, расположенной смежно с шестерней 12 привода. При повороте шестерни 12 привода передние концы кулачков 16 входят в центральное отверстие 18 кольцевой части 11 и выходят из него, чем обеспечивается зажим коренных шеек обрабатываемой детали. Углубления 14,предусмотренные на одной стороне шестерни привода, могут иметь спиральную или дугообразную форму, как это показано на фиг.8 и 9 . Шестерня 12 находится в зацеплении с шестерней 19, имеющей многоугольное отверстие 20. В это отверстие входит гайковерт 21 механизма 22 Механизм 22 имеет коробку 23, которая свободно перемещается от гидроцилиндра 24. Коробка 23 включает гид родвигатель 25 с вращающимся валом 2 неподвижно закрепленный в шестерне 2 Шестерня 27 находится в зацеплении с шестерней 28,закрепленной на конце у тановленного с возможностью вращения цилиндра 29. Внутри цилиндра 29 проходит вал 3 гайковерта, который в нормальном пол жении смещен к шестерням 19 под действием упругого усилия пружины 31. Вал 30 связан с цилиндром 29 через шпоночное соединение 32. Шестерня 13 внутреннего зацеплений входит в зацепление с шестерней 33. Последняя установлена соосно с шестерней 34, зацепляющейся с шестерней 35, связанной со шлицевьлм валом 36. Вращение с вала 36 передается шестерне 13 . На обоих концах вала 36 (см.фиг.6) неподвижно закреплены конические шестерни 37, находящиеся в зацеплении с коническими шестернями 38, неподвижно закрепленными на червячных валах 39. Каждый из этих валов связан через, зубчатую передачу 40 с шаговым двигателем 41, Каждый зажимной патрон 9 связан с соответствующим шпинделем 42, получающим вращение от соответствующего шагового двигателя 41 через червячные колеса 43. Пульт управления 44 (см.фиг.1) расположен спереди станины. Транспортер 45 служит для удаления стружки, образуемой в процессе фрезерования и собираемой в бак 46. При фрезеровании шатунных шеек а и aj детали 47 (см.фиг.7) оба конца детали располагают между патронами 9, установленными впереди шпинделей 42. Затем коробку 23 перемещают в направлении к шестерне 12 посредтвом цилиндра 24 гайковертного механизма 22 так, чтобы передний конец гайковерта 21 вошел в отверстие 20. При вращении гидравлического двигателя 25 шестерня 12 привода поворачивается внутри шестерни 13, и кулачки перемещаются в направлении к центральной части от ползунов 15, находящихся в зацеплении с углублениями 14, в результате чего зажимаются коренные шейки bj и bj,После зажима коробку 23 отводят назад до выхода гайковерта и включают шаговые двигатели 41, вращающие фрезы 6 и деталь. Вращение патронов 9 передается шлицевому валу 36, который через шестерни вращает расположенную ,в кольцевой части 11 шестерню 13 внутреннего зацепления с той же скоросТью, что и патроны 9. При этом шатунные шейки а и а обрабатывают фрезамиу а коренные шейки b j и b, смежные с шатунными шейками oj и а удерживаются патронами 9 и кулачками 16. Благодаря этому представляется возможным предотвратить вибрацию детали 47 при фрезеровании. Аналогично при фрезеровании шатунных шеек а коренные шейки зажимаются кулачками 16 так, что деталь 47 в. можно обрабатывать без вибрации, возникающей в процессе операции. Формула изобретения 1. Устройство для обработки коленчатых валов,включающее установленные
на станине шпиндельные бабки и приспособление для поддержки изделия с приводом его поворота, отличающееся тем, что, с целью надежного закрепления изделия и предотвращения вибрации в процессе обработки, устройство снабжено установленными на станине станка с возможностью продольного перемещения каретками,несущими смонтированные с возможностью поперечного перемещения шпиндельные бабки и корпуса с расположенными в них механизмами зажима коренных шеек вала, смежных с шатуиньоми шейками, подлежащими обработке, причем механизм зажима снабжен приводом его поворота, кинематически связанным с приводом поворота изделия.
2. Устройство ПОП.1, отличающееся тем, что механизм зажима выполнен в виде расположенной в корпусе зубчатой передачи внутреннего зацепления, одна из шестерен которой кинематически связана с приводом поворота и имеет направляющие для ку лачков, закрепляюишх изделие, а другая выполнена с пазами для концов вышеуказанных кулачков и установлена с возможностью зацепления с шестерней, имеющей на своем торце многоугольное отверстие, причем механизм зажима снабжен гайковертом с приводом его вращения и перемещения, взаимодействующим с многоугольным отверстием в шестерне.
3.Устройство по п.2, отличающее с я тем, что пазы выполнены прямолинейными и образуют между собой треугольник.
4.Устройство по п.2, отличающееся тем, что пазы выполнены дуговой форьы.
5.Устройство по п. 2, о т л и чающеес я тем, что пазы выполнены в форме спирали.
Источники информации, принятые во
внимание при экспертизе:
1. Патент Франции 1600140, кл. В 23 С , 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок для обработки коленчатых валов | 1972 |
|
SU516476A1 |
| Станок для фрезерования коленчатыхВАлОВ | 1979 |
|
SU823014A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 1992 |
|
RU2014202C1 |
| Станок для обработки изделий | 1985 |
|
SU1269956A1 |
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОРЕННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ | 2002 |
|
RU2303510C2 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КОНЦЕВЫХ ЗАГОТОВОК | 1972 |
|
SU331846A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| Станок для разрезки сварных кожухов | 1989 |
|
SU1646713A1 |


о а
й/г 2
/J
;;
(
V /7h-/J
. / - ,
NNN
W
1S-fyl В
гД., 1
.n
a, /j
(й-г. 7
Фиг. в
