Изобретение относится к горной промышленности и может быть использовано при разработке буровых инструментов, оснащенных пластинами-резцами с одним или двумя сверхтвердыми слоями и твердосплавной подложкой и применяемых в глубоком, геологоразведочном и шпуровом бурении. Изобретение может быть использовано также при креплении монолитных пластин-резцов, надежно соединяемых термическим или иным способом со сталью.
Известна буровая коронка, оснащенная пластинами-резцами со сверхтвердыми слоями и твердосплавной подложкой; способ соединения пластин-резцов методом зажима клиньями, конусность которых обеспечивает их самоторможение [1]. Суть способа соединения заключается в том, что резцы устанавливают в пазы с боковой подпорной стенкой так, что реакции стенок паза уравновешивают силы резания, и при этом дополнительно поджимают их клином. Достоинством механического соединения является возможность переустановки пластин на неизношенные режущие кромки или заточки изношенных кромок и замены всей пластины после ее излома. Недостаток - незначительная деформация корпуса инструмента при бурении трещиноватых пород может вызвать местное ослабление усилия зажима пластин и их выпадение. И при этом напряжение от усилия зажима пластины складывается с тангенциальной составляющей силы резания, которая в силу неоднородности породы, а также из-за подклинивания снаряда носит динамический характер. Все это ограничивает допустимое усилие зажима клином. Следует также отметить, что паз с боковой подпорной стенкой, т.е. глухой паз, технологически сложнее изготовить.
Известен также свароклиновой способ крепления пластин-резцов с одним или двумя сверхтвердыми внешними слоями и твердосплавной подложкой со стальным хвостовиком, установленных и зажатых клином в сквозных пазах по схеме скважино- и кернообразующих резцов. При этом хвостовик приваривают к корпусу бурового инструмента с возможностью последующего прорезания на сварном шве узких щелей, оконтуривающих хвостовик по всем плоскостям прилегания пластин-резцов к стенкам паза, затем пластину-резец зажимают клином. После остывания узла сварки, производят дополнительный зажим пластин-резцов [2]. Достоинством этого способа крепления резцов является возможность уменьшения усилия зажима клином. Известно, что усилие зажима понижает прочность пластин-резцов, следовательно, и допустимые усилия резания. В этом способе сварка принимает на себе дополнительные нагрузки от резцов. А с другой стороны сварной шов не может быть достаточно большим, чтобы нести всю нагрузку на резец, так как его размер ограничен размером хвостовика. Таким образом, несущие способности клинового зажима и сварного шва хвостовика совместно работают на повышение надежности крепления резцов. Однако существенным недостатком данного свароклинового способа крепления является возможность перегрева сверхтвердого слоя, так как при сварке температура сварной ванны достигает до 1700-1750°С. При этом температура неконтролируема и зависит только от квалификации сварщика.
Таким образом, может быть поставлена задача повышения надежности крепления резцов путем значительного снижения влияния высокой температуры на сверхтвердый слой пластины-резца. Поставленная задача может быть решена, если в способе разъемного крепления пластин-резцов с одним или двумя сверхтвердыми слоями и твердосплавной подложкой, установленных в сквозные прямоугольные пазы по схеме скважино- и кернообразующих резцов, и с хвостовиком из свариваемой стали привариваемым к стенкам паза с возможностью обеспечения необходимого выпуска боковых калибрующих и режущих кромок, включающий клиновой зажим пластин-резцов и последующее прорезание на сварном шве узких щелей, оконтуривающих хвостовик по плоскостям прилегания пластин-резцов к стенкам паза, хвостовик отделить от пластины-резца, подготовить плоскости разъема к креплению пайкой, затем приварить его к корпусу коронки и только потом к приваренному хвостовику пайкой крепить пластину-резец.
Таким образом, представленная новая комбинация способов механического и термического соединений отличается от прототипа тем, что сначала отделяют хвостовик от пластины-резца и приваривают его к корпусу, а потом к нему крепят пластину-резец. При такой последовательности проведения сварки и пайки полностью исключается возможность влияния температуры сварки на пластину-резец, а затруднения при пайке, вызванные стесненными условиями паза преодолеваются применением ленточного припоя, который обеспечивает пайку только в области его контакта с соединяемыми поверхностями без утечек и наплыва.
Таким образом, прочность пластины-резца зависит только от пайки, а возможные варианты ее осуществления следуют из зависимых пунктов 2-4 формулы изобретения. В соответствии с п. 2 изобретения пайку хвостовика и пластины-резца проводят среднетемпературными припоями, например, серебряными; с п. 3 - при пайке хвостовика и пластины-резца для сверхтвердого слоя выбирают один, а для твердосплавной подложки - другой; с п. 4 - пайку хвостовика и пластины-резца проводят нагревом через боковую сторону хвостовика, например, газовым пламенем.
В первом случае пайка среднетемпературными припоями (700-750°С) дает возможность сохранить режущие свойства паяемой стороны пластины-резца за счет наведения меньших температурных напряжений, чем при пайке высокотемпературными припоями (1000-1050°С). При этом некоторое уменьшение прочности паяного слоя, связанное в связи с переходом на среднетемпературные припои, компенсируется клиновым зажимом. Следует также иметь в виду, что паяный слой находится при бурении в условиях объемного сжатия, что ограничивает его деформацию и разрушение. Во втором случае, когда толщина сверхтвердого режущего слоя превышает 1 мм и трудно подобрать один универсальный припой для подложки, сверхтвердого слоя и хвостовика, пайку проводят разными ленточными припоями. И наконец, нагрев через боковую сторону хвостовика дает возможность не перегреть режущие кромки, так как нагрев припоя идет теплопроводностью через хвостовик и только на боковую сторону пластины-резца.
В этой коронке пластина-резец своей режущей и не приваренной частью хвостовика воспринимает усилие зажима клинового соединения, а стальной хвостовой частью крепится сваркой без наведения внутренних напряжений в режущей части пластины. Паяный шов хвостовика при работе пластины-резца находится в условиях объемного сжатия, что значительно повышает ее сопротивление деформации, следовательно, разрушению.
Такая последовательность реализации способов механического и термического соединения, минимизирующая их вредное влияние на пластины-резцы, увеличивает надежность крепления. При ослаблении механического зажима вследствие деформации корпуса коронки приваренный хвостовик удерживает пластину-резец в фиксированном состоянии. Между тем крепление, как и прототип, является разъемным, так как можно пропилить сварочный шов по плоскости контакта режущей части с корпусом инструмента, а режущую часть освободить от зажима. Возможность разъема крепления позволяет при выходе из строя одной-двух пластин заменять их на новые, а изношенные кромки заточить и эксплуатировать дальше. Таким образом, решением поставленной задачи достигнут определенный технический результат, выражающийся в повышении надежности крепления пластин-резцов в корпусе буровой коронки, а также упрощении технологии сварки хвостовика, связанное с отсутствием во время сварки пластин-резцов.
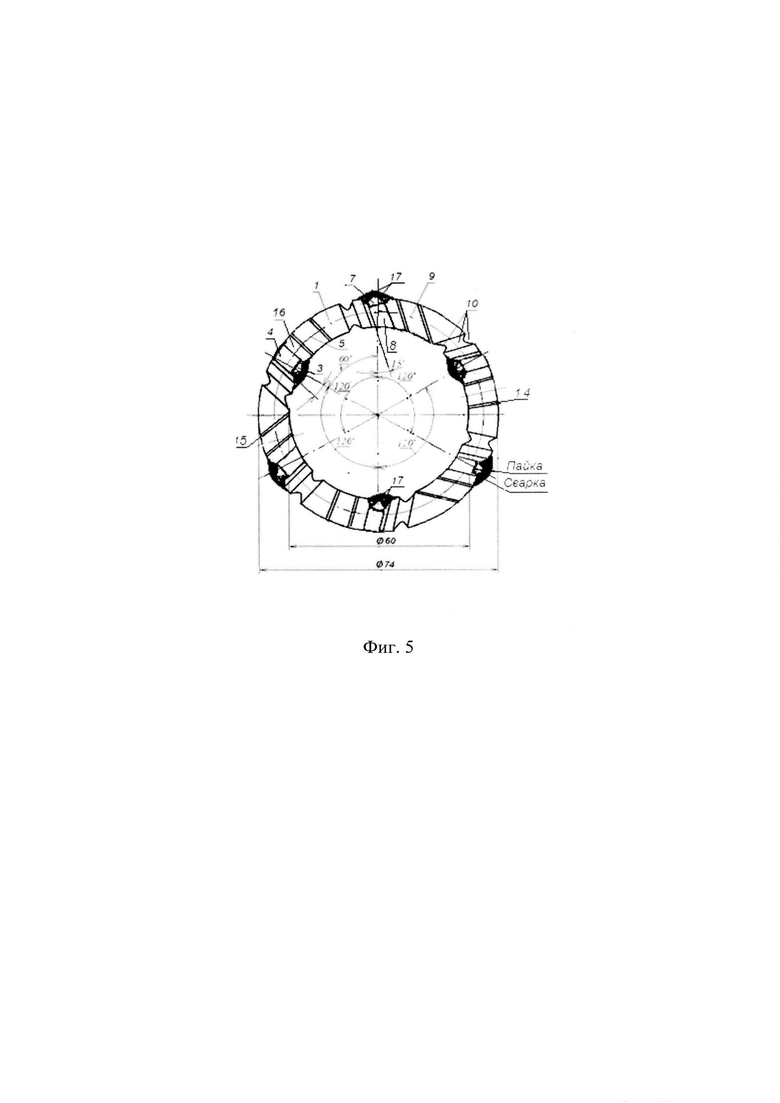
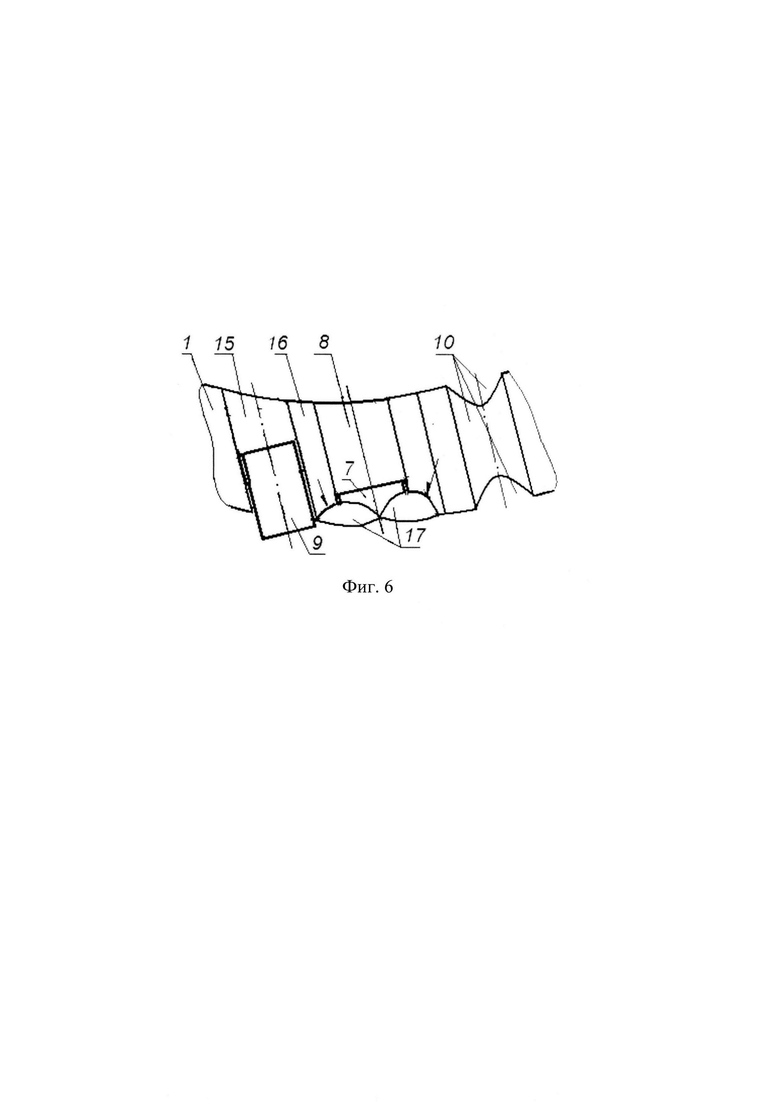
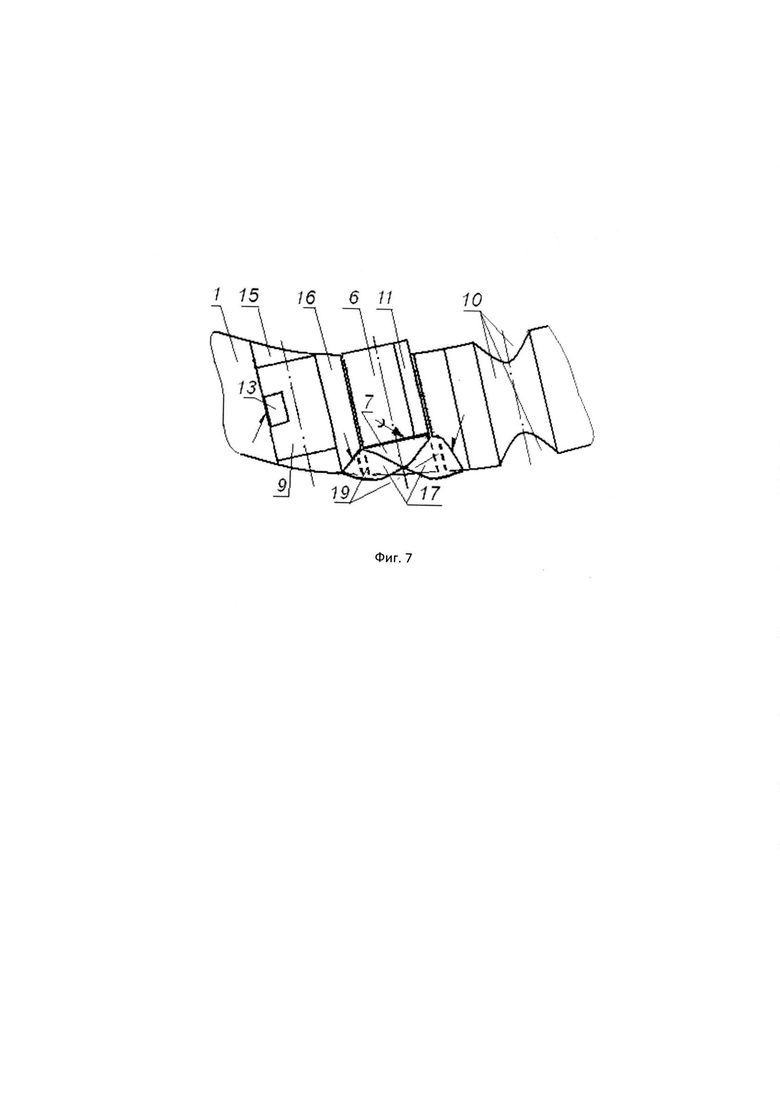
Суть изобретения иллюстрируется на примере кольцевой буровой коронки, двухслойные пластины-резцы которой закреплены предлагаемым способом (фиг. 1…8.). На фиг. 1 изображен вид спереди на кольцевую буровую коронку с пластинами-резцами, закрепленными предлагаемым свароклиновым способом; на фиг. 2 - вид снизу на фиг. 1; на фиг. 3 изображены общие виды двухслойной и трехслойной пластин-резцов со стальным хвостовиком; на фиг. 4 - вид сверху на пластину-резец с отделенным хвостовиком; на фиг. 5 - вид снизу на коронку с приваренными хвостовиками без пластин-резцов, но с возможностью их установки с выпуском режущих кромок и разъема хвостовиков путем пропила сварного шва; на фиг. 6 - вид сверху на сектор коронки с хвостовиком кернообразующего пластины-резца; на фиг. 7 - установка и припайка пластины-резца к хвостовику с возможностью выпуска режущих кромок; на фиг. 8 - вид спереди на фиг. 7.
Предлагаемый способ крепления резцов отличается тем, что если в прототипе приваривают хвостовик в соединении с пластиной-резцом, то в новом способе хвостовик отделяют от него и только потом его приваривают. После приварки к хвостовику крепят пластину-резец. Тем не менее, эти отличия не оказывает никакого влияния на конструкцию буровой коронки, что видно из фиг. 1 и 2. Коронка имеет корпус 1, скважинообразующие пластины-резцы 2 с хвостовиком 3, установленные в сквозном пазу 4 и заклиненные клином 5, и кернообразующие пластины-резцы 6 с хвостовиком 7, также заклиненные в пазу 8 клином 9, промывочные каналы и пазы 10. Все пластины-резцы имеют сверхтвердый режущий слой 11. Могут даже иметь с противоположной стороны второй сверхтвердый слой 12 (фиг. 3). Все клинья зафиксированы в положении зажима стопорами 13 в пазах 14 и 15. Хвостовики приварены к передней стенке пазов 4 и 8 и промежуточной стенке 16 и скреплены швами 17. На торце корпуса кольцевой коронки 1 по схеме скважино- и кернообразующих резцов изготавливают, как и у прототипа, под пластины-резцы 2 и 6 сквозные пазы 4 и 8 (фиг. 1 и 2). Пазы 14 и 15 под зажимные клинья, промежуточная стенка 16 и промывочные каналы и пазы 10 принципиально не отличаются от прототипа. Пластины-резцы 2 и 6 отличаются только функционально по месту установки. Пластина-резец имеет твердосплавную подложку 18, режущий сверхтвердый слой 11 и стальной хвостовик 3 (7) (фиг. 3).
Предлагаемый способ осуществляют следующим способом. У пластин-резцов срезанием отделяют хвостовик и подготавливают поверхности разъема к пайке (фиг. 4). Отделенные хвостовики устанавливают с фиксацией клином в пазы 4 и 8, причем так, чтоб если были бы пластины-резцы целыми, то режущие и калибрующие кромки имели бы соответствующий выпуск (фиг. 5). Затем хвостовики приваривают к корпусу коронки (фиг. 6), сварные швы 17 обрабатывают абразивным инструментом или на токарном станке. Затем к приваренным хвостовикам припаивают пластины-резцы (фиг. 7 и 8). При этом желательно применять ленточные припои толщиной 0,2-0,6 мм, а нагрев зоны пайки следует проводить через боковую сторону хвостовика, например, газовым пламенем. Затем, после пайки при температуре узла крепления не ниже 300-400°С пластину-резец поджимают клином 5(9) и фиксируют его стопором 13. Тут важно то, что благодаря пластичности нагретой стали, стенки паза при меньших усилиях принимают контур неровности и кривизну поверхностей зажимаемого пластины-резца, и тем самым уменьшаются локальные перенапряжения от усилия зажима клином. Сильно зажимать клином пластину-резец до пайки рабочим усилием не имеет смысла, так как для уплотнения паяного слоя пластину-резец следует в первую очередь прижимать к хвостовику, а во время остывания припоя должен быть прижат и к стенкам паза. При переустановке или замене разъем пластин-резцов обеспечивается тем, что прорезают по контуру хвостовика узкие щели 19 по плоскостям его контакта со стенками паза (фиг. 7). Это становится возможным благодаря тому, что приваривается только хвостовик, размеры которого ограничены шириной торца кольцевой коронки. Причем щели можно прорезать как вручную, так и резаками с электроприводом, а и также мини-болгарками. Для окончательного разъема пластины резца его зажатую рабочую часть освобождают от клина, предварительно отбив прихваченный сваркой стопор 13. Заметим, что, когда режущая пластина зажимается клином в общем пазу без промежуточной стенки, следует приваривать хвостовик только с набегающей стороны.
Источники, принятые во внимание.
1. Патент Российская Федерация №2574091 МПК Е21 В 10/48 Буровая коронка с клиновым зажимом резцов / Федоров Л.Н., Ермаков С.А.; заявитель Федер. гос. бюдж. учреждение науки, Инс-т горн. дела Севера им. Н.В. Черского Сиб. отд-ния Рос. акад. наук.; заявл. 11.11.2014; опубл. 10.02.2016.
2. Патент Российская Федерация №2631 756 МПК Е21В 10/46 (2006.01) Е21В 10/633 (2006.01) Способ разъемного крепления пластин-резцов с двумя или тремя сверхтвердыми слоями и твердосплавной подложкой / Федоров Л.Н., Ермаков С.А., Иванов И.И., Ткаченко В.В., Шипков А.Н.; заявитель Федер. гос. бюдж. учреждение науки, Инс-т горн. дела Севера им. Н.В. Черского Сиб. отд-ния Рос.акад. наук; заявл. 31.05.2016; опубл. 26.09.2017. Бюл. №27.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
| Способ эксплуатации прямоугольных двухслойных пластин в кольцевых буровых коронках | 2015 |
|
RU2631513C2 |
| БУРОВАЯ КОРОНКА С КЛИНОВЫМ СОЕДИНЕНИЕМ РЕЗЦОВ | 2014 |
|
RU2588524C2 |
| БУРОВАЯ КОРОНКА С КЛИНОВЫМ ЗАЖИМОМ РЕЗЦОВ | 2014 |
|
RU2574091C1 |
| КОЛЬЦЕВАЯ БУРОВАЯ КОРОНКА | 2013 |
|
RU2551575C1 |
| РЕЗЕЦ ДЛЯ ТЕРМОФРИКЦИОННОГО ИНСТРУМЕНТА | 2004 |
|
RU2288340C2 |
| УСТРОЙСТВО ОТКЛОНИТЕЛЯ ДЛЯ НЕПОДВИЖНОЙ БУРОВОЙ ИЛИ ФРЕЗЕРНОЙ РЕЖУЩЕЙ КОРОНКИ | 2010 |
|
RU2527048C2 |
| БУРОВАЯ КОРОНКА | 1992 |
|
RU2074945C1 |
| Буровое долото PDC со стопорным цанговым устройством | 2021 |
|
RU2766075C1 |
| ФРЕЗЕРНАЯ НАСАДКА ДЛЯ РЕЗЦА СО ВСТАВКАМИ ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗНОГО КОМПОЗИТА | 2010 |
|
RU2528349C2 |

Изобретение относится к горной промышленности, а именно к способу крепления пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой для бурения кольцевыми коронками. Технический результат заключается в повышении надежности крепления пластин-резцов путем исключения возможности их перегрева при сварке стальных хвостовиков. Способ разъемного крепления пластин-резцов с одним или двумя сверхтвердыми внешними слоями и твердосплавной подложкой, установленных в сквозные прямоугольные пазы по схеме скважино- и кернообразующих резцов, и с хвостовиком из свариваемой стали, привариваемым к стенкам паза, с возможностью обеспечения необходимого выпуска боковых калибрующих и режущих кромок, включает клиновой зажим пластин-резцов и последующее прорезание на сварном шве узких щелей, оконтуривающих хвостовик по плоскостям прилегания пластин-резцов к стенкам паза. Хвостовик отделяют от пластины-резца, подготавливают к креплению пайкой, затем приваривают его к корпусу коронки и только потом к приваренному хвостовику пайкой крепят пластину-резец. 3 з.п. ф-лы, 8 ил.
1. Способ разъемного крепления пластин-резцов с одним или двумя сверхтвердыми внешними слоями и твердосплавной подложкой, установленных в сквозные прямоугольные пазы по схеме скважино- и кернообразующих резцов, и с хвостовиком из свариваемой стали, привариваемым к стенкам паза, с возможностью обеспечения необходимого выпуска боковых калибрующих и режущих кромок, включающий клиновой зажим пластин-резцов и последующее прорезание на сварном шве узких щелей, оконтуривающих хвостовик по плоскостям прилегания пластин-резцов к стенкам паза, и отличающийся тем, что хвостовик отделяют от пластины-резца, подготавливают к креплению пайкой, затем приваривают его к корпусу коронки и только потом к приваренному хвостовику пайкой крепят пластину-резец.
2. Способ разъемного крепления пластин-резцов по п. 1, отличающийся тем, что пайку хвостовика к боковой стороне пластины-резца проводят среднетемпературными припоями, например серебряными.
3. Способ разъемного крепления пластин-резцов по пп. 1, 2, отличающийся тем, что пайку хвостовика и пластины-резца проводят ленточными припоями, причем для сверхтвердого слоя одним, а для твердосплавной подложки – другим.
4. Способ разъемного крепления пластин-резцов по пп. 1-3, отличающийся тем, что пайку хвостовика и пластины-резца проводят нагревом через боковую сторону хвостовика, например газовым пламенем.
| Способ разъемного крепления двух- и трехслойных пластин-резцов со сверхтвердыми слоями и твердосплавной подложкой | 2016 |
|
RU2631756C1 |
| БУРОВАЯ КОРОНКА С КЛИНОВЫМ ЗАЖИМОМ РЕЗЦОВ | 2014 |
|
RU2574091C1 |
| Дисковая пила для резки камня | 1987 |
|
SU1465579A1 |
| Дисковая пила | 1980 |
|
SU899341A1 |
| Импрегнированная буровая коронка | 1990 |
|
SU1778264A1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

