Область техники
[0001] Настоящее изобретение относится к автомобильному элементу.
Уровень техники
[0002] Большинство каркасов кузовов транспортного средства автомобилей, имеющих так называемую конструкцию несущего кузова, включают в себя платформу, левую и правую стороны кузова и отсек для двигателя, предоставленный в передней части каркаса кузова. Платформа имеет панель днища. Левая и правая стороны кузова монтируются на обеих сторонах платформы. Отсек для двигателя имеет передний боковой элемент в качестве своего составляющего элемента.
[0003] Сторона кузова имеет переднюю стойку, центральную стойку, сторону продольного бруса крыши и боковой порог кузова (накладку порога). Сторона продольного бруса крыши сваривается с верхним концевым участком каждой передней стойки и центральной стойки. В качестве сварки для автомобильных элементов главным образом используется точечная контактная сварка (которая в дальнейшем сокращенно называется точечной сваркой), лазерная сварка и т.п. Боковой порог кузова сваривается с нижним концевым участком каждой из передней стойки и центральной стойки и передним концевым участком внешней задней колесной арки.
[0004] Обычно, боковой порог кузова включает в себя внутреннюю панель бокового порога кузова, расположенную к внутренней стороне транспортного средства, и внешнюю панель бокового порога кузова, расположенную к внешней стороне транспортного средства. Каждая из внутренней панели бокового порога кузова и внешней панели бокового порога кузова представляет собой элемент, имеющий шляповидную форму поперечного сечения и имеющий перемычку, первый фланец, второй фланец, первый участок стенки, соединенный с местоположением между перемычкой и первым фланцем, и второй участок стенки, соединенный с местоположением между перемычкой и вторым фланцем.
[0005] Затем первый фланец внешней панели бокового порога кузова и первый фланец внутренней панели бокового порога кузова свариваются друг с другом посредством точечной сварки. Помимо этого, второй фланец внешней панели бокового порога кузова и второй фланец внутренней панели бокового порога кузова свариваются друг с другом посредством точечной сварки. Соответственно, изготавливается интегрированный боковой порог кузова, имеющий полое прямоугольное поперечное сечение. Таким образом, боковой порог кузова, изготовленный таким способом, представляет собой длинный полый трубчатый корпус, который внутренне содержит закрытое пространство, имеющее прямоугольное поперечное сечение.
[0006] Боковой порог кузова сваривается с панелью днища посредством точечной сварки через обращенные вверх фланцы, сформированные на обеих сторонах передней панели днища. В то время, когда транспортное средство движется, прогиб, вызываемый посредством упругой деформации панели днища, ограничен посредством бокового порога кузова. Таким образом, боковой порог кузова придает требуемую жесткость на изгиб и крутильную жесткость каркасу кузова. Кроме того, во время столкновения транспортного средства, боковой порог кузова также выполняет роль деформирования вследствие входной ударной нагрузки и поглощения энергии удара.
[0007] Боковой порог кузова представляет собой автомобильный элемент, который главным образом поглощает энергию удара посредством вызывания так называемого деформирования с трехточечным изгибом во время бокового столкновения. Следовательно, в предшествующем уровне техники, сконструированы и разработаны боковые пороги кузова при том, что основная цель конструирования задается в отношении повышения величины поглощения энергии удара (EA) относительно деформирования с трехточечным изгибом.
[0008] Между тем, в последние годы, чтобы дополнительно улучшать эффективность безопасности при столкновениях транспортных средств, начинают проводиться испытания на лобовое столкновение или испытания на столкновение сзади, предполагающие удар с небольшим перекрытием (SOI). В испытании на лобовое столкновение с небольшим перекрытием, транспортному средству инструктируется двигаться со скоростью в 64 км/ч и сталкиваться с неподвижно установленным ограждением, так что участок 25% общей ширины транспортного средства в переднем концевом участке транспортного средства ударяется о неподвижно установленное ограждение.
В таком лобовом столкновении с небольшим перекрытием, поскольку внешняя сторона конструкции для поглощения ударов (например, переднего бокового элемента), предоставленной в переднем участке транспортного средства, сталкивается с неподвижно установленным ограждением, для конструкции для поглощения ударов в переднем участке транспортного средства затруднительно в достаточной степени поглощать энергию удара.
[0009] Тем не менее, в результате испытания на лобовое столкновение с небольшим перекрытием, выяснено, что деформирование с осевым смятием возникает в боковом пороге кузова во время столкновения таким образом, что энергия удара поглощается посредством бокового порога кузова. Следовательно, с точки зрения улучшения эффективности безопасности при столкновениях транспортных средств, в последнее время требуется, чтобы боковые пороги кузова имели повышенную величину поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с трехточечным изгибом и деформирование с осевым смятием.
[0010] В этой связи, во время столкновения, влекущего за собой деформирование с осевым смятием, возникают случаи, когда ранние разрушения (точечные разрушения) формируются в боковом пороге кузова, начиная со сварного шва между боковым порогом кузова и нижней передней стойкой, сварного шва между боковым порогом кузова и центральной стойкой и сварного шва между боковым порогом кузова и внешней колесной аркой. В этом случае, предполагается, что величина поглощения энергии удара бокового порога кузова через деформирование с осевым смятием уменьшается вследствие точечных разрушений.
Точечное разрушение указывает явление, в котором множество точечносварных участков, присутствующих в элементе (например, в боковом пороге кузова), т.е. множество расплавленных и затвердевших участков (в дальнейшем в этом документе также называются "ядрами сварной точки"), сформированных посредством точечной сварки, разрушаются. Например, иногда множество ядер сварной точки, присутствующих в боковом пороге кузова, последовательно разрушаются в порядке ближе к концевому участку (к концевому участку, в который вводится ударная нагрузка) в продольном направлении, и внутренняя панель бокового порога кузова отслаивается от внешней панели бокового порога кузова.
[0011] Аналогичное точечное разрушение также формируется в переднем боковом элементе. Обычно, передний боковой элемент включает в себя шляповидную панель, расположенную к внутренней стороне транспортного средства, и плоскую листовую замыкающую пластину, расположенную к внешней стороне транспортного средства. Замыкающая пластина сваривается с парой фланцев (первым фланцем и вторым фланцем) шляповидной панели посредством точечной сварки, и затем изготавливается интегрированный передний боковой элемент, имеющий полое прямоугольное поперечное сечение. Таким образом, аналогично боковому порогу кузова, описанному выше, передний боковой элемент, изготовленный таким способом, представляет собой длинный полый трубчатый корпус, который внутри содержит закрытое пространство, имеющее прямоугольное поперечное сечение.
[0012] Передний боковой элемент располагается в отсеке для двигателя и выполняет роль придания требуемой жесткости на изгиб и крутильной жесткости каркасу кузова и поддержки тяжелых элементов, таких как двигатель, и важных компонентов, таких как подвеска. Помимо этого, во время лобового столкновения транспортного средства, передний боковой элемент также выполняет роль вызывания деформирования с изгибом вследствие ударной нагрузки, вводимой через аварийный комплект, расположенный в переднем концевом участке, и поглощения энергии столкновения. Тем не менее, во время лобового столкновения, возникают случаи, когда множество точечносварных участков (ядер сварной точки), присутствующих в переднем боковом элементе, последовательно разрушаются в порядке ближе к концевому участку (к концевому участку, в который вводится ударная нагрузка) переднего бокового элемента в продольном направлении, и замыкающая пластина отслаивается от шляповидной панели. Предполагается, что величина поглощения энергии удара переднего бокового элемента уменьшается вследствие таких точечных разрушений.
[0013] Здесь, следующие патентные документы 1 и 2 раскрывают автомобильный элемент, имеющий конструкцию, которая может эффективно поглощать энергию удара, когда вводится ударная нагрузка лобового столкновения. Автомобильный элемент, раскрытый в патентном документе 1, имеет конструкцию, в которой позиция соединяющего фланца в направлении ширины изменяется вдоль его продольного направления. Помимо этого, автомобильный элемент, раскрытый в патентном документе 2, имеет конструкцию, в которой изогнутое местоположение предоставляется вдоль его продольного направления, и форма поперечного сечения, включающая в себя фланец, изменяется вдоль продольного направления.
Помимо этого, в качестве примера в предшествующем уровне техники, следующий патентный документ 3 раскрывает элемент с замкнутым поперечном сечением, с которым внутренним образом сваривается одна перегородка, в качестве упрочняющего элемента.
Помимо этого, следующий патентный документ 4 раскрывает элемент соединительной конструкции, в котором одна упрочняющая пластина устанавливается способом расстановки граничащих частей из двух, трех или более составляющих элементов, формирующих элемент соединяющей конструкции с замкнутым поперечном сечением.
Патентные документы
[0014] Патентный документ 1: не прошедшая экспертизу заявка на патент Японии, первая публикация, № H6-135355;
Патентный документ 2: не прошедшая экспертизу заявка на патент Японии, первая публикация, № 2014-40209;
Патентный документ 3: не прошедшая экспертизу заявка на полезную модель Японии, первая публикация № S59-182472; и
Патентный документ 4: не прошедшая экспертизу заявка на патент Японии, первая публикация, № H9-295160.
Проблемы, решаемые изобретением
[0015] Тем не менее, в конструкциях автомобильных элементов, раскрытых в патентных документах 1 и 2, формы шляповидной панели и замыкающей пластины становятся очень сложными. Следовательно, когда элементы изготавливаются посредством формования прессованием, с большой вероятностью должно возникать образование дефектов, таких как трещины и складки. Как результат, существует такая проблема, что выход годных изделий автомобильного элемента уменьшается.
Помимо этого, в элементе с замкнутым поперечном сечением, раскрытом в патентном документе 3 в качестве примера в предшествующем уровне техники, поскольку одна перегородка устанавливается внутри, в случае если возникает, например, вышеописанное деформирование с осевым смятием, перегородка не может деформироваться в соответствии с деформированием двух перекрывающихся участков между внешним листом и внутренним листом. Как результат, соединительный участок между перегородкой и внешним листом и соединительный участок между перегородкой и внутренним листом с большой вероятностью должны разрушаться. Следовательно, затруднительно ограничивать уменьшение величины поглощения энергии удара. Помимо этого, вследствие причины, аналогичной причине, описанной выше, даже в элементе соединительной конструкции, раскрытом в патентном документе 4, в случае если возникает вышеописанное деформирование с осевым смятием, соединительный участок между упрочняющей пластиной и элементом соединительной конструкции, имеющим замкнутое поперечное сечение, с большой вероятностью будет разрушаться. Следовательно, затруднительно ограничивать уменьшение величины поглощения энергии удара.
[0016] Настоящее изобретение осуществлено с учетом вышеприведенных обстоятельств, и его цель заключается в том, чтобы предоставлять автомобильный элемент, который может изготавливаться без уменьшения выхода годных изделий и может ограничивать уменьшение величины поглощения энергии удара, вызываемой посредством точечного разрушения.
Средство решения проблемы
[0017] Для того, чтобы решать вышеописанные проблемы, настоящее изобретение использует следующее.
(1) Согласно аспекту настоящего изобретения, предусмотрен автомобильный элемент, который является длинным в одном направлении, и поперечное сечение которого, перпендикулярное продольному направлению, представляет собой полое поперечное сечение. Автомобильный элемент включает в себя шляповидный первый элемент, который имеет первый фланец, второй фланец, первый участок стенки, проходящий от первого фланца, второй участок стенки, проходящий от второго фланца, и перемычку, соединяющую первый участок стенки и второй участок стенки между собой; второй элемент, который точечно соединяется с первым фланцем и вторым фланцем; первую соединяющую пластину, которая соединяется с поверхностью внутренней стенки первого участка стенки и поверхностью внутренней стенки второго элемента; и вторую соединяющую пластину, которая соединяется с поверхностью внутренней стенки второго участка стенки и поверхностью внутренней стенки второго элемента. Первый фланец и второй элемент соединяются друг с другом через множество первых расплавленных и затвердевших участков, сформированных вдоль продольного направления. Первая соединяющая пластина и поверхность внутренней стенки первого участка стенки соединяются друг с другом через второй расплавленный и затвердевший участок. Первая соединяющая пластина и поверхность внутренней стенки второго элемента соединяются друг с другом через третий расплавленный и затвердевший участок. По меньшей мере, часть второго расплавленного и затвердевшего участка и, по меньшей мере, часть третьего расплавленного и затвердевшего участка позиционируются в области между двумя первыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении.
Вышеописанное точечное соединение концептуально включает в себя точечную сварку, которая представляет собой контактную сварку; лазерную сварку, в которой максимальный диаметр кольцевого сварного шва, овального сварного шва, эллиптического сварного шва, C-образного сварного шва или кратно кольцевого сварного шва составляет 15 мм или меньше; адгезивное соединение, в котором максимальный диаметр кольцевого связывающего участка, овального связывающего участка, эллиптического связывающего участка, C-образного связывающего участка или кратно кольцевого связывающего участка составляет 15 мм или меньше; или дуговую сварку, в которой максимальный диаметр кольцевого сварного шва, овального сварного шва, эллиптического сварного шва, C-образного сварного шва или кратно кольцевого сварного шва составляет 15 мм или меньше.
[0018] (2) В аспекте согласно (1), второй расплавленный и затвердевший участок и третий расплавленный и затвердевший участок могут иметь точечную форму.
[0019] (3) В аспекте согласно (2), в продольном направлении, позиция второго расплавленного и затвердевшего участка и позиция третьего расплавленного и затвердевшего участка могут быть идентичными между собой.
[0020] (4) В аспекте согласно (3), когда кратчайшее расстояние между двумя первыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении составляет Lf1, второй расплавленный и затвердевший участок и третий расплавленный и затвердевший участок могут располагаться в области между позицией, отделенной от средней точки между двумя первыми расплавленными и затвердевшими участками рядом друг с другом на одной стороне в продольном направлении на 0,8 x Lf1/2, и позицией, отделенной от средней точки на другой стороне в продольном направлении на 0,8 x Lf1/2.
[0021] (5) В аспекте согласно (1), второй расплавленный и затвердевший участок и третий расплавленный и затвердевший участок могут иметь форму шарика.
[0022] (6) В аспекте согласно любому из (1)-(5), можно иметь следующую конфигурацию: второй фланец и второй элемент соединяются друг с другом через множество четвертых расплавленных и затвердевших участков, сформированных вдоль продольного направления; вторая соединяющая пластина и поверхность внутренней стенки второго участка стенки соединяются друг с другом через пятый расплавленный и затвердевший участок; вторая соединяющая пластина и поверхность внутренней стенки второго элемента соединяются друг с другом через шестой расплавленный и затвердевший участок; и, по меньшей мере, часть пятого расплавленного и затвердевшего участка и, по меньшей мере, часть шестого расплавленного и затвердевшего участка позиционируются в области между двумя четвертыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении.
[0023] (7) В аспекте согласно (6), в продольном направлении, позиция пятого расплавленного и затвердевшего участка и позиция шестого расплавленного и затвердевшего участка могут быть идентичными между собой.
[0024] (8) В аспекте согласно (7), когда кратчайшее расстояние между двумя четвертыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении составляет Lf2, пятый расплавленный и затвердевший участок и шестой расплавленный и затвердевший участок могут располагаться в области между позицией, отделенной от средней точки между двумя четвертыми расплавленными и затвердевшими участками рядом друг с другом на одной стороне в продольном направлении на 0,8 x Lf2/2, и позицией, отделенной от средней точки на другой стороне в продольном направлении на 0,8 x Lf2/2.
[0025] (9) В аспекте согласно (6), пятый расплавленный и затвердевший участок и шестой расплавленный и затвердевший участок могут иметь форму шарика.
[0026] (10) В аспекте согласно любому из (1)-(9), можно иметь следующую конфигурацию: второй элемент представляет собой шляповидный элемент, имеющий первый фланец, второй фланец, первый участок стенки, проходящий от первого фланца, второй участок стенки, проходящий от второго фланца, и перемычку, соединяющую первый участок стенки и второй участок стенки между собой; первый фланец первого элемента и первый фланец второго элемента точечно соединяются между собой, и второй фланец первого элемента и второй фланец второго элемента точечно соединяются между собой; ширина WL (мм) первого участка стенки первого элемента и ширина WS (мм) первого участка стенки второго элемента удовлетворяют следующему выражению (a): 0<WS/WL<0,8; первая соединяющая пластина соединяется с первым участком стенки первого элемента и первым участком стенки второго элемента; и вторая соединяющая пластина соединяется со вторым участком стенки первого элемента и вторым участком стенки второго элемента.
[0027] (11) В аспекте согласно любому из (1)-(9), можно иметь следующую конфигурацию: второй элемент представляет собой прямоугольный плоский лист, проходящий в продольном направлении, и разделяется на соединительный участок первого фланца, соединительный участок второго фланца и центральный соединительный участок между соединительным участком первого фланца и соединительным участком второго фланца вдоль направления ширины второго элемента; соединительный участок первого фланца второго элемента и первый фланец первого элемента точечно соединяются между собой, и соединительный участок второго фланца второго элемента и второй фланец первого элемента точечно соединяются между собой; первая соединяющая пластина представляет собой листовой материал, имеющий Г-образное поперечное сечение, и соединяется с первым участком стенки первого элемента и центральным соединительным участком второго элемента; и вторая соединяющая пластина представляет собой листовой материал, имеющий Г-образное поперечное сечение, и соединяется со вторым участком стенки первого элемента и центральным соединительным участком второго элемента.
[0028] (12) В аспекте согласно любому из (1)-(11), первая соединяющая пластина и вторая соединяющая пластина могут идти из одного концевого участка к другому концевому участку автомобильного элемента в продольном направлении на длину в пределах от 100 мм до 600 мм.
Преимущества изобретения
[0029] Согласно аспекту настоящего изобретения, первая соединяющая пластина и вторая соединяющая пластина соединяются с конкретными местоположениями на поверхностях внутренней стенки автомобильного элемента, так что когда ударная нагрузка, влекущая за собой деформирование с осевым смятием, вводится в автомобильный элемент, можно ограничивать точечные разрушения, сформированные в порядке ближе к концевому участку, в который вводится ударная нагрузка. Таким образом, согласно аспекту настоящего изобретения, поскольку нет необходимости в шляповидном первом элементе и втором элементе, который точечно соединяется с ним, в силу составления автомобильного элемента с возможностью формоваться прессованием в сложную форму, можно предоставлять автомобильный элемент, который может изготавливаться без уменьшения выхода годных изделий и может ограничивать уменьшение величины поглощения энергии удара, вызываемой посредством точечного разрушения.
Краткое описание чертежей
[0030] Фиг. 1A является видом сверху, показывающим боковой порог кузова согласно первому варианту осуществления настоящего изобретения.
Фиг. 1B является видом в поперечном сечении по линии A-A с фиг. 1A.
Фиг. 1C является видом снизу, показывающим боковой порог кузова.
Фиг. 2A является укрупненным видом области, указываемой с помощью ссылки с номером C1 с фиг. 1A.
Фиг. 2B является укрупненным видом области, указываемой с помощью ссылки с номером C2 с фиг. 1C.
Фиг. 3 является видом сверху, показывающим первый пример модификации бокового порога кузова.
Фиг. 4 является видом в поперечном сечении по линии A-A с фиг. 1A, и вид показывает второй пример модификации бокового порога кузова.
Фиг. 5 является видом в поперечном сечении по линии A-A с фиг. 1A, и вид показывает третий пример модификации бокового порога кузова.
Фиг. 6 является видом в поперечном сечении по линии A-A с фиг. 1A, и вид показывает четвертый пример модификации бокового порога кузова.
Фиг. 7 является видом в поперечном сечении по линии B-B с фиг. 1A, и вид показывает пятый пример модификации бокового порога кузова.
Фиг. 8A является видом сверху, показывающим боковой порог кузова согласно второму варианту осуществления настоящего изобретения.
Фиг. 8B является видом в поперечном сечении по линии C-C с фиг. 8A.
Фиг. 8C является видом снизу, показывающим боковой порог кузова.
Фиг. 9 является видом сверху, показывающим пример модификации бокового порога кузова.
Фиг. 10A является видом сверху, показывающим передний боковой элемент согласно третьему варианту осуществления настоящего изобретения.
Фиг. 10B является видом в поперечном сечении вдоль линии D-D на фиг. 10A.
Фиг. 10С является видом снизу, показывающим передний боковой элемент.
Фиг. 11 является видом сбоку переднего бокового элемента при просмотре со стороны замыкающей пластины.
Фиг. 12A является укрупненным видом области, указываемой с помощью ссылки с номером C10 на фиг. 10A.
Фиг. 12B является укрупненным видом области, указываемой с помощью ссылки с номером C20 на фиг. 10C.
Фиг. 13A является видом сверху, показывающим передний боковой элемент согласно четвертому варианту осуществления настоящего изобретения.
Фиг. 13B является видом в поперечном сечении по линии E-E с фиг. 13A.
Фиг. 13C является видом снизу переднего бокового элемента.
Фиг. 14 является видом сбоку переднего бокового элемента при просмотре со стороны замыкающей пластины.
Фиг. 15 является схематичным видом конфигураций пяти видов боковых порогов E1-E5 кузова, подготовленных с возможностью проверять эффективность поглощения ударов бокового порога кузова.
Фиг. 16 является первым видом, показывающим способ анализа величины поглощения энергии удара относительно деформирования с трехточечным изгибом бокового порога кузова.
Фиг. 17 является вторым видом, показывающим способ анализа величины поглощения энергии удара относительно деформирования с трехточечным изгибом бокового порога кузова.
Фиг. 18 является графиком, показывающим результат анализа величин EA поглощения энергии удара (кДж), когда деформирование с трехточечным изгибом возникает в боковых порогах кузова сравнительных примеров и примеров изобретения.
Фиг. 19 является схематичным видом, показывающим пример деформирования, когда нагрузка вводится в боковой порог кузова, имеющий симметричную шляповидную конструкцию.
Фиг. 20 является схематичным видом, показывающим пример деформирования, когда нагрузка вводится в боковой порог кузова, имеющий асимметричную шляповидную конструкцию.
Фиг. 21 является схематичным видом, показывающим различные условия для анализа величин поглощения энергии удара боковых порогов кузова относительно деформирования с осевым смятием.
Фиг. 22 является графиком, показывающим результат анализа величин EA поглощения энергии удара (кДж), когда деформирование с осевым смятием возникает в боковых порогах кузова сравнительных примеров и примеров изобретения.
Фиг. 23 является схематичным видом конфигураций четырех видов передних боковых элементов F1-F4, подготовленных с возможностью проверять эффективность поглощения ударов переднего бокового элемента.
Фиг. 24 является схематичным видом, показывающим различные условия для анализа величин поглощения энергии удара передних боковых элементов относительно деформирования с осевым смятием.
Фиг. 25 является графиком, показывающим результат анализа величины EA поглощения энергии удара (кДж), когда деформирование с осевым смятием возникает в передних боковых элементах сравнительных примеров и примеров изобретения.
Варианты осуществления изобретения
[0031] В дальнейшем в этом документе, подробно описываются каждый из вариантов осуществления и примеров модификаций настоящего изобретения со ссылкой на чертежи. В этом подробном описании и на чертежах, идентичные ссылки с номерами применяются к составляющим элементам, имеющим практически идентичную функциональную конфигурацию, и их дублированное описание опускается.
[0032] Первый вариант осуществления
Сначала описывается первый предпочтительный вариант осуществления настоящего изобретения. В настоящем варианте осуществления, боковой порог кузова, который представляет собой элемент каркаса кузова транспортного средства для автомобиля, примерно иллюстрируется в качестве автомобильного элемента согласно настоящему изобретению. Фиг. 1A-1C являются видами, показывающими боковой порог 1 кузова согласно настоящему варианту осуществления. Фиг. 1A является видом сверху, фиг. 1B является видом в поперечном сечении вдоль линии A-A на фиг. 1A, и фиг. 1C является видом снизу.
На фиг. 1B, который является видом в поперечном сечении вдоль линии A-A на фиг. 1A, второй расплавленный и затвердевший участок N2, третий расплавленный и затвердевший участок N3, пятый расплавленный и затвердевший участок N5 и шестой расплавленный и затвердевший участок N6 (которые описываются ниже) не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки) в поперечном сечении, на фиг. 1B, указываются расплавленные и затвердевшие участки N2, N3, N5 и N6.
Помимо этого, на фиг. 1A, который является видом сверху бокового порога 1 кузова, первый расплавленный и затвердевший участок N1, второй расплавленный и затвердевший участок N2 и третий расплавленный и затвердевший участок N3 не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки), при просмотре бокового порога 1 кузова с верхней стороны на фиг. 1A, указывается каждый из расплавленных и затвердевших участков N1, N2 и N3.
Помимо этого, на фиг. 1C, который является видом снизу бокового порога 1 кузова, четвертый расплавленный и затвердевший участок N4, пятый расплавленный и затвердевший участок N5 и шестой расплавленный и затвердевший участок N6 не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки), при просмотре бокового порога 1 кузова с нижней стороны на фиг. 1C, указывается каждый из расплавленных и затвердевших участков N4, N5 и N6.
[0033] Как показано на фиг. 1A-1C боковой порог 1 кузова представляет собой длинный полый трубчатый корпус, который внутренне содержит закрытое пространство, имеющее прямоугольное поперечное сечение. Таким образом, в боковом пороге 1 кузова, поперечное сечение, перпендикулярное продольному направлению, представляет собой полое поперечное сечение. Боковой порог 1 кузова включает в себя внешнюю панель 10 бокового порога кузова (первый элемент), которая располагается к внешней стороне транспортного средства, внутреннюю панель 20 бокового порога кузова (второй элемент), которая располагается к внутренней стороне транспортного средства, первую соединительную пластина 30 (первую соединяющую пластину) и вторую соединительную пластину 40 (вторую соединяющую пластину).
[0034] Внешняя панель 10 бокового порога кузова представляет собой шляповидный стальной лист, полученный посредством формования прессованием стального листа с высокой прочностью на растяжение в шляповидную форму. Внешняя панель 10 бокового порога кузова включает в себя пару фланцев (первый фланец 14 и второй фланец 15), которые являются параллельными между собой, пару участков стенок (первый участок 12 стенки и второй участок 13 стенки), которые непрерывно проходят от пары фланцев, и перемычку 11, которая соединяет пару участков стенок между собой и является параллельной паре фланцев. Перемычка 11, первый участок 12 стенки, второй участок 13 стенки, первый фланец 14 и второй фланец 15 представляют собой прямоугольно плоские участки, проходящие вдоль продольного направления X бокового порога 1 кузова.
[0035] Первый участок 12 стенки проходит перпендикулярно от одного концевого края в коротком направлении первого фланца 14 таким образом, что короткое направление первого фланца 14 и короткое направление первого участка 12 стенки являются ортогональными друг к другу. Помимо этого, второй участок 13 стенки проходит перпендикулярно от одного концевого края в коротком направлении второго фланца 15 таким образом, что короткое направление второго фланца 15 и короткое направление второго участка 13 стенки являются ортогональными друг к другу.
На фиг. 1B, первый участок 12 стенки показан как непрерывный под прямым углом относительно первого фланца 14. Тем не менее, первый участок 12 стенки является фактически непрерывным через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм) относительно первого фланца 14. Аналогично, на фиг. 1B, второй участок 13 стенки показан как непрерывный под прямым углом относительно второго фланца 15. Тем не менее, второй участок 13 стенки является фактически непрерывным через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм) относительно второго фланца 15.
[0036] Перемычка 11 соединяет первый участок 12 стенки и второй участок 13 стенки между собой таким образом, что короткое направление перемычки 11 является ортогональным к каждому из короткого направления первого участка 12 стенки и короткого направления второго участка 13 стенки.
На фиг. 1B, перемычка 11 показана как соединенная под прямым углом относительно первого участка 12 стенки и второго участка 13 стенки. Тем не менее, перемычка 11 фактически соединяет первый участок 12 стенки и второй участок 13 стенки между собой через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм).
[0037] Во внешней панели 10 бокового порога кузова, имеющей конфигурацию, как описано выше, каждый из первого фланца 14 и второго фланца 15 обращен к внешней стороне бокового порога 1 кузова в направлении ширины. Таким образом, каждый из первого фланца 14 и второго фланца 15 представляет собой проходящий наружу фланец. Помимо этого, во внешней панели 10 бокового порога кузова согласно настоящему варианту осуществления, ширина первого участка 12 стенки (длина в коротком направлении) является идентичной ширине второго участка 13 стенки, и ширина первого фланца 14 является идентичной ширине второго фланца 15. Ширина первого участка 12 стенки может отличаться от ширины второго участка 13 стенки, и ширина первого фланца 14 может отличаться от ширины второго фланца 15.
[0038] Внутренняя панель 20 бокового порога кузова представляет собой шляповидный стальной лист, полученный посредством формования прессованием стального листа с высокой прочностью на растяжение в шляповидную форму, и включает в себя пару фланцев (первый фланец 24 и второй фланец 25), которые являются параллельными между собой, пару участков стенок (первый участок 22 стенки и второй участок 23 стенки), которые непрерывно проходят от пары фланцев, и перемычку 21, которая соединяет пару участков стенок между собой и является параллельной паре фланцев.
Перемычка 21, первый участок 22 стенки, второй участок 23 стенки, первый фланец 24 и второй фланец 25 представляют собой прямоугольно плоские участки, проходящие вдоль продольного направления X бокового порога 1 кузова.
[0039] Первый участок 22 стенки проходит перпендикулярно от одного концевого края в коротком направлении первого фланца 24 таким образом, что короткое направление первого участка 22 стенки является ортогональным к короткому направлению первого фланца 24. Помимо этого, второй участок 23 стенки проходит перпендикулярно от одного концевого края в коротком направлении второго фланца 25 таким образом, что короткое направление второго участка 23 стенки является ортогональным к короткому направлению второго фланца 25.
На фиг. 1B, первый участок 22 стенки показан как непрерывный под прямым углом относительно первого фланца 24. Тем не менее, первый участок 22 стенки является фактически непрерывным через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм) относительно первого фланца 24. Аналогично, на фиг. 1B, второй участок 23 стенки показан как непрерывный под прямым углом относительно второго фланца 25. Тем не менее, второй участок 23 стенки является фактически непрерывным через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм) относительно второго фланца 25.
[0040] Перемычка 21 соединяет первый участок 22 стенки и второй участок 23 стенки между собой таким образом, что короткое направление перемычки 21 является ортогональным к каждому из короткого направления первого участка 22 стенки и короткого направления второго участка 23 стенки.
На фиг. 1B, перемычка 21 показана как соединенная под прямым углом относительно первого участка 22 стенки и второго участка 23 стенки. Тем не менее, перемычка 21 фактически соединяет первый участок 22 стенки и второй участок 23 стенки между собой через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм).
[0041] Во внутренней панели 20 бокового порога кузова, имеющей конфигурацию, как описано выше, каждый из первого фланца 24 и второго фланца 25 обращен к внешней стороне бокового порога 1 кузова в направлении ширины. Таким образом, каждый из первого фланца 24 и второго фланца 25 представляет собой проходящий наружу фланец. Помимо этого, во внутренней панели 20 бокового порога кузова согласно настоящему варианту осуществления, ширина первого участка 22 стенки является идентичной ширине второго участка 23 стенки, и ширина первого фланца 24 является идентичной ширине второго фланца 25. Ширина первого участка 22 стенки может отличаться от ширины второго участка 23 стенки, и ширина первого фланца 24 может отличаться от ширины второго фланца 25.
[0042] Длина и толщина листа внутренней панели 20 бокового порога кузова согласно настоящему варианту осуществления являются идентичными длине и толщине листа внешней панели 10 бокового порога кузова. Ширина перемычки 21 внутренней панели 20 бокового порога кузова является идентичной ширине перемычки 11 внешней панели 10 бокового порога кузова. Ширина первого фланца 24 внутренней панели 20 бокового порога кузова является идентичной ширине первого фланца 14 внешней панели 10 бокового порога кузова. Толщина листа внутренней панели 20 бокового порога кузова и толщина листа внешней панели 10 бокового порога кузова могут отличаться друг от друга.
[0043] В боковом пороге 1 кузова, первый фланец 14 внешней панели 10 бокового порога кузова и первый фланец 24 внутренней панели 20 бокового порога кузова точечно свариваются друг с другом в состоянии перекрытия, и второй фланец 15 внешней панели 10 бокового порога кузова и второй фланец 25 внутренней панели 20 бокового порога кузова точечно свариваются друг с другом в состоянии перекрытия. Поскольку внешняя панель 10 бокового порога кузова и внутренняя панель 20 бокового порога кузова соединяются друг с другом таким способом, закрытое пространство, имеющее прямоугольное поперечное сечение, формируется вдоль продольного направления X в боковом пороге 1 кузова. Другими словами, в боковом пороге 1 кузова, поперечное сечение, перпендикулярное продольному направлению X, представляет собой полое прямоугольное поперечное сечение.
[0044] В случае если внешняя панель 10 бокового порога кузова и внутренняя панель 20 бокового порога кузова точечно свариваются друг с другом, если толщина листа для толщин листов внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова существенно отличаются друг от друга, состояние теплоотвода в зависимости от контакта с точечносварочным электродом, охлаждающим внутреннюю часть, становится отличающимся между внешней панелью 10 бокового порога кузова и внутренней панелью 20 бокового порога кузова. В этом случае, вследствие точечной сварки, расплавленный и затвердевший участок может формироваться таким образом, что он смещается к стороне, имеющей большую толщину листа, так что существует такая проблема, что качество точечносварного участка ухудшается. Следовательно, с точки зрения недопущения ухудшения качества точечносварного участка, предпочтительно, если толщина листа для толщин листов внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова являются идентичными между собой.
Помимо этого, в случае если прочность (прочность на растяжение) для прочности внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова отличаются друг от друга, когда возникает деформирование с осевым смятием, такое как небольшое перекрытие, деформирование сдвига возникает в соединительной части таким образом, что точечносварной участок с большой вероятностью должен разрушаться. Следовательно, с точки зрения, описанной выше, предпочтительно, если прочность прочности внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова являются идентичными между собой.
Таким образом, с двух точек зрения, описанных выше, предпочтительно, если внешняя панель 10 бокового порога кузова и внутренняя панель 20 бокового порога кузова формируются из идентичного стального листа (стального листа, имеющего идентичную прочность на растяжение и толщину листа).
[0045] Первая соединительная пластина 30 представляет собой прямоугольно плоский стальной лист, проходящий в продольном направлении X. Первая соединительная пластина 30 не ограничена стальным листом, и должна формироваться только из листового материала, который может точечно свариваться. Тем не менее, как описано выше, с точки зрения ограничения разрушения точечносварного участка во время деформирования с осевым смятием, такого как небольшое перекрытие, предпочтительно, если прочность первой соединительной пластины 30 является идентичной прочности внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова. Помимо этого, как описано выше, с точки зрения недопущения ухудшения качества точечносварного участка, предпочтительно, если толщина листа первой соединительной пластины 30 является идентичной толщинам листов внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова.
Таким образом, предпочтительно, если первая соединительная пластина 30 формируется из стального листа, идентичного стальным листам, формирующим внешнюю панель 10 бокового порога кузова и внутреннюю панель 20 бокового порога кузова.
[0046] Первая соединительная пластина 30 точечно сваривается в состоянии примыкания к поверхности внутренней стенки первого участка 12 стенки внешней панели 10 бокового порога кузова и к поверхности внутренней стенки первого участка 22 стенки внутренней панели 20 бокового порога кузова и соединяется с этими поверхностями внутренней стенки. Другими словами, в случае просмотра в направлении ширины бокового порога 1 кузова (в направлении ширины фланца), первая соединительная пластина 30 соединяется с первым участком 12 стенки внешней панели 10 бокового порога кузова и первым участком 22 стенки внутренней панели 20 бокового порога кузова посредством точечной сварки таким образом, что граничная линия между первым фланцем 14 внешней панели 10 бокового порога кузова и первым фланцем 24 внутренней панели 20 бокового порога кузова покрыта. Первая соединительная пластина 30 не находится в контакте с перемычками 11 и 21. Таким образом, зазор формируется между обеими торцевыми поверхностями первой соединительной пластины 30 в направлении ширины и перемычками 11 и 21.
Здесь, как описано выше, поскольку R-участок, имеющий предварительно определенный радиус кривизны (3-15 мм), предоставляется между участками стенок и перемычками, чтобы сваривать первую соединительную пластину 30 (плоский листовой материал) с участком стенки, вышеописанный зазор неизбежно формируется. Помимо этого, первая соединительная пластина 30 вместо этого представляет собой плоский листовой материал, так что первая соединительная пластина 30 с большой вероятностью должна деформироваться в соответствии с деформированием местоположения соединения во время деформирования при столкновении. Таким образом, предоставляется такое преимущество, что разрушение точечной сварки первой соединительной пластины 30 ограничено посредством формирования вышеописанного зазора.
В настоящем раскрытии сущности, "поверхность внутренней стенки" указывает поверхность стенки, обращенную к внутреннему пространству бокового порога 1 кузова (в настоящем варианте осуществления, к закрытому пространству, имеющему прямоугольное поперечное сечение). Форма поперечного сечения внутреннего пространства определяется в соответствии с формой бокового порога 1 кузова и не ограничена прямоугольной формой.
[0047] Вторая соединительная пластина 40 представляет собой прямоугольно плоский стальной лист, проходящий в продольном направлении X. Вторая соединительная пластина 40 не ограничена стальным листом и должна формироваться только из листового материала, который может точечно свариваться. Тем не менее, вследствие причины, аналогичной причине для первой соединительной пластины 30, предпочтительно, если вторая соединительная пластина 40 формируется из стального листа, идентичного стальным листам, формирующим внешнюю панель 10 бокового порога кузова и внутреннюю панель 20 бокового порога кузова.
[0048] Вторая соединительная пластина 40 точечно сваривается в состоянии примыкания к поверхности внутренней стенки второго участка 13 стенки внешней панели 10 бокового порога кузова и к поверхности внутренней стенки второго участка 23 стенки внутренней панели 20 бокового порога кузова и соединяется с этими поверхностями внутренней стенки. Другими словами, в случае просмотра в направлении ширины бокового порога 1 кузова, вторая соединительная пластина 40 соединяется со вторым участком 13 стенки внешней панели 10 бокового порога кузова и вторым участком 23 стенки внутренней панели 20 бокового порога кузова посредством точечной сварки таким образом, что граничная линия между вторым фланцем 15 внешней панели 10 бокового порога кузова и вторым фланцем 25 внутренней панели 20 бокового порога кузова покрыта. Вторая соединительная пластина 40 не находится в контакте с перемычками 11 и 21. Таким образом, зазор формируется между обеими торцевыми поверхностями второй соединительной пластины 40 в направлении ширины и перемычками 11 и 21.
[0049] Как описано выше, первая соединительная пластина 30 соединяется с поверхностью внутренней стенки первого участка 12 стенки внешней панели 10 бокового порога кузова и поверхностью внутренней стенки первого участка 22 стенки внутренней панели 20 бокового порога кузова. Затем вторая соединительная пластина 40 соединяется с поверхностью внутренней стенки второго участка 13 стенки внешней панели 10 бокового порога кузова и поверхностью внутренней стенки второго участка 23 стенки внутренней панели 20 бокового порога кузова. Следовательно, первая соединительная пластина 30 и вторая соединительная пластина 40 отделены таким образом, что они не находятся в контакте друг с другом. Поскольку они отделены таким образом, что они не находятся в контакте друг с другом, каждая из соединительных пластин может независимо деформироваться в соответствии с деформированием местоположения соединения (может деформироваться в соответствии с деформированием местоположения соединения) во время деформирования при столкновении. Соответственно, маловероятно, что разрушение точечной сварки должно формироваться в соединительной пластине. С другой стороны, например, в случае если первая соединительная пластина 30 и вторая соединительная пластина 40 являются интегрированными, деформирование первой соединительной пластины 30 затрагивает деформирование второй соединительной пластины 40 (механическое напряжение, сформированное в первой соединительной пластине 30, переносится на вторую соединительную пластину 40). Соответственно, с большой вероятностью должно формироваться разрушение точечной сварки первой соединительной пластины 30 и второй соединительной пластины 40.
[0050] Как показано на фиг. 1A и 1B, внешняя панель 10 бокового порога кузова и внутренняя панель 20 бокового порога кузова соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS1 (перекрывающейся поверхности) между первым фланцем 14 внешней панели 10 бокового порога кузова и первым фланцем 24 внутренней панели 20 бокового порога кузова, множество первых расплавленных и затвердевших участков N1 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X бокового порога 1 кузова. Другими словами, первый фланец 14 и первый фланец 24 соединяются друг с другом через множество первых расплавленных и затвердевших участков N1, сформированных вдоль продольного направления X бокового порога 1 кузова.
[0051] Помимо этого, первая соединительная пластина 30 и первый участок 12 стенки внешней панели 10 бокового порога кузова соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS2 между первой соединительной пластиной 30 и поверхностью внутренней стенки первого участка 12 стенки, множество вторых расплавленных и затвердевших участков N2 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X бокового порога 1 кузова. Другими словами, первая соединительная пластина 30 и поверхность внутренней стенки первого участка 12 стенки соединяются друг с другом через множество вторых расплавленных и затвердевших участков N2, сформированных вдоль продольного направления X бокового порога 1 кузова.
[0052] Кроме того, первая соединительная пластина 30 и первый участок 22 стенки внутренней панели 20 бокового порога кузова соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS3 между первой соединительной пластиной 30 и поверхностью внутренней стенки первого участка 22 стенки, множество третьих расплавленных и затвердевших участков N3 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X бокового порога 1 кузова. Другими словами, первая соединительная пластина 30 и поверхность внутренней стенки первого участка 22 стенки соединяются друг с другом через множество третьих расплавленных и затвердевших участков N3, сформированных вдоль продольного направления X бокового порога 1 кузова.
[0053] Между тем, как показано на фиг. 1B и 1C, внешняя панель 10 бокового порога кузова и внутренняя панель 20 бокового порога кузова соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS4 между вторым фланцем 15 внешней панели 10 бокового порога кузова и вторым фланцем 25 внутренней панели 20 бокового порога кузова, множество четвертых расплавленных и затвердевших участков N4 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X бокового порога 1 кузова. Другими словами, второй фланец 15 и второй фланец 25 соединяются друг с другом через множество четвертых расплавленных и затвердевших участков N4, сформированных вдоль продольного направления X бокового порога 1 кузова.
[0054] Помимо этого, вторая соединительная пластина 40 и второй участок 13 стенки внешней панели 10 бокового порога кузова соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS5 между второй соединительной пластиной 40 и поверхностью внутренней стенки второго участка 13 стенки, множество пятых расплавленных и затвердевших участков N5 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X бокового порога 1 кузова. Другими словами, вторая соединительная пластина 40 и поверхность внутренней стенки второго участка 13 стенки соединяются друг с другом через множество пятых расплавленных и затвердевших участков N5, сформированных вдоль продольного направления X бокового порога 1 кузова.
[0055] Кроме того, вторая соединительная пластина 40 и второй участок 23 стенки внутренней панели 20 бокового порога кузова соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS6 между второй соединительной пластиной 40 и поверхностью внутренней стенки второго участка 23 стенки, множество шестых расплавленных и затвердевших участков N6 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X бокового порога 1 кузова. Другими словами, вторая соединительная пластина 40 и поверхность внутренней стенки второго участка 23 стенки соединяются друг с другом через множество шестых расплавленных и затвердевших участков N6, сформированных вдоль продольного направления X бокового порога 1 кузова.
[0056] Каждая из первой соединительной пластины 30 и второй соединительной пластины 40 может иметь длину (общую длину в продольном направлении X) меньше длин из внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова, и одна ее торцевая поверхность в продольном направлении X может располагаться заподлицо с одной торцевой поверхностью (концевым участком, в который вводится ударная нагрузка) внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова.
Длины первой соединительной пластины 30 и второй соединительной пластины 40 могут быть идентичными длинам внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова. Тем не менее, с точки зрения уменьшения веса и затрат на изготовление бокового порога 1 кузова, предпочтительно иметь минимальную необходимую длину. Таким образом, предпочтительно, если длины первой соединительной пластины 30 и второй соединительной пластины 40 представляют собой длины в соответствии с диапазоном, в котором ударная нагрузка, влекущая за собой деформирование с осевым смятием, распространяется в боковом пороге 1 кузова. Например, предпочтительно, если длины варьируются от 100 мм до 600 мм. Помимо этого, предпочтительно, если длины первой соединительной пластины 30 и второй соединительной пластины 40 варьируются от 5% до 75% относительно общей длины бокового порога 1 кузова.
[0057] Помимо этого, с точек зрения, описанных выше, также предпочтительно, если первая соединительная пластина 30 и вторая соединительная пластина 40 имеют минимальную необходимую ширину. Например, предпочтительно, если ширина первой соединительной пластины 30 представляет собой минимальную ширину таким образом, что первая соединительная пластина 30 может точечно свариваться с первым участком 12 стенки и первым участком 22 стенки. Здесь, как описано выше, R-участок (не показан), имеющий предварительно определенный радиус кривизны, отдельно предоставляется между первым фланцем 14 и первым участком 12 стенки и между первым фланцем 24 и первым участком 22 стенки. Диаметр основного корпуса точечносварочного электрода, используемого для точечной сварки, составляет приблизительно 15 мм. Помимо этого, с учетом диаметра ядра сварной точки сварного шва, необходимо то, что ширина фланца составляет приблизительно 15 мм.
С учетом описанных выше, предпочтительно, если размер по ширине первой соединительной пластины 30 равен сумме радиуса (мм) кривизны R-участка между первым фланцем 14 и первым участком 12 стенки, радиуса (мм) кривизны R-участка между первым фланцем 24 и первым участком 22 стенки и 30 мм (=15 мм x 2) (это применимо и к ширине второй соединительной пластины 40).
Помимо этого, когда ширины первой соединительной пластины 30 и второй соединительной пластины 40 минимизируются, первая соединительная пластина 30 и вторая соединительная пластина 40 с большой вероятностью должны деформироваться в соответствии с деформированием местоположения соединения во время деформирования при столкновении. Следовательно, предоставляется такое преимущество, что маловероятно, что разрушение точечной сварки должно формироваться в первой соединительной пластине 30 и второй соединительной пластине 40.
[0058] Как показано на фиг. 1A, когда ширина первого участка 12 стенки внешней панели 10 бокового порога кузова (длина первого участка 12 стенки в коротком направлении) составляет WL (мм), и ширина первого участка 22 стенки внутренней панели 20 бокового порога кузова (длина первого участка 22 стенки в коротком направлении) составляет WS (мм), предпочтительно, если ширина WL первого участка 12 стенки и ширина WS первого участка 22 стенки задаются таким образом, что следующее выражение (1) удовлетворяется.
0<WS/WL<0,8 ... выражение (1)
[0059] В случае если значение, полученное посредством деления ширины WS первого участка 22 стенки внутренней панели 20 бокового порога кузова на ширину WL первого участка 12 стенки внешней панели 10 бокового порога кузова ("WS/WL"), меньше 1,0, ширина WS первого участка 22 стенки внутренней панели 20 бокового порога кузова становится меньше ширины WL первого участка 12 стенки внешней панели 10 бокового порога кузова. В этом случае, внешняя панель 10 бокового порога кузова и внутренняя панель 20 бокового порога кузова имеют взаимно асимметричные шляповидные формы. В дальнейшем в этом документе, такая конструкция бокового порога 1 кузова называется "асимметричной шляповидной конструкцией".
[0060] Причины регулирования вышеописанного выражения (1) заключаются в следующем, и ниже описываются подробности со ссылкой на примеры.
Случай, в котором верхнее предельное значение для выражения (1) не удовлетворяется (WS/WL≥0,8): В случае если нагрузка вводится в перемычку 11 внешней панели 10 бокового порога кузова для бокового порога 1 кузова, и деформирование с трехточечным изгибом возникает в боковом пороге 1 кузова, перекрывающийся фланцевый участок расположен близко к перемычке 11, и фланец с большой вероятностью должен деформироваться к внутренней части бокового порога 1 кузова. Следовательно, величина поглощения энергии удара относительно деформирования с трехточечным изгибом уменьшается.
Случай, в котором нижнее предельное значение для выражения (1) не удовлетворяется (WS/WL=0): Поскольку это не может быть размерно реализовано, боковой порог 1 кузова не может иметь асимметричной шляповидной конструкции. Следовательно, величина поглощения энергии удара относительно деформирования с трехточечным изгибом уменьшается.
Случай, в котором выражение (1) удовлетворяется: В случае если нагрузка вводится в перемычку 11 внешней панели 10 бокового порога кузова для бокового порога 1 кузова, и деформирование с трехточечным изгибом возникает в боковом пороге 1 кузова, перекрывающийся фланцевый участок расположен на большом расстоянии от перемычки 11, так что маловероятно то, что фланец должен деформироваться к внутренней части бокового порога 1 кузова. Следовательно, величина поглощения энергии удара относительно деформирования с трехточечным изгибом повышается.
[0061] Как описано выше, согласно боковому порогу 1 кузова, включающему в себя первую соединительную пластину 30 и вторую соединительную пластину 40 и имеющему асимметричную шляповидную конструкцию, которая удовлетворяет вышеописанному выражению (1), можно повышать величину поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с осевым смятием и деформирование с трехточечным изгибом.
[0062] Ширина WL (мм) первого участка 12 стенки внешней панели 10 бокового порога кузова и ширина WS (мм) первого участка 22 стенки внутренней панели 20 бокового порога кузова задаются равными или большими ширины, при которой может выполняться точечная сварка. Таким образом, вследствие причины, аналогичной причине для первой соединительной пластины 30, ширина WL первого участка 12 стенки внешней панели 10 бокового порога кузова задается равной или более суммы радиуса (мм) кривизны R-участка между первым фланцем 14 и первым участком 12 стенки, радиуса (мм) кривизны R-участка между первым участком 12 стенки и перемычкой 11 и 15 мм.
[0063] В результате проверки авторами изобретения, которая подробно описывается ниже со ссылкой на примеры, выяснено, что хотя величина поглощения энергии удара относительно деформирования с трехточечным изгибом может повышаться в боковом пороге кузова, который не включает в себя первую соединительную пластину 30 и вторую соединительную пластину 40 и имеет асимметричную шляповидную конструкцию, удовлетворяющую вышеописанному выражению (1) (в дальнейшем в этом документе этот боковой порог кузова называется "боковым порогом кузова сравнительного примера"), точечное разрушение с большой вероятностью должно формироваться, когда ударная нагрузка, влекущая за собой деформирование с осевым смятием, вводится при конкретном условии таким образом, что величина поглощения энергии удара относительно деформирования с осевым смятием уменьшается.
[0064] Таким образом, в боковом пороге кузова сравнительного примера, когда лобовое столкновение возникает таким образом, что ударная нагрузка, влекущая за собой деформирование с осевым смятием, вводится сначала во внешнюю панель 10 бокового порога кузова, значительная сдвигающая сила действует на каждую из граничной поверхности BS1 между первыми фланцами 14 и 24 и граничной поверхности BS4 между вторыми фланцами 15 и 25 таким образом, что точечные разрушения формируются в порядке ближе ко входному концу ударной нагрузки вследствие сдвигающей силы (разрушения первого расплавленного и затвердевшего участка N1 и четвертого расплавленного и затвердевшего участка N4).
[0065] С другой стороны, в боковом пороге 1 кузова согласно настоящему варианту осуществления, поскольку первая соединительная пластина 30 соединяется с поверхностями внутренней стенки первых участков 12 и 22 стенки, первые участки 12 и 22 стенки соединяются между собой через первую соединительную пластину 30 таким образом, что первые фланцы 14 и 24 могут находиться в плотно соединенном состоянии. Помимо этого, поскольку вторая соединительная пластина 40 соединяется с поверхностями внутренней стенки вторых участков 13 и 23 стенки, вторые участки 13 и 23 стенки соединяются между собой через вторую соединительную пластину 40 таким образом, что вторые фланцы 15 и 25 могут находиться в плотно соединенном состоянии. Помимо этого, независимые соединяющие пластины (первая соединительная пластина 30 и вторая соединительная пластина 40), отделенные друг от друга, используются для каждого местоположения соединения. Соответственно, например, можно предотвращать перенос нагрузки, вводимой в первую соединительную пластину 30, на вторую соединительную пластину 40. Следовательно, поскольку каждая из первой соединительной пластины 30 и второй соединительной пластины 40 может деформироваться в соответствии с деформированием местоположения соединения, точечное разрушение между первой соединительной пластиной 30 и первыми участками 12 и 22 стенки (разрушение второго расплавленного и затвердевшего участка N2 и третьего расплавленного и затвердевшего участка N3) и точечное разрушение между второй соединительной пластиной 40 и вторыми участками 13 и 23 стенки (разрушение пятого расплавленного и затвердевшего участка N5 и шестого расплавленного и затвердевшего участка N6) ограничены.
Следовательно, даже если ударная нагрузка, влекущая за собой деформирование с осевым смятием, вводится сначала во внешнюю панель 10 бокового порога кузова, точечное разрушение может быть ограничено.
[0066] Как описано выше, согласно настоящему варианту осуществления, первая соединительная пластина 30 и вторая соединительная пластина 40 соединяются с конкретными местоположениями на поверхности внутренней стенки бокового порога 1 кузова, так что можно ограничивать точечные разрушения, сформированные в порядке ближе к концевому участку, в который вводится ударная нагрузка, влекущая за собой деформирование с осевым смятием, когда ударная нагрузка вводится в боковой порог 1 кузова. Таким образом, согласно настоящему варианту осуществления, поскольку нет необходимости во внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова, которая точечно сваривается с внешней панелью 10 бокового порога кузова с возможностью формоваться прессованием в сложную форму, можно предоставлять боковой порог 1 кузова, который может изготавливаться без уменьшения выхода годных изделий и может ограничивать уменьшение величины поглощения энергии удара, вызываемой посредством точечного разрушения.
Кроме того, поскольку боковой порог 1 кузова согласно настоящему варианту осуществления включает в себя первую соединительную пластину 30 и вторую соединительную пластину 40 и имеет асимметричную шляповидную конструкцию, удовлетворяющую вышеописанному выражению (1), можно повышать величину поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с осевым смятием и деформирование с трехточечным изгибом.
[0067] Как описано выше, преимущество ограничения точечного разрушения может достигаться посредством соединения первой соединительной пластины 30 с поверхностями внутренней стенки первых участков 12 и 22 стенки и соединения второй соединительной пластины 40 с поверхностями внутренней стенки вторых участков 13 и 23 стенки. Тем не менее, чтобы дополнительно ограничивать точечное разрушение, предпочтительно задавать позиционную взаимосвязь между первым расплавленным и затвердевшим участком N1, вторым расплавленным и затвердевшим участком N2 и третьим расплавленным и затвердевшим участком N3 и позиционную взаимосвязь между четвертым расплавленным и затвердевшим участком N4, пятым расплавленным и затвердевшим участком N5 и шестым расплавленным и затвердевшим участком N6 следующим образом.
[0068] Фиг. 2A является укрупненным видом области C1, показанной на фиг. 1A. Как показано на фиг. 2A, предпочтительно, если один второй расплавленный и затвердевший участок N2 и один третий расплавленный и затвердевший участок N3 располагаются в области D1 первых участков 12 и 22 стенки между двумя первыми расплавленными и затвердевшими участками N1 рядом друг с другом в продольном направлении X бокового порога 1 кузова. Здесь, как показано на фиг. 2A, область D1 обозначает область, размещенную между перпендикулярной линией Y1 и перпендикулярной линией Y2. Перпендикулярная линия Y1 представляет собой линию, которая проходит через концевой участок близко к другому первому расплавленному и затвердевшему участку N1, в обоих концевых участках одного из двух первых расплавленных и затвердевших участков N1 рядом друг с другом в продольном направлении X и является ортогональной к продольному направлению X первых фланцев 14 и 24. Помимо этого, перпендикулярная линия Y2 представляет собой линию, которая проходит через концевой участок близко к одному первому расплавленному и затвердевшему участку N1, в обоих концевых участках другого первого расплавленного и затвердевшего участка N1 в продольном направлении X и является ортогональной к продольному направлению X первых фланцев 14 и 24.
В качестве одного из факторов разрушения сварного шва, когда нагрузка вводится в боковой порог 1 кузова из концевого участка бокового порога 1 кузова вдоль продольного направления X, материал между двумя сварными швами рядом друг с другом деформируется во время столкновения, и механическое напряжение прикладывается к сварным швам. Таким образом, деформирование между сварными швами может быть ограничено посредством расположения второго расплавленного и затвердевшего участка N2 и третьего расплавленного и затвердевшего участка N3 в области D1. Как результат, можно дополнительно ограничивать точечное разрушение.
Чтобы равномерно прикладывать механическое напряжение, вызываемое посредством деформирования во время столкновения, ко второму расплавленному и затвердевшему участку N2 и третьему расплавленному и затвердевшему участку N3 (т.е. чтобы уменьшать механическое напряжение, которое должно прикладываться), предпочтительно, если позиция второго расплавленного и затвердевшего участка N2 в продольном направлении X и позиция третьего расплавленного и затвердевшего участка N3 в продольном направлении X являются идентичными между собой.
[0069] Здесь, как показано на фиг. 2A, когда расстояние между перпендикулярной линией Y1 и перпендикулярной линией Y2 (кратчайшее расстояние между двумя первыми расплавленными и затвердевшими участками N1 рядом друг с другом в продольном направлении X) составляет Lf1, более предпочтительно, если один второй расплавленный и затвердевший участок N2 и один третий расплавленный и затвердевший участок N3 располагаются в области первых участков 12 и 22 стенки между позицией P1, отделенной от средней точки P0 между двумя первыми расплавленными и затвердевшими участками N1 рядом друг с другом на одной стороне в продольном направлении X на 0,8 x Lf1/2, и позицией P2, отделенной от средней точки P0 на другой стороне в продольном направлении X на 0,8 x Lf1/2.
[0070] По меньшей мере, часть второго расплавленного и затвердевшего участка N2 и, по меньшей мере, часть третьего расплавленного и затвердевшего участка N3 могут позиционироваться в области D1 первых участков 12 и 22 стенки между двумя первыми расплавленными и затвердевшими участками N1 рядом друг с другом в продольном направлении X. Помимо этого, позиции второго расплавленного и затвердевшего участка N2 и третьего расплавленного и затвердевшего участка N3 в продольном направлении X могут совпадать с позицией первого расплавленного и затвердевшего участка N1 в продольном направлении X.
[0071] Фиг. 2B является укрупненным видом области C2, показанной на фиг. 1C. Как показано на фиг. 2B, вследствие причины, аналогичной причине, описанной на фиг. 2A, предпочтительно, если один пятый расплавленный и затвердевший участок N5 и один шестой расплавленный и затвердевший участок N6 располагаются в области D2 вторых участков 13 и 23 стенки между двумя четвертыми расплавленными и затвердевшими участками N4 рядом друг с другом в продольном направлении X бокового порога 1 кузова. Здесь, аналогично фиг. 2A, область D2 обозначает область, размещенную между перпендикулярной линией Y1' и перпендикулярной линией Y2'. Перпендикулярная линия Y1' представляет собой линию, которая проходит через концевой участок близко к другому четвертому расплавленному и затвердевшему участку N4, в обоих концевых участках одного из двух четвертых расплавленных и затвердевших участков N4 рядом друг с другом в продольном направлении X и является ортогональной к продольному направлению X вторых фланцев 15 и 25. Помимо этого, перпендикулярная линия Y2' представляет собой линию, которая проходит через концевой участок близко к одному четвертому расплавленному и затвердевшему участку N4, в обоих концевых участках другого четвертого расплавленного и затвердевшего участка N4 в продольном направлении X и является ортогональной к продольному направлению X вторых фланцев 15 и 25.
Предпочтительно, если позиция пятого расплавленного и затвердевшего участка N5 в продольном направлении X и позиция шестого расплавленного и затвердевшего участка N6 в продольном направлении X являются идентичными между собой.
[0072] Здесь, как показано на фиг. 2B, когда расстояние между перпендикулярной линией Y1' и перпендикулярной линией Y2' (кратчайшее расстояние между двумя четвертыми расплавленными и затвердевшими участками N4 рядом друг с другом в продольном направлении X) составляет Lf2, более предпочтительно, если один пятый расплавленный и затвердевший участок N5 и один шестой расплавленный и затвердевший участок N6 располагаются в области вторых участков 13 и 23 стенки между позицией P1', отделенной от средней точки P0' между двумя четвертыми расплавленными и затвердевшими участками N4 рядом друг с другом на одной стороне в продольном направлении X на 0,8 x Lf2/2, и позицией P2', отделенной от средней точки P0' на другой стороне в продольном направлении X на 0,8 x Lf2/2.
[0073] Как описано выше, сдвигающая сила, действующая на граничные поверхности BS1 и BS4, может эффективнее уменьшаться посредством оптимизации позиционной взаимосвязи между первым расплавленным и затвердевшим участком N1, вторым расплавленным и затвердевшим участком N2 и третьим расплавленным и затвердевшим участком N3 и позиционной взаимосвязи между четвертым расплавленным и затвердевшим участком N4, пятым расплавленным и затвердевшим участком N5 и шестым расплавленным и затвердевшим участком N6. Как результат, можно дополнительно ограничивать формирование точечного разрушения.
[0074] По меньшей мере, часть пятого расплавленного и затвердевшего участка N5 и, по меньшей мере, часть шестого расплавленного и затвердевшего участка N6 могут позиционироваться в области D2 вторых участков 13 и 23 стенки между двумя четвертыми расплавленными и затвердевшими участками N4 рядом друг с другом в продольном направлении X. Помимо этого, позиции пятого расплавленного и затвердевшего участка N5 и шестого расплавленного и затвердевшего участка N6 в продольном направлении X могут совпадать с позицией четвертого расплавленного и затвердевшего участка N4 в продольном направлении X.
[0075] Помимо этого, хотя случай, в котором составляющие элементы соединяются друг с другом посредством точечной сварки, примерно иллюстрируется для бокового порога 1 кузова, составляющие элементы должны только точечно соединяться между собой.
Здесь, точечное соединение концептуально включает в себя точечную сварку, которая представляет собой контактную сварку; лазерную сварку, в которой максимальный диаметр кольцевого сварного шва, овального сварного шва, эллиптического сварного шва, C-образного сварного шва или кратно кольцевого сварного шва составляет 15 мм или меньше; адгезивное соединение, в котором максимальный диаметр кольцевого связывающего участка, овального связывающего участка, эллиптического связывающего участка, C-образного связывающего участка или кратно кольцевого связывающего участка составляет 15 мм или меньше; или дуговую сварку, в которой максимальный диаметр кольцевого сварного шва, овального сварного шва, эллиптического сварного шва, C-образного сварного шва или кратно кольцевого сварного шва составляет 15 мм или меньше.
[0076] Пример модификации первого варианта осуществления
Фиг. 3 является видом сверху, показывающим боковой порог 1 кузова, и вид показывает первый пример модификации настоящего варианта осуществления. Как показано на фиг. 1A, настоящий вариант осуществления описывает случай, в котором используется прямоугольная первая соединительная пластина 30. С другой стороны, как показано на фиг. 3, может использоваться первая соединительная пластина 35, в которой множество дугообразных частей 35a выемки формируются с интервалами вдоль продольного направления X. Согласно этой конфигурации, вес первой соединительной пластины может уменьшаться. Помимо этого, как показано на фиг. 3, первая соединительная пластина 35 располагается таким образом, что части 35a выемки обращены к первому расплавленному и затвердевшему участку N1 в случае вида сверху. Соответственно, первая соединительная пластина 35 с большой вероятностью должна деформироваться в соответствии с деформированием с осевым смятием внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова. Следовательно, можно дополнительно ограничивать разрушение точечной сварки. Форма части 35a выемки не ограничена дугой и может представлять собой прямоугольник или треугольник. Тем не менее, поскольку первая соединительная пластина 35 с большой вероятностью должна деформироваться в соответствии с боковым порогом 1 кузова, предпочтительно, если части 35a выемки имеют форму, конически сужающуюся к внутренней стороне первой соединительной пластины 35 в направлении ширины.
[0077] Фиг. 4 является видом в поперечном сечении вдоль линии A-A на фиг. 1A, и вид показывает второй пример модификации настоящего варианта осуществления. Как показано на фиг. 1B, настоящий вариант осуществления описывает случай, в котором шляповидная внешняя панель 10 бокового порога кузова, которая изготавливается посредством изгиба одного стального листа посредством формования прессованием, используется в боковом пороге 1 кузова. С другой стороны, как показано на фиг. 4, может использоваться внешняя панель 50 бокового порога кузова, состоящая из двух стальных листов 51 и 56, изогнутых посредством формования прессованием.
Как показано на фиг. 4, внешняя панель 50 бокового порога кузова может изготавливаться за счет принудительного перекрытия и точечной сварки друг с другом фланца 52 стального листа 51 и фланца 57 стального листа 56. Следовательно, во внешней панели 50 бокового порога кузова, седьмой расплавленный и затвердевший участок N7 формируется между фланцем 52 стального листа 51 и фланцем 57 стального листа 56. Аналогично случаю настоящего варианта осуществления, третья соединительная пластина 53 соединяется с внешней панелью 50 бокового порога кузова посредством точечной сварки таким образом, что граничная линия между фланцем 52 и фланцем 57 покрыта. Соответственно, на перекрывающейся поверхности третьей соединительной пластины 53 и внешней панели 50 бокового порога кузова, формируются восьмой расплавленный и затвердевший участок N8 и девятый расплавленный и затвердевший участок N9.
Согласно второму примеру модификации настоящего варианта осуществления, даже в случае, если внешняя панель бокового порога кузова состоит из двух стальных листов, можно ограничивать разрушение седьмого расплавленного и затвердевшего участка N7.
На фиг. 4, второй расплавленный и затвердевший участок N2, третий расплавленный и затвердевший участок N3, пятый расплавленный и затвердевший участок N5, шестой расплавленный и затвердевший участок N6, восьмой расплавленный и затвердевший участок N8 и девятый расплавленный и затвердевший участок N9 не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки) в поперечном сечении, указываются расплавленные и затвердевшие участки N2, N3, N5, N6, N8 и N9.
[0078] Фиг. 5 является видом в поперечном сечении вдоль линии A-A на фиг. 1A, и вид показывает третий пример модификации настоящего варианта осуществления. Как показано на фиг. 1A и 1B, настоящий вариант осуществления описывает случай, в котором ширины первого участка 12 стенки и второго участка 13 стенки внешней панели 10 бокового порога кузова (длины первого участка 12 стенки и второго участка 13 стенки в коротком направлении) являются идентичными между собой, и ширины первого участка 22 стенки и второго участка 23 стенки внутренней панели 20 бокового порога кузова (длины первого участка 22 стенки и второго участка 23 стенки в коротком направлении) являются идентичными между собой. С другой стороны, как показано на фиг. 5, боковой порог 1 кузова может иметь асимметричную шляповидную конструкцию, состоящую из внешней панели 60 бокового порога кузова, в которой ширины первого участка 12 стенки и второго участка 13 стенки отличаются друг от друга, и внутренней панели 65 бокового порога кузова, в которой ширина первого участка 22 стенки и второго участка 23 стенки отличаются друг от друга.
На фиг. 5, второй расплавленный и затвердевший участок N2, третий расплавленный и затвердевший участок N3, пятый расплавленный и затвердевший участок N5, шестой расплавленный и затвердевший участок N6 не должен быть видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки) в поперечном сечении, указываются расплавленные и затвердевшие участки N2, N3, N5 и N6.
[0079] Фиг. 6 является видом в поперечном сечении вдоль линии A-A на фиг. 1A, и вид показывает четвертый пример модификации настоящего варианта осуществления. Как показано на фиг. 1B, настоящий вариант осуществления описывает случай, в котором первый участок 12 стенки и второй участок 13 стенки проходят перпендикулярно от первого фланца 14 и второго фланца 15, и первый участок 22 стенки и второй участок 23 стенки проходят перпендикулярно от первого фланца 24 и второго фланца 25. С другой стороны, как показано на фиг. 6, может использоваться внешняя панель 70 бокового порога кузова, в которой первый участок 12 стенки и второй участок 13 стенки проходят под предварительно определенным углом θ (например, 91-135°) относительно первого фланца 14 и второго фланца 15, и внутренняя панель 75бокового порога кузова, в которой первый участок 22 стенки и второй участок 23 стенки проходят под предварительно определенным углом θ (например, 91-135°) относительно первого фланца 24 и второго фланца 25. В этом случае, вместо первой соединительной пластины 30 и второй соединительной пластины 40, соединительная пластина может соединяться с поверхностями внутренней стенки первого участка 12 стенки и первого участка 22 стенки и поверхностями внутренней стенки второго участка 13 стенки и второго участка 23 стенки посредством использования первой соединительной пластины 77, имеющей V-образное поперечное сечение, и второй соединительной пластины 78, имеющей V-образное поперечное сечение.
На фиг. 6, второй расплавленный и затвердевший участок N2, третий расплавленный и затвердевший участок N3, пятый расплавленный и затвердевший участок N5, шестой расплавленный и затвердевший участок N6 не должен быть видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки) в поперечном сечении, указываются расплавленные и затвердевшие участки N2, N3, N5 и N6.
[0080] Фиг. 7 является видом в поперечном сечении вдоль линии B-B на фиг. 1A, и вид показывает пятый пример модификации настоящего варианта осуществления. Как показано на фиг. 1A, настоящий вариант осуществления описывает случай, в котором боковой порог 1 кузова имеет линейную форму, проходящую вдоль продольного направления X. С другой стороны, как показано на фиг. 7, центральный участок бокового порога 1 кузова в продольном направлении X может быть согнут. Таким образом, как показано на фиг. 7, боковой порог 1 кузова может состоять из внешней панели 80 бокового порога кузова, которая имеет согнутый центральный участок, внутренней панели бокового порога кузова, которая согнута с кривизной, идентичной кривизне внешней панели 80 бокового порога кузова, и первую соединительную пластину 87 и вторую соединительную пластину 88, которые согнуты и соединяются с ней. Центральный участок внешней панели 80 бокового порога кузова не ограничен случаем сгибания. Например, концевой участок внешней панели 80 бокового порога кузова может быть согнут. Таким образом, по меньшей мере, часть внешней панели 80 бокового порога кузова может быть согнута.
[0081] Второй вариант осуществления
Далее описывается второй вариант осуществления настоящего изобретения. Также в настоящем варианте осуществления, боковой порог кузова примерно иллюстрируется в качестве автомобильного элемента согласно настоящему изобретению. Фиг. 8A-8C являются видами, показывающими боковой порог 2 кузова согласно настоящему варианту осуществления. Фиг. 8A является видом сверху бокового порога 2 кузова, фиг. 8B является видом в поперечном сечении вдоль линии C-C на фиг. 8A, и фиг. 8C является видом снизу бокового порога 2 кузова.
[0082] Боковой порог 2 кузова согласно настоящему варианту осуществления отличается от бокового порога 1 кузова согласно первому варианту осуществления тем, что первая соединительная пластина 30 и вторая соединительная пластина 40 непрерывно свариваются с внешней панелью 10 бокового порога кузова и внутренней панелью 20 бокового порога кузова.
[0083] Как показано на фиг. 8A и 8B, первая соединительная пластина 30 бокового порога 2 кузова непрерывно сваривается с поверхностью внутренней стенки первого участка 12 стенки внешней панели 10 бокового порога кузова и поверхностью внутренней стенки первого участка 22 стенки внутренней панели 20 бокового порога кузова посредством лазерной сварки.
[0084] Как показано на фиг. 8B и 8C, вторая соединительная пластина 40 бокового порога 2 кузова непрерывно сваривается с поверхностью внутренней стенки второго участка 13 стенки внешней панели 10 бокового порога кузова и поверхностью внутренней стенки второго участка 23 стенки внутренней панели 20 бокового порога кузова посредством лазерной сварки.
[0085] Первая соединительная пластина 30 и первый участок 12 стенки внешней панели 10 бокового порога кузова соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS2 между первой соединительной пластиной 30 и поверхностью внутренней стенки первого участка 12 стенки, один второй расплавленный и затвердевший участок M2 непрерывно формируется вдоль продольного направления X бокового порога 2 кузова. Таким образом, один шарикообразный второй расплавленный и затвердевший участок M2 формируется вдоль продольного направления X бокового порога 2 кузова.
[0086] Помимо этого, первая соединительная пластина 30 и первый участок 22 стенки внутренней панели 20 бокового порога кузова соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS3 между первой соединительной пластиной 30 и поверхностью внутренней стенки первого участка 22 стенки, один третий расплавленный и затвердевший участок M3 непрерывно формируется вдоль продольного направления X бокового порога 2 кузова. Таким образом, один шарикообразный третий расплавленный и затвердевший участок M3 формируется вдоль продольного направления X бокового порога 2 кузова.
[0087] Между тем, вторая соединительная пластина 40 и второй участок 13 стенки внешней панели 10 бокового порога кузова соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS5 между второй соединительной пластиной 40 и поверхностью внутренней стенки второго участка 13 стенки, один пятый расплавленный и затвердевший участок M5 непрерывно формируется вдоль продольного направления X бокового порога 2 кузова. Таким образом, один шарикообразный пятый расплавленный и затвердевший участок M5 формируется вдоль продольного направления X бокового порога 2 кузова.
[0088] Помимо этого, вторая соединительная пластина 40 и второй участок 23 стенки внутренней панели 20 бокового порога кузова соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS6 между второй соединительной пластиной 40 и поверхностью внутренней стенки второго участка 23 стенки, один шестой расплавленный и затвердевший участок M6 непрерывно формируется вдоль продольного направления X бокового порога 2 кузова. Таким образом, один шарикообразный шестой расплавленный и затвердевший участок M6 формируется вдоль продольного направления X бокового порога 2 кузова.
[0089] Аналогично первому варианту осуществления, также в настоящем варианте осуществления, как показано на фиг. 8A, когда ширина первого участка 12 стенки внешней панели 10 бокового порога кузова составляет WL, и ширина первого участка 22 стенки внутренней панели 20 бокового порога кузова составляет WS, предпочтительно, если ширина WL первого участка 12 стенки и ширина WS первого участка 22 стенки задаются таким образом, что следующее выражение (1) задается.
0<WS/WL<0,8 ... выражение (1)
[0090] Как описано выше, согласно боковому порогу 2 кузова, включающему в себя первую соединительную пластину 30 и вторую соединительную пластину 40 и имеющему асимметричную шляповидную конструкцию, которая удовлетворяет вышеописанному выражению (1), аналогично боковому порогу 1 кузова первого варианта осуществления, можно повышать величину поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с осевым смятием и деформирование с трехточечным изгибом.
[0091] Таким образом, даже если способ соединения первой соединительной пластины 30 и второй соединительной пластины 40 представляет собой непрерывную сварку, можно ограничивать точечное разрушение, аналогично первому варианту осуществления. Аналогично боковому порогу 2 кузова, в случае если первая соединительная пластина 30 и вторая соединительная пластина 40 свариваются лазером друг с другом, ширины соединительных пластин могут уменьшаться, по сравнению со случаем, в котором соединительные пластины точечно свариваются друг с другом.
[0092] Пример модификации второго варианта осуществления
Как показано на фиг. 8A-8C настоящий вариант осуществления описывает случай, в котором каждый из одного второго расплавленного и затвердевшего участка M2, одного третьего расплавленного и затвердевшего участка M3, одного пятого расплавленного и затвердевшего участка M5 и одного шестого расплавленного и затвердевшего участка M6 непрерывно формируется. Тем не менее, как показано на фиг. 9, расплавленные и затвердевшие участки могут прерывисто формироваться вдоль продольного направления X. Таким образом, множество вторых расплавленных и затвердевших участков M2, множество третьих расплавленных и затвердевших участков M3, множество пятых расплавленных и затвердевших участков M5 и множество шестых расплавленных и затвердевших участков M6 могут прерывисто формироваться с интервалами вдоль продольного направления X. В этом случае, поскольку суммарный объем расплавленных и затвердевших участков M2, M3, M5 и M6 уменьшается, можно уменьшать тепловое деформирование бокового порога 2 кузова вследствие сварки.
[0093] Третий вариант осуществления
Далее описывается третий вариант осуществления настоящего изобретения. В настоящем варианте осуществления, передний боковой элемент, который представляет собой элемент рамы кузова транспортного средства для автомобиля, примерно иллюстрируется в качестве автомобильного элемента согласно настоящему изобретению. Фиг. 10A-10C и 11 являются видами, показывающими передний боковой элемент 3 согласно настоящему варианту осуществления. Фиг. 10A является видом сверху переднего бокового элемента 3, фиг. 10B является видом в поперечном сечении вдоль линии D-D на фиг. 10A, и фиг. 10С является видом снизу переднего бокового элемента 3. Фиг. 11 является видом сбоку переднего бокового элемента 3 при просмотре со стороны замыкающей пластины 200.
[0094] На фиг. 10B, который является видом в поперечном сечении вдоль линии D-D на фиг. 10A, второй расплавленный и затвердевший участок N20, третий расплавленный и затвердевший участок N30, пятый расплавленный и затвердевший участок N50 и шестой расплавленный и затвердевший участок N60 (которые описываются ниже) не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки) в поперечном сечении, на фиг. 10B, указываются расплавленные и затвердевшие участки N20, N30, N50 и N60.
Помимо этого, на фиг. 10A, который является видом сверху переднего бокового элемента 3, первый расплавленный и затвердевший участок N10, второй расплавленный и затвердевший участок N20 и третий расплавленный и затвердевший участок N30 не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки), при просмотре переднего бокового элемента 3 с верхней стороны на фиг. 10A, указывается каждый из расплавленных и затвердевших участков N10, N20 и N30.
Помимо этого, на фиг. 10C, который является видом снизу переднего бокового элемента 3, четвертый расплавленный и затвердевший участок N40, пятый расплавленный и затвердевший участок N50 и шестой расплавленный и затвердевший участок N60 не видны. Тем не менее, для лучшего понимания взаимосвязи расположения между расплавленными и затвердевшими участками (ядрами сварной точки), при просмотре переднего бокового элемента 3 с нижней стороны на фиг. 10C, указывается каждый из расплавленных и затвердевших участков N40, N50 и N60.
[0095] Как показано на фиг. 10A-10С и 11, передний боковой элемент 3 представляет собой длинный полый трубчатый корпус, который внутренне содержит закрытое пространство, имеющее прямоугольное поперечное сечение. Таким образом, в переднем боковом элементе 3, поперечное сечение, перпендикулярное продольному направлению, представляет собой полое поперечное сечение. Передний боковой элемент 3 включает в себя внутреннюю панель 100 бокового элемента (первый элемент), которая располагается к внутренней стороне транспортного средства, замыкающую пластину 200 (второй элемент), которая располагается к внешней стороне транспортного средства, первую соединительную пластину 300 (первую соединяющую пластину) и вторую соединительную пластину 400 (вторую соединяющую пластину).
[0096] Внутренняя панель 100 бокового элемента представляет собой шляповидный стальной лист, полученный посредством формования прессованием стального листа с высокой прочностью на растяжение в шляповидную форму. Внутренняя панель 100 бокового элемента включает в себя пару фланцев, которые являются параллельными между собой (первый фланец 140 и второй фланец 150), пару участков стенок (первый участок 120 стенки и второй участок 130 стенки), которые непрерывно проходят от пары фланцев, и перемычку 110, которая соединяет пару участков стенок между собой. Перемычка 110, первый участок 120 стенки, второй участок 130 стенки, первый фланец 140 и второй фланец 150 представляют собой прямоугольно плоские участки, проходящие вдоль продольного направления X переднего бокового элемента 3.
[0097] Первый участок 120 стенки проходит перпендикулярно от одного концевого края в коротком направлении первого фланца 140 таким образом, что короткое направление первого фланца 140 и короткое направление первого участка 120 стенки являются ортогональными друг к другу. Помимо этого, второй участок 130 стенки проходит перпендикулярно от одного концевого края в коротком направлении второго фланца 150 таким образом, что короткое направление второго фланца 150 и короткое направление второго участка 130 стенки являются ортогональными друг к другу.
На фиг. 10B, первый участок 120 стенки показан как непрерывный под прямым углом относительно первого фланца 140. Тем не менее, первый участок 120 стенки является фактически непрерывным через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм) относительно первого фланца 140. Аналогично, на фиг. 10B, второй участок 130 стенки показан как непрерывный под прямым углом относительно второго фланца 150. Тем не менее, второй участок 130 стенки является фактически непрерывным через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм) относительно второго фланца 150.
[0098] Перемычка 110 соединяет первый участок 120 стенки и второй участок 130 стенки между собой таким образом, что короткое направление перемычки 110 является ортогональным к каждому из короткого направления первого участка 120 стенки и короткого направления второго участка 130 стенки.
На фиг. 10B, перемычка 110 показана как соединенная под прямым углом относительно первого участка 120 стенки и второго участка 130 стенки. Тем не менее, перемычка 110 фактически соединяет первый участок 120 стенки и второй участок 130 стенки между собой через R-участок, имеющий предварительно определенный радиус кривизны (например, 3-15 мм).
[0099] Во внутренней панели 100 бокового элемента согласно настоящему варианту осуществления, имеющей конфигурацию, как описано выше, ширина первого участка 120 стенки (длина в коротком направлении) является идентичной ширине второго участка 130 стенки, и ширина первого фланца 140 является идентичной ширине второго фланца 150. Ширина первого участка 120 стенки может отличаться от ширины второго участка 130 стенки, и ширина первого фланца 140 может отличаться от ширины второго фланца 150.
[0100] Замыкающая пластина 200 представляет собой прямоугольно плоский стальной лист, проходящий в продольном направлении X переднего бокового элемента 3. Замыкающая пластина 200 не ограничена стальным листом и должна формироваться только из листового материала, который может точечно свариваться. Тем не менее, вследствие причины, аналогичной причине, описанной в первом варианте осуществления, предпочтительно, если замыкающая пластина 200 формируется из стального листа (стального листа, имеющего идентичную прочность на растяжение и идентичную толщину листа), идентичного стальному листу внутренней панели 100 бокового элемента. Замыкающая пластина 200 разделяется на соединительный участок 210 первого фланца, соединительный участок 220 второго фланца и центральный соединительный участок 230 между ними вдоль короткого направления (направления ширины).
[0101] Ширина соединительного участка 210 первого фланца является идентичной ширине первого фланца 140 внутренней панели 100 бокового элемента. Ширина соединительного участка 220 второго фланца является идентичной ширине второго фланца 150 внутренней панели 100 бокового элемента. Таким образом, ширина соединительного участка 210 первого фланца является идентичной ширине соединительного участка 220 второго фланца. Ширина центрального соединительного участка 230 является идентичной ширине перемычки 110 внутренней панели 100 бокового элемента.
[0102] В переднем боковом элементе 3, первый фланец 140 внутренней панели 100 бокового элемента и соединительный участок 210 первого фланца замыкающей пластины 200 точечно свариваются друг с другом в состоянии перекрытия, и второй фланец 150 внутренней панели 100 бокового элемента и соединительный участок 220 второго фланца замыкающей пластины 200 точечно свариваются друг с другом в состоянии перекрытия. Поскольку внутренняя панель 100 бокового элемента и замыкающая пластина 200 соединяются друг с другом таким способом, закрытое пространство, имеющее прямоугольное поперечное сечение, формируется вдоль продольного направления X в переднем боковом элементе 3.
[0103] Первая соединительная пластина 300 представляет собой стальной лист, проходящий в продольном направлении X и имеющий Г-образное поперечное сечение. Первая соединительная пластина 300 не ограничена стальным листом и должна формироваться только из листового материала, который может точечно свариваться. Тем не менее, вследствие причины, аналогичной причине, описанной в первом варианте осуществления, предпочтительно, если первая соединительная пластина 300 формируется из стального листа, идентичного стальным листам, формирующим внутреннюю панель 100 бокового элемента.
[0104] В случае просмотра в направлении ширины переднего бокового элемента 3 (в направлении ширины фланца), первая соединительная пластина 300 примыкает к поверхности внутренней стенки первого участка 120 стенки внутренней панели 100 бокового элемента и к поверхности внутренней стенки центрального соединительного участка 230 замыкающей пластины 200 и точечно сваривается с этими поверхностями внутренней стенки таким образом, что граничная линия между первым фланцем 140 внутренней панели 100 бокового элемента и соединительным участком 210 первого фланца замыкающей пластины 200 покрыта. Первая соединительная пластина 300 не находится в контакте с перемычкой 110. Таким образом, зазор формируется между торцевой поверхностью первой соединительной пластины 300 и перемычкой 110.
В настоящем раскрытии сущности, "поверхность внутренней стенки" указывает поверхность стенки, обращенную к внутреннему пространству переднего бокового элемента 3 (в настоящем варианте осуществления, к закрытому пространству, имеющему прямоугольное поперечное сечение). Форма поперечного сечения внутреннего пространства определяется в соответствии с формой переднего бокового элемента 3 и не ограничена прямоугольной формой.
[0105] Вторая соединительная пластина 400 представляет собой стальной лист, проходящий в продольном направлении X и имеющий Г-образное поперечное сечение. Вторая соединительная пластина 400 не ограничена стальным листом и должна формироваться только из листового материала, который может точечно свариваться. Тем не менее, вследствие причины, аналогичной причине, описанной в первом варианте осуществления, предпочтительно, если вторая соединительная пластина 400 формируется из стального листа, идентичного стальному листу, формирующему внутреннюю панель 100 бокового элемента.
[0106] В случае просмотра в направлении ширины переднего бокового элемента 3, вторая соединительная пластина 400 примыкает к поверхности внутренней стенки второго участка 130 стенки внутренней панели 100 бокового элемента и к поверхности внутренней стенки центрального соединительного участка 230 замыкающей пластины 200 и точечно сваривается с этими поверхностями внутренней стенки таким образом, что граничная линия между вторым фланцем 150 внутренней панели 100 бокового элемента и соединительным участком 220 второго фланца замыкающей пластины 200 покрыта. Вторая соединительная пластина 400 не находится в контакте с перемычкой 110. Таким образом, зазор формируется между торцевой поверхностью второй соединительной пластины 400 и перемычкой 110.
Помимо этого, зазор формируется между первой соединительной пластиной 300 и второй соединительной пластиной 400. Таким образом, первая соединительная пластина 300 и вторая соединительная пластина 400 отделены таким образом, что они не находятся в контакте друг с другом.
Поскольку они отделены таким образом, что они не находятся в контакте друг с другом, каждая из соединительных пластин может независимо деформироваться в соответствии с деформированием местоположения соединения (может деформироваться в соответствии с деформированием местоположения соединения) во время деформирования при столкновении. Соответственно, маловероятно, что разрушение точечной сварки должно формироваться в соединительной пластине. С другой стороны, например, в случае если первая соединительная пластина 300 и вторая соединительная пластина 400 являются интегрированными, деформирование первой соединительной пластины 300 затрагивает деформирование второй соединительной пластины 400 (механическое напряжение, сформированное в первой соединительной пластине 300, переносится на вторую соединительную пластину 400). Соответственно, с большой вероятностью должно формироваться разрушение точечной сварки первой соединительной пластины 300 и второй соединительной пластины 400.
[0107] Как показано на фиг. 10A, 10B и 11, внутренняя панель 100 бокового элемента и замыкающая пластина 200 соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS10 между первым фланцем 140 внутренней панели 100 бокового элемента и соединительным участком 210 первого фланца замыкающей пластины 200, множество первых расплавленных и затвердевших участков N10 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X переднего бокового элемента 3. Другими словами, первый фланец 140 и замыкающая пластина 200 соединяются друг с другом через множество первых расплавленных и затвердевших участков N10, сформированных вдоль продольного направления X переднего бокового элемента 3.
[0108] Помимо этого, первая соединительная пластина 300 и первый участок 120 стенки внутренней панели 100 бокового элемента соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS20 между первой соединительной пластиной 300 и поверхностью внутренней стенки первого участка 120 стенки, множество вторых расплавленных и затвердевших участков N20 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X переднего бокового элемента 3. Другими словами, первая соединительная пластина 300 и поверхность внутренней стенки первого участка 120 стенки соединяются друг с другом через множество вторых расплавленных и затвердевших участков N20, сформированных вдоль продольного направления X переднего бокового элемента 3.
[0109] Кроме того, первая соединительная пластина 300 и центральный соединительный участок 230 замыкающей пластины 200 соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS30 между первой соединительной пластиной 300 и поверхностью внутренней стенки центрального соединительного участка 230, множество третьих расплавленных и затвердевших участков N30 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X переднего бокового элемента 3. Другими словами, первая соединительная пластина 300 и поверхность внутренней стенки центрального соединительного участка 230 соединяются друг с другом через множество третьих расплавленных и затвердевших участков N30, сформированных вдоль продольного направления X переднего бокового элемента 3.
[0110] Между тем, как показано на фиг. 10C, 10B и 11, внутренняя панель 100 бокового элемента и замыкающая пластина 200 соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS40 между вторым фланцем 150 внутренней панели 100 бокового элемента и соединительным участком 220 второго фланца замыкающей пластины 200, множество четвертых расплавленных и затвердевших участков N40 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X переднего бокового элемента 3. Другими словами, второй фланец 150 и соединительный участок 220 второго фланца соединяются друг с другом через множество четвертых расплавленных и затвердевших участков N40, сформированных вдоль продольного направления X переднего бокового элемента 3.
[0111] Помимо этого, вторая соединительная пластина 400 и второй участок 130 стенки внутренней панели 100 бокового элемента соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS50 между второй соединительной пластиной 400 и поверхностью внутренней стенки второго участка 130 стенки, множество пятых расплавленных и затвердевших участков N50 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X переднего бокового элемента 3. Другими словами, вторая соединительная пластина 400 и поверхность внутренней стенки второго участка 130 стенки соединяются друг с другом через множество пятых расплавленных и затвердевших участков N50, сформированных вдоль продольного направления X переднего бокового элемента 3.
[0112] Кроме того, вторая соединительная пластина 400 и центральный соединительный участок 230 замыкающей пластины 200 соединяются друг с другом посредством точечной сварки. Как результат, на граничной поверхности BS60 между второй соединительной пластиной 400 и поверхностью внутренней стенки центрального соединительного участка 230, множество шестых расплавленных и затвердевших участков N60 (ядер сварной точки) формируются в точечной форме вдоль продольного направления X переднего бокового элемента 3. Другими словами, вторая соединительная пластина 400 и поверхность внутренней стенки центрального соединительного участка 230 соединяются друг с другом через множество шестых расплавленных и затвердевших участков N60, сформированных вдоль продольного направления X переднего бокового элемента 3.
[0113] Вследствие причины, аналогичной причине, описанной в первом варианте осуществления, предпочтительно, если длины первой соединительной пластины 300 и второй соединительной пластины 400 представляют собой длины в соответствии с диапазоном, в котором ударная нагрузка, влекущая за собой деформирование с осевым смятием, распространяется в переднем боковом элементе 3. Например, предпочтительно, если длины варьируются от 100 мм до 600 мм. Помимо этого, предпочтительно, если длины первой соединительной пластины 300 и второй соединительной пластины 400 варьируются от 5% до 75% относительно общей длины переднего бокового элемента 3.
[0114] Согласно переднему боковому элементу 3, включающему в себя независимые соединяющие пластины (первую соединительную пластину 300 и вторую соединительную пластину 400), отделенные друг от друга, как описано выше, аналогично первому варианту осуществления, можно ограничивать точечные разрушения, сформированные в порядке ближе к концевому участку, в который вводится ударная нагрузка, влекущая за собой деформирование с осевым смятием, когда вводится ударная нагрузка. Как результат, можно повышать величину поглощения энергии удара относительно деформирования с осевым смятием.
[0115] Преимущество ограничения точечного разрушения может достигаться посредством соединения первой соединительной пластины 300 с поверхностью внутренней стенки первого участка 120 стенки и поверхностью внутренней стенки центрального соединительного участка 230 и соединения второй соединительной пластины 400 с поверхностью внутренней стенки второго участка 130 стенки и поверхностью внутренней стенки центрального соединительного участка 230. Тем не менее, аналогично первому варианту осуществления, чтобы дополнительно ограничивать точечное разрушение, предпочтительно задавать позиционную взаимосвязь между первым расплавленным и затвердевшим участком N10, вторым расплавленным и затвердевшим участком N20 и третьим расплавленным и затвердевшим участком N30 и позиционную взаимосвязь между четвертым расплавленным и затвердевшим участком N40, пятым расплавленным и затвердевшим участком N50 и шестым расплавленным и затвердевшим участком N60 следующим образом.
[0116] Фиг. 12A является укрупненным видом области C10, показанной на фиг. 10A. Как показано на фиг. 12A, предпочтительно, если один второй расплавленный и затвердевший участок N20 и один третий расплавленный и затвердевший участок N30 располагаются в области D3 первого участка 120 стенки и центральном соединительном участке 230 замыкающей пластины 200 между двумя первыми расплавленными и затвердевшими участками N10 рядом друг с другом в продольном направлении X переднего бокового элемента 3. Здесь, как показано на фиг. 12A, область D3 обозначает область, размещенную между перпендикулярной линией Y1 и перпендикулярной линией Y2. Перпендикулярная линия Y1 представляет собой линию, которая проходит через концевой участок близко к другому первому расплавленному и затвердевшему участку N10, в обоих концевых участках одного из двух первых расплавленных и затвердевших участков N10 рядом друг с другом в продольном направлении X и является ортогональной к продольному направлению X первого фланца 140 и замыкающей пластины 200. Помимо этого, перпендикулярная линия Y2 представляет собой линию, которая проходит через концевой участок близко к одному первому расплавленному и затвердевшему участку N10, в обоих концевых участках другого первого расплавленного и затвердевшего участка N10 в продольном направлении X и является ортогональной к продольному направлению X первого фланца 140 и замыкающей пластины 200.
В качестве одного из факторов разрушения сварного шва, когда нагрузка вводится в передний боковой элемент 3 из концевого участка переднего бокового элемента 3 вдоль продольного направления X, материал между двумя сварными швами рядом друг с другом деформируется во время столкновения, и механическое напряжение прикладывается к сварным швам. Таким образом, деформирование между сварными швами может быть ограничено посредством расположения второго расплавленного и затвердевшего участка N20 и третьего расплавленного и затвердевшего участка N30 в области D3. Как результат, можно дополнительно ограничивать точечное разрушение.
Чтобы равномерно прикладывать механическое напряжение, вызываемое посредством деформирования во время столкновения, ко второму расплавленному и затвердевшему участку N20 и третьему расплавленному и затвердевшему участку N30 (т.е. чтобы уменьшать механическое напряжение, которое должно прикладываться), предпочтительно, если позиция второго расплавленного и затвердевшего участка N20 в продольном направлении X и позиция третьего расплавленного и затвердевшего участка N30 в продольном направлении X являются идентичными между собой.
[0117] Здесь, как показано на фиг. 12A, когда расстояние между перпендикулярной линией Y1 и перпендикулярной линией Y2 (кратчайшее расстояние между двумя первыми расплавленными и затвердевшими участками N10 рядом друг с другом в продольном направлении X) составляет Lf1, более предпочтительно, если один второй расплавленный и затвердевший участок N20 и один третий расплавленный и затвердевший участок N30 располагаются в области между позицией P1, отделенной от средней точки P0 между двумя первыми расплавленными и затвердевшими участками N10 рядом друг с другом на одной стороне в продольном направлении X на 0,8 x Lf1/2, и позицией P2, отделенной от средней точки P0 на другой стороне в продольном направлении X на 0,8 x Lf1/2.
[0118] По меньшей мере, часть второго расплавленного и затвердевшего участка N20 и, по меньшей мере, часть третьего расплавленного и затвердевшего участка N30 могут позиционироваться в области D3 между двумя первыми расплавленными и затвердевшими участками N10 рядом друг с другом в продольном направлении X. Помимо этого, позиции второго расплавленного и затвердевшего участка N20 и третьего расплавленного и затвердевшего участка N30 в продольном направлении X могут совпадать с позицией первого расплавленного и затвердевшего участка N10 в продольном направлении X.
[0119] Фиг. 12B является укрупненным видом области C20, показанной на фиг. 10C. Как показано на фиг. 12B вследствие причины, аналогичной причине, описанной на фиг. 12A, предпочтительно, если один пятый расплавленный и затвердевший участок N50 и один шестой расплавленный и затвердевший участок N60 располагаются в области D4 второго участка 130 стенки и центральном соединительном участке 230 замыкающей пластины 200 между двумя четвертыми расплавленными и затвердевшими участками N40 рядом друг с другом в продольном направлении X переднего бокового элемента 3. Здесь, аналогично фиг. 12A, область D4 обозначает область, размещенную между перпендикулярной линией Y1' и перпендикулярной линией Y2'. Перпендикулярная линия Y1' представляет собой линию, которая проходит через концевой участок близко к другому четвертому расплавленному и затвердевшему участку N40, в обоих концевых участках одного из двух четвертых расплавленных и затвердевших участков N40 рядом друг с другом в продольном направлении X и является ортогональной к продольному направлению X второго фланца 150 и замыкающей пластины 200. Помимо этого, перпендикулярная линия Y2' представляет собой линию, которая проходит через концевой участок близко к одному четвертому расплавленному и затвердевшему участку N40, в обоих концевых участках другого четвертого расплавленного и затвердевшего участка N40 в продольном направлении X и является ортогональной к продольному направлению X второго фланца 150 и замыкающей пластины 200.
Предпочтительно, если позиция пятого расплавленного и затвердевшего участка N50 в продольном направлении X и позиция шестого расплавленного и затвердевшего участка N60 в продольном направлении X являются идентичными между собой.
[0120] Здесь, как показано на фиг. 12B, когда расстояние между перпендикулярной линией Y1' и перпендикулярной линией Y2' (кратчайшее расстояние между двумя четвертыми расплавленными и затвердевшими участками N40 рядом друг с другом в продольном направлении X переднего бокового элемента 3) составляет Lf2, более предпочтительно, если один пятый расплавленный и затвердевший участок N50 и один шестой расплавленный и затвердевший участок N60 располагаются в области между позицией P1', отделенной от средней точки P0' между четвертыми расплавленными и затвердевшими участками N40 рядом друг с другом на одной стороне в продольном направлении X на 0,8 x Lf2/2, и позицией P2', отделенной от средней точки P0' на другой стороне в продольном направлении X на 0,8 x Lf2/2.
[0121] Как описано выше, сдвигающая сила, действующая на граничные поверхности BS10 и BS40, может эффективнее уменьшаться посредством оптимизации позиционной взаимосвязи между первым расплавленным и затвердевшим участком N10, вторым расплавленным и затвердевшим участком N20 и третьим расплавленным и затвердевшим участком N30 и позиционной взаимосвязи между четвертым расплавленным и затвердевшим участком N40, пятым расплавленным и затвердевшим участком N50 и шестым расплавленным и затвердевшим участком N60. Как результат, можно дополнительно ограничивать формирование точечного разрушения.
[0122] По меньшей мере, часть пятого расплавленного и затвердевшего участка N50 и, по меньшей мере, часть шестого расплавленного и затвердевшего участка N60 могут позиционироваться в области D4 между двумя четвертыми расплавленными и затвердевшими участками N40 рядом друг с другом в продольном направлении X. Помимо этого, позиции пятого расплавленного и затвердевшего участка N50 и шестого расплавленного и затвердевшего участка N60 в продольном направлении X могут совпадать с позицией четвертого расплавленного и затвердевшего участка N40 в продольном направлении X.
[0123] Помимо этого, в настоящем варианте осуществления, хотя примерно иллюстрируется случай, в котором составляющие элементы, составляющие передний боковой элемент 3, соединяются друг с другом посредством точечной сварки, составляющие элементы должны только точечно соединяться между собой. Принцип точечного соединения является идентичным принципу, описанному в первом варианте осуществления.
[0124] Четвертый вариант осуществления
Далее описывается четвертый вариант осуществления настоящего изобретения. Также в настоящем варианте осуществления, передний боковой элемент примерно иллюстрируется в качестве автомобильного элемента согласно настоящему изобретению. Фиг. 13A в 13C и 14 являются видами, показывающими передний боковой элемент 4 согласно настоящему варианту осуществления. Фиг. 13A является видом сверху переднего бокового элемента 4, фиг. 13B является видом в поперечном сечении вдоль линии E-E на фиг. 13A, и фиг. 13C является видом снизу переднего бокового элемента 4. Помимо этого, фиг. 14 является видом сбоку переднего бокового элемента 4 при просмотре со стороны замыкающей пластины 200.
[0125] Передний боковой элемент 4 согласно настоящему варианту осуществления отличается от переднего бокового элемента 3 согласно третьему варианту осуществления тем, что первая соединительная пластина 300 и вторая соединительная пластина 400 непрерывно свариваются с внутренней панелью 100 бокового элемента и замыкающей пластиной 200.
[0126] Как показано на фиг. 13A и 13B, первая соединительная пластина 300 переднего бокового элемента 4 непрерывно сваривается с поверхностью внутренней стенки первого участка 120 стенки внутренней панели 100 бокового элемента и поверхностью внутренней стенки центрального соединительного участка 230 замыкающей пластины 200 посредством лазерной сварки.
[0127] Как показано на фиг. 13B и 13C, вторая соединительная пластина 400 переднего бокового элемента 4 непрерывно сваривается с поверхностью внутренней стенки второго участка 130 стенки внутренней панели 100 бокового элемента и поверхностью внутренней стенки центрального соединительного участка 230 замыкающей пластины 200 посредством лазерной сварки.
[0128] Первая соединительная пластина 300 и первый участок 120 стенки внутренней панели 100 бокового элемента соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS20 между первой соединительной пластиной 300 и поверхностью внутренней стенки первого участка 120 стенки, один второй расплавленный и затвердевший участок M20 непрерывно формируется вдоль продольного направления X переднего бокового элемента 4. Таким образом, один шарикообразный второй расплавленный и затвердевший участок M20 формируется вдоль продольного направления X переднего бокового элемента 4.
[0129] Помимо этого, первая соединительная пластина 300 и центральный соединительный участок 230 замыкающей пластины 200 соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS30 между первой соединительной пластиной 300 и поверхностью внутренней стенки центрального соединительного участка 230, один третий расплавленный и затвердевший участок M30 непрерывно формируется вдоль продольного направления X переднего бокового элемента 4. Таким образом, один шарикообразный третий расплавленный и затвердевший участок M30 формируется вдоль продольного направления X переднего бокового элемента 4.
[0130] Между тем, вторая соединительная пластина 400 и второй участок 130 стенки внутренней панели 100 бокового элемента соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS50 между второй соединительной пластиной 400 и поверхностью внутренней стенки второго участка 130 стенки, один пятый расплавленный и затвердевший участок M50 непрерывно формируется вдоль продольного направления X переднего бокового элемента 4. Таким образом, один шарикообразный пятый расплавленный и затвердевший участок M50 формируется вдоль продольного направления X переднего бокового элемента 4.
[0131] Помимо этого, вторая соединительная пластина 400 и центральный соединительный участок 230 замыкающей пластины 200 соединяются друг с другом посредством непрерывной сварки. Как результат, на граничной поверхности BS60 между второй соединительной пластиной 400 и поверхностью внутренней стенки центрального соединительного участка 230, один шестой расплавленный и затвердевший участок M60 непрерывно формируется вдоль продольного направления X переднего бокового элемента 4. Таким образом, один шарикообразный шестой расплавленный и затвердевший участок M60 формируется вдоль продольного направления X переднего бокового элемента 4.
[0132] Согласно переднему боковому элементу 4, включающему в себя первую соединительную пластину 300 и вторую соединительную пластину 400, как описано выше, аналогично третьему варианту осуществления, можно ограничивать точечные разрушения, сформированные в порядке ближе к концевому участку, в который вводится ударная нагрузка, влекущая за собой деформирование с осевым смятием, когда вводится ударная нагрузка. Как результат, можно повышать величину поглощения энергии удара относительно деформирования с осевым смятием.
Примеры
[0133] В дальнейшем в этом документе, подробнее описывается преимущество аспекта настоящего изобретения со ссылкой на примеры. Тем не менее, условия для примеров представляют собой примеры условий, используемых для того, чтобы проверять выполнимость и преимущество настоящего изобретения, и настоящее изобретение не ограничено примерами условий. Настоящее изобретение может использовать различные условия при условии, что цель настоящего изобретения достигается без отступления от сущности настоящего изобретения.
[0134] Проверка эффективности поглощения ударов бокового порога кузова
Чтобы проверять эффективность поглощения ударов боковых порогов кузова, подготовлены пять видов боковых порогов E1-E5 кузова, показанных на фиг. 15(a)-15(e). На фиг. 15, для удобства описания, ссылка с номером, используемая в описаниях первого и второго вариантов осуществления, применяется к каждому из составляющих элементов боковых порогов E1-E5 кузова.
[0135] Боковой порог E1 кузова, показанный на фиг. 15(a), представляет собой боковой порог кузова, подготовленный для сравнительного примера 1. Боковой порог E1 кузова представляет собой боковой порог кузова, реализованный посредством удаления первой соединительной пластины 30 и второй соединительной пластины 40 из бокового порога 1 кузова первого варианта осуществления, и боковой порог кузова имеет конструкцию, удовлетворяющую условию "WS/WL=1,0" (симметричную шляповидную конструкцию).
[0136] Боковой порог E2 кузова, показанный на фиг. 15(b), представляет собой боковой порог кузова, подготовленный для сравнительного примера 2. Боковой порог E2 кузова представляет собой боковой порог кузова, реализованный посредством удаления первой соединительной пластины 30 и второй соединительной пластины 40 из бокового порога 1 кузова первого варианта осуществления, и боковой порог кузова имеет асимметричную шляповидную конструкцию, удовлетворяющую условию "WS/WL<0,8".
[0137] Боковой порог E3 кузова, показанный на фиг. 15(c), представляет собой боковой порог кузова, подготовленный для примера 1 изобретения. Боковой порог E3 кузова имеет конструкцию, идентичную конструкции бокового порога 1 кузова первого варианта осуществления, т.е. боковой порог E3 кузова имеет первую соединительную пластину 30 и вторую соединительную пластину 40, которые точечно свариваются с внешней панелью 10 бокового порога кузова и внутренней панелью 20 бокового порога кузова, и боковой порог кузова имеет асимметричную шляповидную конструкцию, удовлетворяющую условию "WS/WL<0,8".
Тем не менее, в боковом пороге E3 кузова, позиции второго расплавленного и затвердевшего участка N2 и третьего расплавленного и затвердевшего участка N3 в продольном направлении X совпадают с позицией первого расплавленного и затвердевшего участка N1 в продольном направлении X. Помимо этого, позиции пятого расплавленного и затвердевшего участка N5 и шестого расплавленного и затвердевшего участка N6 в продольном направлении X совпадают с позицией четвертого расплавленного и затвердевшего участка N4 в продольном направлении X. Для удобства, такое состояние размещения расплавленного и затвердевшего участка называется "неоптимизированным".
[0138] Боковой порог E4 кузова, показанный на фиг. 15(d), представляет собой боковой порог кузова, подготовленный для примера 2 изобретения. Боковой порог E4 кузова имеет конструкцию, идентичную конструкции бокового порога 1 кузова первого варианта осуществления, т.е. боковой порог E4 кузова имеет первую соединительную пластину 30 и вторую соединительную пластину 40, которые точечно свариваются с внешней панелью 10 бокового порога кузова и внутренней панелью 20 бокового порога кузова, и боковой порог кузова имеет асимметричную шляповидную конструкцию, удовлетворяющую условию "WS/WL<0,8".
Тем не менее, в боковом пороге E4 кузова, позиции второго расплавленного и затвердевшего участка N2 и третьего расплавленного и затвердевшего участка N3 в продольном направлении X совпадают с позицией средней точки P0 в продольном направлении X. Помимо этого, позиции пятого расплавленного и затвердевшего участка N5 и шестого расплавленного и затвердевшего участка N6 в продольном направлении X совпадают с позицией средней точки P0' в продольном направлении X. Таким образом, в боковом пороге E4 кузова, второй расплавленный и затвердевший участок N2 и третий расплавленный и затвердевший участок N3 располагаются в области D1, показанной на фиг. 2A, и пятый расплавленный и затвердевший участок N5 и шестой расплавленный и затвердевший участок N6 располагаются в области D2, показанной на фиг. 2B. Для удобства, такое состояние называется "оптимизированным".
[0139] Боковой порог E5 кузова, показанный на фиг. 15(e), представляет собой боковой порог кузова, подготовленный для примера 3 изобретения. Боковой порог E5 кузова имеет конструкцию, идентичную конструкции бокового порога 2 кузова второго варианта осуществления, т.е. боковой порог E5 кузова имеет первую соединительную пластину 30 и вторую соединительную пластину 40, которые непрерывно свариваются с внешней панелью 10 бокового порога кузова и внутренней панелью 20 бокового порога кузова, и боковой порог кузова имеет асимметричную шляповидную конструкцию, удовлетворяющую условию "WS/WL<0,8".
[0140] В боковом пороге E1 кузова, имеющем симметричную шляповидную конструкцию, когда ширина перемычки 11 внешней панели 10 бокового порога кузова (перемычки 21 внутренней панели 20 бокового порога кузова) равна 100, ширина WL первого участка 12 стенки (второго участка 13 стенки) внешней панели 10 бокового порога кузова задается равной 50, и ширина WS первого участка 22 стенки (второго участка 23 стенки) внутренней панели 20 бокового порога кузова задается равной 50 (т.е. WS/WL=1,0).
[0141] В боковых порогах E2-E5 кузова, имеющих асимметричную шляповидную конструкцию, когда ширина перемычки 11 внешней панели 10 бокового порога кузова (перемычки 21 внутренней панели 20 бокового порога кузова) равна 100, ширина WL первого участка 12 стенки (второго участка 13 стенки) внешней панели 10 бокового порога кузова задается равной 75, ширина WS первого участка 22 стенки (второго участка 23 стенки) внутренней панели 20 бокового порога кузова задается равной 25 (т.е. WS/WL=0,33).
[0142] В боковых порогах E1-E5 кузова, в качестве внешней панели 10 бокового порога кузова и внутренней панели 20 бокового порога кузова, используются стальные листы, формуемые прессованием в шляповидную форму, имеющую толщину листа в 1,4 мм, прочность на растяжение в 980 МПа и общую длину в 350 мм. В боковых порогах E3-E5 кузова, в качестве первой соединительной пластины 30 и второй соединительной пластины 40, используются плоские стальные листы, имеющие толщину листа в 1,4 мм, прочность на растяжение в 980 МПа и общую длину в 350 мм.
[0143] Когда боковые пороги E1-E5 кузова изготовлены, точечная сварка выполнена таким образом, что первый расплавленный и затвердевший участок N1 и четвертый расплавленный и затвердевший участок N4 формируются с интервалом в 40 мм вдоль продольного направления X (таким образом, что Lf1 и Lf2, показанные на фиг. 2A и 2B, становятся равными 40 мм) на граничной фланцевой поверхности. Помимо этого, условие для точечной сварки задается таким образом, что диаметры ядра сварной точки расплавленных и затвердевших участков (N1-N6), сформированных посредством точечной сварки, становятся равными 4√t (t: толщина листа). Помимо этого, условие для лазерной сварки задается таким образом, что длины расплавленных и затвердевших участков (M2, M3, M4 и M5), непрерывно сформированных посредством лазерной сварки, становятся равными 350 мм.
[0144] (1) Анализ величины поглощения энергии удара относительно деформирования с трехточечным изгибом
Испытание на основе численного анализа для величины поглощения энергии удара относительно деформирования с трехточечным изгибом выполняется посредством использования бокового порога E1 кузова сравнительного примера 1, имеющего симметричную шляповидную конструкцию, бокового порога E2 кузова сравнительного примера 2, имеющего асимметричную шляповидную конструкцию, и бокового порога E3 кузова примера 1 изобретения, имеющего асимметричную шляповидную конструкцию, из числа боковых порогов E1-E5 кузова. Только в этом испытании, боковые пороги E1, E2 и E3 кузова имеют общую длину в 1000 мм. Помимо этого, WS/WL задается равным 0,9 для E2, и WS/WL задается равным трем уровням, к примеру, 0,33, 0,5 и 0,75, для E3.
[0145] Как показано на фиг. 16, центральная стойка 500, сформированная из стального листа, имеющего толщину листа в 1,4 мм и прочность на растяжение в 590 МПа, соединяется с перемычкой 11 внешней панели 10 бокового порога кузова для бокового порога E1 кузова. Ограничивающее условие для обоих концов бокового порога E1 кузова подвергнуто полному ограничению для всей периферии. В качестве ограничивающего условия для верхнего конца транспортного средства центральной стойки 500, разрешается вращательное смещение, и разрешается смещение только к верхней стороне транспортного средства от начальной позиции.
[0146] Как показано на фиг. 16 и 17, в состоянии, в котором боковой порог E1 кузова горизонтально размещен, жесткое тело 600 (ударяющее тело) принудительно сталкивается с центральной стойкой 500 при таком условии, что скорость составляет 20 км/ч, и ход составляет 170 мм таким образом, что деформирование с трехточечным изгибом возникает в боковом пороге E1 кузова, и анализируется величина EA поглощения энергии удара (кДж). Испытание, моделирующее аналогичное боковое столкновение, также выполняется относительно боковых порогов E2 и E3 кузова.
[0147] Фиг. 18 показывает результат анализа величин EA поглощения энергии удара относительно деформирования с трехточечным изгибом, в котором анализируется каждый из боковых порогов E1, E2 и E3 кузова. Как показано на фиг. 18, проверяется то, что величины EA поглощения энергии удара боковых порогов E3 кузова (три примера изобретения на фиг. 18), имеющих асимметричную шляповидную конструкцию, выше величины EA поглощения энергии удара бокового порога E1 кузова (сравнительный пример WS/WL=1,0 на фиг. 18), имеющего симметричную шляповидную конструкцию. Помимо этого, проверяется то, что величины EA поглощения энергии удара боковых порогов E3 кузова, имеющих асимметричную шляповидную конструкцию, также выше величины EA поглощения энергии удара бокового порога E2 кузова (сравнительный пример WS/WL=0,9 на фиг. 18), имеющего асимметричную шляповидную конструкцию. Таким образом, проверяется то, что даже в боковом пороге кузова, имеющем асимметричную шляповидную конструкцию, в случае WS/WL≥0,8 (в случае, если вышеописанное выражение (1) не удовлетворилось), величина EA поглощения энергии удара уменьшена.
[0148] Ниже описывается причина посредством использования фиг. 19 и 20. Фиг. 19 является схематичным видом, показывающим боковой порог кузова, имеющий симметричную шляповидную конструкцию. Фиг. 19(a) показывает состояние до того, как нагрузка вводится в боковой порог кузова, и фиг. 19(b) показывает состояние после того, как нагрузка вводится в боковой порог кузова. Помимо этого, фиг. 20 является схематичным видом, показывающим боковой порог кузова, имеющий асимметричную шляповидную конструкцию. Фиг. 20(a) показывает состояние до того, как нагрузка вводится в боковой порог кузова, и фиг. 20(b) показывает состояние после того, как нагрузка вводится в боковой порог кузова.
Как показано на фиг. 19 и 20, ударная нагрузка F вводится во внешнюю панель 10 бокового порога кузова вследствие бокового столкновения, перекрывающийся участок фланцев деформируется во внутреннюю сторону бокового порога кузова в направлении ширины. В это время, фланцы находятся близко к входной позиции нагрузки, деформирование фланцев становится значительным. В боковом пороге кузова, имеющем симметричную шляповидную конструкцию, показанную на фиг. 19, по сравнению с боковым порогом кузова, имеющим асимметричную шляповидную конструкцию, показанную на фиг. 20, фланцы находятся близко к входной позиции нагрузки. Следовательно, в боковом пороге кузова, имеющем симметричную шляповидную конструкцию, показанную на фиг. 19, деформирование фланцев становится значительным, и величина EA поглощения энергии удара становится небольшой. Между тем, в боковом пороге кузова, имеющем асимметричную шляповидную конструкцию, показанную на фиг. 20, поскольку фланцы находятся на большом расстоянии от входной позиции нагрузки, деформирование фланцев становится небольшим, и величина EA поглощения энергии удара становится значительной.
[0149] Как описано выше, согласно боковому порогу E3 кузова примера 1 изобретения, имеющему асимметричную шляповидную конструкцию, величина поглощения энергии удара относительно деформирования с трехточечным изгибом может повышаться. Это преимущество также может достигаться в боковом пороге E4 кузова примера 2 изобретения, имеющем асимметричную шляповидную конструкцию, в боковом пороге E5 кузова примера 3 изобретения и в боковом пороге E2 кузова сравнительного примера 2. Тем не менее, как показано на фиг. 18, в боковых порогах E3-E5 кузова, удовлетворяющих вышеописанному выражению (1), вышеописанное преимущество становится заметным.
[0150] (2) Анализ величины поглощения энергии удара относительно деформирования с осевым смятием
Затем, испытание на основе численного анализа величины поглощения энергии удара относительно деформирования с осевым смятием выполняется посредством использования боковых порогов E1-E5 кузова. В частности, после того, как один концевой участок каждого из боковых порогов E1-E5 кузова в продольном направлении закреплен, плоское листовое жесткое тело 700 в параллельном состоянии или состоянии наклона на 10° принудительно сталкивается с другим концевым участком каждого из боковых порогов E1-E5 кузова в продольном направлении. Скорость столкновения жесткого тела 700 относительно боковых порогов E1-E5 кузова задается равной 20 км/ч.
[0151] В отношении каждого из условий анализа, показанных на фиг. 21(a)-21(h), исследуется присутствие или отсутствие точечного разрушения в случае, если деформирование с осевым смятием возникает вследствие столкновения жесткого тела 700 в диапазоне 150 мм вдоль продольного направления X боковых порогов E1-E5 кузова, и анализируется величина EA поглощения энергии удара (кДж) относительно деформирования с осевым смятием. Таблица 1 показывает результат испытаний на присутствие или отсутствие точечного разрушения. Фиг. 22 является графиком, показывающим результат анализа величины EA поглощения энергии удара (кДж) относительно деформирования с осевым смятием. Условия анализа (a)-(h) на фиг. 21 надлежащим образом соответствуют условиям a-h, показанным на фиг. 22 и в таблице 1.
[0152] Таблица 1
[0153] Как показано в таблице 1, при условии анализа по фиг. 21(a), жесткое тело 700 принудительно сталкивается с боковым порогом E1 кузова сравнительного примера 1, имеющим симметричную шляповидную конструкцию в параллельном состоянии (при таком условии, что ударная нагрузка вводится во внешнюю панель 10 бокового порога кузова и внутреннюю панель 20 бокового порога кузова одновременно), но точечное разрушение не формируется. Помимо этого, при условии анализа по фиг. 21(b), жесткое тело 700 принудительно сталкивается с боковым порогом E1 кузова сравнительного примера 1, имеющим симметричную шляповидную конструкцию в состоянии наклона на 10° (при таком условии, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова), но точечное разрушение не формируется.
[0154] Таким образом, в случае бокового порога E1 кузова сравнительного примера 1, имеющего симметричную шляповидную конструкцию, проверяется то, что даже если первая соединительная пластина 30 и вторая соединительная пластина 40 отсутствуют, точечное разрушение не формируется, и уменьшение величины поглощения энергии столкновения относительно деформирования с осевым смятием может быть ограничено. Тем не менее, как описано выше, в случае бокового порога E1 кузова сравнительного примера 1, имеющего симметричную шляповидную конструкцию, поскольку величина поглощения энергии удара относительно деформирования с трехточечным изгибом уменьшена, невозможно удовлетворять условию, требуемому для бокового порога кузова, т.е. повышению величины поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с осевым смятием и деформирование с трехточечным изгибом.
[0155] При условии анализа по фиг. 21(c), жесткое тело 700 принудительно сталкивается с боковым порогом E2 кузова сравнительного примера 2, имеющим асимметричную шляповидную конструкцию в параллельном состоянии (при таком условии, что ударная нагрузка вводится во внешнюю панель 10 бокового порога кузова и внутреннюю панель 20 бокового порога кузова одновременно), но точечное разрушение не формируется. При условии анализа по фиг. 21(d), жесткое тело 700 принудительно сталкивается с боковым порогом E2 кузова сравнительного примера 2, имеющим асимметричную шляповидную конструкцию в состоянии наклона на 10° (при таком условии, что ударная нагрузка вводится сначала во внутреннюю панель 20 бокового порога кузова), но точечное разрушение не формируется. При условии анализа по фиг. 21(e), жесткое тело 700 принудительно сталкивается с боковым порогом E2 кузова сравнительного примера 2, имеющим асимметричную шляповидную конструкцию в состоянии наклона на 10° (при таком условии, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова), и формируется множество точечных разрушений.
[0156] Таким образом, в случае бокового порога E2 кузова сравнительного примера 2, имеющего асимметричную шляповидную конструкцию, при таком условии, что ударная нагрузка вводится во внешнюю панель 10 бокового порога кузова и внутреннюю панель 20 бокового порога кузова одновременно (при первом входном условии удара), или при таком условии, что ударная нагрузка вводится сначала во внутреннюю панель 20 бокового порога кузова (при втором входном условии удара), проверяется то, что даже если первая соединительная пластина 30 и вторая соединительная пластина 40 отсутствуют, точечное разрушение не формируется, и уменьшение величины поглощения энергии столкновения относительно деформирования с осевым смятием может быть ограничено. Тем не менее, в случае бокового порога E2 кузова сравнительного примера 2, имеющего асимметричную шляповидную конструкцию, при таком условии, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова (при третьем входном условии удара), множество точечных разрушений формируются. Как результат, проверяется то, что величина поглощения энергии столкновения относительно деформирования с осевым смятием значительно уменьшена.
[0157] В качестве причины такого результата анализа, предполагается, что при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова, имеющую большую ширину, по сравнению с первым и вторым входными условиями удара, значительная сдвигающая сила действует на граничные фланцевые поверхности (граничную поверхность BS1 между первыми фланцами 14 и 24 и граничную поверхность BS4 между вторыми фланцами 15 и 25) таким образом, что точечные разрушения формируются в порядке ближе ко входному концу ударной нагрузки (разрушения первого расплавленного и затвердевшего участка N1 и четвертого расплавленного и затвердевшего участка N4).
[0158] Таким образом, при первом входном условии удара и втором входном условии удара, боковой порог E2 кузова сравнительного примера 2, имеющий асимметричную шляповидную конструкцию, удовлетворяет условию, требуемому для бокового порога кузова, т.е. повышению величины поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с осевым смятием и деформирование с трехточечным изгибом. Тем не менее, при третьем входном условии удара, требование повышения величины поглощения энергии удара относительно деформирования с осевым смятием не может удовлетворяться.
[0159] При условии анализа по фиг. 21(f), когда жесткое тело 700 принудительно сталкивается с боковым порогом E3 кузова примера 1 изобретения, имеющим асимметричную шляповидную конструкцию в состоянии наклона на 10° (при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова), хотя число сформированных точечных разрушений не равно нулю, по сравнению со случаем, в котором ударная нагрузка вводится в боковой порог E2 кузова сравнительного примера 2 при третьем входном условии удара, число сформированных точечных разрушений может значительно уменьшаться, и величина поглощения энергии удара относительно деформирования с осевым смятием также может повышаться.
[0160] Таким образом, в случае бокового порога E3 кузова примера 1 изобретения, имеющего асимметричную шляповидную конструкцию и имеющего первую соединительную пластину 30 и вторую соединительную пластину 40, проверяется то, что даже при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова, формирование точечного разрушения может быть ограничено таким образом, что уменьшение величины поглощения энергии удара относительно деформирования с осевым смятием может быть ограничено в результате этого.
[0161] В качестве причины такого результата анализа, предполагается, что в боковом пороге E3 кузова примера 1 изобретения, поскольку первая соединительная пластина 30 соединяется с первыми участками 12 и 22 стенки таким образом, что граничная линия между первым фланцем 14 и первым фланцем 24 покрыта, и вторая соединительная пластина 40 соединяется со вторыми участками 13 и 23 стенки таким образом, что граничная линия между вторым фланцем 15 и вторым фланцем 25 покрыта, даже если ударная нагрузка, влекущая за собой деформирование с осевым смятием, вводится сначала во внешнюю панель 10 бокового порога кузова, сдвигающая сила, действующая на граничные фланцевые поверхности (BS1 и BS4), может уменьшаться.
[0162] При условии анализа по фиг. 21 (g), жесткое тело 700 принудительно сталкивается с боковым порогом E4 кузова примера 2 изобретения, имеющим асимметричную шляповидную конструкцию при третьем входном условии удара, но точечное разрушение не формируется. При условии анализа по фиг. 21 (h), жесткое тело 700 принудительно сталкивается с боковым порогом E5 кузова примера 3 изобретения, имеющим асимметричную шляповидную конструкцию при третьем входном условии удара, но точечное разрушение не формируется.
[0163] Таким образом, в случаях бокового порога E4 кузова примера 2 изобретения и бокового порога E5 кузова примера 3 изобретения, проверяется то, что даже при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внешнюю панель 10 бокового порога кузова, точечное разрушение не формируется и по сравнению с боковым порогом E3 кузова примера 1 изобретения, величина поглощения энергии удара относительно деформирования с осевым смятием может повышаться.
[0164] Как описано выше, согласно боковым порогам E3-E5 кузова примеров 1-3 изобретения, независимо от входного условия ударной нагрузки, формирование точечного разрушения может быть ограничено, и можно ограничивать уменьшение величины поглощения энергии удара относительно деформирования с осевым смятием. Следовательно, согласно боковым порогам E3-E5 кузова примеров 1-3 изобретения, можно удовлетворять условию, требуемому для бокового порога кузова, т.е. повышению величины поглощения энергии удара относительно двух различных режимов деформирования, таких как деформирование с осевым смятием и деформирование с трехточечным изгибом.
[0165] (3) Исследование позиции ядра сварной точки (позиции SP) и присутствия или отсутствия точечного разрушения
Далее подробнее исследуется взаимосвязь между позициями расплавленных и затвердевших участков N2, N3, N5 и N6 в продольном направлении X бокового порога 1 кузова (позициями SP соединительных пластин), и точечным разрушением. В качестве примера, восемь видов боковых порогов E4 кузова, в которых позиции расплавленных и затвердевших участков варьируются, изготовлены, и исследуется присутствие или отсутствие точечного разрушения в случае, если деформирование с осевым смятием возникает при условии анализа по фиг. 21 (g),.
В частности, восемь видов боковых порогов E4 кузова изготовлены таким образом, что в продольном направлении бокового порога E4 кузова, расстояние (мм) от перпендикулярной линии, проходящей через среднюю точку P0 между двумя расплавленными и затвердевшими участками N1 (следует обратиться к фиг. 2A), до центральной позиции между расплавленными и затвердевшими участками N2 и N3 и расстояние (мм) от перпендикулярной линии, проходящей через среднюю точку P0' между двумя расплавленными и затвердевшими участками N4 (следует обратиться к фиг. 2B), до центральной позиции между расплавленными и затвердевшими участками N5 и N6, соответственно, становятся значениями, показанными в нижеприведенной таблице 2. В боковых порогах E4 кузова, расплавленные и затвердевшие участки N2 и N3 располагаются в области D1, показанной на фиг. 2A, и расплавленные и затвердевшие участки N5 и N6 располагаются в области D2, показанной на фиг. 2B. В каждом из боковых порогов E4 кузова, исследуется присутствие или отсутствие точечного разрушения в случае, если деформирование с осевым смятием возникает при условии анализа по фиг. 21 (g).
[0166] Как показано в таблице 2, в боковых порогах E4 кузова, точечное разрушение не формируется. С другой стороны, как показано в таблице 1, в случае если позиция SP не оптимизирована, число сформированных точечных разрушений не равно нулю (см. условие f в таблице 1). Следовательно, может проверяться то, что точечное разрушение может быть дополнительно ограничено посредством расположения расплавленных и затвердевших участков N2, N3, N5 и N6 в областях D1 и D2.
[0167] Таблица 2
[0168] Проверка эффективности поглощения ударов переднего бокового элемента
Чтобы проверять эффективность поглощения ударов передних боковых элементов, четыре вида передних боковых элементов F1-F4, показанных на фиг. 23(a)-23(d), подготовлены. На фиг. 23, для удобства описания, ссылка с номером, используемая в описаниях третьего и четвертого вариантов осуществления, применяется к каждому из составляющих элементов передних боковых элементов F1-F4.
[0169] Передний боковой элемент F1, показанный на фиг. 23(a), представляет собой передний боковой элемент, подготовленный для сравнительного примера 1. Передний боковой элемент F1 представляет собой передний боковой элемент, реализованный посредством удаления первой соединительной пластины 300 и второй соединительной пластины 400 из переднего бокового элемента 3 третьего варианта осуществления.
[0170] Передний боковой элемент F2, показанный на фиг. 23(b), представляет собой передний боковой элемент, подготовленный для примера 1 изобретения. Передний боковой элемент F2 представляет собой передний боковой элемент, имеющий конструкцию, идентичную конструкции переднего бокового элемента 3 третьего варианта осуществления, т.е. передний боковой элемент, имеющий первую соединительную пластину 300 и вторую соединительную пластину 400, которые точечно свариваются с внутренней панелью 100 бокового элемента и замыкающей пластиной 200.
Тем не менее, в переднем боковом элементе F2, позиции второго расплавленного и затвердевшего участка N20 и третьего расплавленного и затвердевшего участка N30 в продольном направлении X совпадают с позицией первого расплавленного и затвердевшего участка N10 в продольном направлении X. Помимо этого, позиции пятого расплавленного и затвердевшего участка N50 и шестого расплавленного и затвердевшего участка N60 в продольном направлении X совпадают с позицией четвертого расплавленного и затвердевшего участка N40 в продольном направлении X. Для удобства, такое состояние размещения расплавленного и затвердевшего участка называется "неоптимизированным".
[0171] Передний боковой элемент F3, показанный на фиг. 23(c), представляет собой передний боковой элемент, подготовленный для примера 2 изобретения. Передний боковой элемент F3 представляет собой передний боковой элемент, имеющий конструкцию, идентичную конструкции переднего бокового элемента 3 третьего варианта осуществления, т.е. передний боковой элемент, имеющий первую соединительную пластину 300 и вторую соединительную пластину 400, которые точечно свариваются с внутренней панелью 100 бокового элемента и замыкающей пластиной 200.
Тем не менее, в переднем боковом элементе F3, позиции второго расплавленного и затвердевшего участка N20 и третьего расплавленного и затвердевшего участка N30 в продольном направлении X совпадают с позицией средней точки P0 в продольном направлении X (следует обратиться к фиг. 12A). Помимо этого, позиции пятого расплавленного и затвердевшего участка N50 и шестого расплавленного и затвердевшего участка N60 в продольном направлении X совпадают с позицией средней точки P0' в продольном направлении X (следует обратиться к фиг. 12B). Таким образом, в переднем боковом элементе F3 второй расплавленный и затвердевший участок N20 и третий расплавленный и затвердевший участок N30 располагаются в области D3, показанной на фиг. 12A, и пятый расплавленный и затвердевший участок N50 и шестой расплавленный и затвердевший участок N60 располагаются в области D4, показанной на фиг. 12B. Для удобства, такое состояние называется "оптимизированным".
[0172] Передний боковой элемент F4, показанный на фиг. 23(d), представляет собой передний боковой элемент, подготовленный для примера 3 изобретения. Передний боковой элемент F4 представляет собой передний боковой элемент, имеющий конструкцию, идентичную конструкции переднего бокового элемента 4 четвертого варианта осуществления, т.е. передний боковой элемент, имеющий первую соединительную пластину 300 и вторую соединительную пластину 400, которые непрерывно свариваются с внутренней панелью 100 бокового элемента и замыкающей пластиной 200.
[0173] В передних боковых элементах F1-F4, в качестве внутренней панели 100 бокового элемента, используются стальные листы, формуемые прессованием в шляповидную форму, имеющую толщину листа в 1,4 мм, прочность на растяжение в 980 МПа и общую длину в 350 мм. Помимо этого, в передних боковых элементах F1-F4, в качестве замыкающей пластины 200, используются плоские стальные листы, имеющие толщину листа в 1,4 мм, прочность на растяжение в 980 МПа и общую длину в 350 мм. Помимо этого, в передних боковых элементах F2-F4, в качестве первой соединительной пластины 300 и второй соединительной пластины 400, используются стальные листы, формуемые прессованием в Г-образную форму, имеющую толщину листа в 1,4 мм, прочность на растяжение в 980 МПа и общую длину в 350 мм.
[0174] Когда передние боковые элементы F1-F4 изготовлены, точечная сварка выполнена таким образом, что первый расплавленный и затвердевший участок N10 и четвертый расплавленный и затвердевший участок N40 формируются с интервалом в 40 мм вдоль продольного направления X (таким образом, что Lf1 и Lf2, показанные на фиг. 12A и 12B, становятся равными 40 мм) на граничной фланцевой поверхности. Помимо этого, условие для точечной сварки задается для передних боковых элементов F1-F4 таким образом, что диаметры ядра сварной точки расплавленных и затвердевших участков (N10-N60), сформированных посредством точечной сварки, становятся равными 4√t (t: толщина листа). Помимо этого, условие для лазерной сварки задается для переднего бокового элемента F4 таким образом, что длины расплавленных и затвердевших участков (M20, M30, M40 и M50), непрерывно сформированных посредством лазерной сварки, становятся равными 350 мм.
[0175] Затем испытание на основе численного анализа для величины поглощения энергии удара относительно деформирования с осевым смятием выполняется посредством использования передних боковых элементов F1-F4. В частности, после того, как один концевой участок каждого из передних боковых элементов F1-F4 в продольном направлении закреплен, плоское листовое жесткое тело 800 в параллельном состоянии или состоянии наклона на 10° принудительно сталкивается с другим концевым участком каждого из передних боковых элементов F1-F4 в продольном направлении. Скорость столкновения жесткого тела 800 относительно передних боковых элементов F1-F4 задается равной 20 км/ч.
[0176] В отношении каждого из условий анализа, показанных на фиг. 24(a)-24(f), исследуется присутствие или отсутствие точечного разрушения в случае, если деформирование с осевым смятием возникает вследствие столкновения жесткого тела 800 в диапазоне 150 мм вдоль продольного направления X передних боковых элементов F1-F4, и анализируется величина EA поглощения энергии удара (кДж) относительно деформирования с осевым смятием. Таблица 3 показывает результат испытаний на присутствие или отсутствие точечного разрушения. Фиг. 25 является графиком, показывающим результат анализа величины EA поглощения энергии удара (кДж) относительно деформирования с осевым смятием.
[0177] Таблица 3
[0178] Как показано в таблице 3, при условии анализа по фиг. 24(a), жесткое тело 800 принудительно сталкивается с передним боковым элементом F1 сравнительного примера 1 в параллельном состоянии (при таком условии, что ударная нагрузка вводится во внутреннюю панель 100 бокового элемента и замыкающую пластину 200 одновременно), но точечное разрушение не формируется. При условии анализа по фиг. 24(b), жесткое тело 800 принудительно сталкивается с передним боковым элементом F1 сравнительного примера 1 в состоянии наклона на 10° (при таком условии, что ударная нагрузка вводится сначала в замыкающую пластину 200), но точечное разрушение не формируется. При условии анализа по фиг. 24(c), жесткое тело 800 принудительно сталкивается с передним боковым элементом F1 сравнительного примера 1 в состоянии наклона на 10° (при таком условии, что ударная нагрузка вводится сначала во внутреннюю панель 100 бокового элемента), и формируется множество точечных разрушений.
[0179] Таким образом, в случае переднего бокового элемента F1 сравнительного примера 1, проверяется то, что даже если первая соединительная пластина 300 и вторая соединительная пластина 400 отсутствуют, точечное разрушение не формируется, и уменьшение величины поглощения энергии столкновения относительно деформирования с осевым смятием может быть ограничено при таком условии, что ударная нагрузка вводится во внутреннюю панель 100 бокового элемента и замыкающую пластину 200 одновременно (при первом входном условии удара), или ударная нагрузка вводится сначала в замыкающую пластину 200 (при втором входном условии удара). Тем не менее, в случае переднего бокового элемента F1 сравнительного примера 1, при таком условии, что ударная нагрузка вводится сначала во внутреннюю панель 100 бокового элемента (при третьем входном условии удара), формируется множество точечных разрушений. Как результат, проверяется то, что величина поглощения энергии столкновения относительно деформирования с осевым смятием значительно уменьшена.
[0180] В качестве причины такого результата анализа, предполагается, что при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внутреннюю панель 100 бокового элемента, имеющую большую ширину, по сравнению с первым и вторым входными условиями удара, значительная сдвигающая сила действует на граничные фланцевые поверхности (граничную поверхность BS10 между первым фланцем 140 и соединительным участком 210 первого фланца и граничную поверхность BS40 между вторым фланцем 150 и соединительным участком 220 второго фланца) таким образом, что точечные разрушения формируются в порядке от входного конца ударной нагрузки вследствие сдвигающей силы (разрушения первого расплавленного и затвердевшего участка N10 и четвертого расплавленного и затвердевшего участка N40).
[0181] В переднем боковом элементе F1 сравнительного примера 1, который не включает в себя первую соединительную пластину 300 и вторую соединительную пластину 400, при первом входном условии удара и втором входном условии удара, можно повышать величину поглощения энергии удара относительно деформирования с осевым смятием. Тем не менее, при третьем входном условии удара, невозможно повышать величину поглощения энергии удара относительно деформирования с осевым смятием.
[0182] При условии анализа по фиг. 24(d), когда жесткое тело 800 принудительно сталкивается с передним боковым элементом F2 примера 1 изобретения в состоянии наклона на 10° (при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внутреннюю панель 100 бокового элемента), хотя число сформированных точечных разрушений не равно нулю, по сравнению со случаем, в котором ударная нагрузка вводится в передний боковой элемент F1 сравнительного примера 1 при третьем входном условии удара, число сформированных точечных разрушений может значительно уменьшаться, и величина поглощения энергии удара относительно деформирования с осевым смятием также может повышаться.
[0183] Таким образом, в случае переднего бокового элемента F2 примера 1 изобретения, включающего в себя первую соединительную пластину 300 и вторую соединительную пластину 400, проверяется то, что даже при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внутреннюю панель 100 бокового элемента, формирование точечного разрушения может быть ограничено таким образом, что уменьшение величины поглощения энергии удара относительно деформирования с осевым смятием может быть ограничено в результате этого.
[0184] В качестве причины такого результата анализа, предполагается, что в переднем боковом элементе F2 примера 1 изобретения, поскольку первая соединительная пластина 300 соединяется с первым участком 120 стенки и центральным соединительным участком 230 таким образом, что граничная линия между первым фланцем 140 и соединительным участком 210 первого фланца покрыта, и вторая соединительная пластина 400 соединяется со вторым участком 130 стенки и центральным соединительным участком 230 таким образом, что граничная линия между вторым фланцем 150 и соединительным участком 220 второго фланца покрыта, даже если ударная нагрузка, влекущая за собой деформирование с осевым смятием, вводится сначала во внутреннюю панель 100 бокового элемента, сдвигающая сила, действующая на граничные фланцевые поверхности (BS10 и BS40), может уменьшаться.
[0185] При условии анализа по фиг. 24(e), жесткое тело 800 принудительно сталкивается с передним боковым элементом F3 примера 2 изобретения при третьем входном условии удара, но точечное разрушение не формируется. При условии анализа, показанном на фиг. 24(f), жесткое тело 800 принудительно сталкивается с передним боковым элементом F4 примера 3 изобретения при третьем входном условии удара, но точечное разрушение не формируется.
[0186] Таким образом, в переднем боковом элементе F3 примера 2 изобретения и переднего бокового элемента F4 примера 3 изобретения, проверяется то, что даже при таком третьем входном условии удара, что ударная нагрузка вводится сначала во внутреннюю панель 100 бокового элемента, точечное разрушение не формируется и по сравнению с передним боковым элементом F2 примера 1 изобретения, величина поглощения энергии удара относительно деформирования с осевым смятием может повышаться.
[0187] Как описано выше, согласно передним боковым элементам F2-F4 примеров 1-3 изобретения, независимо от входного условия ударной нагрузки, формирование точечного разрушения может быть ограничено, и можно ограничивать уменьшение величины поглощения энергии удара относительно деформирования с осевым смятием.
[0188] Выше описываются первый-четвертый варианты осуществления настоящего изобретения, примеры модификаций и примеры. Тем не менее, настоящее изобретение не ограничено только этим. Варианты осуществления и примеры модификаций могут быть реализованы в различных других формах, и различные опускания, замены и изменения могут вноситься в диапазоне без отступления от сущности изобретения. Варианты осуществления и примеры модификаций включены в изобретение, раскрытое в формуле изобретения и в объеме, эквивалентном ей, и включены в объем и сущность изобретения.
[0189] Например, в первом варианте осуществления, примерно иллюстрируется боковой порог 1 кузова, имеющий конструкцию, в которой первая соединительная пластина 30 точечно сваривается с первым участком 12 стенки внешней панели 10 бокового порога кузова и первым участком 22 стенки внутренней панели 20 бокового порога кузова, и вторая соединительная пластина 40 точечно сваривается со вторым участком 13 стенки внешней панели 10 бокового порога кузова и вторым участком 23 стенки внутренней панели 20 бокового порога кузова.
С другой стороны, может использоваться конструкция, в которой первая соединительная пластина 30 точечно сваривается с первым участком 12 стенки внешней панели 10 бокового порога кузова и первым участком 22 стенки внутренней панели 20 бокового порога кузова, и вторая соединительная пластина 40 непрерывно сваривается со вторым участком 13 стенки внешней панели 10 бокового порога кузова и вторым участком 23 стенки внутренней панели 20 бокового порога кузова. Таким образом, соединяющая конструкция, описанная в первом варианте осуществления (соединяющая конструкция точечной сварки), может использоваться в качестве соединяющей конструкции первой соединительной пластины 30, и соединяющая конструкция, описанная во втором варианте осуществления (соединяющая конструкция непрерывной сварки), может использоваться в качестве соединяющей конструкции второй соединительной пластины 40.
[0190] Помимо этого, например, в третьем варианте осуществления, примерно иллюстрируется передний боковой элемент 3, имеющий конструкцию, в которой первая соединительная пластина 300 точечно сваривается с первым участком 120 стенки внутренней панели 100 бокового элемента и центральным соединительным участком 230 замыкающей пластины 200, и вторая соединительная пластин 400 точечно сваривается со вторым участком 130 стенки внутренней панели 100 бокового элемента и центральным соединительным участком 230 замыкающей пластины 200.
С другой стороны, может использоваться конструкция, в которой первая соединительная пластина 300 точечно сваривается с первым участком 120 стенки внутренней панели 100 бокового элемента и центральным соединительным участком 230 замыкающей пластины 200, и вторая соединительная пластина 400 непрерывно сваривается со вторым участком 130 стенки внутренней панели 100 бокового элемента и центральным соединительным участком 230 замыкающей пластины 200. Таким образом, соединяющая конструкция, описанная в третьем варианте осуществления (соединяющая конструкция точечной сварки), может использоваться в качестве соединяющей конструкции первой соединительной пластины 300, и соединяющая конструкция, описанная в четвертом варианте осуществления (соединяющая конструкция непрерывной сварки), может использоваться в качестве соединяющей конструкции второй соединительной пластины 400.
[0191] Помимо этого, например, первый вариант осуществления описывает случай, в котором первая соединительная пластина 30 имеет прямоугольную форму. Тем не менее, первая соединительная пластина 30 может иметь кольцевую форму, эллиптическую форму или овальную форму.
[0192] Помимо этого, например, первый вариант осуществления описывает случай, в котором предоставляется одна первая соединительная пластина 30. Тем не менее, могут предоставляться множество первых соединительных пластин 30.
[0193] Помимо этого, например, второй вариант осуществления описывает случай, в котором второй расплавленный и затвердевший участок M2 имеет линейную форму. Тем не менее, второй расплавленный и затвердевший участок M2 может иметь согнутую форму или волнистую форму.
[0194] Помимо этого, например, первый вариант осуществления описывает случай, в котором первый фланец 14 и второй фланец 15 внешней панели 10 бокового порога кузова и первый фланец 24 и второй фланец 25 внутренней панели 20 бокового порога кузова представляют собой проходящие наружу фланцы, обращенные к внешней стороне бокового порога 1 кузова в направлении ширины. Тем не менее, например, первые фланцы 14 и 24 могут представлять собой проходящие внутрь фланцы, обращенные к внутренней стороне бокового порога 1 кузова в направлении ширины. В этом случае, первая соединительная пластина 30 может соединяться с поверхностью наружной стенки первого участка 12 стенки внешней панели 10 бокового порога кузова и поверхностью наружной стенки первого участка 22 стенки внутренней панели 20 бокового порога кузова.
Перечень ссылочных позиций
[0195] 1, 2 - боковой порог кузова (автомобильный элемент)
3, 4 - передний боковой элемент (автомобильный элемент)
10 - внешняя панель бокового порога кузова (первый элемент)
20 - внутренняя панель бокового порога кузова (второй элемент)
30 - первая соединительная пластина (первая соединяющая пластина)
40 - вторая соединительная пластина (вторая соединяющая пластина)
11, 21 - перемычка
12, 22 - первый участок стенки
13, 23 - второй участок стенки
14, 24 - первый фланец
15, 25 - второй фланец
100 - внутренняя панель бокового элемента (первый элемент)
200 - замыкающая пластина (второй элемент)
300 - первая соединительная пластина (первая соединяющая пластина)
400 - вторая соединительная пластина (вторая соединяющая пластина)
110 - перемычка
120 - первый участок стенки
130 - второй участок стенки
140 - первый фланец
150 - второй фланец
210 - соединительный участок первого фланца
220 - соединительный участок второго фланца
230 - центральный соединительный участок
N1, N10 - первый расплавленный и затвердевший участок
N2, M2, N20, M20 - второй расплавленный и затвердевший участок
N3, M3, N30, M30 - третий расплавленный и затвердевший участок
N4, N40 - четвертый расплавленный и затвердевший участок
N5, M5, N50, M50 - пятый расплавленный и затвердевший участок
N6, M6, N60, M60 - шестой расплавленный и затвердевший участок
| название | год | авторы | номер документа |
|---|---|---|---|
| БОКОВАЯ КОНСТРУКЦИЯ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2020 |
|
RU2735110C1 |
| ЭЛЕМЕНТ АВТОМОБИЛЯ | 2015 |
|
RU2662865C1 |
| КОНСТРУКЦИЯ БОКОВОЙ СЕКЦИИ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2684983C1 |
| КОНСТРУКЦИЯ НИЖНЕЙ ЧАСТИ КУЗОВА АВТОТРАНСПОРТНОГО СРЕДСТВА С ДАТЧИКОМ БОКОВОГО УДАРА | 2012 |
|
RU2593177C1 |
| НИЖНЯЯ КОНСТРУКЦИЯ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2687402C1 |
| КОНСТРУКЦИЯ БОКОВОГО УЧАСТКА ТРАНСПОРТНОГО СРЕДСТВА | 2019 |
|
RU2700640C1 |
| СПОСОБ СВАРКИ ВНАХЛЕСТКУ УЧАСТКА, СПОСОБ ИЗГОТОВЛЕНИЯ СВАРЕННОГО ВНАХЛЕСТКУ ЭЛЕМЕНТА, СВАРЕННЫЙ ВНАХЛЕСТКУ ЭЛЕМЕНТ И АВТОМОБИЛЬНАЯ ДЕТАЛЬ | 2013 |
|
RU2606667C2 |
| КОНСТРУКЦИЯ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2613641C1 |
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ | 2015 |
|
RU2660095C1 |
| КОНСТРУКЦИЯ НИЖНЕЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2018 |
|
RU2701639C1 |
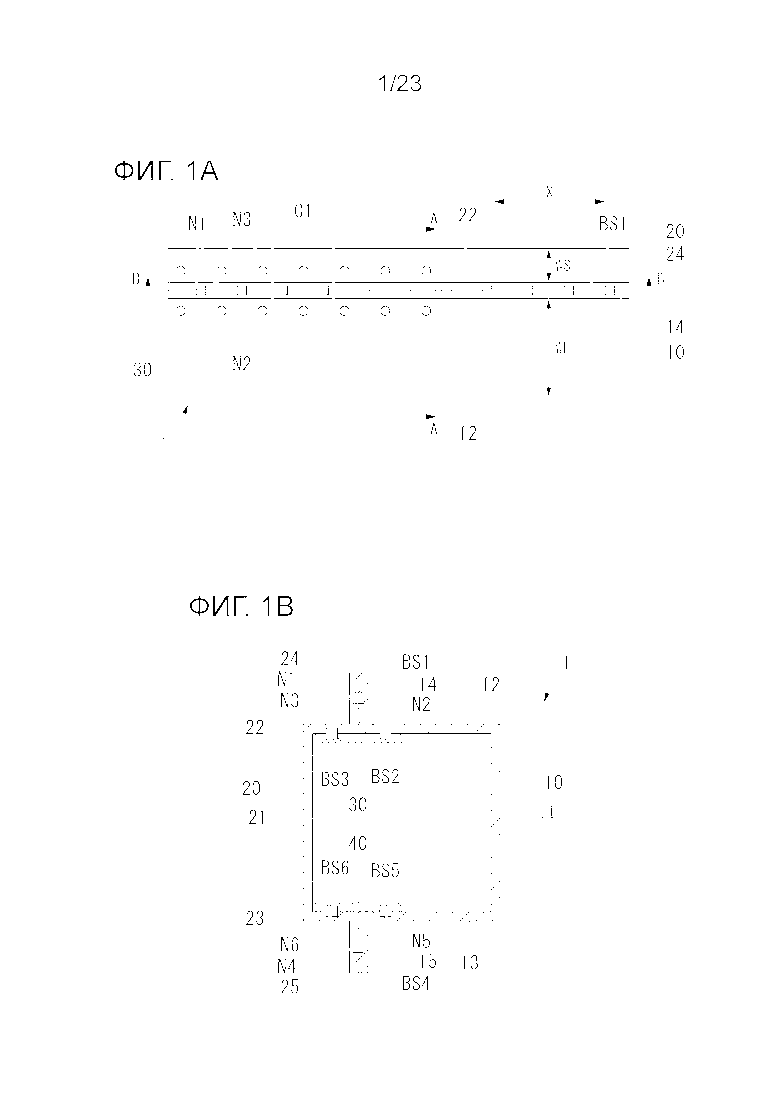



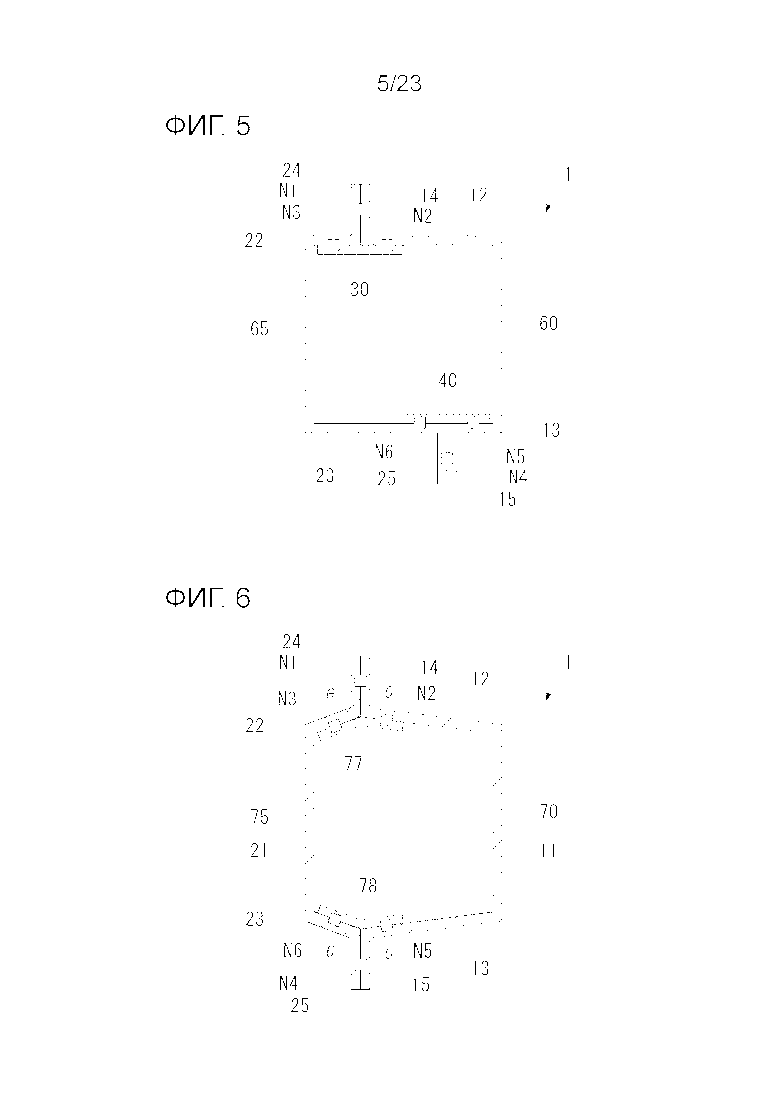

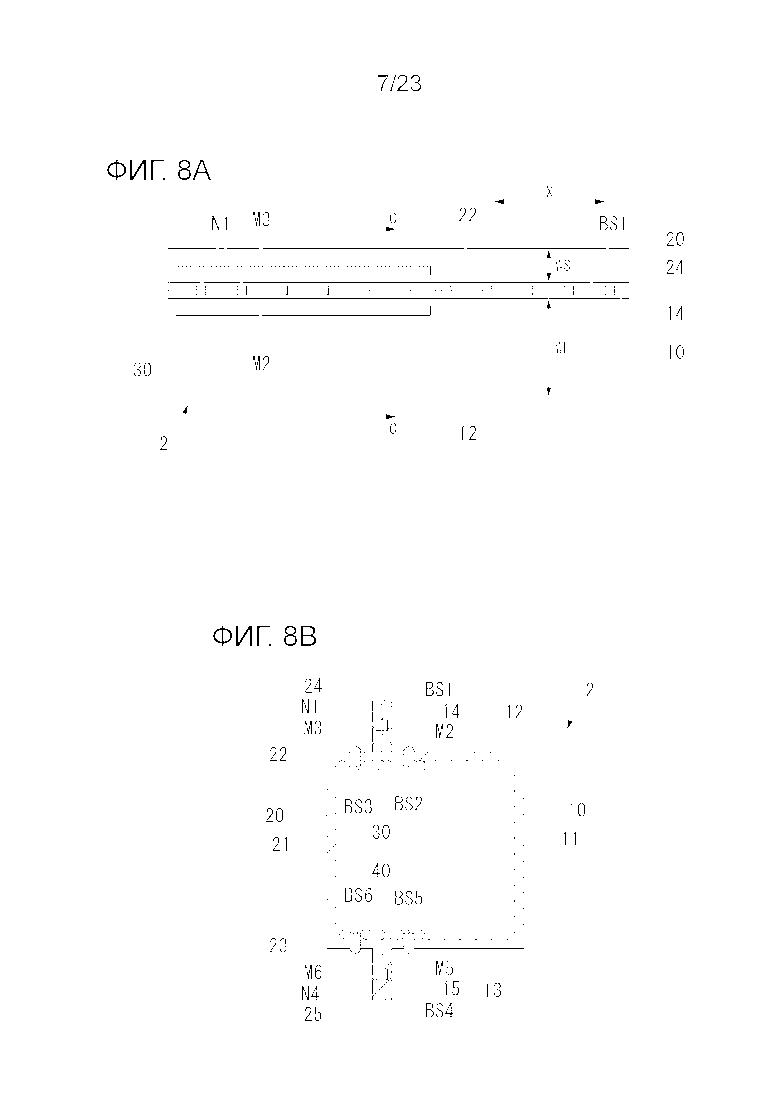

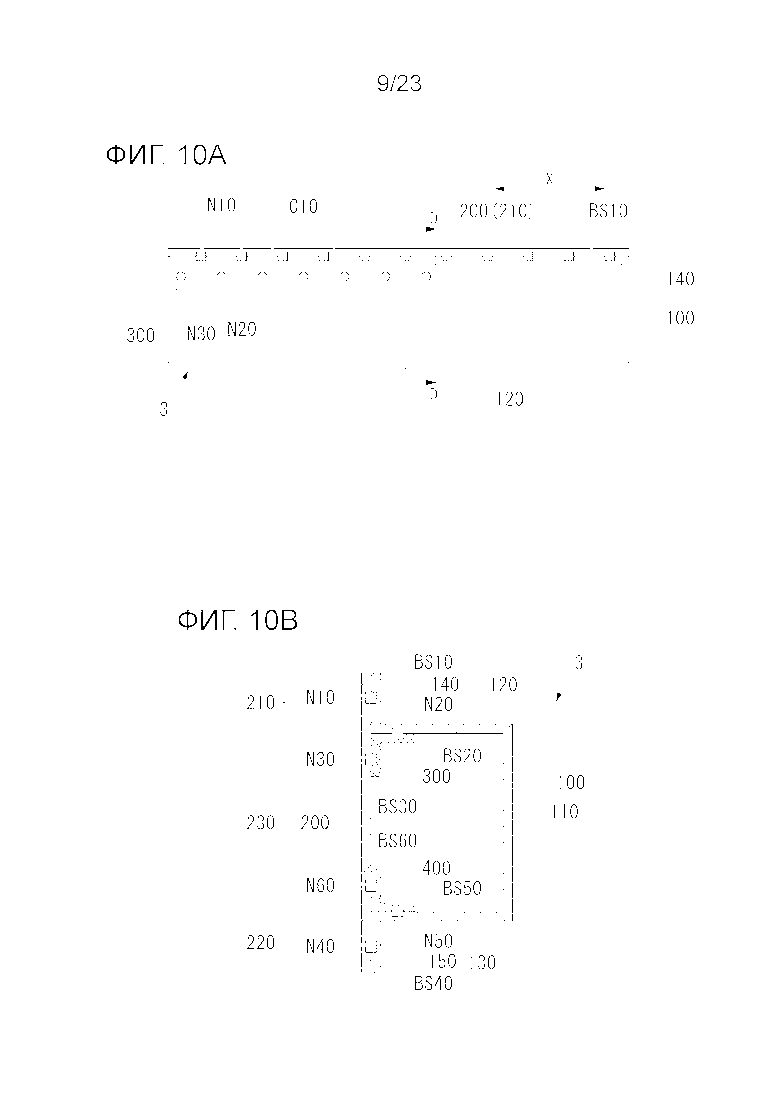
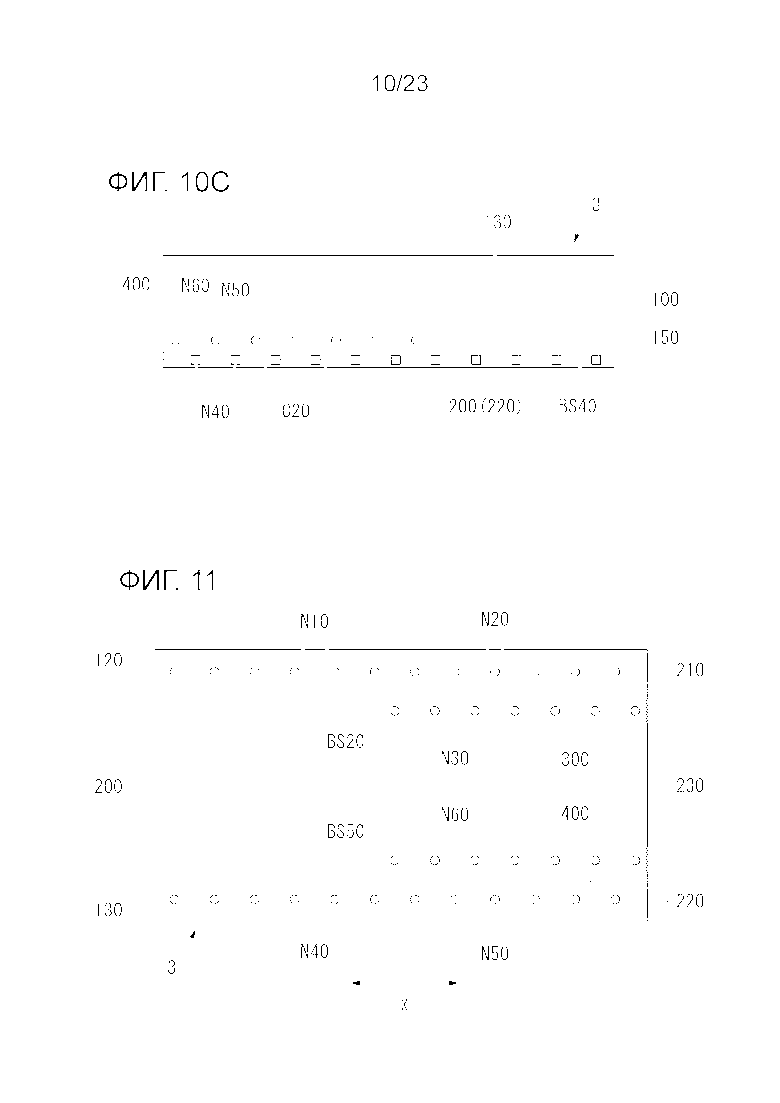

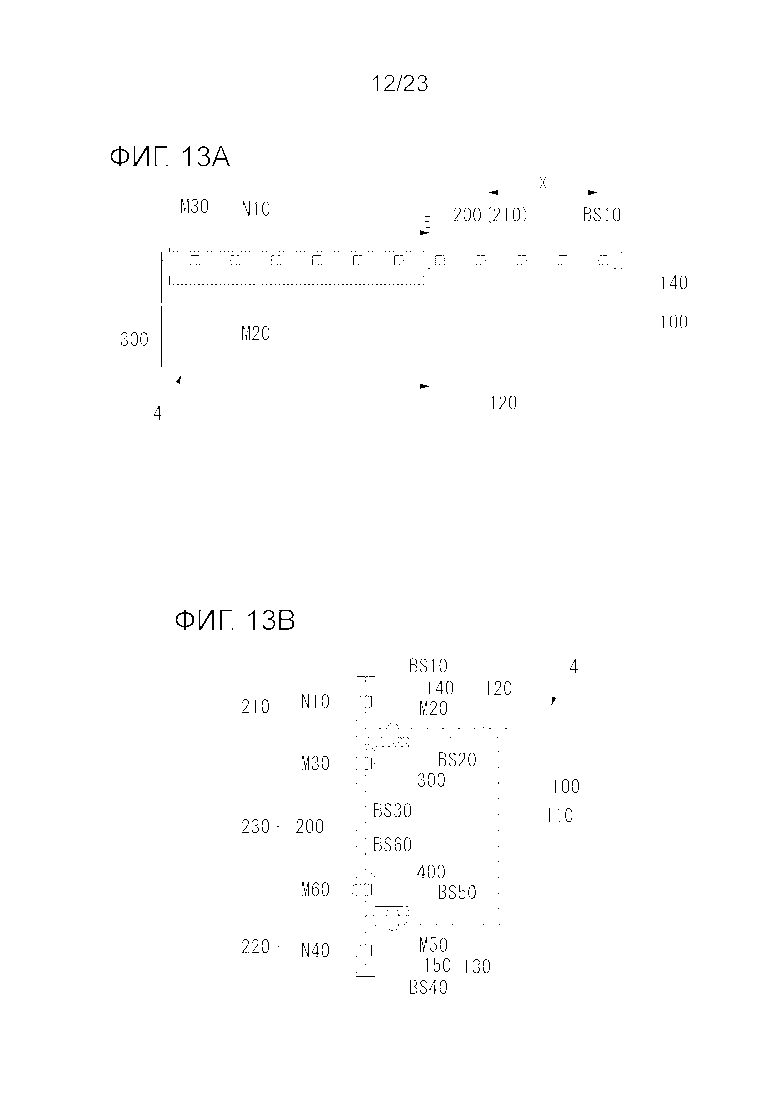

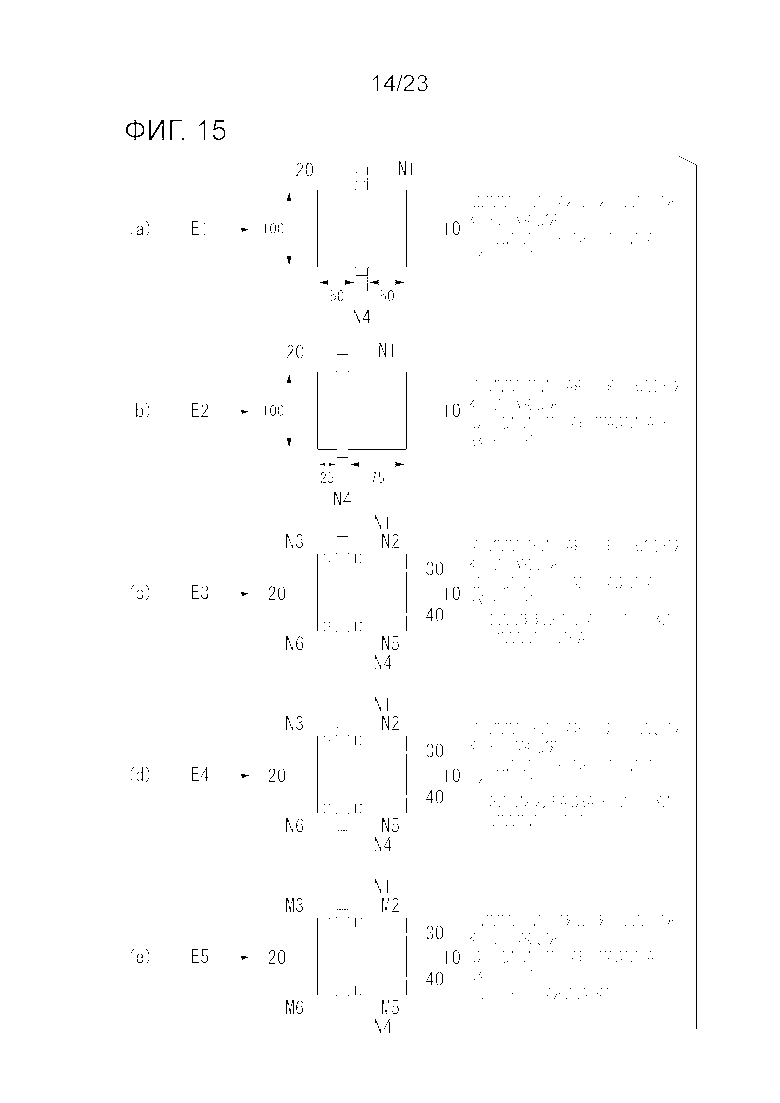



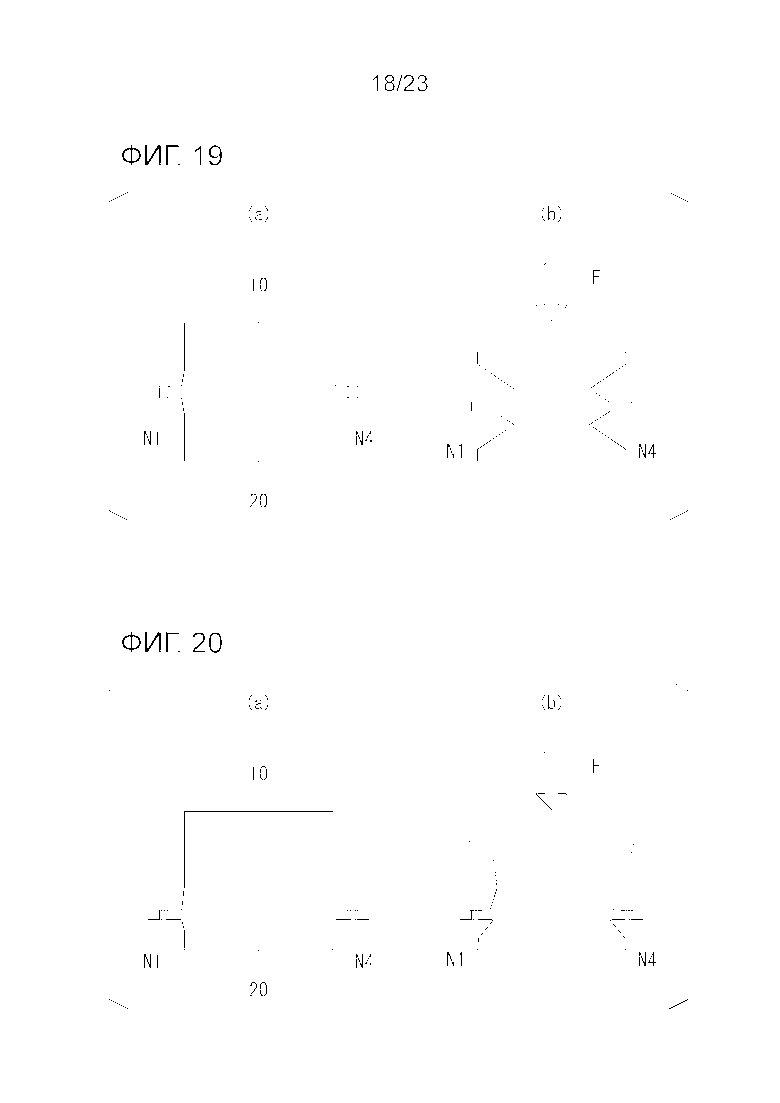
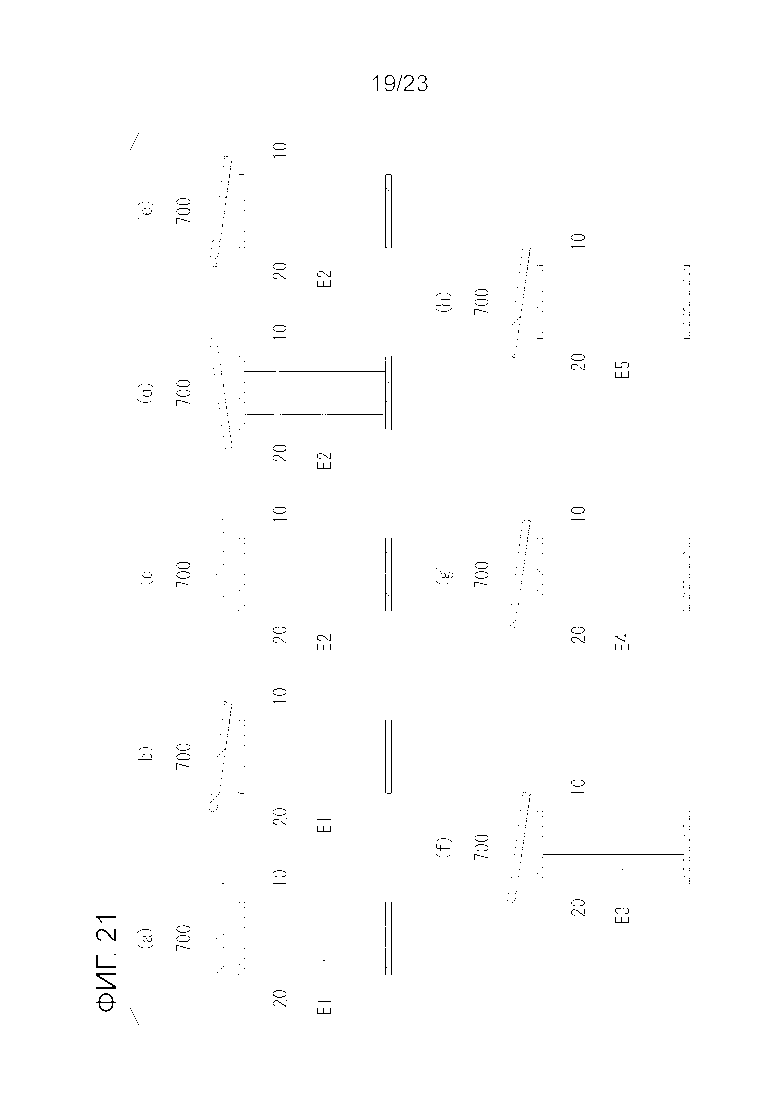

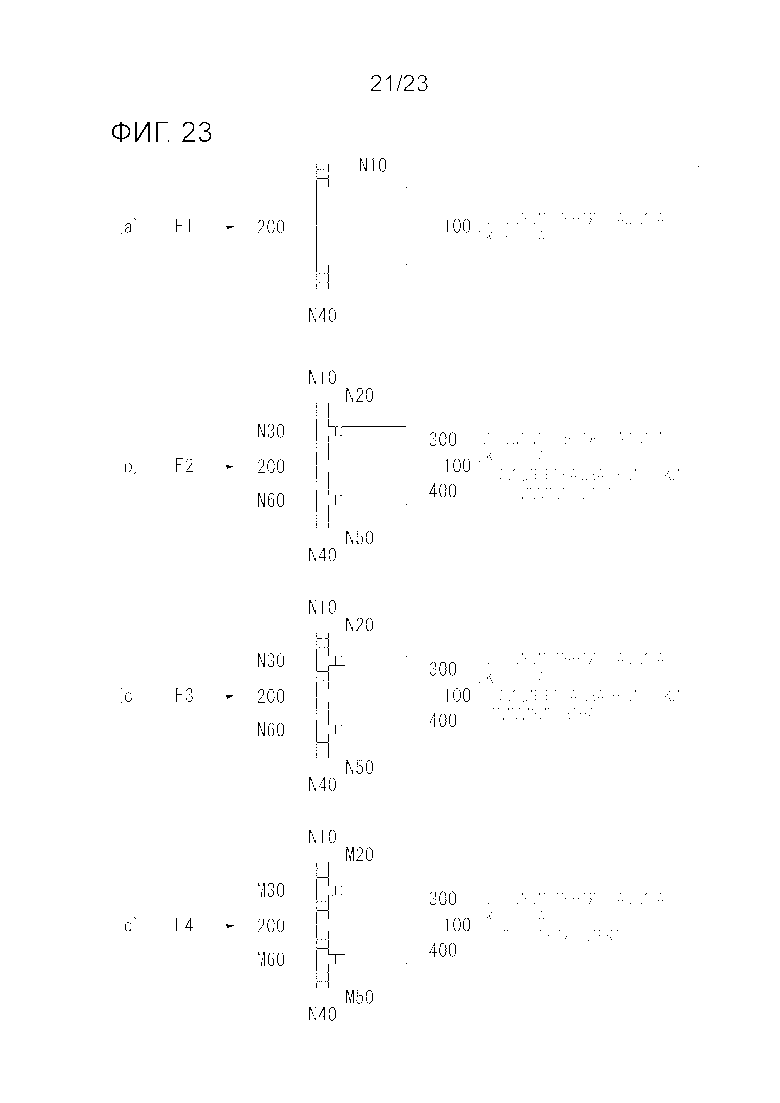

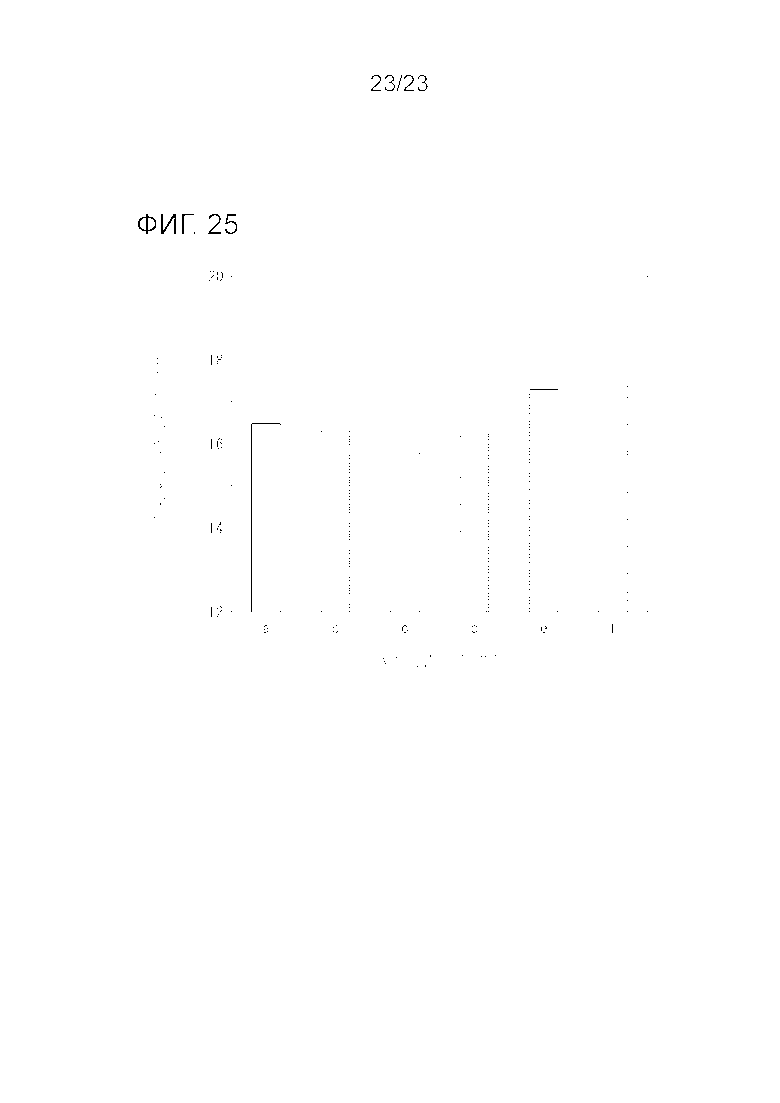
Изобретение относится к автомобильному элементу. Автомобильный элемент содержит шляповидный первый элемент, второй элемент, первую соединяющую пластину и вторую соединяющую пластину. Шляповидный первый элемент имеет первый и второй фланцы, первый участок стенки, проходящий от первого фланца, второй участок стенки, проходящий от второго фланца, и перемычку, соединяющую первый и второй участки стенки друг с другом. Второй элемент точечно соединен с первым фланцем и вторым фланцем. Первая соединяющая пластина соединена с поверхностью внутренней стенки первого участка стенки и поверхностью внутренней стенки второго элемента. Вторая соединяющая пластина соединена с поверхностью внутренней стенки второго участка стенки и поверхностью внутренней стенки второго элемента. Первый фланец и второй элемент соединены друг с другом посредством первых расплавленных и затвердевших участков, сформированных вдоль продольного направления. Первая соединяющая пластина и поверхность внутренней стенки первого участка стенки соединены друг с другом посредством второго расплавленного и затвердевшего участка. Первая соединяющая пластина и поверхность внутренней стенки второго элемента соединены друг с другом посредством третьего расплавленного и затвердевшего участка. В результате ограничивается уменьшение величины поглощения энергии удара, вызываемой посредством точечного разрушения. 11 з.п. ф-лы, 3 табл., 25 ил.
1. Автомобильный элемент, который является длинным в одном направлении и поперечное сечение которого, перпендикулярное продольному направлению, представляет собой полое поперечное сечение, при этом автомобильный элемент содержит:
шляповидный первый элемент, который имеет первый фланец, второй фланец, первый участок стенки, проходящий от первого фланца, второй участок стенки, проходящий от второго фланца, и перемычку, соединяющую первый участок стенки и второй участок стенки друг с другом;
второй элемент, который точечно соединен с первым фланцем и вторым фланцем;
первую соединяющую пластину, которая соединена с поверхностью внутренней стенки первого участка стенки и поверхностью внутренней стенки второго элемента; и
вторую соединяющую пластину, которая соединена с поверхностью внутренней стенки второго участка стенки и поверхностью внутренней стенки второго элемента;
причем первый фланец и второй элемент соединены друг с другом посредством множества первых расплавленных и затвердевших участков, сформированных вдоль продольного направления,
при этом первая соединяющая пластина и поверхность внутренней стенки первого участка стенки соединены друг с другом посредством второго расплавленного и затвердевшего участка,
причем первая соединяющая пластина и поверхность внутренней стенки второго элемента соединены друг с другом посредством третьего расплавленного и затвердевшего участка,
при этом по меньшей мере часть второго расплавленного и затвердевшего участка и по меньшей мере часть третьего расплавленного и затвердевшего участка позиционированы в области между двумя первыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении.
2. Автомобильный элемент по п. 1, в котором второй расплавленный и затвердевший участок и третий расплавленный и затвердевший участок имеют точечную форму.
3. Автомобильный элемент по п. 2, в котором в продольном направлении позиция второго расплавленного и затвердевшего участка и позиция третьего расплавленного и затвердевшего участка являются идентичными между собой.
4. Автомобильный элемент по п. 3, в котором, когда кратчайшее расстояние между двумя первыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении составляет Lf1, второй расплавленный и затвердевший участок и третий расплавленный и затвердевший участок расположены в области между позицией, отделенной от средней точки между двумя первыми расплавленными и затвердевшими участками рядом друг с другом на одной стороне в продольном направлении на 0,8 x Lf1/2, и позицией, отделенной от средней точки на другой стороне в продольном направлении на 0,8 x Lf1/2.
5. Автомобильный элемент по п. 1, в котором второй расплавленный и затвердевший участок и третий расплавленный и затвердевший участок имеют форму шарика.
6. Автомобильный элемент по любому из пп. 1-5, в котором второй фланец и второй элемент соединены друг с другом посредством множества четвертых расплавленных и затвердевших участков, сформированных вдоль продольного направления,
при этом вторая соединяющая пластина и поверхность внутренней стенки второго участка стенки соединены друг с другом посредством пятого расплавленного и затвердевшего участка,
причем вторая соединяющая пластина и поверхность внутренней стенки второго элемента соединены друг с другом посредством шестого расплавленного и затвердевшего участка,
при этом по меньшей мере часть пятого расплавленного и затвердевшего участка и по меньшей мере часть шестого расплавленного и затвердевшего участка позиционированы в области между двумя четвертыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении.
7. Автомобильный элемент по п. 6, в котором в продольном направлении позиция пятого расплавленного и затвердевшего участка и позиция шестого расплавленного и затвердевшего участка являются идентичными между собой.
8. Автомобильный элемент по п. 7, в котором, когда кратчайшее расстояние между двумя четвертыми расплавленными и затвердевшими участками рядом друг с другом в продольном направлении составляет Lf2, пятый расплавленный и затвердевший участок и шестой расплавленный и затвердевший участок расположены в области между позицией, отделенной от средней точки между двумя четвертыми расплавленными и затвердевшими участками рядом друг с другом на одной стороне в продольном направлении на 0,8 x Lf2/2, и позицией, отделенной от средней точки на другой стороне в продольном направлении на 0,8 x Lf2/2.
9. Автомобильный элемент по п. 6, в котором пятый расплавленный и затвердевший участок и шестой расплавленный и затвердевший участок имеют форму шарика.
10. Автомобильный элемент по п. 1, в котором второй элемент представляет собой шляповидный элемент, имеющий первый фланец, второй фланец, первый участок стенки, проходящий от первого фланца, второй участок стенки, проходящий от второго фланца, и перемычку, соединяющую первый участок стенки и второй участок стенки между собой,
при этом первый фланец первого элемента и первый фланец второго элемента точечно соединены между собой и второй фланец первого элемента и второй фланец второго элемента точечно соединены между собой,
причем ширина WL (мм) первого участка стенки первого элемента и ширина WS (мм) первого участка стенки второго элемента удовлетворяют следующему выражению 0<WS/WL<0,8,
при этом первая соединяющая пластина соединена с первым участком стенки первого элемента и первым участком стенки второго элемента, а
вторая соединяющая пластина соединена со вторым участком стенки первого элемента и вторым участком стенки второго элемента.
11. Автомобильный элемент по п. 1, в котором второй элемент представляет собой прямоугольный плоский лист, проходящий в продольном направлении, и разделен на соединительный участок первого фланца, соединительный участок второго фланца и центральный соединительный участок между соединительным участком первого фланца и соединительным участком второго фланца вдоль направления ширины второго элемента,
при этом соединительный участок первого фланца второго элемента и первый фланец первого элемента точечно соединены между собой и соединительный участок второго фланца второго элемента и второй фланец первого элемента точечно соединены между собой,
причем первая соединяющая пластина представляет собой листовой материал, имеющий Г-образное поперечное сечение, и соединена с первым участком стенки первого элемента и центральным соединительным участком второго элемента, а
вторая соединяющая пластина представляет собой листовой материал, имеющий Г-образное поперечное сечение, и соединена со вторым участком стенки первого элемента и центральным соединительным участком второго элемента.
12. Автомобильный элемент по п. 1, в котором первая соединяющая пластина и вторая соединяющая пластина проходят от одного концевого участка к другому концевому участку автомобильного элемента в продольном направлении на длину в пределах от 100 до 600 мм.
| Устройство для контроля профиля изделий с криволинейными поверхностями | 1983 |
|
SU1136008A1 |
| КОНСТРУКЦИЯ ПОЛА В ЗАДНЕЙ ЧАСТИ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2544248C1 |
| КОНСТРУКЦИЯ НИЖНЕГО КУЗОВА ПЕРЕДНЕЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2545143C1 |
| US 4493506 A, 15.01.1985. | |||

