ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к соединительной конструкции.
Заявляется приоритет японской заявки на патент №2014-175620, зарегистрированной 29 августа 2014, и японской заявки на патент №2015-020332, зарегистрированной 4 февраля 2015, содержание которых включено в настоящее описание посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
Автомобильные кузова, имеющие несущую конструкцию, собираются посредством соединения множества формованных панелей в состоянии, при котором соответствующие концевые части расположены внахлест друг с другом. Для сварки формованных панелей используется точечная контактная сварка, лазерная сварка или тому подобное. В кузовах автомобильных транспортных средств конструкционные элементы, такие как нижний боковой обвязочный брус (локер), боковой элемент и различные стойки, соединяются с частью, на которую действует большая нагрузка, и с частью, на которую устанавливают тяжелую нагрузку, такую как двигатель. Соответственно, обеспечивается жесткость и прочность кузовов автомобильных транспортных средств.
В последние годы требуется, чтобы прочность соединения между конструкционными элементами и различные виды жесткости (жесткость при кручении и жесткость при изгибе) соединения дополнительно увеличивались. При этом чтобы уменьшить количество выбросов парниковых газов за счет улучшения эффективности топлива также требуется снижение веса соответствующих конструкционных элементов.
Например, соединительная конструкция между нижним боковым обвязочным брусом, являющимся конструкционным элементом кузова автомобильного транспортного средства, и другим конструкционным элементом раскрывается в Патентном документе 1. В концевой части бокового нижнего обвязочного бруса в продольном направлении обеспечены внутренние фланцы, которые загнуты к внутренней части нижнего бокового обвязочного бруса. Нижний боковой обвязочный брус соединяется с другим конструкционным элементом (например, c нижней передней стойкой) посредством вышеуказанных внутренних фланцев.
В Патентном документе 2 раскрывается конструкция боковой части транспортного средства, включающая в себя наружную панель нижнего бокового обвязочного бруса, являющейся наружной частью нижнего бокового обвязочного бруса, усилитель нижнего бокового обвязочного бруса, который продолжается в переднем-заднем направлении кузова транспортного средства внутри наружной части нижнего бокового обвязочного бруса и соединен с наружной частью нижнего бокового обвязочного бруса, корпусной элемент заднего колеса, имеющий переднюю стенку, обращенную к заднему концу элемента жесткости нижнего бокового обвязочного бруса, и соединительный элемент, имеющий заднюю стенку, которая соединена с задней концевой частью элемента жесткости нижнего бокового обвязочного бруса и заглушает заднее концевое отверстие элемента жесткости нижнего бокового обвязочного бруса, переднюю стенку корпусного элемента заднего колеса и заднюю стенку соединительного элемента, соединенные вместе. В соответствии с такой конструкцией боковой части транспортного средства может быть обеспечено улучшение жесткости на задней концевой стороне нижнего бокового обвязочного бруса.
Кроме того, в Патентном документе 3 раскрывается элемент передней стороны, имеющий основное тело элемента передней стороны, и изогнутую часть, расположенную под основным телом элемента передней стороны в его задней части. Этот элемент передней стороны выполнен с возможностью примыкания пары из левого и правого внутренних элементов и наружного элемента друг к другу для выполнения точечной сварки этих элементов. Внутренний элемент и наружный элемент имеют промежуточные части в верхнем и нижнем направлении, которые образованы в форме, имеющей выемку для контакта элементов друг с другом. Примыкание расположенных в верхнем и нижнем направлении промежуточных частей друг к другу для выполнения точечной сварки обеспечивает соединительную часть элемента передней стороны.
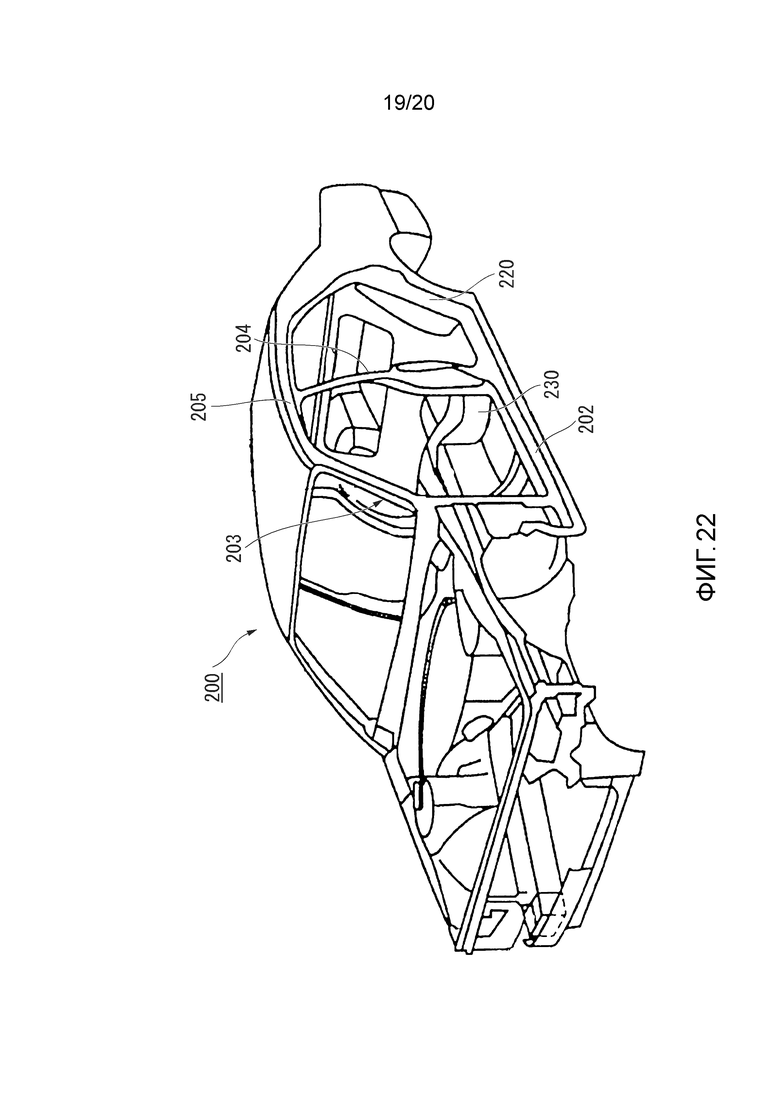
Фиг.22 представляет собой вид, иллюстрирующий пример конструкции произвольного кузова 200 автомобильного транспортного средства. Как показано на фиг.22, кузов 200 автомобильного транспортного средства включает в себя нижний боковой обвязочный брус (локер (locker)) 202, А-стойку (переднюю стойку) 203, В-стойку (центральную стойку) 204, продольный брус крыши 205 и тому подобные конструкционные элементы.
Повышение эксплуатационных характеристик автомобилей требует дальнейшего увеличения жесткости (жесткости при кручении и жесткости при изгибе) кузова 200 автомобильного транспортного средства для дополнительного повышения комфорта, то есть для эксплуатационной устойчивости и тишины.
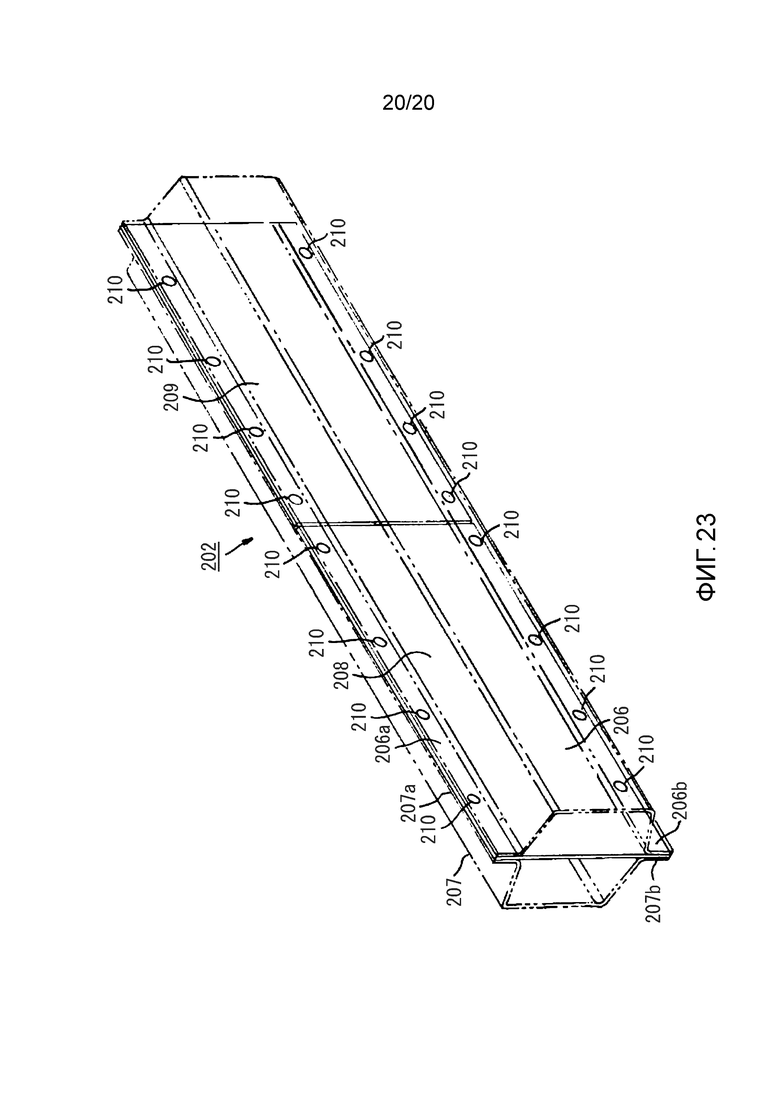
Фиг.23 представляет собой вид в перспективе, иллюстрирующий пример нижнего бокового обвязочного бруса 202. Кроме того, для облегчения понимания чертежей на фиг.23 внутренняя панель 206 нижнего бокового обвязочного бруса и наружная панель 207 нижнего бокового обвязочного бруса показаны прозрачными посредством штрих-пунктирных линий с двумя точками.
Как показано на фиг.23, нижний боковой обвязочный брус 202 имеет замкнутое поперечное сечение, состоящее из внутренней панели 206 нижнего бокового обвязочного бруса, наружной панели 207 нижнего бокового обвязочного бруса, первого усилителя 208 и второго усилителя 209.
Внутренняя панель 206 нижнего бокового обвязочного бруса имеет два фланца 206a и 206b на своих обеих концевых частях в направлении ширины, соответственно, и имеет шляпообразую форму поперечного сечения, имеющую эти два фланца 206a и 206b в качестве элементов.
Наружная панель 207 нижнего бокового обвязочного бруса имеет два фланца 207a и 207b на своих обеих концевых частях в направлении ширины, соответственно, и имеет шляпообразноую форму поперечного сечения, имеющую эти два фланца 207a и 207b в качестве элементов.
Первый усилитель 208 расположен между двумя фланцами 206a и 206b и двумя фланцами 207a и 207b, и соединен с внутренней панелью 206 нижнего бокового обвязочного бруса и с наружной панелью 207 нижнего бокового обвязочного бруса сварными точками 210 (массой расплавленного металла), образованными точечной контактной сваркой в состоянии, при котором первый усилитель располагается внахлест с внутренней панелью 206 нижнего бокового обвязочного бруса и с наружной панелью 207 нижнего бокового обвязочного бруса в виде трех слоев, расположенных внахлест друг с другом.
Второй усилитель 209, подобно первому усилителю 208, также расположен между двумя фланцами 206a и 206b и между двумя фланцами 207a и 207b, и соединен с внутренней панелью 206 нижнего бокового обвязочного бруса и с наружной панелью 207 нижнего бокового обвязочного бруса сварными точками 210, образованными точечной контактной сваркой в состоянии, при котором второй усилитель располагается внахлест с внутренней панелью 206 нижнего бокового обвязочного бруса и с наружной панелью 207 нижнего бокового обвязочного бруса в виде трех слоев, расположенных внахлест друг с другом. Кроме того, первый усилитель 208 и второй усилитель 209 расположены встык (примыкают) друг к другу или расположены на расстоянии друг от друга в продольном направлении как внутренней панели 206 нижнего бокового обвязочного бруса, так и наружной панели 207 нижнего бокового обвязочного бруса.
Кроме того, обычно, поскольку сварные точки 210 образованы в центральной части в направлении толщины листа, сварные точки 210 не видны снаружи. Однако для удобства описания сварные точки 210 показаны на фиг.23 так, что можно видеть положения сварных точек.
Таким образом, большинство конструкционных элементов, используемых для конструкционных кузовов, собираются посредством сварки. По этой причине для увеличения жесткости кузова автомобильного транспортного средства эффективно использовать линейную непрерывную сварку, такую как лазерная сварка, электродуговая сварка или плазменная сварка. С другой стороны, поскольку точечная контактная сварка, наиболее часто используемая в качестве способа сварки конструкционных элементов кузова автомобильного транспортного средства из-за своей низкой стоимости, не является непрерывной сваркой, а является точечной прерывистой сваркой, такая точечная контактная сварка является более неблагоприятной по отношению к жесткости конструкционных элементов, чем непрерывная сварка. По этой причине были разработаны способы, которые улучшают жесткость кузова автомобильного транспортного средства, даже если используется точечная контактная сварка.
Например, различные виды конструкционных элементов, собираемых посредством точечной контактной сварки, раскрываются в следующих Патентных документах 4-6.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
Патентный документ 1: Японская патентная заявка, первая публикация No. 2012-144185
Патентный документ 2: Японский патент No. 5411245
Патентный документ 3: Японский патент No. 3820867
Патентный документ 4: Японский патент No. 5082249
Патентный документ 5: Японский патент No. 5599553
Патентный документ 6: Японский патент No. 5261984
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
В соединительной конструкции кузова автомобильного транспортного средства, раскрываемой в Патентном документе 1, нижний боковой обвязочный брус соединяется с другим конструкционным элементом через внутренние фланцы в состоянии, при котором между внутренними смежными фланцами существует зазор. То есть, поскольку нижний боковой обвязочный брус и другой конструкционный элемент соединяются друг с другом в состоянии, при котором смежные внутренние фланцы отделены друг от друга, жесткость нижнего бокового обвязочного бруса уменьшается. В результате, функция, требующаяся от нижнего бокового обвязочного бруса, ухудшается.
Кроме того, для подавления уменьшения жесткости нижнего обвязочного бруса также рассматривается способ соединения нижнего бокового обвязочного бруса и другого конструкционного элемента посредством соединения расположенных внахлест друг с другом частей внутренних фланцев и их участков в состоянии, при котором смежные внутренние фланцы расположены внахлест друг с другом. Однако в этом способе происходит увеличение веса из-за расположения внахлест друг с другом частей смежных внутренних фланцев. В результате становится трудным обеспечивать существенное снижение веса, которое очень требуется для кузовов современных транспортных средств для уменьшения выброса газов, приводящих к глобальному потеплению.
В конструкции, раскрываемой в Патентном документе 2, необходимо использовать новый компонент, такой как соединительный элемент. То есть в такой конструкции увеличение веса вызывается дополнительным соединительным элементом. В результате становится трудно обеспечивать существенное снижение веса, которое очень требуется для кузовов современных транспортных средств, как описано выше.
В конструкции, раскрываемой в Патентном документе 3, стыковая точечная сварка выполняется на поверхности, которая первоначально имеет низкую прочность соединения и перпендикулярна направлению столкновения (продольное направление транспортного средства). Поэтому легко возникает поломка на участке точечной сварки во время столкновения, и требующиеся свойства, относящиеся к столкновению, не могут быть обеспечены. Кроме того, если только края различных элементов свариваются посредством стыковой точечной сварки, такие элементы подвержены растрескиванию.
Нижний боковой обвязочный брус 202, имеющий конструкцию с замкнутым поперечным сечением, состоящую из конструкционных элементов, показанных на фиг.23, то есть из внутренней панели 206 нижнего бокового обвязочного бруса, наружной панели 207 нижнего бокового обвязочного бруса, первого усилителя 208 и второго усилителя 209, и имеющий конструкцию, в которой первый усилитель 208 и второй усилитель 209 примыкают или расположены на расстоянии от внутренней панели 206 нижнего бокового обвязочного бруса и от наружной панели 207 нижнего бокового обвязочного бруса в продольном направлении каждого из них, не расположены и не предусматриваются в Патентных документах 4-6.
По этой причине, нижний боковой обвязочный брус 202, имеющий конструкцию, которая может увеличивать жесткость даже при точечной контактной сварке, не может быть применен на основе изобретений, раскрываемых в патентных документах 4-6.
Как описано выше, конструкционные элементы кузова автомобильного транспортного средства, такие как нижний боковой обвязочный брус 202, должны иметь низкую стоимость, легкий вес и большую жесткость. Хотя существует возможность увеличения жесткости конструкционных элементов посредством расширения области сварки двух фланцев 206a и 206b, и двух фланцев 207a и 207b в нижнем боковом обвязочном брусе 202 (например, увеличивая количество мест точечной сварки (количество сварных точек)), нельзя отрицать увеличения стоимости сварки из-за расширения области сварки.
Кроме того, если два фланца 206a и 206b и два фланца 207a и 207b расположены внахлест друг с другом и соединяются вместе в продольном направлении как внутренней панели 206 нижнего бокового обвязочного бруса, так и наружной панели 207 нижнего бокового обвязочного бруса, жесткость конструкционных элементов может быть увеличена. Однако, соответственно, повышаются не только материальные затраты, но также и вес конструкционных элементов.
По этой причине необходимо разработать конструкционные элементы, имеющие конструкцию, которая может улучшать жесткость на одну точечную сварку без расширения диапазона сварки двух фланцев 206a и 206b и двух фланцев 207a и 207b.
Таким образом, необходимо сбалансированным образом реализовать три требования, такие как снижение стоимости, уменьшение веса и повышение жесткости для конструкционных кузовов. Например, если сварной диапазон расширяется из-за увеличения времени точечной сварки, жесткость кузова автомобильного транспортного средства улучшается, стоимость сварки неизбежно растет с расширением сварочного диапазона. Кроме того, если фланцы увеличивают, жесткость кузова автомобильного транспортного средства улучшается, но стоимость материалов увеличивается, и вес кузова автомобильного транспортного средства также увеличивается с увеличением размера фланцев. В результате становится трудным реализовать снижение веса кузова автомобильного транспортного средства.
В приведенном выше описании кузов автомобильного транспортного средства упоминался в качестве примера конструкционного кузова, для которого требуется снижение стоимости, уменьшение веса или повышение жесткости. Однако снижение стоимости, уменьшение веса или повышение жесткости часто требуется для других конструкционных кузовов, таких как, например, кузова железнодорожных транспортных средств, и фюзеляжи самолетов, без ограничения кузовами автомобильных транспортных средств.
Следовательно, очень важно разработать способы, обеспечивающие реализацию снижение стоимости, уменьшение веса или повышение жесткости, требующиеся для конструкционных тел, в том числе для кузовов автомобильных транспортных средств, сбалансированным образом.
Изобретение было сделано с учетом вышеописанных обстоятельств, и целью изобретения является разработка соединительной конструкции, обеспечивающей реализацию трех требований, таких как снижение стоимости, уменьшение веса и повышение жесткости конструкционных кузовов сбалансированным образом.
РЕШЕНИЕ ЗАДАЧИ
Для достижения соответствующей цели в изобретении используются следующие средства для решения вышеописанных проблем.
(1) Соединительная конструкция, относящаяся к аспекту изобретения, включает в себя первый металлический лист и пару вторых металлических листов. Каждый из пары вторых металлических листов расположен внахлест с первым металлическим листом в состоянии, при котором концевая поверхность одного из вторых металлических листов и концевая поверхность другого из вторых металлических листов обращены друг к другу, и концевые поверхности, которые обращены друг к другу, соединены как единое целое с первым металлическим листом посредством единичной массы расплавленного металла.
(2) В соединительной конструкции, описанной выше в пункте (1), пара вторых металлических листов может находиться на одной и той же плоскости.
(3) В соединительной конструкции, описанной выше в пунктах (1) или (2), расстояние между концевыми поверхностями, которые обращены друг к другу, может быть равно или больше 0 мм и меньше 1 мм.
(4) В соединительной конструкции, описанной выше в пунктах (1) или (2), следующее условное выражение (a) может удовлетворяться, когда толщина листа пары вторых металлических листов обозначена как t (мм) и расстояние между концевыми поверхностями, которые обращены друг к другу, обозначено как G (мм).
0 мм2 ≤ G x t < 1 мм2 (a)
(5) В соединительной конструкции, описанной выше в пунктах (1) или (2), расстояние между концевыми поверхностями, которые обращены друг к другу, может быть меньше 40% от толщины листа вторых металлических листов.
(6) В соединительной конструкции, описанной выше в любом из пунктов (1) - (5), длина протяжения концевых поверхностей, которые обращены друг к другу, равна или больше 3 мм и меньше 50 мм.
(7) В соединительной конструкции, описанной выше в любом из пунктов (1) - (6), пара вторых металлических листов может быть парой внутренних фланцев, обеспеченных в осевом направлении материала концевой части сформованного из металла листа, имеющего постоянную форму поперечного сечение в осевом направлении материала.
(8) В соединительной конструкции, описанной выше в пункте (7), форма поперечного сечения сформованного из металла листа представляет собой угловую форму, форму швеллера, или прямоугольную форму.
(9) В соединительной конструкции, описанной выше в пунктах (7) или (8), сформованный из металла лист может быть нижним боковым обвязочным брусом кузова автомобильного транспортного средства, и первый металлический лист может быть частью нижней передней стойки кузова автомобильного транспортного средства.
(10) Соединительная конструкция, описанная в любом из пунктов (1) - (6), может дополнительно включать в себя третий металлический лист. Пара вторых металлических листов может быть расположена между первым металлическим листом и третьим металлическим листом, и концевые поверхности, которые обращены друг к другу, могут быть соединены как единое целое с первым металлическим листом и с третьим металлическим листом посредством массы расплавленного металла.
(11) В соединительной конструкции, описанной выше в пункте (10), первый металлический лист может быть фланцем, обеспеченным в первом сформованном из металла листе, имеющем шляпообразную форму поперечного сечения в осевом направлении материала, и третий металлический лист может быть фланцем, обеспеченным во втором сформованном из металла листе, имеющем шляпообразную форму поперечного сечения в осевом направлении материала.
(12) В соединительной конструкции, описанной выше в пункте (11), первый сформованный из металла лист может быть наружной панелью нижнего бокового обвязочного бруса кузова автомобильного транспортного средства, второй сформованный из металла лист может быть внутренней панелью нижнего бокового обвязочного бруса кузова автомобильного транспортного средства, и каждый из пары вторых металлических листов может быть усилителем или внутренней панелью центральной стойки кузова автомобильного транспортного средства.
ПРЕИМУЩЕСТВЕННЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии с вышеописанным аспектом изобретения предлагается соединительная конструкция, выполненная с возможностью реализации сбалансированным образом трех требований, таких как снижение стоимости, уменьшение веса и повышение жесткости для конструкционных кузовов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
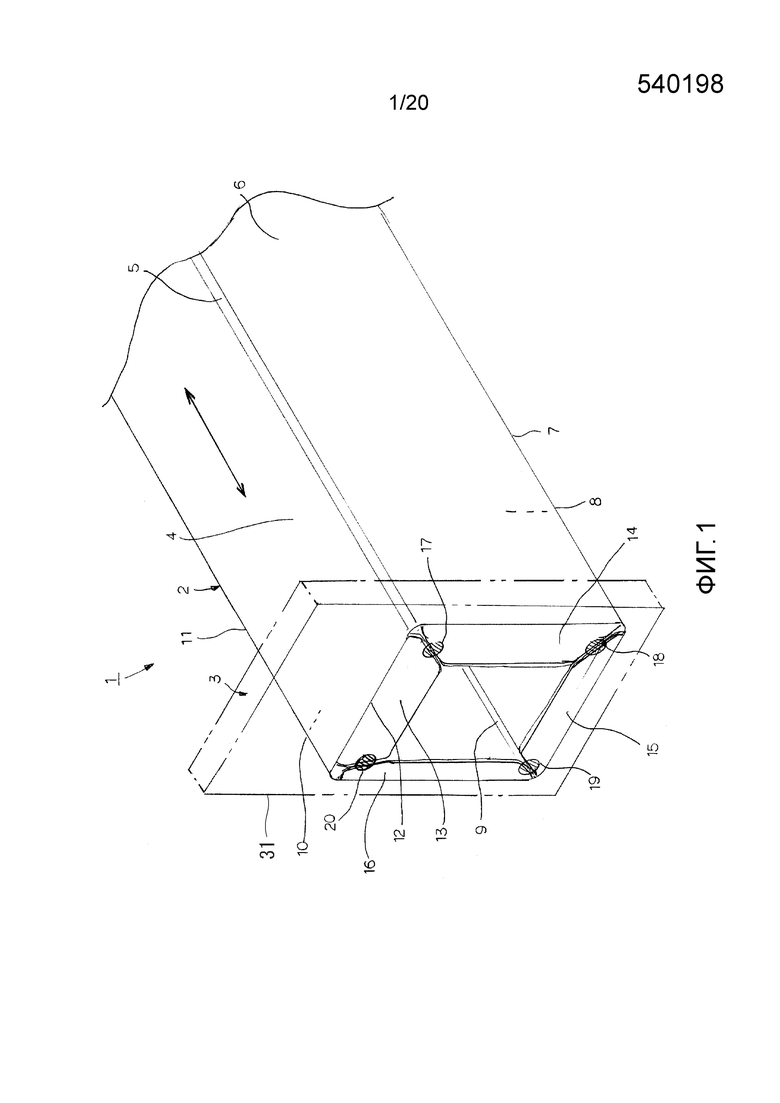
Фиг.1 - вид в перспективе, схематично показывающий соединительную конструкцию 1 (соединительная конструкция между нижним боковым обвязочным брусом 2 и нижней передней стойкой 3), относящуюся к первому варианту изобретения.
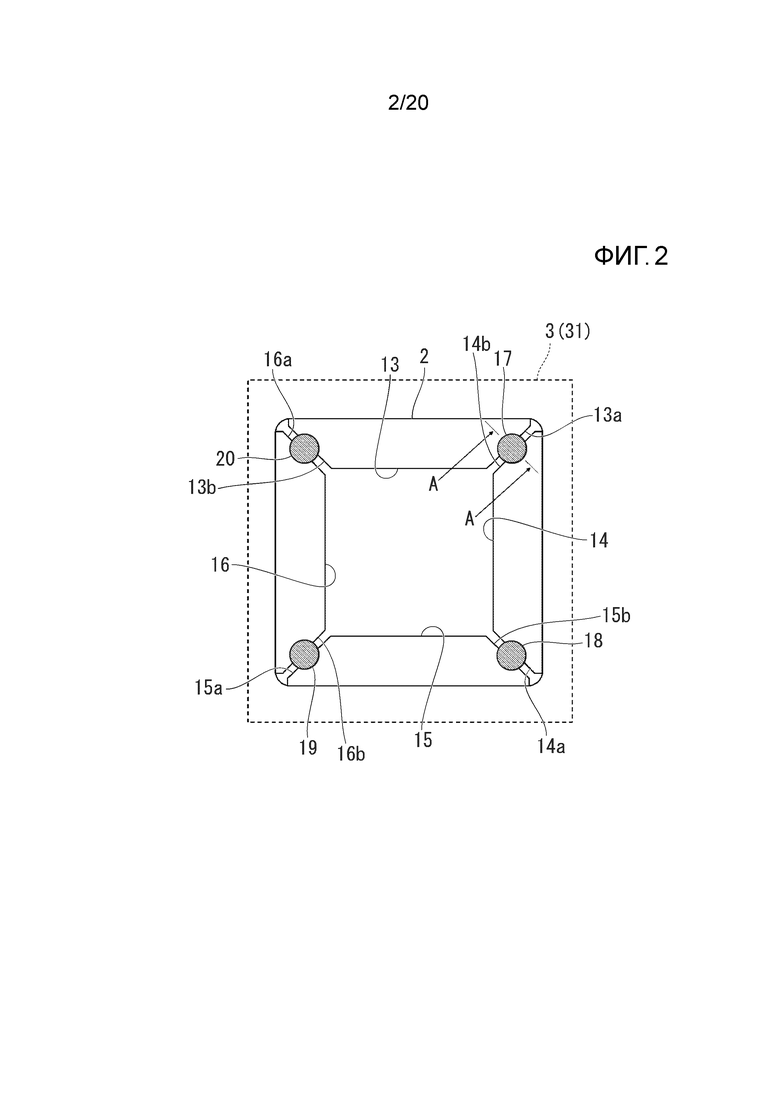
Фиг.2 - вид, на котором соединительная конструкция 1, показанная на фиг.1, видна со стороны нижней передней стойки 3.
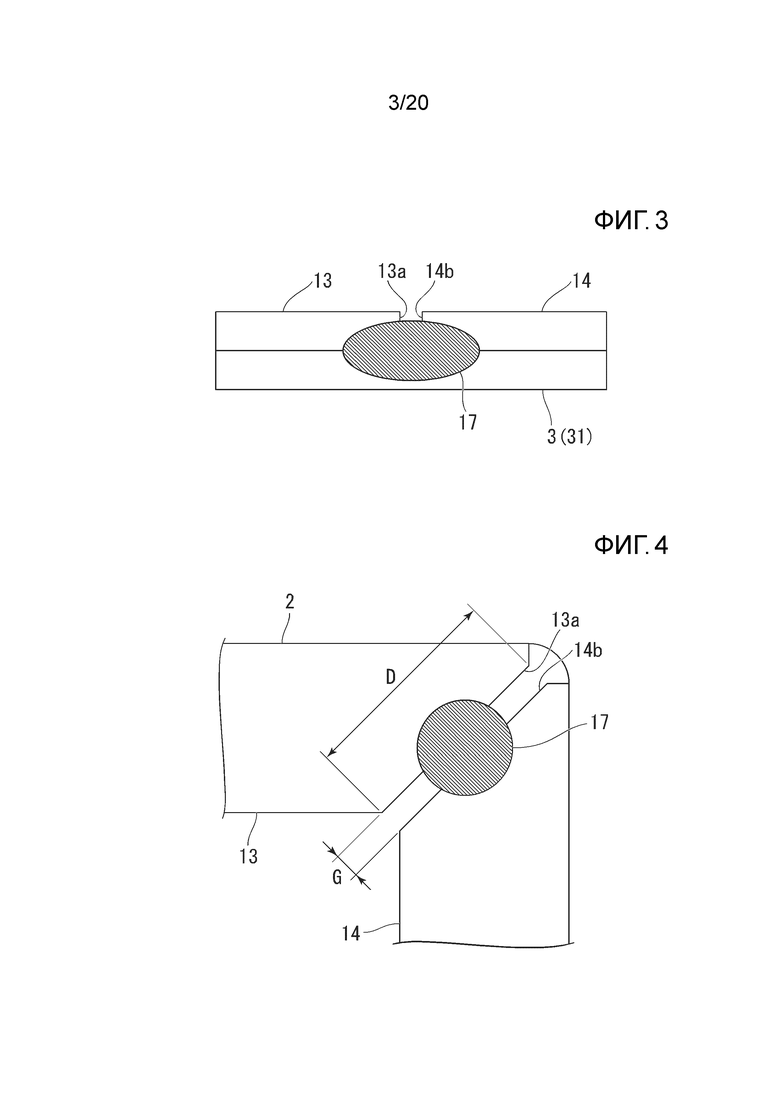
Фиг.3 - вид поперечного сечения, взятый по стрелкам A-A, (вид поперечного сечения места сварки в направлении толщины листа) соединительной конструкции 1, показанной на фиг.2.
Фиг.4 - увеличенный вид места, где сварная точка 17 образована в соединительной конструкции 1, показанной на фиг.2.
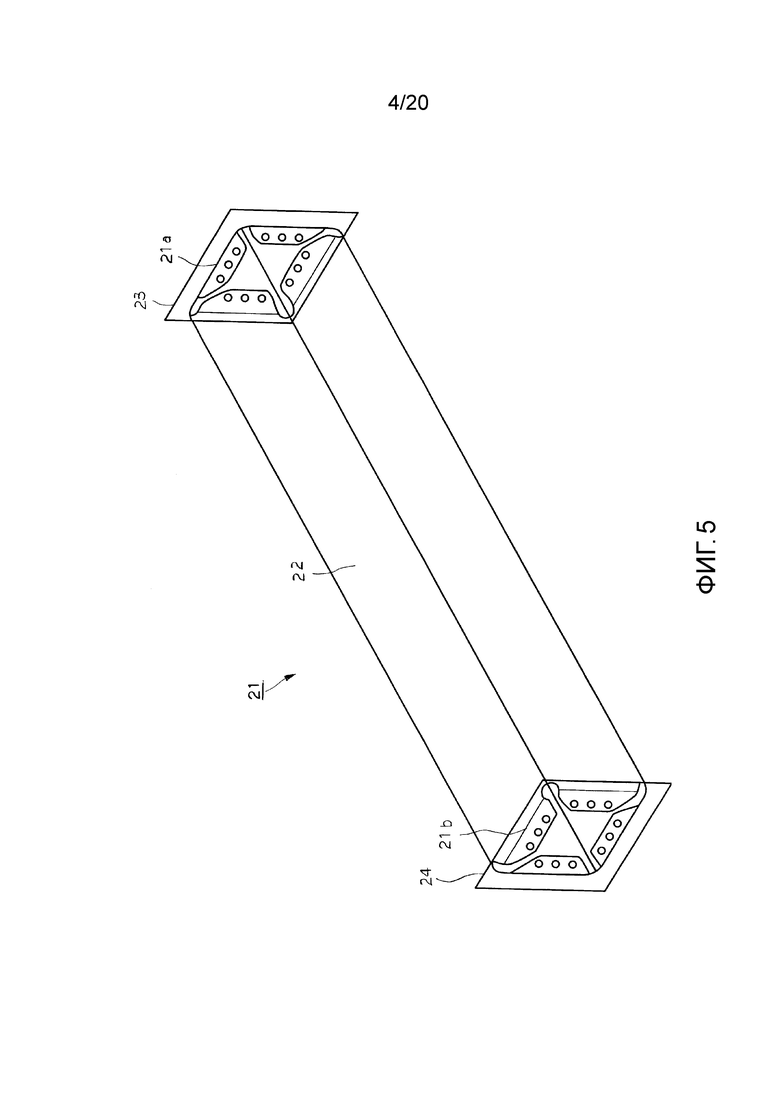
Фиг.5 - пояснительный вид, показывающий аналитическую модель соединительной конструкции 1.
Фиг.6 - вид сбоку, показывающий продольную концевую часть нижнего бокового обвязочного бруса в аналитической модели выделенным образом.
Фиг.7A - пояснительный вид аналитической модели (форма 1 предшествующего уровня техники) примера предшествующего уровня техники.
Фиг.7B - пояснительный вид аналитической модели (форма 1 предшествующего уровня техники) примера предшествующего уровня техники.
Фиг.7C - пояснительный вид аналитической модели (форма 1 предшествующего уровня техники) примера предшествующего уровня техники.
Фиг.7D - пояснительный вид аналитической модели (форма 1 предшествующего уровня техники) примера предшествующего уровня техники.
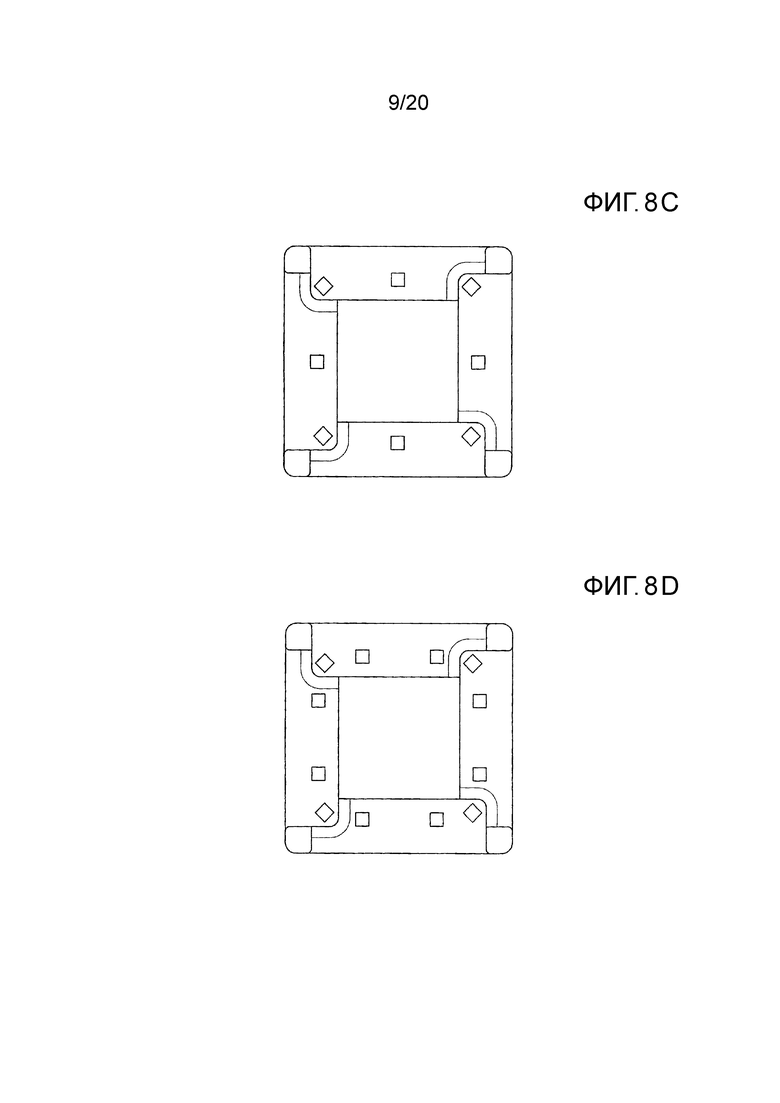
Фиг.8A - пояснительный вид аналитической модели (форма 2 предшествующего уровня техники) примера предшествующего уровня техники.
Фиг.8B - пояснительный вид аналитической модели (форма 2 предшествующего уровня техники) примера предшествующего уровня техники.
Фиг.8C - пояснительный вид аналитической модели (форма 2 предшествующего уровня техники) примера предшествующего уровня техники.
Фиг.8D - пояснительный вид аналитической модели (форма 2 предшествующего уровня техники) примера предшествующего уровня техники.
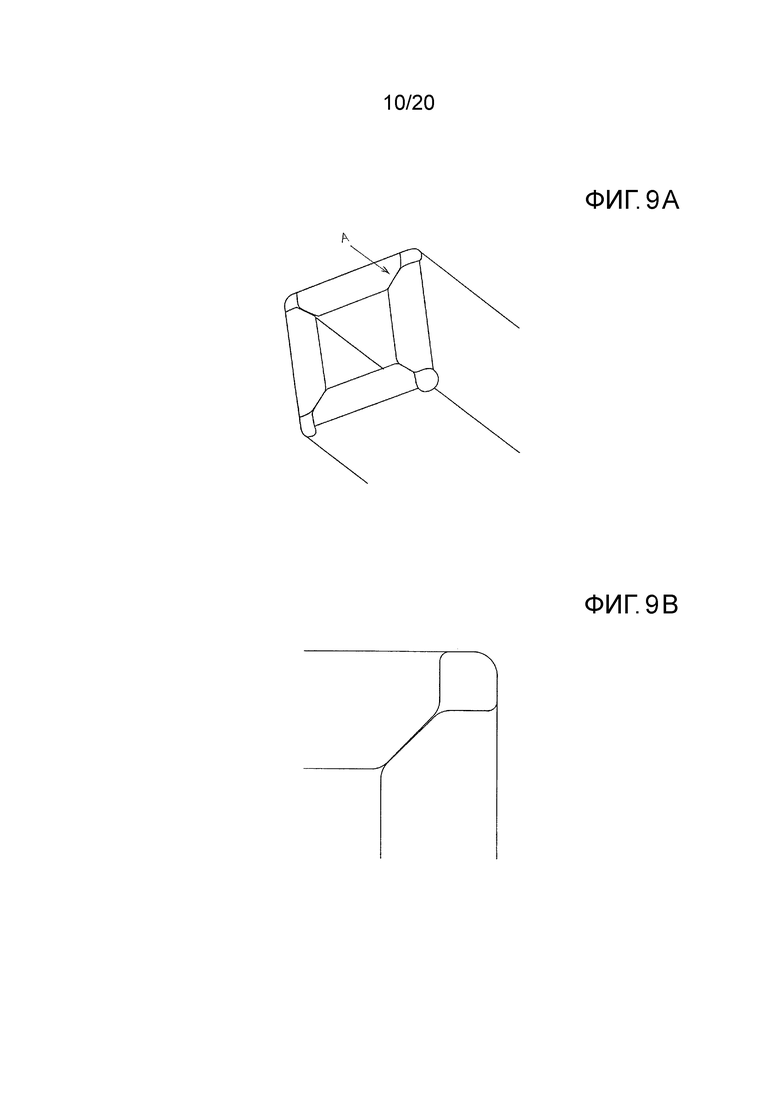
Фиг.9A - пояснительный вид аналитической модели (разработанная форма) примера изобретения.
Фиг.9B - пояснительный вид аналитической модели (разработанная форма) примера изобретения.
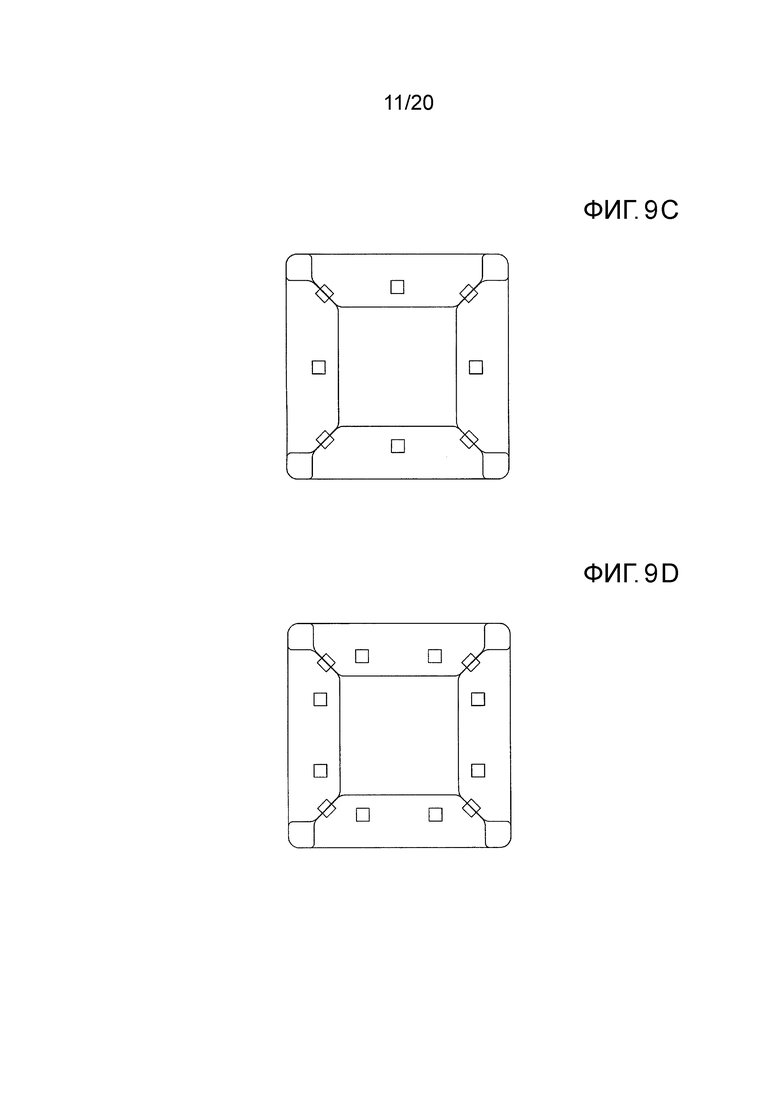
Фиг.9C - пояснительный вид аналитической модели (разработанная форма) примера изобретения.
Фиг.9D - пояснительный вид аналитической модели (разработанная форма) примера изобретения.
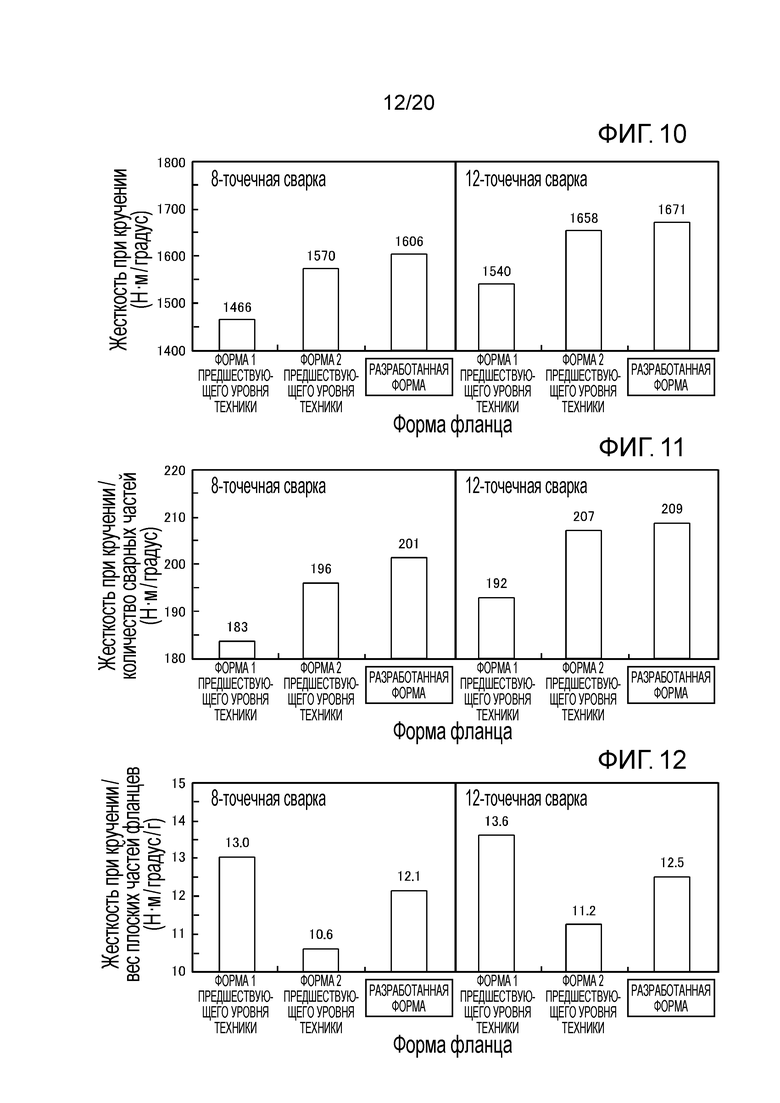
Фиг.10 - график, показывающий жесткость при кручении в случае 8-точечной сварки и 12-точечной сварки для аналитических моделей форм 1 и 2 предшествующего уровня техники и разработанных форм.
Фиг.11 - график, показывающий жесткость при кручении/количество сварных частей в случае 8-точечной сварки и 12-точечной сварки для аналитических моделей форм 1 и 2 предшествующего уровня техники и разработанных форм.
Фиг.12 - график, показывающий жесткость при кручении/(вес плоских частей фланцев) в случае 8-точечной сварки и 12-точечной сварки для аналитических моделей форм 1 и 2 предшествующего уровня техники и разработанных форм.
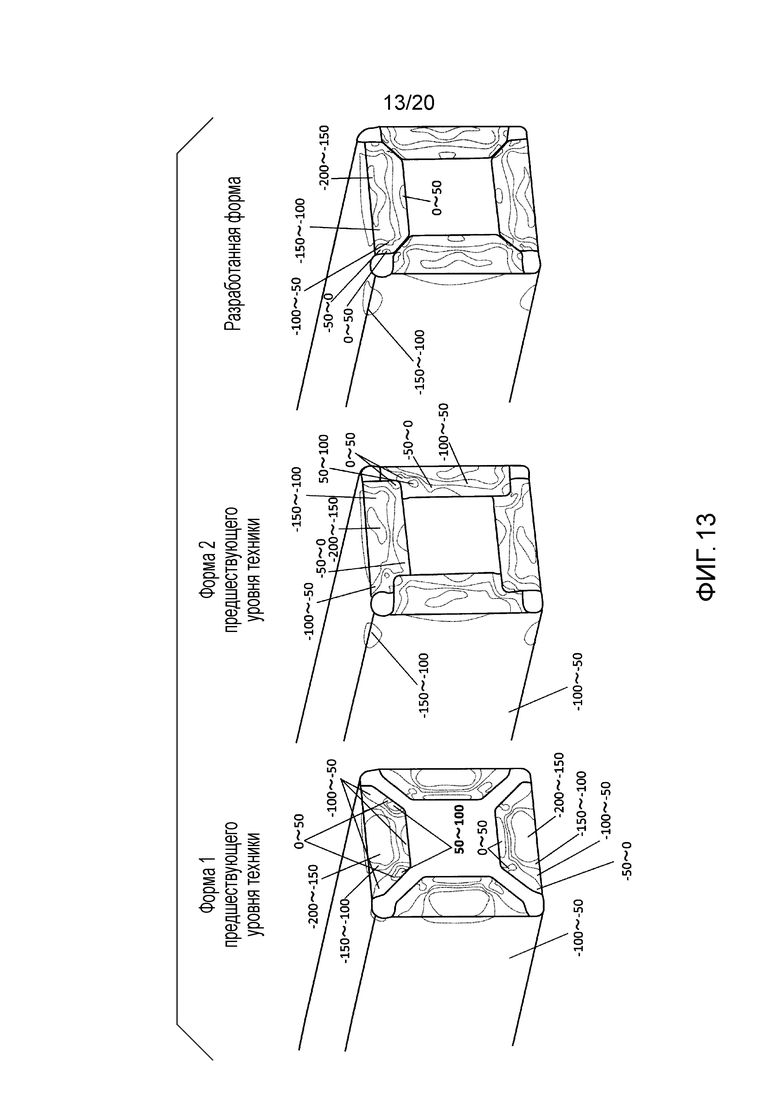
Фиг.13 - пояснительный вид, показывающий распределение деформаций, когда аналитические модели форм 1 и 2 предшествующего уровня техники и разработанные формы вращают на один градус.
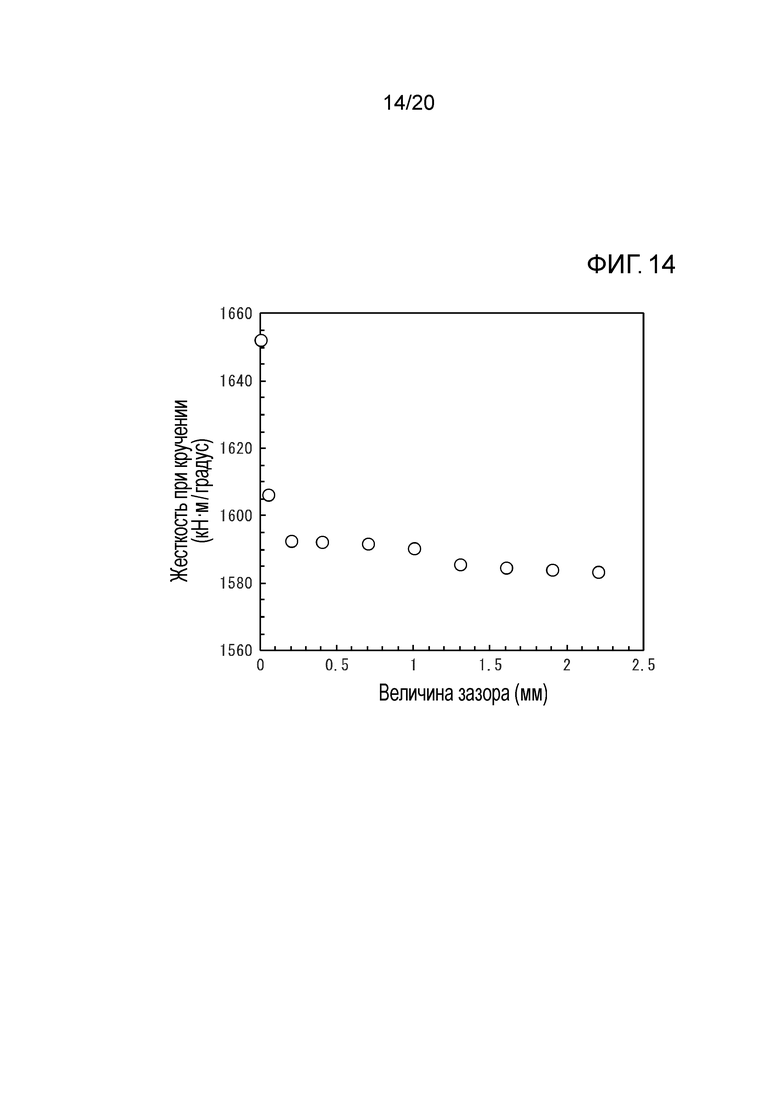
Фиг.14 - график, показывающий результаты, полученные в результате анализа взаимоотношений между зазором (расстояние между концевыми поверхностями) между внутренними фланцами, расположенными смежно друг другу, и жесткостью при кручении разработанной формы, показанной на фиг.9C.
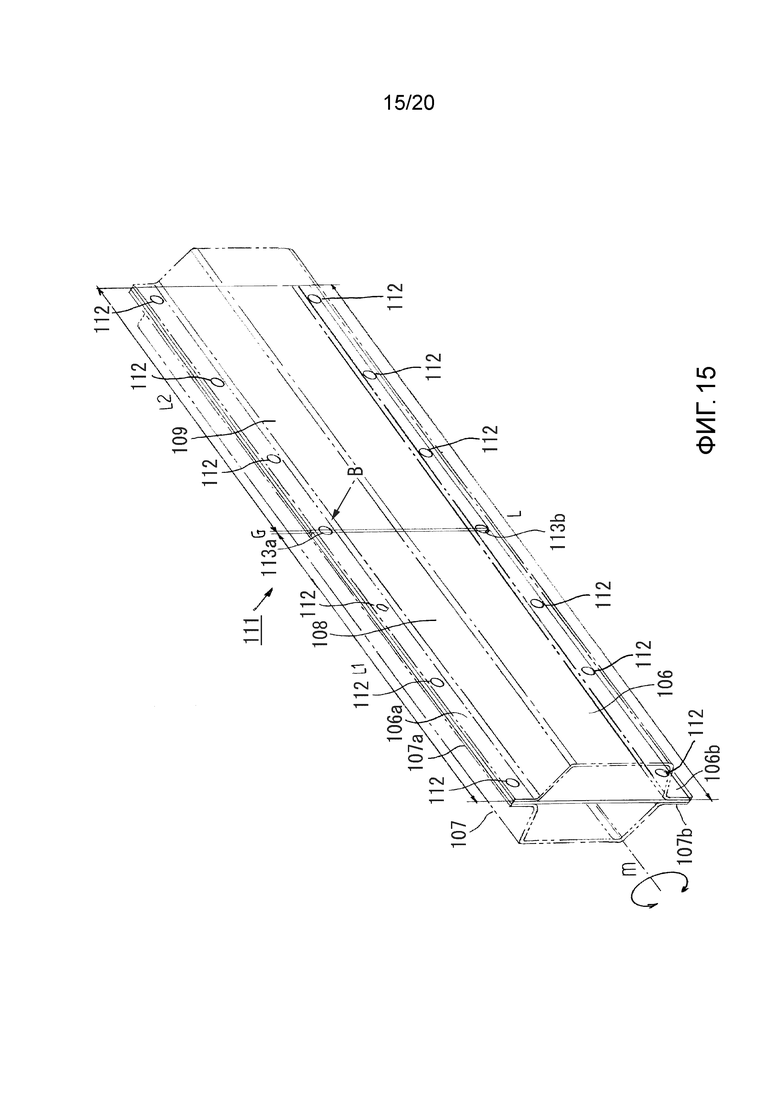
Фиг.15 представляет собой вид в перспективе, схематично показывающий соединительную конструкцию 111 (соединительную конструкцию между внутренней панелью 106 нижнего бокового обвязочного бруса, наружной панелью 107 нижнего бокового обвязочного бруса, первым усилителем 108, и вторым усилителем 109), относящуюся ко второму варианту осуществления изобретения.
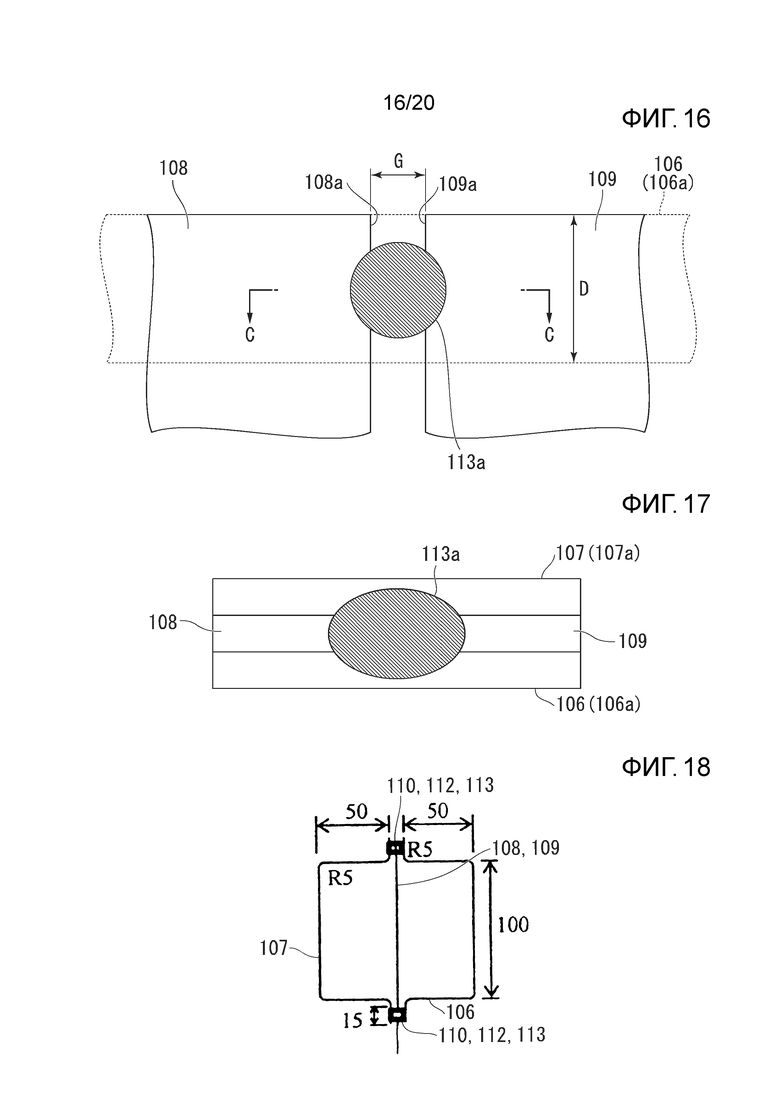
Фиг.16 - вид, взятый в направлении стрелки B из фиг.15.
Фиг.17 - вид поперечного сечения, взятый по стрелкам C-C, (вид поперечного сечения места сварки в направлении толщины листа) места сварки, показанного на фиг.16.
Фиг.18 - пояснительный вид, показывающий форму сечения боковых нижних обвязочных брусов.
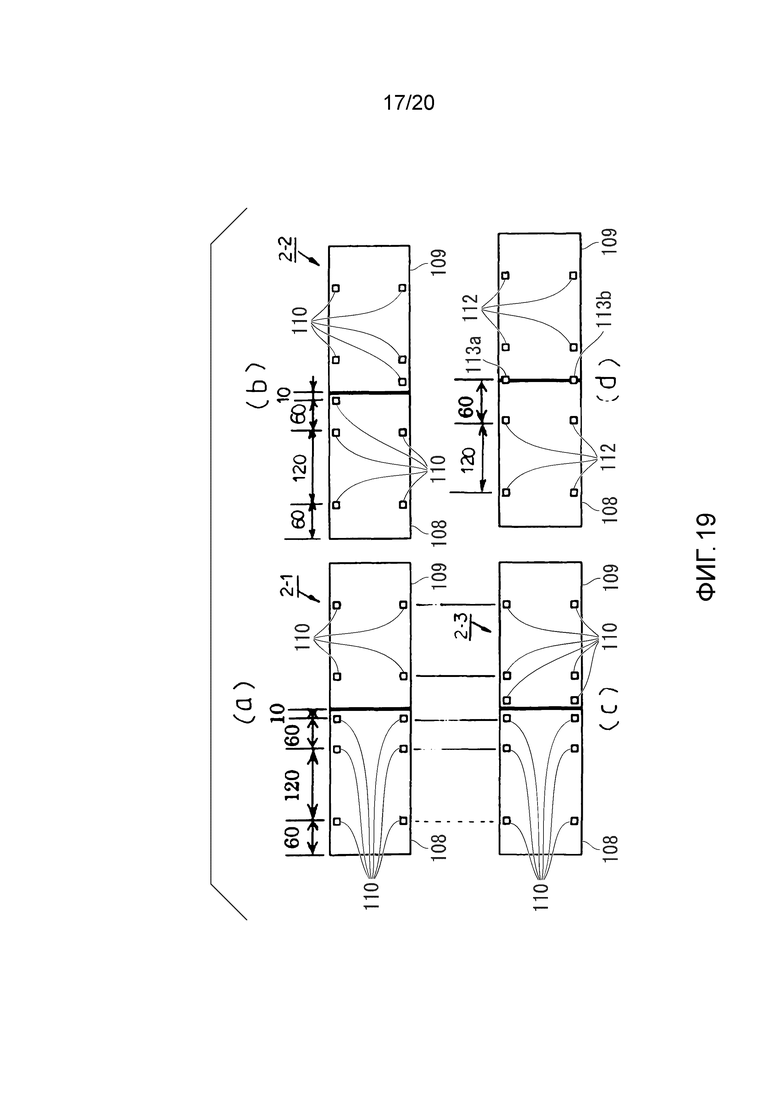
Фиг.19 - пояснительный вид, показывающий соответствующие расположения первого усилителя и второго усилителя и положения сварных точек в боковых нижних обвязочных брусах примеров предшествующего уровня техники и нижнего бокового обвязочного бруса примера изобретения.
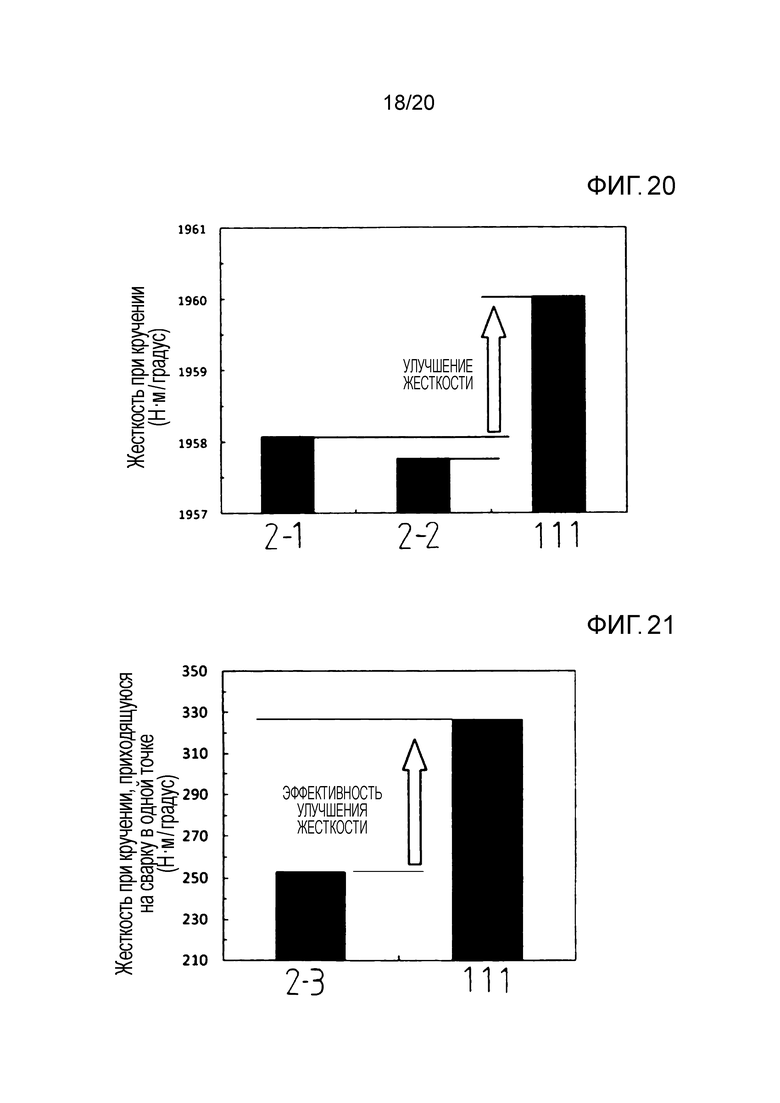
Фиг.20 - график, показывающий анализы результатов в примере.
Фиг.21 - график, показывающий анализы результатов в примере.
Фиг.22 - пояснительный вид, иллюстрирующий пример каркаса кузова автомобильного транспортного средства.
Фиг.23 - вид в перспективе, иллюстрирующий пример бокового нижнего обвязочного бруса.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Далее со ссылкой на чертежи будет описан вариант осуществления изобретения. Кроме того, в качестве примера будет приведен кузов автомобильного транспортного средства, для которого требуется снижение стоимости, уменьшение веса и повышение жесткости.
ПЕРВЫЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
Сначала будет описан первый вариант осуществления изобретения. Как уже упоминалось, кузов автомобильного транспортного средства включает в себя нижний боковой обвязочный брус и нижнюю переднюю стойку в качестве конструкционных элементов. В следующем далее первом варианте осуществления будет описана форма, в которой соединительная конструкция изобретения применяется к соединительной конструкции между нижним боковым обвязочным брусом и нижней передней стойкой.
Фиг.1 - вид в перспективе, схематично показывающий соединительную конструкцию 1 (соединительную конструкцию между нижним боковым обвязочным брусом 2 и нижней передней стойкой 3), относящуюся к первому варианту осуществления изобретения. Фиг.2 - вид, на котором соединительная конструкция 1, показанная на фиг.1, видна со стороны нижней передней стойки 3.
Кроме того, хотя в первом варианте осуществления будет описана соединительная конструкция 1 между нижним боковым обвязочным брусом 2 и нижней передней стойкой, изобретение не ограничивается только этой формой. Соответствующие формы нижнего бокового обвязочного бруса 2 и нижней передней стойки 3 упрощены и показаны на фиг.1 и 2. Кроме того, на фиг.1 и 2 для облегчения понимания чертежей нижняя передняя стойка 3 показана в перспективе посредством пунктирной линии с двумя точками.
(Нижний боковой обвязочный брус 2)
Нижний боковой обвязочный брус 2 представляет собой сформованный из металла лист, имеющий в настоящем варианте осуществления постоянную форму поперечного сечения в осевом направлении материала (в направлении стрелок, показанных на фиг.1). Более конкретно, нижний боковой обвязочный брус 2 представляет собой удлиненное полое трубчатое тело, образованное формованием стального листа с высокой прочностью при растяжении, которая обычно находится в классе, составляющем 590 MПa (предпочтительно в классе, составляющем 980 МПа). Формование может быть холодным прессованием или может быть горячим прессованием.
Нижний боковой обвязочный брус 2 включает в себя по меньшей мере первую поверхность 4, первое ребро 5 и вторую поверхность 6.
Первая поверхность 4 продолжается в осевом направлении материала. Первое ребро 5 соединено с первой поверхностью 4 и продолжается в осевом направлении материала. Кроме того, вторая поверхность 6 соединена с первым ребром 5 и продолжается в осевом направлении материала.
Нижний боковой обвязочный брус 2 имеет, по существу, прямоугольное поперечное сечение. По этой причине нижний боковой обвязочный брус 2 также включает в себя второе ребро 7, соединенное со второй поверхностью 6, третью поверхность 8, соединенную со вторым ребром 7, третье ребро 9, соединенное с третьей поверхностью 8, четвертую поверхность 10, соединенную с третьим ребром 9, и четвертое ребро 11, соединенное с четвертой поверхностью 10 и с первой поверхностью 4.
Нижний боковой обвязочный брус 2 может иметь не прямоугольную форму поперечного сечения, а, например, по существу угловую форму поперечного сечения. В этом случае нижний боковой обвязочный брус 2 имеет только первую поверхность 4, первое ребро 5 и вторую поверхность 6. Кроме того, нижний боковой обвязочный брус 2 может иметь форму поперечного сечения в виде швеллера. В этом случае нижний боковой обвязочный брус 2 имеет только первую поверхность 4, вторую поверхность 6, третью поверхность 8, первое ребро 5 и второе ребро 7.
В концевой части 12 в осевом направлении материала нижнего бокового обвязочного бруса 2 обеспечен первый внутренний фланец 13, второй внутренний фланец 14, третий внутренний фланец 15 и четвертый внутренний фланец 16 так, чтобы они находились на одной и той же плоскости.
Первый внутренний фланец 13 соединен с первой поверхностью 4.
Второй внутренний фланец 14 соединен со второй поверхностью 6 и расположен не внахлест с первым внутренним фланцем 13, и между вторым внутренним фланцем 14 и первым внутренним фланцем 13 существует зазор.
Как показано на фиг.2, первая концевая поверхность 13a первого внутреннего фланца 13 и вторая концевая поверхность 14b второго внутреннего фланца 14 обращены друг к другу на одной и той же плоскости. Пара, состоящая из первого внутреннего фланца 13 и из второго внутреннего фланца 14, соответствует паре вторых металлических листов в изобретении.
Третий внутренний фланец 15 соединен с третьей поверхностью 8 и расположен не внахлест со вторым внутренним фланцем 14, и между третьим внутренним фланцем 15 и вторым внутренним фланцем 14 существует зазор.
Как показано на фиг.2, первая концевая поверхность 14a второго внутреннего фланца 14 и вторая концевая поверхность 15b третьего внутреннего фланца 15 обращены друг к другу на одной и той же плоскости. Пара, состоящая из второго внутреннего фланца 14 и третьего внутреннего фланца 15, также соответствует паре вторых металлических листов в изобретении.
Четвертый внутренний фланец 16 соединен с четвертой поверхностью 10, и расположен не внахлест с третьим внутренним фланцем 15, и между четвертым внутренним фланцем 16 и третьим внутренним фланцем 15 существует зазор.
Как показано на фиг.2, первая концевая поверхность 15a третьего внутреннего фланца 15 и вторая концевая поверхность 16b четвертого внутреннего фланца 16 обращены друг к другу на одной и той же плоскости. Пара, состоящая из третьего внутреннего фланца 15 и четвертого внутреннего фланца 16, также соответствует паре вторых металлических листов в изобретении.
Кроме того, четвертый внутренний фланец 16 образован с зазором между четвертым внутренним фланцем 16 и первым внутренним фланцем 13 без расположения внахлест с первым внутренним фланцем 13.
Как показано на фиг.2, первая концевая поверхность 16a четвертого внутреннего фланца 16 и вторая концевая поверхность 13b первого внутреннего фланца 13 обращены друг к другу на одной и той же плоскости. Пара, состоящая из четвертого внутреннего фланца 16 и первого внутреннего фланца 13, также соответствует паре вторых металлических листов в изобретении.
(Нижняя передняя стойка 3)
Нижняя передняя стойка 3 представляет собой изделие, образованное формованием стального листа с высокой прочностью при растяжении, подобного нижнему боковому обвязочному брусу 2. Нижний боковой обвязочный брус 2 соединен с плоской частью (далее в настоящем документе называется плоской частью) 31 нижней передней стойки 3. Плоская часть 31, которая является частью нижней передней стойки 3, соответствует первому металлическому листу в изобретении. Нижний боковой обвязочный брус 2 соединен с плоской частью 31 нижней передней стойки 3 через первый внутренний фланец 13, второй внутренний фланец 14, третий внутренний фланец 15, и четвертый внутренний фланец 16, посредством, например, точечной контактной сваркой.
(Соединение между нижним боковым обвязочным брусом 2 и нижней передней стойкой 3)
Как показано на фиг.2, как первый внутренний фланец 13, так и второй внутренний фланец 14 расположены внахлест с плоской частью 31 нижней передней стойки 3 и соединены с ней посредством точечной контактной сварки в состоянии, при котором первая концевая поверхность 13a первого внутреннего фланца 13 и вторая концевая поверхность 14b второго внутреннего фланца 14 обращены друг к другу.
Фиг.3 представляет собой вид поперечного сечения (поперечное сечение места сварки в направлении толщины листа) соединительной конструкции 1, взятого по стрелками А-А из фиг.2. Как показано на фиг.3, первая концевая поверхность 13a первого внутреннего фланца 13 и вторая концевая поверхность 14b второго внутреннего фланца 14 (концевые поверхности, которые обращены друг к другу) соединены как единое целое с плоской частью 31 нижней передней стойки 3 посредством единичной массы расплавленного металла (далее в настоящем документе называемой сварной точкой) 17 так, чтобы при точечной контактной сварке она распространялся в эллиптической форме от соединительной поверхности (центральной части в направлении толщины листа).
Кроме того, масса расплавленного металла является частью, которая образуется, когда металл, расплавленный из-за высокой температуры, вызванной процессом сварки, охлаждается и затвердевает, и это образует прочное соединение между металлическими элементами. В общем, масса расплавленного металла, образованная точечной контактной сваркой, называется сварной точкой (или просто точкой).
Как показано на фиг.2, как второй внутренний фланец 14, так и третий внутренний фланец 15 расположены внахлест с плоской частью 31 нижней передней стойки 3 и соединены с ней точечной контактной сваркой в состоянии, при котором первая концевая поверхность 14a второго внутреннего фланца 14 и вторая концевая поверхность 15b третьего внутреннего фланца 15 обращены друг к другу.
Первая концевая поверхность 14a второго внутреннего фланца 14 и вторая концевая поверхность 15b третьего внутреннего фланца 15 (концевые поверхности, которые обращены друг к другу) соединены как единое целое с плоской частью 31 нижней передней стойки 3 посредством одной сварной точки 18 так, чтобы при точечной контактной сварке она распространялась в эллиптической форме от соединительной поверхности (центральной части в направлении толщины листа). Кроме того, поскольку форма сечения сварной точки 18 такая же, что и форма сечения сварной точки 17, показанной на фиг.3, иллюстрация формы сечения сварной точки 18 не приводится.
Как показано на фиг.2, как третий внутренний фланец 15, так и четвертый внутренний фланец 16 расположены внахлест с плоской частью 31 нижней передней стойки 3 и соединены с ней точечной контактной сваркой в состоянии, при котором первая концевая поверхность 15a третьего внутреннего фланца 15 и вторая концевая поверхность 16b четвертого внутреннего фланца 16 обращены друг к другу.
Первую концевую поверхность 15a третьего внутреннего фланца 15 и вторую концевую поверхность 16b четвертого внутреннего фланца 16 (концевые поверхности, которые обращены друг к другу) соединены как единое целое с плоской частью 31 нижней передней стойки 3 посредством одной сварной точки 19 так, чтобы при точечной контактной сварке она распространялась в эллиптической форме от соединительной поверхности (центральной части в направлении толщины листа). Кроме того, поскольку форма сечения сварной точки 19 такая же, что и форма сечения сварной точки 17, показанной на фиг.3, иллюстрация формы сечения сварной точки 19 не приводится.
Как показано на фиг.2, как четвертый внутренний фланец 16, так и первый внутренний фланец 13 расположены внахлест с плоской частью 31 нижней передней стойки 3 и соединены с ней точечной контактной сваркой в состоянии, при котором первая концевая поверхность 16a четвертого внутреннего фланца 16 и вторая концевая поверхность 13b первого внутреннего фланца 13 обращены друг к другу.
Первая концевая поверхность 16a четвертого внутреннего фланца 16 и вторая концевая поверхность 13b первого внутреннего фланца 13 (концевые поверхности, обращенные друг к другу) соединены как единое целое с плоской частью 31 нижней передней стойки 3 посредством одной сварной точки 20, образованной так, чтобы при точечной контактной сварке она распространялся в эллиптической форме от соединительной поверхности (центральной части в направлении толщины листа). Кроме того, поскольку форма сечения сварной точки 20 такая же, что и форма сечения сварной точки 17, показанной на фиг.3, иллюстрация формы сечения сварной точки 20 не приводится.
Прочность соединения между нижним боковым обвязочным брусом 2 и нижней передней стойкой 3 зависит от размера (диаметра сварной точки) каждой из сварных точек 17, 18, 19, и 20. Следовательно, необходимо соответствующим образом контролировать диметр каждой из сварных точек 17, 18, 19, и 20 посредством выполнения точечной контактной сварки при определенных режимах сварки (усилие сжатия электрода, величина тока, время подачи тока и тому подобное) в соответствии с требуемой прочностью соединения.
Например, если предпочтительно устанавливать режимы сварки таким образом, чтобы диаметр сварной точки был равен или был больше 2,5√t. Здесь, t - толщина листа (то есть толщина листа нижнего бокового обвязочного бруса 2) каждого из внутренних фланцев 13-16, измеряемая в мм. Более предпочтительно устанавливать режимы сварки так, чтобы диаметр сварной точки был равен или был больше 3,0√t, и более предпочтительно устанавливать режим сварки так, чтобы диаметр сварной точки был равен или был больше 4,0√t.
Желательно, чтобы каждый из первого внутреннего фланца 13, второго внутреннего фланца 14, третьего внутреннего фланца 15, и четвертого внутреннего фланца 16 находился по существу на одной и той же плоскости для того, чтобы обеспечивать свариваемость, в особенности, свариваемость посредством точечной контактной сварки или лазерной сварки. Другими словами, предпочтительно, чтобы внутренние фланцы 13-16 входили в тесный контакт (поверхностный контакт) с плоской частью 31 нижней передней стойки 3 без расположения внахлест друг с другом.
Фиг.4 представляет собой увеличенное изображение места, в котором сварная точка 17 образована в соединительной конструкции 1, показанной на фиг.2. Как показано на фиг.4, предпочтительно, чтобы расстояние G между первой концевой поверхностью 13a первого внутреннего фланца 13 и второй концевой поверхностью 14b второго внутреннего фланца 14 (расстояние между концевыми поверхностями, которые обращены друг к другу, далее в настоящем документе называемое расстоянием между концевыми поверхностями) было равно или было больше 0 мм и меньше 1 мм. Это расстояние предназначено для обеспечения снижения веса и обеспечения свариваемости с нижней передней стойкой 3, в особенности свариваемости посредством точечной контактной сварки или лазерной сварки.
Хотя это расстояние будет описано подробно, сварная точка 17 не может быть стабильно образована в случае, когда расстояние G между концевыми поверхностями равно или больше 1 мм. Таким образом, жесткость при кручении соединительной конструкции 1 уменьшается. С точки зрения улучшения жесткости при кручении более предпочтительно, если расстояние G между концевыми поверхностями равно или больше 0 мм и меньше 0,3 мм и, более предпочтительно, равно или больше 0 мм и меньше 0,1 мм. В особенности, когда нижний боковой обвязочный брус 2 деформируется, рекомендуется, чтобы расстояние G между концевыми поверхностями было меньше 0,1 мм для того, чтобы первая концевая поверхность 13a первого внутреннего фланца 13 и вторая концевая поверхность 14b второго внутреннего фланца 14 входили в контакт друг с другом.
Кроме того, в случае, когда толщина t листа (измеряемая в мм) внутренних фланцев 13 и 14 большая, расплавленный металл распространяется во время точечной контактной сварки. Поэтому расстояние G между концевыми поверхностями может быть стандартизировано толщиной t листа. В случае, когда расстояние G между концевыми поверхностями стандартизировано толщиной t листа, условное выражение будет следующим.
Предпочтительно, условное выражение:
0 мм2 ≤ G x t < 1 мм2 (a)
Более предпочтительно, условное выражение:
0 мм2 ≤ G x t < 0,3 мм2 (b)
Еще более предпочтительно, условное выражение:
0 мм2 ≤ G x t < 0,1 мм2 (c)
Кроме того, в случае, когда предпочтительный диапазон расстояния G между концевыми поверхностями определяется процентом от толщины t листа, предпочтительно, чтобы расстояние G между концевыми поверхностями было равно или больше 0 мм и меньше 40% от толщины t листа. Поскольку сварная точка 17 не может быть стабильно образована в случае, когда расстояние G между концевыми поверхностями равно или больше 40% от толщины t листа, жесткость при кручении соединительной конструкции 1 уменьшается. С точки зрения улучшения жесткости при кручении более предпочтительно, когда расстояние G между концевыми поверхностями равно или больше 0 мм и меньше 10% от толщины t листа.
Причина, по которой задается расстояние G между концевыми поверхностями, заключается в том, что если расстояние G между концевыми поверхностями слишком большое, сварочный металл между концевыми поверхностями во время точечной контактной сварки может вытекать, и требуемая прочность сварки не будет обеспечена.
Как показано на фиг.4, предпочтительно, когда длина D протяжения первой концевой поверхности 13a первого внутреннего фланца 13 и второй концевой поверхности 14b второго внутреннего фланца 14 (длина протяжения торцевых поверхностей, которые обращены друг к другу, называемая длиной концевой поверхности) равна или больше 3 мм и меньше 50 мм. В случае, когда длина D концевой поверхности меньше 3 мм, становится трудно выполнять точечную контактную сварку. Даже если может быть выполнена лазерная сварка или тому подобное вместо точечной контактной сварки, жесткость в качестве элемента не может быть обеспечена в случае, когда длина D концевой поверхности меньше 3 мм. В случае, когда длина D концевой поверхности равна или больше 50 мм, вес нижнего бокового обвязочного бруса 2 увеличивается. В результате это приводит к увеличению веса кузова автомобильного транспортного средства. Если принимать во внимание баланс между более высокой жесткостью и снижением веса, более предпочтительно, чтобы длина D концевой поверхности была равна или больше 3 мм и меньше 20 мм.
Предпочтительно, чтобы условия по расстоянию G между концевыми поверхностями и условия по длине D концевой поверхности применялись не только к паре, состоящей из первого внутреннего фланца 13 и второго внутреннего фланца 14, но также к паре, состоящей из второго внутреннего фланца 14 и третьего внутреннего фланца 15, к паре, состоящей из третьего внутреннего фланца 15 и четвертого внутреннего фланца 16, и к паре, состоящей из четвертого внутреннего фланца 16 и первого внутреннего фланца 13.
Хотя на фиг.1 и 2 показана форма, при которой внутренние фланцы 13-16 нижнего бокового обвязочного бруса 2 и плоская часть 31 нижней передней стойки 3 соединяются вместе четырьмя сварными точками 17-20, внутренние фланцы 13-16 и плоская часть 31 могут соединяться вместе в других местах, отличных от мест, в которых находятся сварные точки 17-20. Соответственно, существует возможность дополнительного увеличения прочности соединения между нижним боковым обвязочным брусом 2 и нижней передней стойкой 3. Однако, поскольку стоимость сварки повышается с увеличением мест сварки, общее количество мест сварки может быть соответствующим образом определено, принимая во внимание требуемую прочность соединения и производственные расходы.
Кроме того, хотя нижний боковой обвязочный брус 2 изготавливается посредством формования имеющейся на складе заготовки с использованием хорошо известных способов, нижний боковой обвязочный брус 2 может быть изготовлен посредством выполнения работы по формованию заготовки после образования внутренних фланцев 13-16 на концевых частях заготовки в ее продольном направлении. В противном случае, внутренние фланцы 13-16 могут быть образованы после того, как будет образовано основное тело нижнего бокового обвязочного бруса 2 посредством формования заготовки.
Хотя в приведенном ранее описании был проиллюстрирован случай, когда для соединения между конструкционными элементами используются массы расплавленного металла (сварные точки), образованные посредством точечной контактной сварки, для соединения между конструкционными элементами, в дополнение к точечной контактной сварке, могут быть использованы, например, массы расплавленного металла, образованные посредством прерывистой сварки, такой как электродуговая сварка, лазерная сварка и лазерная электродуговая сварка. В качестве примеров форм масс расплавленного металла, образуемых такими видами прерывистой сварки, приводится C-образная форма, O-образная форма, эллиптическая форма, линейная форма, криволинейная форма, волнообразная форма, спиральная форма и тому подобное.
В соответствии с соединительной конструкцией 1, относящейся к первому варианту осуществления, как описано выше, существует возможность обеспечения повышенной жесткости кузова автомобильного транспортного средства (в особенности, соединительной части между нижним боковым обвязочным брусом 2 и нижней передней стойкой 3) при сведении к минимуму величины расширения фланцев без увеличения количества точечной контактной сварки (количества сварных точек). То есть, в соответствии с соединительной конструкцией 1, существует возможность выполнения трех требований, таких как снижение стоимости, уменьшение веса и повышение жесткости для конструкционных кузовов сбалансированным образом.
Далее со ссылкой на последующие примеры будут описаны причины, на основании которых обеспечиваются вышеописанные эффекты соединительной конструкции 1.
Пример
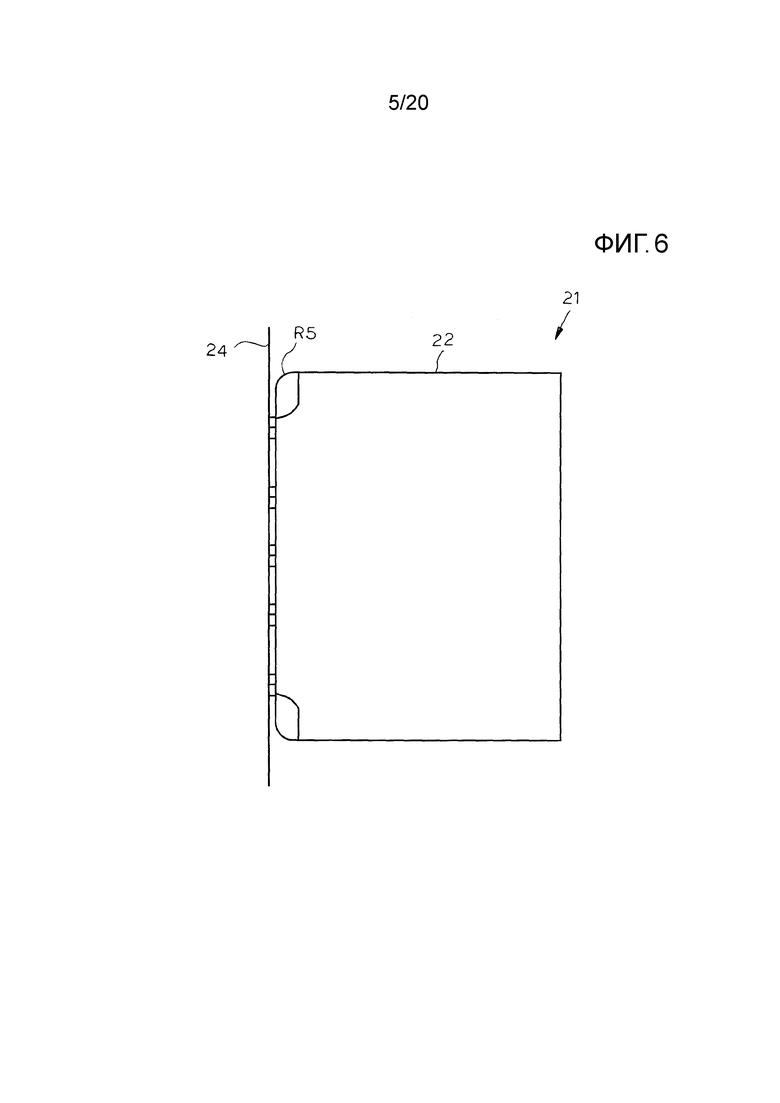
Была выполнена аналитическая модель соединительной конструкции 1, показанной на фиг.1, был выполнен численный анализ, и были оценены характеристики соединительной конструкции 1. Фиг.5 представляет собой пояснительный вид, показывающий аналитическую модель 21, и фиг.6 представляет собой вид сбоку, показывающий продольную концевую часть нижнего бокового обвязочного бруса 22 в аналитической модели 21 выделенным образом.
В аналитической модели 21, подобной соединительной конструкции 1, на каждом из обоих концов 21a и 21b нижнего бокового обвязочного бруса 22 (полная длина которого составляет 500 мм, и радиус кривизны первого ребра составляет 5 мм) в продольном направлении обеспечены четыре внутренних фланца. Четыре внутренних фланца, образованные на каждом из двух концов 21a или 21b, соединены с каждым из концевых листов 23 и 24, служащих в качестве жестких тел, которые являются плоскими частями нижней передней стойки, с прочностью соединения, эквивалентной прочности соединения точечной контактной сварки. Кроме того, плоские части 23 и 24 нижнего бокового обвязочного бруса 22 и нижняя передняя стойка изготовлены из стальных листов с высокой прочностью при растяжении, имеющих толщину листа, составляющую 1,4 мм и прочность при растяжении, составляющую 590 МПа.
Далее, в анализе аналитической модели 21 жесткость при кручении оценивалась посредством вращения концевого листа 24 на один градус вокруг центральной оси нижнего бокового обвязочного бруса 22, в состоянии, при котором концевой лист 23 оставался неподвижным.
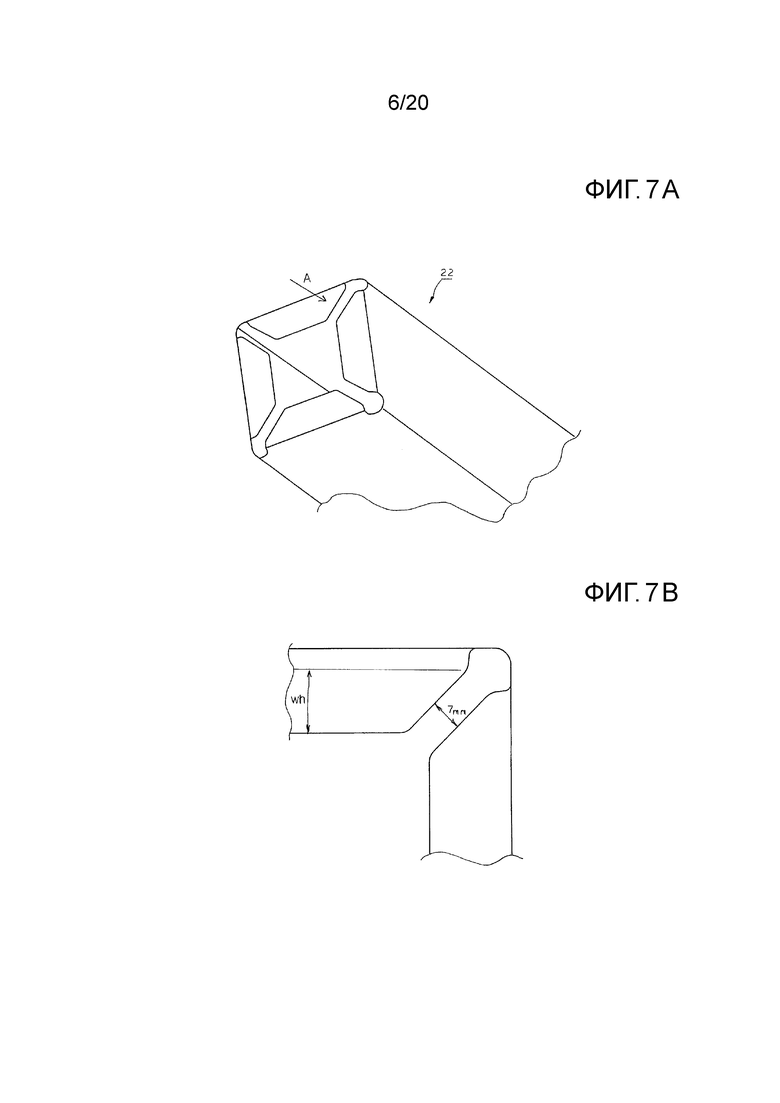
Фиг.7A-7D представляют собой пояснительные виды аналитической модели (форма 1 предшествующего уровня техники) примера предшествующего уровня техники. Фиг.7A представляет собой вид в перспективе, показывающий нижний боковой обвязочный брус 22 в аналитической модели примера предшествующего уровня техники. Фиг.7B представляет собой вид, взятый в направлении стрелки A из фиг.7A. Фиг.7C и 7D представляют собой пояснительные виды, показывающие места точечной контактной сварки аналитической модели примера предшествующего уровня техники. Фиг.7C показывает случай из 8-точечной сварки, и фиг.7D показывает случай из 12-точечной сварки. Кроме того, длина одной стороны точечной контактной сварки, которая образует квадратную форму, составляет 4,7 мм. Это также относится к форме 2 предшествующего уровня техники и к разработанным формам, которые будут описаны ниже.
Как показано на фиг.7A, в аналитической модели (форма 1 предшествующего уровня техники), четыре внутренних фланца расположены на расстоянии друг от друга без расположения внахлест друг с другом. Ширина wh каждого из четырех внутренних фланцев составляет 14 мм. Зазор (расстояние между концевыми поверхностями) между внутренними фланцами, расположенными смежно друг другу, составляет 7 мм в месте, где имеется самое маленькое расстояние на плоскости, на которой расположены четыре внутренних фланца. Квадратные отметки на фиг.7C и 7D схематично показывают сварные точки, образованные точечной контактной сваркой.
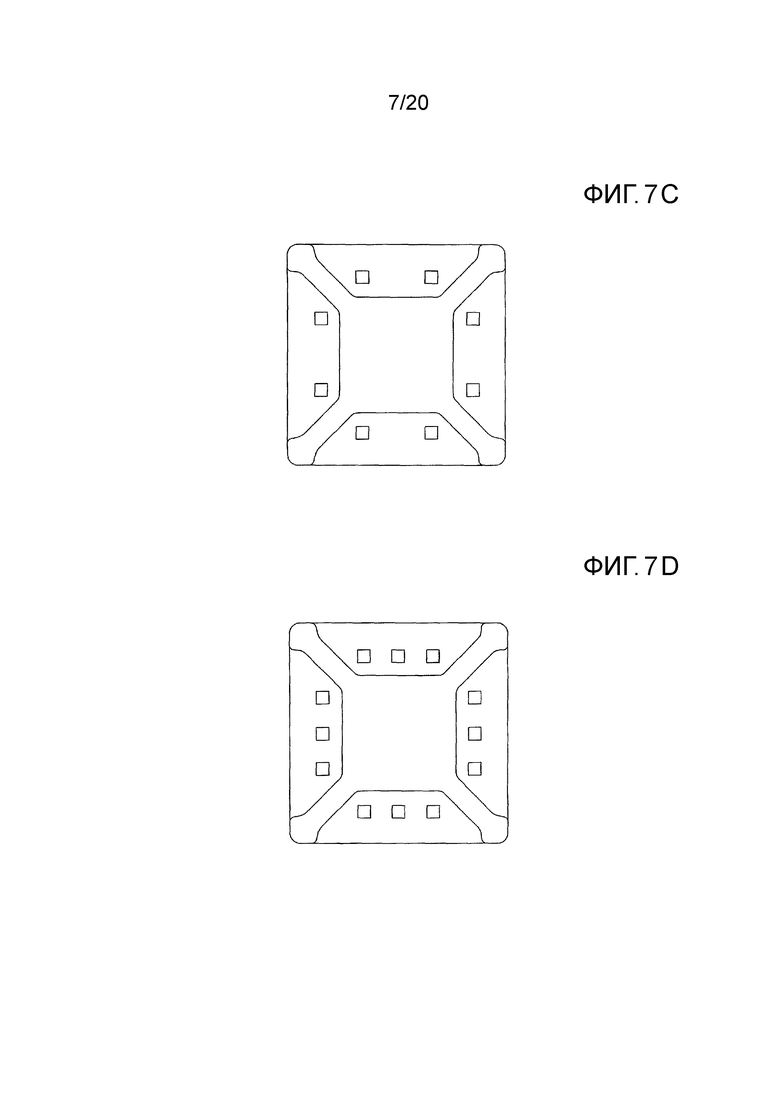
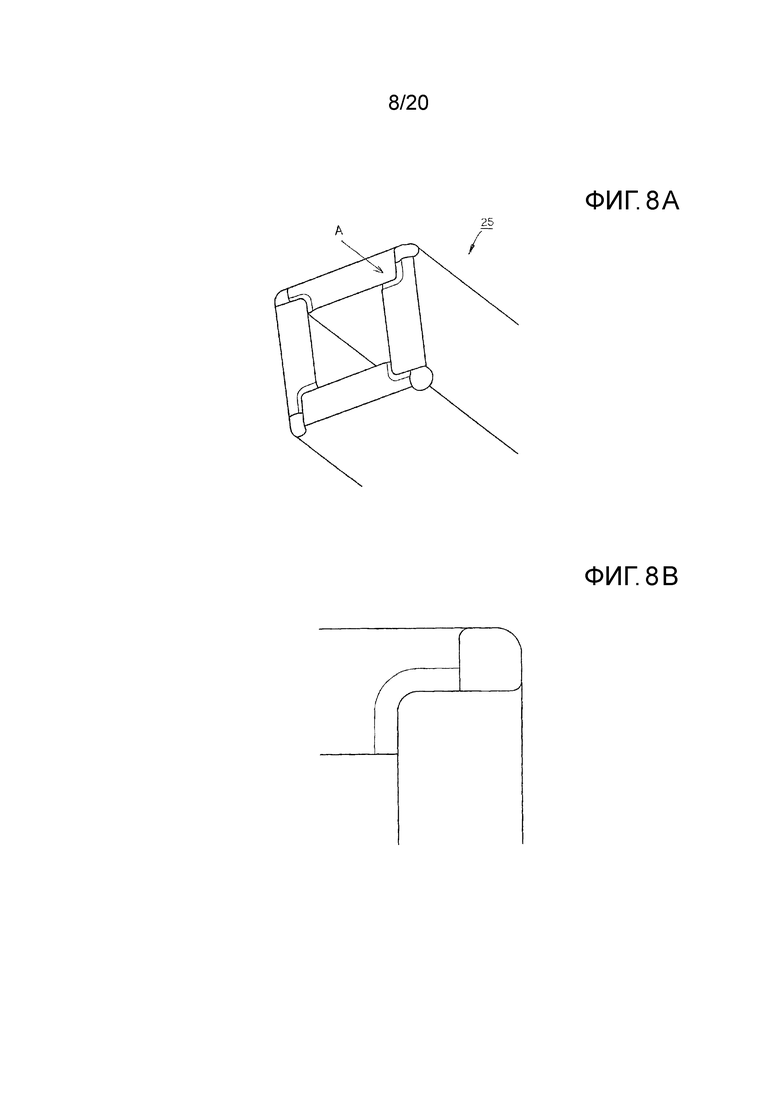
Фиг.8A-8D представляют собой пояснительные виды аналитической модели (форма 2 предшествующего уровня техники) примера предшествующего уровня техники. Фиг.8A представляет собой вид в перспективе, показывающий нижний боковой обвязочный брус 25 в аналитической модели примера предшествующего уровня техники. Фиг.8B представляет вид, взятый по стрелке A из фиг.8A. Фиг.8C и 8D представляют собой пояснительные виды, иллюстрирующие места точечной контактной сварки аналитической модели примера предшествующего уровня техники. На фиг.8C показан случай 8-точечной сварки, и на фиг.8D показан случай 12-точечной сварки. Квадратные отметки на фиг.8C и 8D схематично показывают сварные точки, образованные точечной контактной сваркой.
Как показано на фиг.8A, в аналитической модели (форма 2 предшествующего уровня техники), в одном из двух внутренних фланцев, расположенных смежно друг другу, образована ступенька и два внутренних фланца соединены (сварены) в ступенчатой части, в которой эти внутренние фланцы расположены внахлест друг с другом. Ширина каждого из внутренних фланцев составляет 14 мм.
Фиг.9A-9D представляют собой пояснительные виды аналитической модели (разработанная форма) примера изобретения. Фиг.9A представляет собой вид в перспективе, показывающий нижний боковой обвязочный брус в аналитической модели из примера предшествующего уровня техники. Фиг.9B представляет собой вид в соответствии со стрелкой A из фиг.9A. Фиг.9C и 9D представляют собой пояснительные виды, показывающие места точечной контактной сварки аналитической модели примера предшествующего уровня техники. На фиг.9C показан случай 8-точечной сварки, и на фиг.9D показан случай 12-точечной сварки. Квадратные отметки на фиг.9C и 9D схематично показывают сварные точки, образованные точечной контактной сваркой.
Как показано на фиг.9A, в аналитической модели (разработанная форма), одна концевая поверхность и другая концевая поверхность пары внутренних фланцев, расположенных смежно друг другу на одной и той же плоскости, входят в тесный контакт друг с другом. То есть, расстояние между концевыми поверхностями составляет 0 мм. Одна концевая поверхность и другая концевая поверхность соединены как единое целое с концевым листом (эквивалент плоской части нижней передней стойки) (не показана) единственной сварной точкой.
Фиг.10 представляет собой график, показывающий жесткость при кручении в случае 8-точечной сварки и 12-точечной сварки аналитических моделей форм 1 и 2 предшествующего уровня техники и разработанных форм. Фиг.11 представляет собой график, показывающий жесткость при кручении/количество сварных частей (количество сварных точек) в случае 8-точечной сварки и 12-точечной сварки аналитических моделей форм 1 и 2 предшествующего уровня техники и разработанных форм. Фиг.12 представляет собой график, показывающий жесткость при кручении/(вес плоских частей внутренних фланцев) в случае 8-точечной сварки и 12-точечной сварки аналитических моделей Форм 1 и 2 предшествующего уровня техники разработанных форм.
На фиг.10 и 11 можно увидеть, что если формы, которые имеют одинаковое количество сварных деталей, сравнивают друг с другом, то видно, что жесткости при кручении на одну сварную деталь в разработанных формах являются самыми большими. Кроме того, как можно видеть на фиг.10, 8-точечная сварка разработанной формы имеет большую жесткость, чем жесткость 12-точечной сварки формы 1 предшествующего уровня техники. Кроме того, поскольку разработанные формы не имеют расположения внутренних фланцев внахлест друг с другом по сравнению с формой 2 предшествующего уровня техники, можно увидеть, что разработанные формы имеют более легкий вес.
Фиг.13 представляет собой график, показывающий распределение деформаций, когда аналитические модели форм 1 и 2 предшествующего уровня техники и разработанных форм вращают на один градус. Числа на фиг.13 показывают значения сдвигающих напряжений в центрах толщины листа, показанных линиями.
Со ссылкой на фиг.13 будет описано преимущество разработанных форм перед формами 1 и 2 предшествующего уровня техники.
(Преимущество разработанных форм перед формой 1 предшествующего уровня техники)
Даже если разработанные формы имеют такое же количество мест сварки (количество сварных точек), что и форма предшествующего уровня техники, количество ограничительных точек в одном фланце 8-точечной сварки равно двум, как показано на фиг.7B в форме 1 предшествующего уровня техники. Наоборот, в разработанных формах ограничительных точек в одном фланце 8-точечной сварки становится равным трем, как показано на фиг.7B. В результате, поскольку количество точек, которые ограничивают фланец, увеличивается, разработанные формы имеют большую жесткость, чем жесткость формы 1 предшествующего уровня техники.
(Преимущество разработанных форм перед формой 2 предшествующего уровня техники)
Необходимо иметь ступенчатую часть, эквивалентную толщине листа концевой части каждого из внутренних фланцев формы 2 предшествующего уровня техники для того, чтобы она располагалась внахлест со своим смежным внутренним фланцем, и этой ступенчатой частью, в которой концентрируются напряжения. Наоборот, в разработанных формах все смежные внутренние фланцы могут быть выполнены полностью плоскими. По этой причине угловые части внутренних фланцев в форме 2 предшествующего уровня техники ограничиваются в точках сварных частей. Наоборот, в разработанных формах края (концевые поверхности) внутренних фланцев входят в контакт друг с другом в дополнение к ограничению в точках; следовательно, угловые части могут быть ограничены линиями. Из-за этих двух факторов в разработанных формах, как показано на фиг.13, сдвигающее напряжение внутренних фланцев становится равномерным без больших концентраций, как в форме 2 предшествующего уровня техники. Соответственно, сдвигающее напряжение становится равномерным и жесткость улучшается.
На фиг.14 показаны результаты, полученные в результате анализа взаимоотношений между зазором (расстоянием между концевыми поверхностями) между смежными внутренними фланцами и жесткостью при кручении для разработанной формы, показанной на фиг.9C. Как показано на фиг.14, если расстояние между концевыми поверхностями будет равным или будет больше 1 мм, жесткость при кручении существенно снижается. Таким образом, предпочтительно, чтобы расстояние между внутренними концевыми поверхностями было больше 0 мм и меньше 1 мм. Кроме того, из фиг.14 можно увидеть, что более предпочтительно, если расстояние между внутренними концевыми поверхностями будет равно или будет больше 0 мм и меньше 0,3 мм и, еще более предпочтительно, будет равно или будет больше 0 мм и меньше 0,1 мм. В особенности, можно увидеть, что жесткость при кручении существенно улучшается при установлении расстояния между внутренними концевыми поверхностями равным 0 мм, то есть, при приведении концевых поверхностей, которые обращены друг к другу, в тесный контакт друг с другом.
В соответствии с примером изобретения (соединительная конструкция 1) на основе результатов вышеприведенного анализа доказано, что три требования, такие как снижение стоимости, уменьшение веса и увеличение жесткости для конструкционных кузовов могут быть обеспечены сбалансированным образом.
Кроме того, в соответствии с примером изобретения (соединительная конструкция 1) нет необходимости располагать фланцы внахлест друг с другом, как в форме 2 предшествующего уровня техники. Таким образом, по сравнению с формой 2 предшествующего уровня техники, количество сварочных операций между нижним боковым обвязочным брусом и нижней передней стойкой может быть уменьшено.
(Второй вариант осуществления)
Далее будет описан второй вариант осуществления изобретения. Как описано со ссылкой на фиг.23, кузов автомобильного транспортного средства включает в себя внутреннюю панель нижнего бокового обвязочного бруса, наружную панель нижнего бокового обвязочный бруса, первый усилитель и второй усилитель в качестве конструкционных элементов. Во втором варианте осуществления будет описана форма, в которой соединительная конструкция изобретения применяется к соединительной конструкции между этими конструкционными элементами. Кроме того, по меньшей мере один из указанных выше первого усилителя и второго усилителя могут быть внутренней панелью центральной стойки.
Фиг.15 представляет собой вид в перспективе, схематично показывающий соединительную конструкцию 111 (соединительная конструкция для внутренней панели 106 нижнего бокового обвязочного бруса, наружной панели 107 нижнего бокового обвязочного бруса, первого усилителя 108, и второго усилителя 109), относящуюся ко второму варианту осуществления изобретения. Фиг.16 представляет собой вид, взятый по стрелке B из фиг.15. Кроме того, для облегчения понимания чертежей на фиг.15 и 16 внутренняя панель 106 нижнего бокового обвязочного бруса и наружная панель 107 нижнего бокового обвязочного бруса показаны прозрачными посредством прерывистых линий с двумя точками. Кроме того, хотя примером последующего описания является случай, когда соединительная конструкция 111 сама является нижним боковым обвязочным брусом, изобретение не ограничивается нижним боковым обвязочным брусом и применяется к продольному брусу крыши, передней стойке или тому подобному.
Как показано на фиг.15, соединительная конструкция (то есть нижний боковой обвязочный брус) 111 имеет замкнутое сечение, состоящее из внутренней панели 106 нижнего бокового обвязочного бруса, наружной панели 107 нижнего бокового обвязочного бруса, первого усилителя 108, и второго усилителя 109.
Внутренняя панель 106 нижнего бокового обвязочного бруса представляет собой сформованный из стали лист, имеющий постоянную форму поперечного сечения в осевом направлении материала, более конкретно, лист, сформованный из стали с высокой прочностью при растяжении. Внутренняя панель 106 нижнего бокового обвязочного бруса имеет два фланца 106a и 106b, соответственно, на ее обеих концевых частях в направлении ширины.
Внутренняя панель 106 имеет шляпообразное поперечное сечение, имеющее два фланца 106a и 106b в качестве элементов.
Наружная панель 107 нижнего бокового обвязочного бруса представляет собой сформованный из металла лист, имеющий постоянную форму поперечного сечения в осевом направлении материала, более конкретно, лист, сформованный из стали с высокой прочностью при растяжении. Наружная панель 107 нижнего бокового обвязочного бруса имеет два фланца 107a и 107b, соответственно, на ее обеих концевых частях в направлении ширины. Наружная панель 107 имеет шляпообразное поперечное сечение, имеющее два фланца 107a и 107b в качестве элементов.
Первый усилитель 108 представляет собой плоский лист, выполненный из стали с высокой прочностью при растяжении. Первый усилитель 108 расположен между двумя фланцами 106a и 106b и двумя фланцами 107a и 107b и соединен с внутренней панелью 106 нижнего бокового обвязочного бруса и с наружной панелью 107 нижнего бокового обвязочного бруса сварными точками 112, образованными точечной контактной сваркой в состоянии, при котором первый усилитель расположен внахлест с внутренней панелью 106 нижнего бокового обвязочного бруса и с наружной панелью 107 нижнего бокового обвязочного бруса в виде трех слоев, расположенных внахлест друг с другом. Кроме того, на фиг.15 показано состояние, при котором видны сварные точки 112.
Подобно первому усилителю 108 второй усилитель 109 представляет собой плоский лист, выполненный из стали с высокой прочностью при растяжении. Второй усилитель 108 расположен между двумя фланцами 106a и 106b и двумя фланцами 107a и 107b и соединен с внутренней панелью 106 нижнего бокового обвязочного бруса и с наружной панелью 107 нижнего бокового обвязочного бруса сварными точками 112, образованными точечной контактной сваркой, в состоянии, при котором второй усилитель расположен внахлест с внутренней панелью 106 нижнего бокового обвязочного бруса и с наружной панелью 107 нижнего бокового обвязочного бруса в виде трех слоев, расположенных внахлест друг с другом.
Первый усилитель 108 и второй усилитель 109 примыкают друг к другу или расположены на заданном расстоянии друг от друга в продольном направлении как внутренней панели 106 нижнего бокового обвязочного бруса, так и наружной панели 107 нижнего бокового обвязочного бруса.
Как показано на фиг.15 и 16, первый усилитель 108 и второй усилитель 109 расположены между внутренней панелью 106 нижнего бокового обвязочного бруса и наружной панелью 107 нижнего бокового обвязочного бруса в состоянии, при котором концевая поверхность 108a первого усилителя 108 и концевая поверхность 109a второго усилителя 109 обращены друг к другу на одной и той же плоскости.
Фиг.17 представляет собой вид поперечного сечения, взятого по стрелкам C-C (вид поперечного сечения места сварки в направлении толщины листа), сварной точки, показанной на фиг.16. Как показано на фиг.16 и 17, концевая поверхность 108a первого усилителя 108 и концевая поверхность 109a второго усилителя 109 (концевые поверхности, которые обращены друг к другу) соединены как единое целое с фланцем 106a внутренней панели 106 нижнего бокового обвязочного бруса и с фланцем 107a наружной панели 107 нижнего бокового обвязочного бруса одной сварной точкой 113a, образованной посредством точечной контактной сварки так, чтобы при распространении от соединительной поверхности (центральной части в направлении ширины) образовывалась эллиптическая форма.
Таким образом, во втором варианте осуществления, если обращать внимание на сварную точку (сварную точку 113a), показанную на фиг.16, первый усилитель 108 и второй усилитель 109 соответствуют паре вторых металлических листов в изобретении, и фланец 106a внутренней панели 106 нижнего бокового обвязочного бруса соответствует первому металлическому листу в изобретении, и фланец 107a наружной панели 107 нижнего бокового обвязочного бруса в изобретении соответствует третьему металлическому листу.
Как показано на фиг.15, концевая поверхность 108a первого усилителя 108 и концевая поверхность 109a второго усилителя 109 (концевые поверхности, которые обращены друг к другу) соединены как единое целое с фланцем 106b внутренней панели 106 нижнего бокового обвязочного бруса и с фланцем 107b наружной панели 107 нижнего бокового обвязочного бруса одной сварной точкой 113b, образованной посредством точечной контактной сварки таким образом, чтобы при распространении от соединительной поверхности (центральной части в направлении ширины) образовывалась эллиптическая форма. Кроме того, поскольку форма сечения сварной точки 113b в направлении толщины такая же, что и форма сечения сварной точки 113a, показанной на фиг.17, иллюстрация формы сечения сварной точки 113b не приводится.
Таким образом, во втором варианте осуществления, если обратить внимание на сварную точку 113b, первый усилитель 108 и второй усилитель 109 соответствуют паре вторых металлических листов в изобретении, и фланец 106b внутренней панели 106 нижнего бокового обвязочного бруса соответствует первому металлическому листу в изобретении, и фланец 107b наружной панели 107 нижнего бокового обвязочного бруса в изобретении соответствует третьему металлическому листу.
Прочность соединения между внутренней панелью 106 нижнего бокового обвязочного бруса, наружной панелью 107 нижнего бокового обвязочного бруса, первым усилителем 108 и вторым усилителем 109 зависит от размера (диаметра сварной точки) каждой из сварных точек 112, 113a, и 113b. Следовательно, необходимо соответствующим образом контролировать диаметр сварной точки каждой из сварных точек 112, 113a, и 113, выполняя точечную контактную сварку при определенных режимах сварки (сила прижатия электрода, величина тока, время подачи тока, и тому подобное) в соответствии с требуемой прочностью соединения. Например, предпочтительно устанавливать режимы сварки таким образом, чтобы диаметр сварной точки был равен или был больше 2,5√t. Здесь t - толщина листа каждого из усилителей 108-109, измеряемая в мм. Более предпочтительно устанавливать режимы сварки таким образом, чтобы диаметр сварной точки был равен или был больше 3,0√t, и еще более предпочтительно устанавливать режимы сварки таким образом, чтобы диаметр сварной точки был равен или был больше 4,0√t.
Желательно, чтобы как первый усилитель 108, так и второй усилитель 109 находились по существу на одной и той же плоскости для того, чтобы обеспечивать свариваемость, в особенности свариваемость при точечной контактной сварке или при лазерной сварке. Другими словами, предпочтительно, чтобы первый усилитель 108 и второй усилитель 109 входили в тесный контакт (поверхностный контакт) с фланцами 106a и 106b внутренней панели 106 нижнего бокового обвязочного бруса и с фланцами 107a и 107b наружной панели 107 нижнего бокового обвязочного бруса без расположения внахлест друг с другом.
Подобно первому варианту осуществления даже во втором варианте осуществления, предпочтительно, чтобы расстояние G (расстояние между концевыми поверхностями) между концевой поверхностью 108a первого усилителя 108 и концевой поверхностью 109a второго усилителя 109 было равно или было больше 0 мм и меньше 1 мм (со ссылкой на фиг.15 и 16). Кроме того, подобно первому варианту осуществления даже во втором варианте осуществления, с точки зрения улучшения жесткости при кручении, предпочтительно, чтобы расстояние G между концевыми поверхностями было равно или было больше 0 мм и меньше 0,3 мм и, еще более предпочтительно, было равно или было больше 0 мм и меньше 0,1 мм.
Кроме того, подобно первому варианту осуществления даже во втором варианте осуществления, в случае, когда толщина t листа (измеряется в мм) первого усилителя 108 и второго усилителя 109 большая, расплавленный металл распространяется во время точечной контактной сварки. Следовательно, расстояние G может быть стандартизировано толщиной t листа. Условное выражение в случае, когда расстояние G между концевыми поверхностями стандартизировано толщиной t листа будет таким же, что и условные выражения (a) - (c), описанные в первом варианте осуществления.
Кроме того, подобно первому варианту осуществления даже во втором варианте осуществления, в случае, когда предпочтительный диапазон G расстояния между концевыми поверхностями определяется процентом от толщины t листа, предпочтительно, чтобы расстояние G между концевыми поверхностями было равно или было больше 0 мм и меньше 40% от толщины t листа. Поскольку сварные точки 113a и 113b не могут быть стабильно образованы в случае, когда расстояние G между концевыми поверхностями равно или больше 40% от толщины t листа, жесткость при кручении соединительной конструкции 111 уменьшается. С точки зрения улучшения в жесткости при кручении, более предпочтительно, чтобы расстояние G между концевыми поверхностями было равно или было больше 0 мм и меньше 10% от толщины t листа.
Причина, по которой устанавливается расстояние G между концевыми поверхностями, заключается в том, что если расстояние G между концевыми поверхностями будет слишком большим, сварной металл, расплавляемый между концевыми поверхностями во время точечной контактной сварки, может вытекать, и требуемая сварная прочность может быть не обеспечена.
Подобно первому варианту осуществления даже для второго варианта осуществления предпочтительно, чтобы длина (длина концевой поверхности) D протяжения концевой поверхности 108a первого усилителя 108 и концевой поверхности 109a второго усилителя 109 была равна или была больше 3 мм и меньше 50 мм (со ссылкой на фиг.16). Как показано на фиг.16, длина D концевой поверхности во втором варианте осуществления является длиной части, расположенной внахлест с фланцами 106a и 107a по всей длине концевых поверхностей 108a и 109a, которые обращены друг к другу. В тоже время длина D концевой поверхности в месте сварки напротив места сварки, показанного на фиг.16, то есть, место образования сварной точки 113b, является длиной части, расположенной внахлест с фланцами 106b и 107b по всей длине концевых поверхностей 108a и 109a, которые обращены друг к другу.
В случае, когда длина D концевой поверхности меньше 3 мм, становится трудно выполнять точечную контактную сварку. Даже если сварка может быть выполнена лазерной сваркой или тому подобным вместо точечной контактной сварки, жесткость как элемент не может быть обеспечена в случае, когда длина D концевой поверхности меньше 3 мм. В случае, когда длина D концевой поверхности равна или больше 50 мм, вес элемента увеличивается. В результате происходит увеличение веса кузова автомобильного транспортного средства. Если принимать во внимание баланс между более высокой жесткостью и уменьшением веса, более предпочтительно, чтобы длина D концевой поверхности была равна или была больше 3 мм и меньше 20 мм.
Хотя для соединения между конструкционными элементами был описан случай, когда используются массы расплавленного металла (сварные точки), образуемые точечной контактной сваркой, для соединения между конструкционными элементами дополнительно к точечной контактной сварке могут быть, например, использованы массы расплавленного металла, образуемые прерывистой сваркой, такой как электродуговая сварка, лазерная сварка и лазерная электродуговая сварка. Примерами форм масс расплавленного металла, образуемых этими видами прерывистой сварки, являются C-образная форма, O-образная форма, эллиптическая форма, удлиненная форма, криволинейная форма, волновая форма, спиральная форма и тому подобное.
По этой причине в соединительной конструкции 111 даже при использовании точечной прерывистой сварки, такой как точечная контактная сварка, обеспечивается высокая жесткость при кручении вокруг осевого центра при низких затратах и при подавлении увеличения веса.
В приведенном выше описании, поскольку соединительная конструкция 111 представляет собой нижнюю часть бокового обвязочного бруса, для примера приводится случай, при котором первый усилитель 108 и второй усилитель 109 размещаются между внутренней панелью 106 нижнего бокового обвязочного бруса и наружной панелью 107 нижнего бокового обвязочного бруса. Однако изобретение не ограничивается этим случаем, и может быть также применено к форме, в которой пара усилителей (пара вторых металлических листов) размещается между верхней панелью (первый металлический лист) и нижней панелью (третий металлический лист).
В соответствии с соединительной конструкцией 111, относящейся ко второму варианту осуществления, как описано выше, существует возможность обеспечивать более высокую жесткость кузова автомобильного транспортного средства (в особенности, улучшение в жесткости при кручении самого нижнего бокового обвязочного бруса) при сведении к минимуму участков усилителей, расположенных внахлест с панелями без увеличения количества времени выполнения точечной контактной сварки (количества сварных точек). То есть, в соответствии с соединительной конструкцией 111, существует возможность сбалансированного выполнения трех требований, таких как сокращение стоимости, уменьшение веса и увеличение жесткости конструкционных кузовов. Далее со ссылкой на нижеследующий пример будут описаны основания для достижения вышеописанные эффектов.
Пример
Относительно соединительной конструкции (нижнего бокового обвязочного бруса) 111, показанной на фиг.15, и боковых частей 2-1-2-3 нижнего обвязочного бруса из примера предшествующего уровня техники, имеющего конструкцию, показанную на фиг.23, жесткость при кручении при вращении одной концевой части нижнего бокового обвязочного бруса на 0,1 градуса от центрального угла посредством вращения вокруг осевого центра в состоянии, когда одна концевая часть неподвижна, была получена численным анализом.
Фиг.18 представляет собой пояснительный вид, показывающий форму поперечного сечения нижней части 111 бокового обвязочного бруса и боковых частей 2-1-2-3 нижнего обвязочного бруса. Кроме того, на фиг.18 показано центральное положение в направлении толщины листа внутренней панели 106 нижнего бокового обвязочного бруса, наружной панели 107 нижнего бокового обвязочного бруса, первого усилителя 108, и второго усилителя 109.
В этом анализе, соответствующие длины L1 и L2 как первого усилителя 108, так и второго усилителя 109 были заданы равными 239,975 мм, и расстояние G между концевыми поверхностями было задано равным 0,05 мм. Кроме того, соответствующие прочности и толщины листа внутренней панели 106 нижнего бокового обвязочного бруса, наружной панели 107 нижнего бокового обвязочного бруса, первого усилителя 108, и второго усилителя 109 были следующими.
- Внутренняя панель 106 нижнего бокового обвязочного бруса: 980 МПа, 1,0 мм
- Наружная панель 107 нижнего бокового обвязочного бруса: 980 МПа, 1,0 мм
- Первый усилитель 108: 980 МПа, 1,0 мм
- Второй усилитель 109: 980 МПа, 1,0 мм
Виды (a) - (d) из фиг.19 являются пояснительными видами, показывающими соответствующие расположения первого усилителя 108 и второго усилителя 109 и положения сварных точек 110, 112, 113a, и 113b в боковых частях 2-1-2-3 нижнего обвязочного бруса из примеров предшествующего уровня техники и боковой части 111 нижнего обвязочного бруса из примера настоящего изобретения.
Результаты анализа показаны на графиках на фиг.20 и 21. Фиг.20 представляет собой график, показывающий жесткость при кручении, когда кручение на 0,1 градус от центрального угла придается нижним боковым обвязочным брусам 2-1, 2-2, и 111. Фиг.21 представляет собой график, показывающий жесткость при кручении на одну сварную точку, когда кручение на 0,1 градус от центрального угла придается нижним боковым обвязочным брусам 2-3 и 111.
Как можно увидеть из графиков на фиг.20 и 21 согласно изобретению по сравнению с предшествующим уровнем техники даже при выполнении точечной прерывистой сварки, такой как точечная контактная сварка, обеспечивается высокая жесткость при кручении вокруг центральной оси при низкой стоимости и в тоже время при подавлении увеличения веса.
Хотя выше были описаны первый и второй варианты осуществления изобретения, изобретение этим не ограничивается, и изобретение может быть модифицировано в различных формах без отхода от объема изобретения.
Хотя в описанном выше первом варианте осуществления в качестве примера был приведен случай, когда соединительная конструкция изобретения применяется к соединительной конструкции между боковой частью 2 нижнего обвязочного бруса и нижней передней стойкой 3, соединительная конструкция (соединительная конструкция, описанная в первом варианте осуществления) изобретения может также применяться к соединительной конструкции между боковой частью 202 нижнего обвязочного бруса 202 и нижней задней стойкой 220, которая показана на фиг.22, или к соединительной конструкции между боковой частью 202 нижнего обвязочного бруса и поперечным элементом 230.
Во втором варианте осуществления был описан случай, когда соединительная конструкция изобретения применяется к соединительной конструкции внутренней панели 106 нижнего бокового обвязочного бруса, наружной панели 107 нижнего бокового обвязочного бруса, первому усилителю 108, и второму усилителю 109. Однако, например, в случае, когда конструкцию, в которой пара усилителей расположена между двух панелей, необходимо адаптировать к центральной стойке 204 или к продольному брусу 205 крыши, показанных на фиг.22, соединительная конструкция (соединительная конструкция, описанная во втором варианте осуществления) изобретения также может быть применена к такой конструкции.
В описанных выше в первом и втором вариантах осуществления в качестве примера конструкционного кузова был указан кузов автомобильного транспортного средства, для которого требуется снижение стоимости, уменьшение веса и увеличение жесткости. Однако соединительная конструкция изобретения также может применяться, например, к другим конструкционным кузовам, таким как кузова железнодорожных транспортных средств, фюзеляжи самолетов, без ограничения кузовами автомобильных транспортных средств.
Список ссылочных позиций
1: Соединительная конструкция
2: Нижний боковой обвязочный брус (сформованный из металла лист)
3: Нижняя передняя стойка
13: Первый внутренний фланец (второй металлический лист)
14: Второй внутренний фланец (второй металлический лист)
15: Третий внутренний фланец (второй металлический лист)
16: Четвертый внутренний фланец (второй металлический лист)
31: Плоская часть нижней передней стойки (первый металлический лист)
17-20: Сварная точка (масса расплавленного металла)
111: Соединительная конструкция
106: Внутренняя панель нижнего бокового обвязочного бруса (первый сформованный из металла лист)
107: Наружная панель нижнего бокового обвязочного бруса (второй сформованный из металла лист)
106A, 106B: Фланец (первый металлический лист)
107A, 107B: Фланец (третий металлический лист)
108: Первый усилитель (второй металлический лист)
109: Второй усилитель (второй металлический лист)
113A, 113B Сварная точка (масса расплавленного металла)
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМПОВАННЫЙ КОМПОНЕНТ КУЗОВА АВТОМОБИЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706253C1 |
| АВТОМОБИЛЬНЫЙ ЭЛЕМЕНТ | 2017 |
|
RU2696505C1 |
| БОКОВАЯ СТЕНА ВАГОНА И СПОСОБЫ ЕЕ СБОРКИ (ВАРИАНТЫ ) | 2004 |
|
RU2271293C2 |
| КОНСТРУКЦИЯ НИЖНЕГО КУЗОВА ПЕРЕДНЕЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2545143C1 |
| СПОСОБ ПРОИЗВОДСТВА УСИЛИТЕЛЯ ЦЕНТРАЛЬНОЙ СТОЙКИ | 2013 |
|
RU2628268C2 |
| ФОРМОВАННОЕ ВЫТЯЖКОЙ ИЗДЕЛИЕ ДЛЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВЫТЯЖКОЙ ИЗДЕЛИЯ ДЛЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ТРАНСПОРТНОГО СРЕДСТВА И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВЫТЯЖКОЙ ИЗДЕЛИЯ ДЛЯ КОНСТРУКТИВНОГО ЭЛЕМЕНТА ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2705881C1 |
| КОНСТРУКЦИЯ ПЕРЕДНЕЙ ЧАСТИ ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2681512C1 |
| КОНСТРУКЦИЯ ПЕРЕДНЕГО ОБВЯЗОЧНОГО БРУСА, ПОЛА И ГОЛОВНОГО БОРТА ГРУЗОВОГО КУЗОВА ГРУЗОВОГО АВТОМОБИЛЯ НА ШАССИ ЛЕГКОВОГО АВТОМОБИЛЯ | 2015 |
|
RU2677751C2 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО КОНСТРУИРОВАНИЯ | 2016 |
|
RU2688112C1 |
| СОЕДИНИТЕЛЬНАЯ КОНСТРУКЦИЯ ЭЛЕМЕНТОВ КАРКАСА | 2015 |
|
RU2632549C1 |
Изобретение относится к машиностроению. Соединительная конструкция содержит первый металлический лист и пару вторых металлических листов. Каждый из пары вторых металлических листов расположен внахлест с первым металлическим листом так, что концевая поверхность одного из вторых металлических листов и концевая поверхность другого из вторых металлических листов обращены друг к другу. Концевые поверхности соединены как единое целое с первым металлическим листом посредством единичной массы расплавленного металла. Пара вторых металлических листов находится на одной и той же плоскости. Достигается повышение жесткости конструкции. 11 з.п. ф-лы, 32 ил.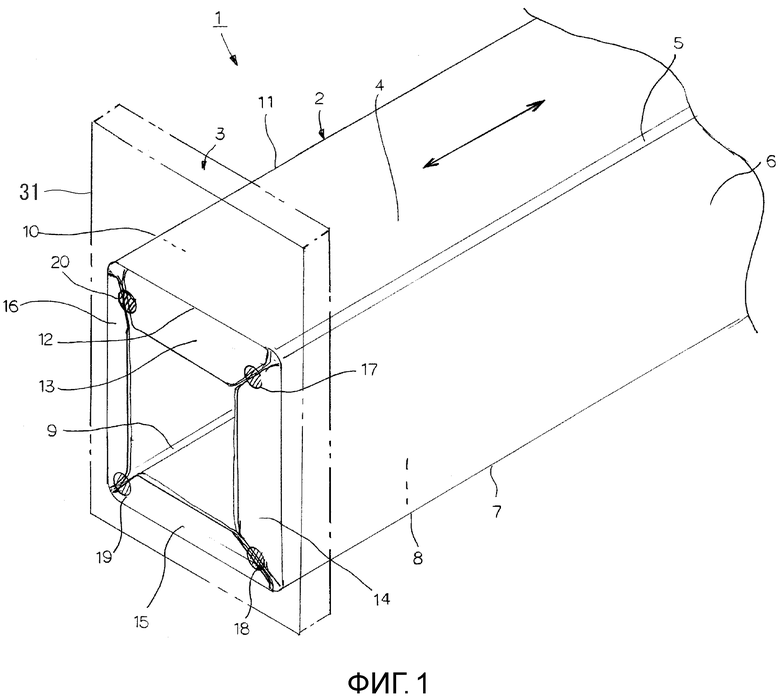
1. Соединительная конструкция, содержащая первый металлический лист и пару вторых металлических листов, в которой каждый из пары вторых металлических листов расположен внахлест с первым металлическим листом в состоянии, при котором концевая поверхность одного из вторых металлических листов и концевая поверхность другого из вторых металлических листов обращены друг к другу, и в которой концевые поверхности, которые обращены друг к другу, соединены как единое целое с первым металлическим листом посредством единичной массы расплавленного металла.
2. Соединительная конструкция по п.1, в которой пара вторых металлических листов находится на одной и той же плоскости.
3. Соединительная конструкция по п.1 или 2, в которой расстояние между концевыми поверхностями, которые обращены друг к другу, равно или больше 0 мм и меньше 1 мм.
4. Соединительная конструкция по п.1 или 2, в которой следующее условное выражение (a) удовлетворено, когда толщина листа пары вторых металлических листов обозначена как t (мм) и расстояние между концевыми поверхностями, которые обращены друг к другу, обозначено как G (мм)
0 мм2 ≤ G x t < 1 мм2 (a).
5. Соединительная конструкция по п.1 или 2, в которой расстояние между концевыми поверхностями, которые обращены друг к другу, меньше 40% от толщины листа вторых металлических листов.
6. Соединительная конструкция по п.1 или 2, в которой длина протяжения концевых поверхностей, которые обращены друг к другу, равна или больше 3 мм и меньше 50 мм.
7. Соединительная конструкция по п.1 или 2, в которой пара вторых металлических листов является парой внутренних фланцев, обеспеченных в осевом направлении материала концевой части сформованного из металла листа, имеющего постоянную форму поперечного сечения в осевом направлении материала.
8. Соединительная конструкция по п.7, в которой форма поперечного сечения, сформованного из металла листа, представляет собой угловую форму, форму швеллера или прямоугольную форму.
9. Соединительная конструкция по п.7, в которой сформованный из металла лист представляет собой нижний боковой обвязочный брус кузова автомобильного транспортного средства, и первый металлический лист является частью нижней передней стойки кузова автомобильного транспортного средства.
10. Соединительная конструкция по п.1 или 2, дополнительно содержащая третий металлический лист, в которой в состоянии, при котором пара вторых металлических листов расположена между первым металлическим листом и третьим металлическим листом, концевые поверхности, которые обращены друг к другу, соединены как единое целое с первым металлическим листом и с третьим металлическим листом посредством массы расплавленного металла.
11. Соединительная конструкция по п.10, в которой первый металлический лист представляет собой фланец, обеспеченный в первом сформованном из металла листе, имеющем шляпообразную форму поперечного сечения в осевом направлении материала, и в которой третий металлический лист представляет собой фланец, обеспеченный во втором сформованном из металла листе, имеющем шляпообразную форму поперечного сечения в осевом направлении материала.
12. Соединительная конструкция по п.11, в которой первый сформованный из металла лист представляет собой наружную панель нижнего бокового обвязочного бруса кузова автомобильного транспортного средства, в которой второй сформованный из металла лист представляет собой внутреннюю панель нижнего бокового обвязочного бруса кузова автомобильного транспортного средства, и в которой каждый из пары вторых металлических листов представляет собой усилитель или внутреннюю панель центральной стойки кузова автомобильного транспортного средства.
| JP S5382631 A, 21.07.1978 | |||
| US 20050189790 A1, 01.09.2005 | |||
| US 20040119321 A1, 24.06.2004 | |||
| Узел соединения элементов основания кузова в зоне ниши заднего колеса автомобиля | 1989 |
|
SU1684151A1 |

