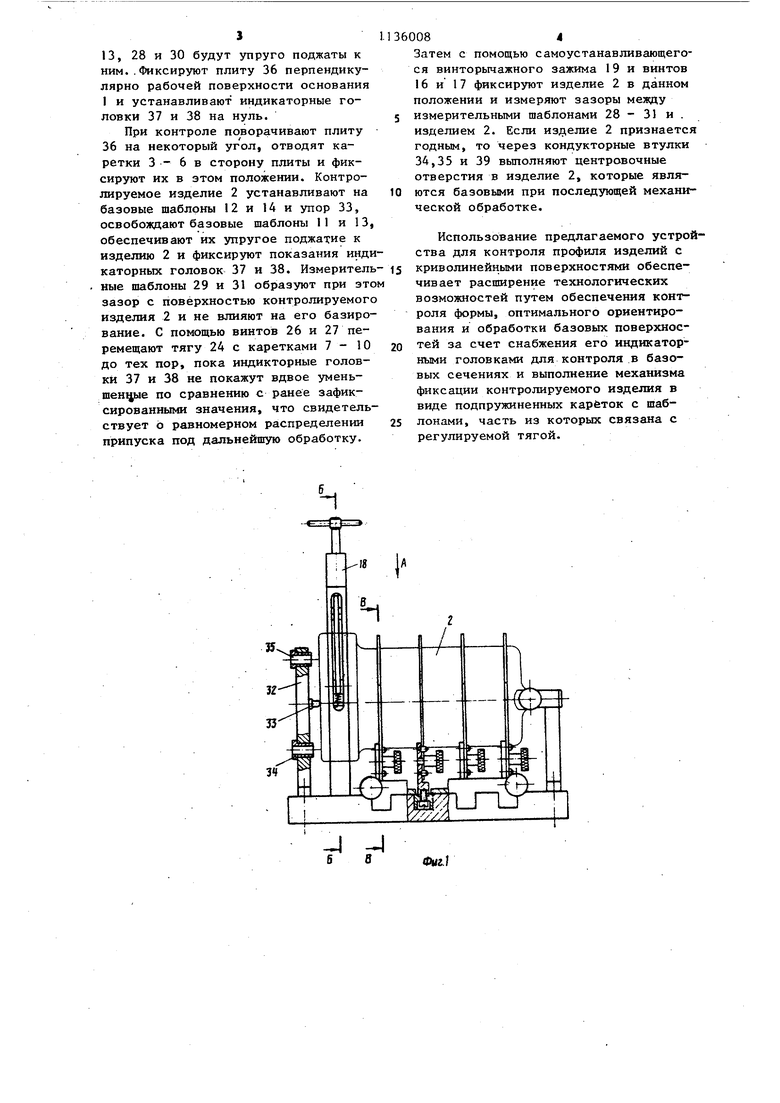
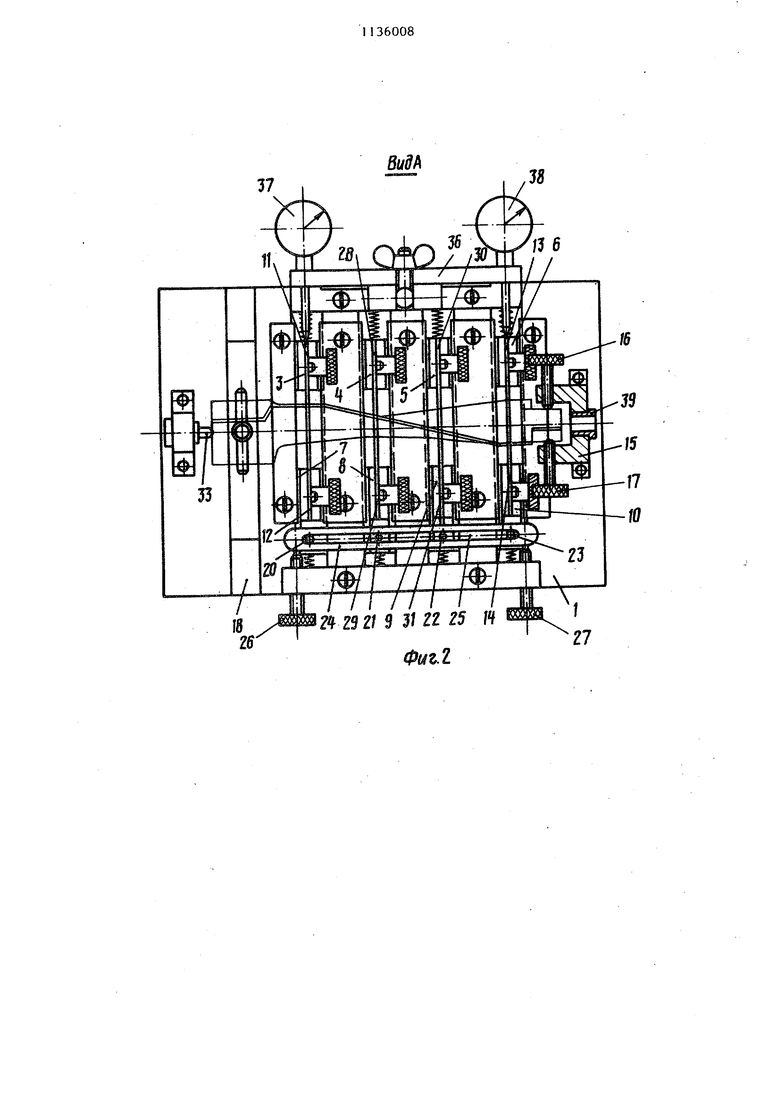
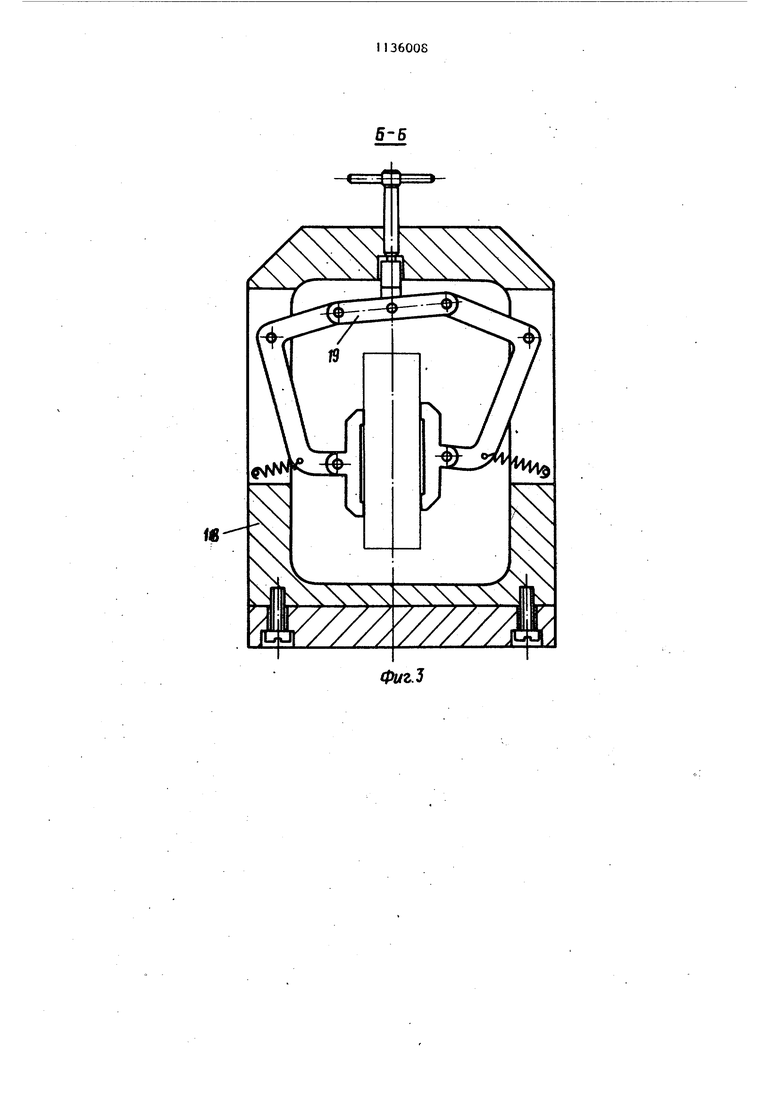
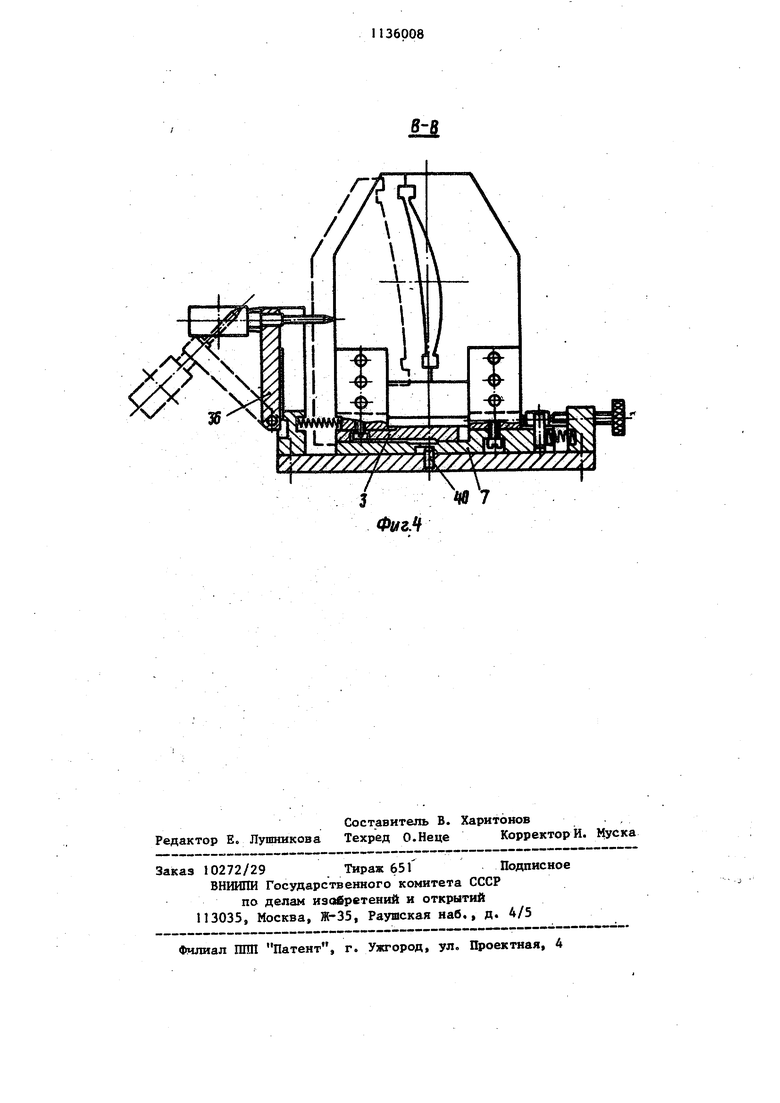
Изобретение относится к машиност ению и может быть использовано для контроля профиля изделий с криволинейными поверхностями, например, ту бинных лопаток. . Известно устройство для контроля профиля изделий с криволинейными поверхностями, содержащее основание закрепленные на его рабочей поверхности механизм фиксации контролируе мого изделия, две пары измерительны шаблонов, размещенных с возможность перемещения в направлении друг к д Другу, и стойку с базовым упором, расположенным вдоль оси симметрии основания L1 . Однако в известном устройстве контролируемое изделие базируется относительно механически обработанн го хвоста жесткими фиксаторами, что затрудняет распределение припуска . под дальнейшую обр- ботку и соответствующую зацентровку, а также приво дит к необходимости пересчета откло нений в каждом сечении относительно среднего положения. Цель изобретения - расширение технологических возможностей. Поставленная цель достигается тем, что устройство для контроля профиля изделий с криволинейными поверхностями, содержащее основание закрепленные на его рабочей поверхности механизм фиксащи контролируе мого изделия, две пары измерительны шаблонов, размещенных с возможностью перемещения в направлении одна к другой, и стойку с базовым упором, расположенным вдоль оси симметрии основания, снабжено плнтой, шарнирно закрепленной на основании перпендикулярно его рабочей поверхности и параллельно оси симметрии, закрепленными на плите двумя индикаторными головками, осисимметрии измерительных наконечников которых параллельно рабочей поверхности основания, механизм фиксации выполнен в виде кареток, установленных по обе стороны от.оси симметрии основания и подпружиненнь х в направлении одна к другой, двух пар базовых шаблонов, установленных на соответствующих каретках, два из которых размещены с возможностью взаимодействия с индикаторны ми головками, закрепленной вдоль ос симметрии основания дополнительной стойки с зажимными винтами, закрепленной на основании мезвду стойкой и каретками П-образной стойки с винторычажным зажимом, штырей, закрепленных на наиболее удаленных от плиты каретках, плоской тяги с продольным пазом, предназначенньм для размещения штырей, и двух винтов, установленных на основании перпендикулярно его оси симметрии и шарнирно соединенных с концами тяги, две пары измерительных шаблонов закреплены на каретках, расположенных между каретками с базовыми шаблонами, а стойки выполнены с кондукторными втулками. На фиг. 1 показана схема устройства для контроля профиля изделий с криволинейными поверхностями; на фиг. 2 - вид А на фиг. 1; на фиг. 3разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1, Устройство содержит основание 1, закрепленные на его рабочей поверхности механизм 2 фиксации контролируемого изделия, выполненный в виде подпружиненных в направлении друг к другу кареток 3 - 6 JH. 7 - 10, двух пар базовых шаблонов 11 и 12, 13 и 14, стойки 15 с зажимными винтами 16 и 17, П-образной стойки 18 с винторычажным зажимом 19, штырей:20 - 23, закрепленных на каретках 7-10, плоской тяги 24 с продольным пазом 25, предназначенным для размещения штырей 20 - 23, и двух винтов 26 и 27, шарнирно соединенных с концами тяги 24, две пары измерительных шаблонов 28V 29 и 30, 31, закрепленных на каретках 4,8 и 5,9, стойку 32 с базовым упором 33 и двумя кондукторными втулками 34 и 35, шарнирно закрепленную на основании 1 плиту 36, две индикаторные головки 37 и 38, закрепленные на плите 36 с возможностью взаимодействия с шаблонами П и 13, кондукторную втулку 39, выполненную в стойке 15 и ограничитель ные штифты 40. Устройство работает; следующим образом, В исходном положении винты 26 и 27 заворачивают до тех пор, пока каретки 7 - 10 не будут контактировать с соответствующими ограничительными штифтами. При этом шаблоны 12, 14,29 и 31 займут номинальное положение, а соответствующие шаблоны 11,
13, 28 и 30 будут упруго поджаты к ним..Фиксируют плиту 36 перпендикулярно рабочей поверхности основания I и устанавливают индикаторные головки 37 и 38 на нуль.
При контроле поворачивают плиту 36 на некоторый угол, отводят каретки 3 - 6 в сторону плиты и фиксируют их в этом положении. Контролируемое изделие 2 устанавливают на базовые шаблоны 12 и 14 и упор 33, освобождают базовые шаблоны 11 и 13, обеспечивают их упругое поджатие к изделию 2 и фиксируют показания индикаторных головок 37 и 38. Измерительные шаблоны 29 и 31 образуют при это зазор с поверхностью контролируемого изделия 2 и не влияют на его базирование. С помощью винтов 26 и 27 перемещают тягу 24 с каретками 7-10 до тех пор, пока индикторные головки 37 и 38 не покажут вдвое уменьшенфле по сравнению с ранее зафиксированными значения, что свидетельствует о равномерном распределении припуска под дальнейшую обработку.
0084
Затем с помощью самоустанавливающегося винторычажного зажима 19 и винтов 16 и 17 фиксируют изделие 2 в данном положении и измеряют зазоры между измерительными шаблонами 28 - 31 и . изделием 2. Если изделие 2 признается годным, то через кондукторные втулки 34,35 и 39 выполняют центровочные отверстия в изделие 2, которые являются базовыми при последующей механической обработке.
Использование предлагаемого устройства для контроля профиля изделий с
криволинейными поверхностями обеспечивает расширение технологических возможностей путем обеспечения контроля формы, оптимального ориентирования и обработки базовых поверхностей за счет снабжения его индикаторными головками для контроля в базовых сечениях и выполнение механизма фиксации контролируемого изделия в виде подпружиненных кареток с шаблонами, часть из которых связана с регулируемой тягой.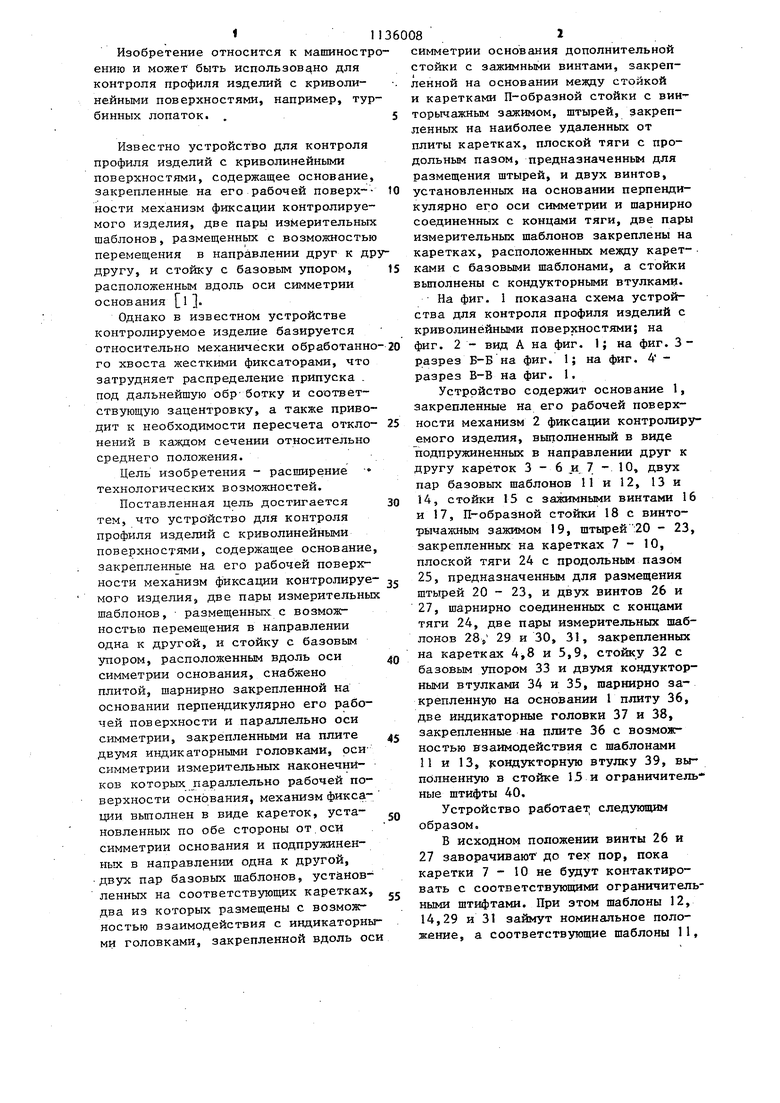
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд-верстак | 1990 |
|
SU1757863A1 |
| Устройство для контроля профиля пера заготовки турбинной лопатки | 1989 |
|
SU1620809A1 |
| СФЕРОМЕТР УНИВЕРСАЛЬНЫЙ МОТОРИКИНА Г.П. | 2001 |
|
RU2198378C2 |
| Устройство для контроля печатных плат | 1991 |
|
SU1837410A1 |
| Измерительное устройство | 1989 |
|
SU1714321A1 |
| Устройство для контроля профиля лопасти | 1982 |
|
SU1100489A1 |
| Устройство для измерения изделий сложной формы | 1990 |
|
SU1758405A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ КОНТРОЛЯ ЦЕПОЧКИ РАЗМЕРОВ ИЗДЕЛИЯ | 1969 |
|
SU236019A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ХОЛОДНОЙ ГИБКОЙ ИЗ ЛИСТА ИЗДЕЛИЙ СЛОЖНОЙ КРИВИЗНЫ | 1970 |
|
SU264323A1 |
| Контактное устройство | 1989 |
|
SU1762427A1 |
УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПРОФИЛЯ ИЗДЕЛИЙ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ, содержащее основание, закрепленные на его рабочей поверхности механизм фиксации контролируемого изделия, две пары измерительных шаблонов, размещенных с возможностью перемещения в направлении одна к другой, и стойку с базовым упором, расположенным вдоль оси симметрии основания, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено плитой, шарнирно закрепленной на основании перпендикулярно его рабочей поверхности и параллельно оси симметрии, закрепленными на плите двумя индикаторными головками, оси симметрии измерительных наконечников КОТОРЫХ параллельны рабочей поверхности основания, механизм фиксации выполнен в виде кареток, установленных по обе стороны от оси симметрии основания и подпружиненных в направлении одна к другой, двух, пар базовых шаблонов, установленных на соответствующих каретках, два из которых размещены с возможностью взаимодействия с индикаторными головками, закрепленной вдоль оси симметрии основания дополнительной стойки с зажимными винтами, закрепленной на основании между стойкой и каретками П-образной стойки с винторычажньм зажимом, штырей, закрепленных на наиболее удаленных от плиты каретка, плоской тяги с продольным пазом, предназначенньм для размещения штырей и двух винтов, установленных на основании перпендикулярно его оси симСО метрии и шарнирно соединенных с кон цами тяги, две пары измерительных шаблонов закреплены на каретках, расположенных между каретками с базовыми шаблонами, а стойки выполнены с кондукторными втулками.
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3848338, клс 33-174, 1974 | |||
