Изобретение относится к металлургии, в частности к технологии литья, и может использоваться в технологии высокоточного литья по выплавляемым моделям.
Наиболее близким аналогом по технической сущности и принятым за прототип является способ смачивания восковых моделей (Патент RU №2641205, МПК B22C9/04, публ. 16.01.2018), по которому для подготовки раствора для смачивания в ёмкость с дистиллированной водой вливают моющее средство в виде синтетического поверхностно - активного вещества, например, щелочное или кислотное для получения 10-20% водного раствора, перемешивают, после получения раствора осуществляют промывку окунанием или распылением, с последующей промывкой в дистиллированной воде.
Недостатком данного способа является дополнительная технологическая операция «промывка модельных блоков» в дистиллированной воде, при которой смываются синтетические поверхностно-активные вещества (ПАВ), которые повышают адгезию, при этом увеличен технологический процесс и трудоёмкость изготовления восковых моделей.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения и не может быть реализовано при использовании прототипа, является смытие синтетических поверхностно-активных веществ дистиллированной водой, следовательно, низкая смачивающая способность модельных блоков, увеличение операций технологического процесса и трудоёмкости изготовления восковых моделей.
Технической задачей предлагаемого изобретения является повышение смачивающей способности модельных блоков при изготовлении восковых моделей.
Техническая проблема решается тем, что в способе смачивания восковых моделей, заключающемся в том, что для подготовки раствора для смачивания в ёмкость с дистиллированной водой вливают моющее средство в виде синтетического поверхностно- активного вещества, например, щелочное или кислотное для получения 10-20% водного раствора, перемешивают, после получения раствора осуществляют промывку окунанием или распылением, согласно изобретению, промывку совершают в течении 1-5 минут, далее просушивают блок восковых моделей в среде воздуха при температуре 20-250С и влажности 50-55 % до полного высыхания раствора на поверхности восковых моделей.
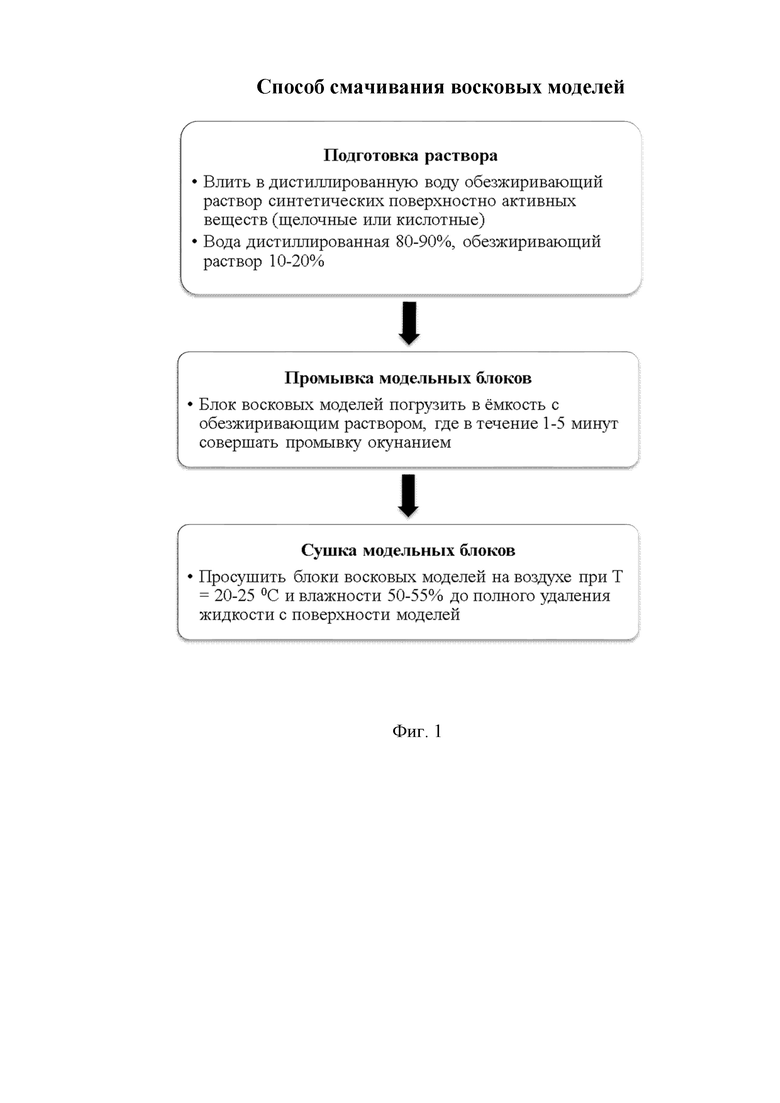
На фиг. 1 представлена блок- схема реализации способа смачивания восковых моделей.
Способ смачивания осуществляется следующим образом. Для подготовки обезжиривающего раствора для смачивания вливают в ёмкость с дистиллированной водой моющее средство в виде синтетического поверхностно- активного вещества, например, щелочные или кислотные для получения 10-20% водного раствора, перемешивают, после получения раствора, осуществляют промывку окунанием или распылением. Блок восковых моделей с наличием разделительной смазки на поверхности, промывают в течение 1-5 минут окунанием в растворе. Промывка распылением на собранные блоки может осуществляться при помощи пульверизатора. Далее просушивают блок восковых моделей в среде воздуха при температуре (Т) 20-250С и влажности 50-55 % до полного высыхания раствора с поверхности восковых моделей. Уровень влажности в помещении создается искусственно. Способ смачивания восковых моделей применяется в технологии высокоточного литья по выплавляемым моделям после запрессовки моделей и их сборки в блок.
В предлагаемом способе отсутствует промывка в дистиллированной воде, что позволяет сократить технологическую цепочку и улучшить смачивающую способность восковых блоков. При разработке предлагаемого способа были проведены экспериментальные работы по подбору процентного содержания состава составляющих раствора, а также подбору параметров режимов и при этом получен неожиданный положительный результат. Способ смачивания восковых моделей внедрен в литейном цехе в технологии высокоточного литья по выплавляемым моделям. В качестве ПАВ могут быть применены средства моющие синтетические поверхностно - активного вещества, например, кислотные или щелочные. Восковые модели с открытыми стержневыми знаками, это те модели, керамические стержни которых не защищены модельным воском. Появилась возможность использования обезжиривающего промывочного раствора для восковых моделей с открытыми стержневыми знаками.
Способ смачивания восковых моделей позволяет получить повышенную адгезионную способность восковых блоков к керамическим суспензиям на водной основе.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками, позволяет повысить смачивающую способность модельных блоков, достичь высокой степени очистки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Раствор для улучшения смачивания поверхности восковых моделей для литья по выплавляемым моделям | 2023 |
|
RU2819696C1 |
| Способ получения огнеупорной оболочковой формы с использованием солевых моделей | 2023 |
|
RU2818260C1 |
| СПОСОБ ПОДГОТОВКИ ВОСКОВОЙ МОДЕЛИ, ИСПОЛЬЗУЕМОЙ ДЛЯ ВЫСОКОТОЧНОГО ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2022 |
|
RU2792535C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ РАВНООСНОГО ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2670116C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ, И СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2670115C1 |
| Раствор для смачивания поверхности восковых моделей для высокоточного литья | 2016 |
|
RU2614944C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532583C1 |
| Способ изготовления литейных форм с использованием жидконаливных самотвердеющих смесей при производстве отливок из жаропрочных сплавов по выплавляемым моделям (варианты) | 2021 |
|
RU2755624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2729229C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2446910C1 |
Изобретение относится к литейному производству. Раствор для смачивания восковых моделей подготавливают путем вливания в ёмкость с дистиллированной водой моющего средства, представляющего собой щелочное или кислотное синтетическое поверхностно-активное вещество, для получения 10-20% водного раствора и перемешивают его. Полученным раствором промывают восковую модель путем ее окунания или распыления раствора на нее. Промывку осуществляют в течение 1-5 минут, а затем просушивают восковые модели в среде воздуха при температуре 20-25°С и влажности 50-55% до полного высыхания раствора на поверхности восковых моделей. Обеспечивается повышение смачивающей способности модельных блоков и высокая степень очистки поверхности восковой модели. 1 ил.
Способ смачивания восковых моделей, включающий подготовку раствора для смачивания путем вливания в ёмкость с дистиллированной водой моющего средства, представляющего собой щелочное или кислотное синтетическое поверхностно-активное вещество, для получения 10-20% водного раствора, перемешивание его и промывку полученным раствором восковой модели путем окунания или распыления, отличающийся тем, что упомянутую промывку осуществляют в течение 1-5 минут, а затем просушивают восковые модели на воздухе при температуре 20-25°С и влажности 50-55% до полного высыхания раствора на поверхности восковых моделей.
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ДЛЯ РАВНООСНОГО ЛИТЬЯ ЖАРОПРОЧНЫХ СПЛАВОВ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2016 |
|
RU2641205C1 |
| Раствор для смачивания поверхности восковых моделей для высокоточного литья | 2016 |
|
RU2614944C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ РАВНООСНОГО ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2670116C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ, И СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ, ИСПОЛЬЗУЕМЫХ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ ЖАРОПРОЧНЫХ СПЛАВОВ | 2017 |
|
RU2670115C1 |
| DE 3832370 A1, 09.11.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532583C1 |

