Изобретение относится к литейному производству и может быть использовано для изготовления оболочковых керамических форм с повышенной податливостью для литья по выплавляемым моделям, которые используются при производстве равноосных длинномерных тонкостенных отливок длиной 300-500 мм из жаропрочных сплавов на никелевой основе, испытывающих затрудненную усадку при кристаллизации со стороны литейной формы.
Известен способ быстрого формирования керамической оболочковой формы для литья по выплавляемым моделям, в составе которых присутствуют органические выгораемые волокна (Патент US № 6814131, МПК: B22C 1/00, B22C 1/08, B22C 7/02, B22C 9/04, публ. 09.11.2004). Способ включает в себя:
- приготовление суспензии лицевого слоя из сухой смеси следующего состава, мас %:
сухую смесь смешивается с водно-коллоидным связующим с образованием огнеупорной суспензии, которая используется при формировании лицевого слоя форм.
- приготовление суспензии для последующих слоев из сухой смеси следующего состава, мас %:
сухую смесь смешивается с водно-коллоидным связующим с образованием огнеупорной суспензии, которая используется при формировании последующих слоев форм. При этом, в качестве огнеупорного наполнителя предлагаются: плавленый диоксид кремния, оксид алюминия и алюмосиликаты, такие как муллит, кианит и молохит, циркон, хромит, зола рисовой шелухи, прокаленный кокс и их смеси. В качестве стекловолокна рассматриваются рубленые и размолотые стеклянные волокна длиной ~ 3-6 мм и диаметром ~ 10 мкм. В качестве огнеупорного волокна используются волокна с соотношением длины к ширине около 20:1 из следующих материалов: металлические волокна, арамидные волокна, углеродные волокна, а также измельченные или размолотые алюмосиликаты, такие как муллит, оксиды, такие как оксид алюминия и диоксид циркония, нитриды, такие как нитрид кремния, углерод, и карбиды, такие как карбид кремния, и их смеси. В качестве органических волокон рассматриваются: олефины, амиды, арамиды, полиэфиры и целлюлозные волокна. Специально приготовленные керамические огнеупорные суспензии, армированные органическими волокнами, применяются для всех последующих слоев литейной формы и предназначаются: для повышения производительности участка изготовления форм, за счет получения более толстого слоя за каждое погружение; для получения более ровного слоя на острых углах и кромках; для предотвращения трещин в формах; пустоты, полученные при выгорании органических волокон, в значительной степени увеличивают газопроницаемость и выбиваемость форм, снижается жесткость форм, что способствует повышению качества литых заготовок.
Недостатками данного технического решения являются: во-первых, недостаточное количество органических выгораемых волокон в составе огнеупорных керамических суспензий последующих слоев для существенного снижения жесткости формы, во-вторых, наличие волокон в составе огнеупорных керамических суспензий приводит к закупориванию истекающего отверстия традиционного вискозиметра ВЗ-246, что затрудняет контроль параметров вязкости суспензий и, как следствие, вынуждает пользователя прибегать к изготовлению специального вискозиметра с увеличенным объемом и  диаметром сопла.
диаметром сопла.
Известен способ изготовления модифицированной керамической оболочковой формы, предназначенной для художественного литья по выплавляемым моделям медных сплавов (Патент CN № 105921679, МПК: В22С 1/00, В22С 1/16, В22С 9/02, публ. 07.09.2016). Предлагается керамическая оболочковая форма следующего состава, мас %:
при этом, огнеупорный наполнитель следующего состава, мас %:
при этом, связующий раствор следующего состава, мас %:
Особенностью способа является принудительное послойное нанесение огнеупорной суспензии на модельный блок, осуществляемое методом распыления при давлении распыления 0,6-0,8 МПа. Обсыпка керамических суспензий на блоке осуществляется зернистым цирконом для лицевых слоев и зернистым муллитом для последующих слоев. Недостатками данного технического решения являются: во-первых, крайне низкое содержание углеродных выгораемых волокон в составе огнеупорных керамических суспензий для эффективного снижения жесткости формы; во-вторых, наличие углеродных выгораемых волокон в составе огнеупорных керамических суспензий приводит к закупориванию истекающего отверстия традиционного вискозиметра ВЗ-246, что затрудняет контроль параметров вязкости суспензий и, как следствие, вынуждает прибегать к изготовлению специального вискозиметра с увеличенным объемом и бóльшим диаметром сопла; в-третьих, в данном техническом решении применен не традиционный, т.е. не технологичный метод нанесения керамической суспензии на модельный блок, а именно способом распыления суспензии; в-четвертых, рассматриваемый способ изготовления литейных форм не предназначен для литья жаропрочных сплавов на никелевой основе.
Известен способ изготовления керамических форм, для осуществления которого используются две керамические суспензии (Патент RU № 2532583, МПК В22С 9/04, публ. 10.11.2014). Для формирования первого или двух первых слоев оболочки используют суспензию, включающую кремнезоль кислый и плавленый кварц при следующем соотношении компонентов, об. %:
а для формирования последующих слоев оболочки используют суспензию, содержащую кремнезоль основной и плавленый кварц при следующем соотношении компонентов, об. %:
При изготовлении суспензии для первого или двух первых слоев оболочки вначале в бак-смеситель вливают кремнезоль кислый «Армосил К» (ТУ 2145-008-61801487-2010), затем при включенной мешалке порциями вводят наполнитель плавленый кварц «Экосил-мелур-1». После перемешивания замеряют вязкость суспензии вискозиметром ВЗ-4. На первые слои вязкость составляет 25…65 секунд.
При изготовлении суспензии, используемой для формирования последующих слоев в бак-смеситель, вливают кремнезоль основной «Армосил А» (ТУ 2145-005-95412478-2006), затем при включенной мешалке порциями вводят наполнитель - плавленый кварц «Экосил-мелур-1» (ТУ5931-002-71435339-2004). После перемешивания замеряют вязкость суспензии вискозиметром ВЗ-4. На последующие слои вязкость составляет 20…80 секунд.
Покрытие наносят окунанием модельного блока в керамическую суспензию с последующей обсыпкой его зернистым материалом. В качестве обсыпочного материала применяют плавленый кварц: для первого слоя - плавленый кварц «Экосил-мелур-2» зернистостью 0,063-0,125 мм, для второго слоя - плавленый кварц «Экосил-мелур-3» зернистостью 0,125-0,315 мм, для третьего и последующих слоев - плавленый кварц «Экосил-мелур-5» зернистостью 0,4-0,63 мм. Обсыпка проводится в пескосыпах с псевдокипящим слоем. Каждый слой подвергают отверждению - сушке в потоке воздуха с относительной влажностью 40-50% при температуре 20-30°С. После окончательного формирования керамической оболочки на модельном блоке проводят удаление модельной массы в горячей воде. Недостатком указанного технического решения является сама форма, состоящая из плавленого кварца и обладающая самым низким коэффициентом термического расширения (КТР), из всех известных в литейном производстве. Низкий КТР играет негативную роль, как для самой формы, поскольку уже на стадии удаления восковых моделей в горячей воде и в бойлерклаве форма будет подвержена разрушению из-за внутреннего давления восковой модели, так и для длинномерных тонкостенных отливок при их кристаллизации, поскольку на теле лопаток образуются горячие трещины.
Наиболее близким, по ожидаемому эффекту - повышению податливости и снижению жесткости форм, является способ изготовления керамических форм для литья по выплавляемым моделям (Патент RU № 2697678, МПК В22С 1/00, публ. 16.08.2019), который принят за наиболее близкий аналог (прототип). Способ включает изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоев огнеупорных суспензий для формирования керамической формы, обсыпку в пескосыпе каждого слоя зернистым электрокорундом, послойную сушку огнеупорного покрытия, удаление восковой модели из керамической формы, прокалку керамической формы.
Формирование на модельном блоке, по меньшей мере, одного слоя огнеупорного покрытия с использованием суспензии, содержащей связующее на основе кремнийсодержащего вещества, модификатора на основе кобальтсодержащего вещества и огнеупорного наполнителя на основе оксида алюминия, формирование последующих слоев покрытия с использованием суспензии на основе кремнийсодержащего связующего и комбинированного огнеупорного наполнителя, обсыпку блока после нанесения каждого слоя электрокорундом, при этом в качестве кремнийсодержащего связующего в суспензиях используют кремнезольное связующее на водной основе, а для формирования последующих слоев, начиная по крайней мере, со второго слоя, используют суспензию следующего состава, мас. %: электрокорунд 37-50; кварц пылевидный 20-25; кварц плавленый 3-5; кремнезольное связующее на водной основе 20-40. Указанный способ предусматривает увеличение живучести суспензий, снижение теплопроводности формы, увеличение ее податливости, повышение выхода годного равноосного литья длинномерных тонкостенных заготовок пустотелых лопаток ГТД с бандажными полками, снижении себестоимость форм, а также повышение экологической безопасности при работе с суспензиями.
Для формирования первого или двух первых слоев оболочки используют суспензию, при следующем соотношении компонентов, мас. %: электрокорунд фракции F1200 - 17,0, электрокорунд фракции F320 - 28,0, электрокорунд фракции F240 - 25,0, модификатор - алюминат кобальта - 10,0, кремнезольное водное связующее «Keycote» - 20,0, а для формирования последующих слоев оболочки используют суспензию, при следующем соотношении компонентов, мас. %: электрокорунд фракции F1200 - 9,0, электрокорунд фракции F320 - 15,0, электрокорунд фракции F240 - 13,0, кварц пылевидный - 25,0, кварц плавленый - 3,0, кремнезольное водное связующее «Matrixsol 30» - 35,0.
Покрытие наносят окунанием модельного блока с керамическими стержнями в керамическую суспензию с последующей обсыпкой его зернистым материалом. Обсыпку выполняют в следующей последовательности: для первого слоя - электрокорунд фракции F80, для второго слоя - электрокорунд фракции F40, для третьего и последующих слоев - электрокорунд фракции F30. Обсыпку проводят в пескосыпах с псевдокипящим слоем.
Время сушки модельного блока после нанесения 1-го слоя составляет 4÷6 ч, время сушки модельного блока после нанесения 2-го слоя составляет 5÷6 ч. Время сушки наружных слоев керамического покрытия составляет 4-8 часов. После окончательного формирования литейной керамической формы на модельном блоке проводят удаление модельной массы в бойлерклаве при вертикальном расположении литейных керамических форм чашей вниз.
Прокаливание литейных керамических форм проводят в камерной электрической печи при температуре 1000°С. Литейные керамические формы заливают сплавом ЖС-6У на установке типа УППФ при температуре расплава 1550°С. Получают длинномерные заготовки пустотелых лопаток ГТД с бандажными полками с толщиной стенок до 0,7 мм с регламентированной равноосной макроструктурой.
Указанное соотношение компонентов в суспензии для формирования последующих слоев позволяет добиться наилучшей структуры литейной керамической формы за счет формирования микротрещин на границах электрокорундовых зерен, входящих в состав суспензии и частиц кристаллического и плавленого кварца, а также на границах электрокорундовых зерен обсыпки и частиц кристаллического и плавленого кварца суспензии в процессе ее прокалки и заливки сплавом. Формирование микротрещин обусловлено разницей в КТР электрокорунда и кварца, как кристаллического, так и плавленого.
Наличие микротрещин в материале последующих слоев литейной керамической формы снижает ее жесткость, что приводит к компенсации термических напряжений при остывании заготовки лопатки, в особенности с бандажной полкой и практически исключает возникновение трещин в заготовке лопатки, тем самым повышая качество литья.
Недостатком данного способа формирования литейной формы является ее основа в виде порошков электрокорунда, обладающих существенно более высоким КТР (8,6×10-6 1/°С), чем тот же концентрат дистен-силлиманитовый порошкообразный (5,0×10-6 1/°С). Податливость литейных форм (снижение жесткости) на электрокорунде существенно ниже, чем на КДСП, что выражается в значениях прочности этих форм, хотя данный факт частично нивелируется расшатывающим действием кварца, как пылевидного, так и плавленого, что несомненно приводит к снижению прочности и, соответственно, жесткости форм. Кроме того, порошки электрокорунда на порядок дороже порошков КДСП.
Технической проблемой, решение которой обеспечивается при осуществлении предлагаемого изобретения, и невозможно обеспечить при использовании наиболее близкого аналога (прототипа), является недостаточная податливость керамических литейных форм, снижение выхода годных длинномерных тонкостенных отливках типа «створка», а также дороговизна порошков электрокорунда.
Технической задачей предлагаемого изобретения является повышение податливости керамической формы для литья по выплавляемым моделям, адаптация к автоматизированному процессу изготовления керамических форм, создание более экономичного, безотходного и экологически безопасного производства.
Техническая проблема решается за счет того, что в способе изготовления керамической формы с повышенной податливостью для литья по выплавляемым моделям, включающем изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоев огнеупорных суспензий для формирования керамической формы, обсыпку в пескосыпе каждого слоя зернистым электрокорундом, послойную сушку огнеупорного покрытия, удаление восковой модели из керамической формы, прокалку керамической формы, отличающийся тем, что производят обсыпку каждого слоя зернистым электрокорундом в пескосыпе дождевального типа, на модельный блок наносят, по меньшей мере, один лицевой слой в виде огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %:
при этом последующие слои формируют с использованием огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %:
при этом формируют, по меньшей мере, один промежуточный графитовый слой с использованием огнеупорной суспензии на основе графита серебристого следующего состава, мас. %:
при этом обсыпку промежуточного графитового слоя проводят зернистым электрокорундом в пескосыпе с псевдокипящим слоем, при этом, сушку лицевого слоя производят на конвейере при влажности воздуха 50-55%, температуре 20-22°С и скорости воздушных потоков 0,5-1,0 м/с в течение 2-3 часов, при этом сушку всех последующих слоев, включая промежуточный графитовый, производят на конвейере, расположенном в климатической камере, при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3-4 часов, окончательную сушку производят в климатической камере не менее 12 часов, а прокалку керамической формы проводят по режиму, исключающему образование α-кристобалита:
- загрузка керамической формы в холодную печь;
- нагрев до 740-750°С со скоростью ≤ 200°С/ч;
- выдержка при температуре 750-740°С в течение 3 часов;
охлаждение с печью до температуры 100-20°С.
Кроме того, согласно изобретению, применяют кислое водно-коллоидное связующее (pH 3,5…4,5), которое содержит 27,5-30,0% мицелл SiO2 с размером 13-15 нм и удельной поверхностью 181-210 м2/г.
Кроме того, согласно изобретению, применяют высоко-щелочное водно-коллоидное связующее (pH 9,5…10,5), которое содержит 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г.
Кроме того, согласно изобретению, обсыпку промежуточного графитового слоя проводят зернистым электрокорундом фракции F30(F36).
Способ изготовления керамической формы с повышенной податливостью для литья по выплавляемым моделям включает изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоев огнеупорных суспензий для формирования керамической формы, обсыпку в пескосыпе каждого слоя зернистым электрокорундом, послойную сушку огнеупорного покрытия, удаление восковой модели из керамической формы, прокалку керамической формы.
Выплавляемый модельный блок может содержать, как минимум, одну восковую модель, а максимальное количество восковых моделей в модельном блоке не ограничивается.
В отличие от прототипа, на модельный блок наносят, по меньшей мере, один лицевой слой в виде огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %:
при этом последующие слои (всего может быть от 9 до 12) формируют с использованием огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %:
при этом формируют, по меньшей мере, один промежуточный графитовый слой с использованием огнеупорной суспензии на основе графита серебристого следующего состава, мас. %:
при этом обсыпку промежуточного графитового слоя проводят зернистым электрокорундом в пескосыпе с псевдокипящим слоем, при этом, сушку лицевого слоя производят на конвейере при влажности воздуха 50-55%, температуре 20-22°С и скорости воздушных потоков 0,5-1,0 м/с в течение 2-3 часов, что обеспечивает «мягкое», не создающее внутренних напряжений, удаление воды из лицевого слоя.
Применение в способе графита серебристого (ГЛ-1) обеспечивает образование в толщине формы полости, которая демпфирует (гасит) напряжения в керамической форме и обеспечивает улучшение ее податливости.
Сушку всех последующих слоев, включая графитовый, производят на конвейере, расположенном в климатической камере, при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3-4 часов, что обеспечивает интенсивное удаление воды из слоев. Камера климатическая - изолированное пространство, в котором обеспечены заданные параметры воздуха.
Окончательную сушку производят в климатической камере (изолированное пространство, в котором обеспечены заданные параметры воздуха) не менее 12 часов.
Удаление (выплавление) восковой модели (модельного блока) из керамической формы проводят в бойлерклаве по штатному режиму. Штатный режим вытапливания в бойлерклаве - это режим, предписанный технологическим процессом.
Прокалка керамической формы проводится по режиму, исключающему образование α-кристобалита: загрузка керамической формы в холодную печь;
нагрев до 740-750°С, со скоростью ≤ 200°С/ч; выдержка при температуре 750-740°С (выдержка по времени) в течение 3 часов; охлаждение с печью до температуры 100-20°С.
Загрузку керамических форм производят в холодную (не нагретую) камерную электрическую печь с подвижным или стационарным подом марки КК-Н-1000, оборудованную устройством управления типа «Термодат». Охлаждение керамических форм в печи до температуры 100-20°С.
Предлагаемое изобретение повышает податливость керамической формы, снижает ее жесткость, при этом не имеет ограничений по срокам живучести суспензий (при условии постоянного расхода), являясь более экономичным, безотходным и экологически безопасным по сравнению с прототипом.
Кроме того, применяют кислое водно-коллоидное связующее (pH 3,5…4,5), которое содержит 27,5-30,0% мицелл SiO2 с размером 13-15 нм и удельной поверхностью 181-210 м2/г, что обеспечивает экономичность, безотходность, экологическую безопасность и возможность автоматизировать процесс изготовления огнеупорных керамических форм.
Кроме того, применяют высоко-щелочное водно-коллоидное связующее (pH 9,5…10,5), которое содержит 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г, что обеспечивает экономичность, безотходность, экологическую безопасность и возможность автоматизировать процесс изготовления огнеупорных керамических форм.
Кроме того, обсыпку промежуточного графитового слоя проводят зернистым электрокорундом фракции F30(F36). Применение КДСП также обеспечивает экономичность процесса изготовления огнеупорных керамических форм. Наличие промежуточного графитового слоя с применением графита серебристого (ГЛ-1) обеспечивает образование в толщине керамической формы полости, которая демпфирует (гасит) напряжения, повышает податливость формы.
Общеизвестно, что литейная форма является основной причиной образования «горячих» трещин на отливках. Трещины в отливках образуются при кристаллизации расплава в жесткой (мало податливой) литейной керамической форме в результате возникающих при кристаллизации напряжений, которые неизбежно возникают в отливках из-за затрудненной усадки сплава. Суть настоящего изобретения сводится к увеличению податливости керамических форм и решается за счет присутствия в составе литейной формы, по меньшей мере, одной полости, образующейся после выгорания промежуточного графитового слоя (демпфирующего) с графитом серебристым при проведении предварительной прокалки форм. Несгоревшая составляющая графитового слоя, а это отдельные зерна электрокорунда из обсыпки, образующие ничем не связанный «скелет», деформируется под воздействием давления сплава при его усадке, не оказывая критического сопротивления, что и является залогом получения годного литья без трещин. Предлагаемое техническое решение способа изготовления керамической формы с повышенной податливостью для литья по выплавляемым моделям в качестве изобретения успешно прошло экспериментальные испытания и в настоящее время используется в производстве.
Способ реализуется на роботизированном комплексе и достигается следующим образом. Изготовление керамических форм с повышенной податливостью для литья по выплавляемым моделям включает изготовление выплавляемого модельного блока, содержащего, как минимум, одну восковую модель, нанесение окунанием на модельный блок лицевого и последующих, например, от 9 слоев до 12 слоев огнеупорного покрытия на основе концентрата дистен-силлиманитового порошкообразного (КДСП), обсыпку каждого слоя в пескосыпе дождевального типа зернистым электрокорундом, например, фракции (F100/F54/F30) по принятой в промышленности схеме. Обсыпка каждого слоя керамической формы зернистым электрокорундом возможна в пескосыпе, присутствующем в составе роботизированного комплекса, путем окунания в кипящий слой (псевдокипящий слой) или орошением сверху (дождевальный тип). Далее послойная сушка огнеупорного покрытия.
По меньшей мере, один лицевой слой наносится с использованием огнеупорной суспензии на основе КДСП, разведенного в кислом водно-коллоидном связующем (pH 3,5…4,5), содержащем 27,5-30,0% мицелл SiO2 с размером 13-15 нм и удельной поверхностью 181-210 м2/г, последующие слои, по меньшей мере, начиная со второго наносятся с использованием огнеупорной суспензии на основе КДСП, разведенного в высоко-щелочном водно-коллоидном связующем (pH 9,5…10,5), содержащем 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г, по меньшей мере, один промежуточный графитовый слой наносится с использованием огнеупорной суспензии на основе выгораемого углеродистого порошкообразного материала, например, графит серебристый (или графит коллоидный), разведенного в высоко-щелочном водно-коллоидном связующем (pH 9,5…10,5), содержащем 25,0-31,0% мицелл SiO2 с размером 8-10 нм и удельной поверхностью 272-340 м2/г, при этом, сушка первого слоя производится на конвейере при влажности воздуха 50-55%, температуре 20-22°С и скорости воздушных потоков 0,5-1,0 м/с в течение 2-3 часов, сушка последующих слоев производится на конвейере, расположенном в климатической камере, при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3-4 часов, что обеспечивает интенсивное удаление воды из слоев, при этом окончательная сушка производится в климатической камере при всех вышеуказанных параметрах воздуха в течение, не менее 12 часов.
Удаление (выплавление) восковой модели (модельного блока) из керамической формы производят в бойлерклаве по штатному режиму. Штатный режим вытапливания в бойлерклаве - это режим, предписанный технологическим процессом. Прокалка вытопленных керамических форм производится в камерных электрических печах с подачей цехового воздуха по режиму, исключающему образование в составе формы α-кристобалита из водно-коллоидных связующих растворов: загрузка керамической формы в холодную печь; нагрев до 740-750°С, со скоростью ≤ 200°С/ч; выдержка при температуре 750-740°С (выдержка по времени) в течение 3 часов; охлаждение с печью до температуры 100-20°С.
По заявляемому способу изготовления керамических форм с повышенной податливостью для литья по выплавляемым моделям успешно проведены экспериментальные работы, получены положительные результаты по повышению податливости керамических форм, разработаны технологические режимы и процентные соотношения составляющих компонентов вещества.
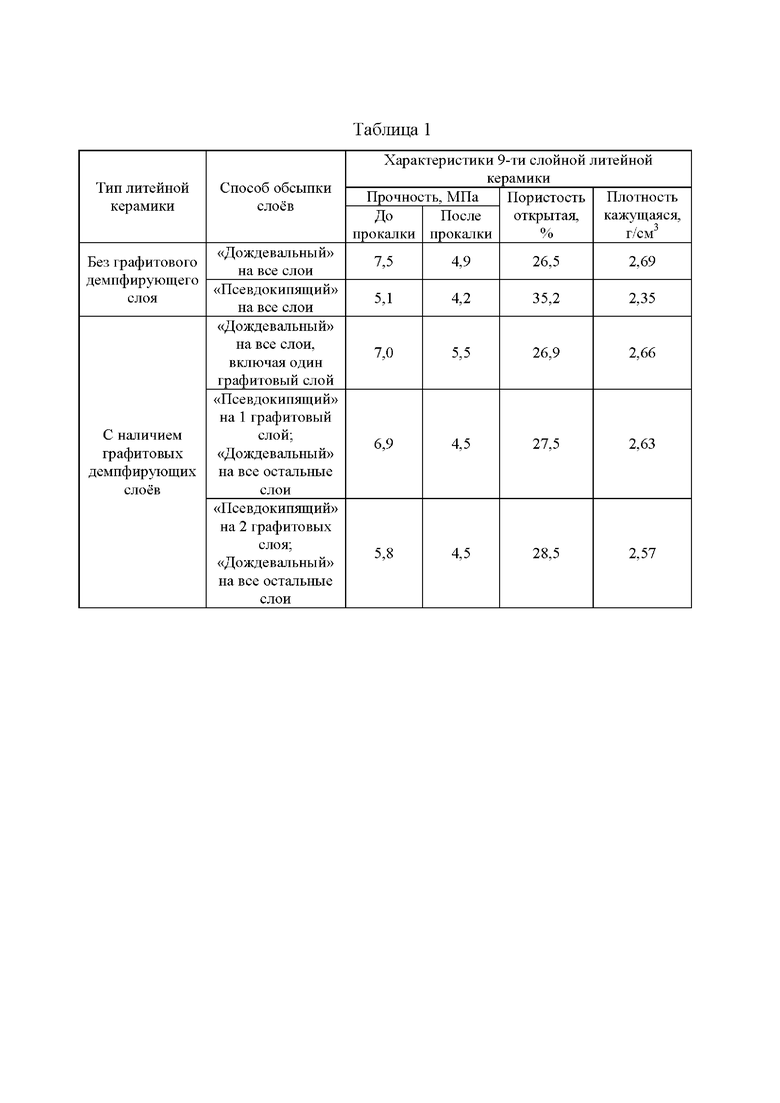
В таблице 1 представлены сравнительные характеристики литейной керамики с наличием одного или двух промежуточных графитовых (демпфирующих) слоев и без них в зависимости от способа обсыпки. Так обсыпка всех слоев формы в пескосыпе с псевдокипящим слоем, по сравнению с формами, изготовленными по дождевальной технологии, приводит к снижению прочности литейной керамики на 14%, при этом пористость возрастает на 32,8%, а плотность снижается на 12,6%. Наличие одного, по меньшей мере, промежуточного графитового (демпфирующего) слоя, выполненного с применением пескосыпа с псевдокипящим слоем, занимает промежуточное положение по основным характеристикам литейной керамики и способствует повышению податливости формы, позволяя избежать образование горячих трещин на длинномерных отливках.
Заявляемый способ изготовления керамических форм внедрен на роботизированном комплексе литейного производства АО «ОДК-Авиадвигатель» и успешно применяется при изготовлении равноосных длинномерных тонкостенных отливок длиной 300-500 мм из жаропрочных сплавов на никелевой основе, повышает податливость керамических форм, снижает их жесткость, являясь экономичным, безотходным и экологически безопасным, способствует улучшению качества отливок за счет устранения горячих трещин на длинномерных тонкостенных отливках, при этом не имеет ограничений по срокам живучести суспензий (при условии постоянного расхода).
Приведены примеры осуществления способа изготовления керамической формы с повышенной податливостью для литья по выплавляемым моделям.
Пример 1. На модельный блок наносят один лицевой слой в виде огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %: кислое водно-коллоидное связующее 43,0, КДСП 57,0. Последующие слои, со 2 по 9 формируют с использованием огнеупорной суспензии на основе КДСП следующего состава, мас. %: высоко-щелочное водно-коллоидное связующее 51,0, КДСП 49,0. Производят обсыпку каждого слоя зернистым электрокорундом в пескосыпе дождевального типа. Один промежуточный графитовый слой наносят с использованием огнеупорной суспензии на основе графита серебристого следующего состава, мас. %: высоко-щелочное водно-коллоидное связующее 73,0, графит серебристый (ГЛ-1) 27,0. Обсыпку промежуточного графитового слоя проводят зернистым электрокорундом в пескосыпе с псевдокипящим слоем Сушку лицевого слоя производят на конвейере при влажности воздуха 50%, температуре 21°С и скорости воздушных потоков 1,0 м/с в течение 2 часов, при этом сушку последующих слоев, включая графитовый, производят на конвейере, расположенном в климатической камере, при влажности воздуха 30%, температуре 22°С и скорости воздушных потоков 4,5 м/с в течение 3,5 часов, окончательную сушку производят в климатической камере не менее 12 часов, а прокалку керамической формы проводят по режиму, исключающему образование α-кристобалита: загрузка формы в холодную печь; нагрев до 750°С со скоростью ≤ 200°С/ч; выдержка при температуре 750°С в течение 3 часов; охлаждение с печью до температуры 80°С.
Пример 2. На модельный блок наносят один лицевой слой в виде огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %: кислое водно-коллоидное связующее 45,0, КДСП 55,0. Последующие слои со 2 по 9 формируют с использованием огнеупорной суспензии на основе КДСП следующего состава, мас. %: высоко-щелочное водно-коллоидное связующее 53,0, КДСП 47,0. Производят обсыпку каждого слоя зернистым электрокорундом в пескосыпе дождевального типа Один промежуточный графитовый слой наносят с использованием огнеупорной суспензии на основе графита серебристого следующего состава, мас. %: высоко-щелочное водно-коллоидное связующее 75,0, графит серебристый (ГЛ-1) 25,0. Обсыпку промежуточного графитового слоя проводят зернистым электрокорундом в пескосыпе с псевдокипящим слоем. Сушку лицевого слоя производят на конвейере при влажности воздуха 52%, температуре 22°С и скорости воздушных потоков 0,7 м/с в течение 2 часов, при этом сушку последующих слоев, включая графитовый, производят на конвейере, расположенном в климатической камере, при влажности воздуха 31%, температуре 20°С и скорости воздушных потоков 5,0 м/с в течение 3 часов, окончательную сушку производят в климатической камере не менее 12 часов, а прокалку керамической формы проводят по режиму, исключающему образование α-кристобалита: загрузка формы в холодную печь; нагрев до 742°С со скоростью ≤ 200°С/ч; выдержка при температуре 742°С в течение 3 часов; охлаждение с печью до температуры 70°С.
Пример 3. На модельный блок наносят один лицевой слой в виде огнеупорной суспензии на основе концентрата дистен-силлиманитового порошкообразного (КДСП) следующего состава, мас. %: кислое водно-коллоидное связующее - 47,0, КДСП - 53,0. Последующие слои со 2 по 9 формируют с использованием огнеупорной суспензии на основе КДСП следующего состава, мас. %: высоко-щелочное водно-коллоидное связующее 55,0, КДСП 45,0. Производят обсыпку каждого слоя зернистым электрокорундом в пескосыпе дождевального типа Один промежуточный графитовый слой наносят с использованием огнеупорной суспензии на основе графита серебристого следующего состава, мас. %: высоко-щелочное водно-коллоидное связующее 77,0, графит серебристый (ГЛ-1) 23,0. Обсыпку промежуточного графитового слоя проводят зернистым электрокорундом в пескосыпе с псевдокипящим слоем Сушку лицевого слоя производят на конвейере при влажности воздуха 53%, температуре 20°С и скорости воздушных потоков 0,8 м/с в течение 2 часов, при этом сушку последующих слоев, включая графитовый, производят на конвейере, расположенном в климатической камере, при влажности воздуха 32%, температуре 21°С и скорости воздушных потоков 4,0 м/с в течение 4 часов, окончательную сушку производят в климатической камере не менее 12 часов, а прокалку керамической формы проводят по режиму, исключающему образование α-кристобалита: загрузка формы в холодную печь; нагрев до 747°С со скоростью ≤ 200°С/ч; выдержка при температуре 747°С в течение 3 часов; охлаждение с печью до температуры 50°С.
Положительный технический результат получен во всех приведенных примерах осуществления. Следовательно, использование предлагаемого изобретения направлено также на повышение выхода годных длинномерных тонкостенных отливок длиной 300-500 мм из жаропрочных сплавов на никелевой основе типа «створка», «проставка» и др., испытывающих затрудненную усадку при кристаллизации со стороны литейной формы и не требующих регламентированной макроструктуры.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками, обеспечивает увеличение податливости керамической формы для литья по выплавляемым моделям, использование демпфирующего промежуточного графитового слоя, а также применение в огнеупорных суспензиях концентрата дистен-силлиманитового порошкообразного (КДСП), в сочетании с использованием кислых и высоко-щелочных водно-коллоидных связующих позволяет адаптировать и встроить изготовление керамических форм в автоматизированный процесс, способствует более экономичному, безотходному и экологически безопасному производству.
Таблица 1
на все слои
на все слои
на все слои, включая один графитовый слой
на 1 графитовый слой;
«Дождевальный»
на все остальные слои
на 2 графитовых слоя;
«Дождевальный»
на все остальные слои
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ОБОЛОЧКОВОЙ ФОРМЫ | 2020 |
|
RU2725921C1 |
| Способ изготовления керамической формы для литья по выплавляемым моделям | 2021 |
|
RU2754334C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2020 |
|
RU2723878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ ВОСКОВЫМ МОДЕЛЯМ | 2020 |
|
RU2736145C1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Суспензия для оболочковой керамической формы | 2022 |
|
RU2794474C1 |
| Суспензия для лицевого слоя керамической формы в литье по выплавляемым моделям (варианты) | 2022 |
|
RU2794491C1 |
| Способ изготовления литейной керамической формы с использованием жидконаливных самотвердеющих смесей для литья по выплавляемым моделям | 2021 |
|
RU2756075C1 |
| Способ изготовления литейных форм с использованием жидконаливных самотвердеющих смесей при производстве отливок из жаропрочных сплавов по выплавляемым моделям (варианты) | 2021 |
|
RU2755624C1 |
| Суспензия для демпфирующего слоя керамической формы в литье по выплавляемым моделям (варианты) | 2022 |
|
RU2803907C1 |
Изобретение относится к области литейного производства. На модельный блок наносят огнеупорное покрытие, каждый слой обсыпают зернистым электрокорундом и сушат, удаляют модель и прокаливают. Суспензия лицевого слоя имеет состав, мас.%: кислое водно-коллоидное связующее 43,0-47,0, концентрат дистен-силлиманитовый порошкообразный 53,0-57,0. Сушат лицевой слой на конвейере. Огнеупорная суспензия последующих слоев имеет состав, мас.%: высокощелочное водно-коллоидное связующее 51,0-55,0, концентрат дистен-силлиманитовый порошкообразный 45,0-49,0. Формируют по меньшей мере один промежуточный слой с использованием огнеупорной суспензии, мас.%: высокощелочное водно-коллоидное связующее 73,0-77,0, графит серебристый 23,0-27,0, обсыпку которого зернистым электрокорундом проводят в пескосыпе с псевдокипящим слоем. Последующие слои сушат в климатической камере. Затем форму сушат в климатической камере не менее 12 часов и прокаливают по режиму, исключающему образование α-кристобалита. Обеспечивается повышение срока живучести суспензии и автоматизированное производство керамических форм. 3 з.п. ф-лы, 1 ил., 3 пр., 1 табл.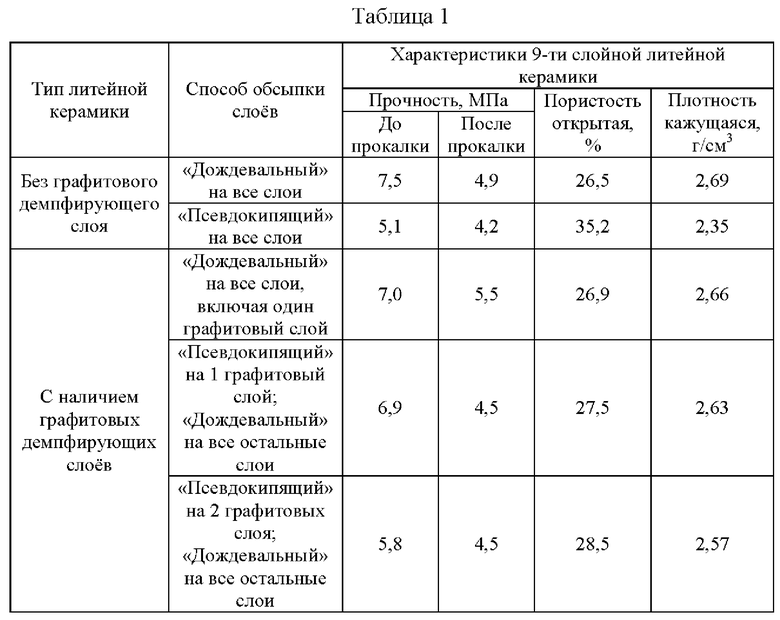
1. Способ изготовления керамической формы для литья по выплавляемым моделям, включающий изготовление выплавляемого модельного блока, содержащего по меньшей мере одну восковую модель, нанесение окунанием на модельный блок огнеупорного покрытия в виде лицевого и последующих слоёв огнеупорных суспензий, обсыпку каждого слоя в пескосыпе зернистым электрокорундом, послойную сушку огнеупорного покрытия, удаление восковой модели из полученной керамической формы и прокалку керамической формы, отличающийся тем, что на выплавляемый модельный блок наносят по меньшей мере один лицевой слой в виде огнеупорной суспензии следующего состава, мас.%:
и производят обсыпку каждого слоя зернистым электрокорундом в пескосыпе дождевального типа, сушку по меньшей мере одного лицевого слоя производят на конвейере при влажности воздуха 50-55%, температуре 20-22°С и скорости воздушных потоков 0,5-1,0 м/с в течение 2-3 ч, последующие слои формируют с использованием огнеупорной суспензии следующего состава, мас.%:
и производят обсыпку каждого слоя зернистым электрокорундом в пескосыпе дождевального типа, при этом формируют по меньшей мере один промежуточный графитовый слой с использованием огнеупорной суспензии следующего состава, мас.%:
обсыпку которого зернистым электрокорундом проводят в пескосыпе с псевдокипящим слоем, при этом сушку всех последующих слоёв, включая промежуточный графитовый, производят на конвейере, расположенном в климатической камере, при влажности воздуха 30-32%, температуре 20-22°С и скорости воздушных потоков 4,0-5,0 м/с в течение 3-4 ч, окончательную сушку полученной керамической формы производят в климатической камере не менее 12 ч, а прокалку керамической формы производят по следующему режиму, исключающему образование α-кристобалита:
загрузка керамической формы в холодную печь;
нагрев до 740-750°С со скоростью ≤200°С/ч;
выдержка при температуре 750-740°С в течение 3 ч;
охлаждение с печью до температуры 100-20°С.
2. Способ по п.1, отличающийся тем, что в качестве кислого водно-коллоидного связующего используют связующее со значением pH 3,5-4,5, содержащее 27,5-30,0% мицелл SiO2 размером 13-15 нм и удельной поверхностью 181-210 м2/г.
3. Способ по п.1, отличающийся тем, что в качестве высокощелочного водно-коллоидного связующего используют связующее со значением pH 9,5-10,5, содержащее 25,0-31,0% мицелл SiO2 размером 8-10 нм и удельной поверхностью 272-340 м2/г.
4. Способ по п.1, отличающийся тем, что обсыпку промежуточного графитового слоя проводят зернистым электрокорундом фракции F30 или F36.
| Способ изготовления керамических форм для литья по выплавляемым моделям | 2018 |
|
RU2697678C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314891C1 |
| Суспензия для изготовления промежуточных слоев литейных керамических форм,получаемых по выплавляемым моделям | 1979 |
|
SU863695A1 |
| DE 3832370 A1, 09.11.1989 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧКОВЫХ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532583C1 |

