[001] ОБЛАСТЬ ТЕХНИКИ
[002] Варианты осуществления, приведенные в настоящем описании, в целом относятся к области крепежных технологий для металлических крепежных элементов, используемых в композитных конструкциях, и, более конкретно, к крепежной системе с формами контактных поверхностей в контактирующих элементах для создания находящейся под давлением системы, предотвращающей выброс горячих частиц и искрение на кромках в условиях грозового разряда.
[003] УРОВЕНЬ ТЕХНИКИ
[004] Изготовление конструкций с использованием композитных материалов до сих пор требует крепежных деталей для многих операций сборки. Металлические крепежные детали являются электропроводящими и в связи с этим требуют учета в конструкции электромагнитного эффекта (ЕМЕ) в условиях грозового разряда и других связанных с ЕМЕ проблем. Условия искрения крепежных деталей, которые должны быть учтены при проектировании, включают в себя выброс горячих частиц (НРЕ) и дугообразование между внешней поверхностью головки крепежной детали и другими деталями или втулками для крепежных деталей.
[005] Когда молния ударяет в конструкцию из армированной углеродным волокном пластмассы (CFRP), значительная часть тока может проходить в соседние элементы через крепежные детали. Когда электрическая энергия проходит между двумя поверхностями, нагрев на контактном сопротивлении может разрушать материалы и порождать горячий газ (или плазму) в отверстии или в пространстве между крепежной деталью и соответствующей крепежной деталью с внутренней резьбой, такой как гайка или разрушаемая втулка. Если создаваемое давление достаточно велико, газ может найти путь низкого давления и выйти из крепежной системы в содержащую топливо область. Этот путь иногда находится в поверхности под выступающей головкой крепежной детали. Эти выходящие газы могут быть достаточно горячими, чтобы приводить к износу металлических деталей (крепежных деталей или конструкции) при выходе, создавая частицы или капли, известные как выброс горячих частиц.
[006] Когда электрическая энергия удара молнии передается между соединениями конструкции, энергия проходит через металлические крепежные детали. Выступающие головки некоторых крепежных деталей подвержены дугообразованию между кромками головок крепежных деталей и конструкцией, находящейся в контакте с головкой. Дугообразование может происходить между головкой крепежной детали и конструкцией или головкой крепежной детали и втулкой, если используется крепежная деталь с втулкой.
[007] Существующие крепежные системы обычно требуют установки крепежных деталей, с которой связаны дополнительное время и трудоемкие процессы установки заранее отлитых колпачков над головками крепежных деталей или другие операции, такие как удаление диэлектрических покрытий с открытых поверхностей головок крепежных деталей.
[008] Таким образом, требуется разработать крепежную систему, пригодную для применения совместно с композитными материалами, которая решает проблемы выброса горячих частиц и дугообразования и в то же время преодолевает недостатки известных из уровня техники процессов установки крепежных деталей.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[009] Раскрытые здесь варианты осуществления предусматривают крепежную систему для композитной конструкции, обеспечивающую защиту от электромагнитной энергии и содержащую крепежную деталь, имеющую головку с контактной поверхностью и стержень с резьбовым концом. На резьбовом конце крепежной детали размещена гайка, также имеющая контактную поверхность. По меньшей мере одна из таких поверхностей, как контактная поверхность головки и контактная поверхность гайки, содержит участок с уменьшенной площадью для вхождения в контакт с первой ответной поверхностью или второй ответной поверхностью соответственно.
[0010] Раскрытые варианты осуществления предусматривают способ защиты от ЕМЕ путем идентификации отверстия в композитной конструкции для вставления крепежной детали. Корпус втулки вставляют в отверстие с фланцем, контактирующим с поверхностью конструкции. Крепежная деталь, имеющая головку с уменьшенной площадью контактной поверхности, вставляют во втулку так, что участок с уменьшенной площадью входит в контакт с ответной поверхностью на фланце втулки или ответной поверхностью на конструкции. Затем на крепежную деталь накручивают гайку.
[0011] Изготовление вариантов осуществления крепежной системы для защиты от ЕМЕ может быть осуществлено путем выполнения стержня крепежной детали со скосом. Затем на первом конце стержня выполняют резьбу, а на втором конце выполняют головку, имеющую уменьшенную площадь контактирующей поверхности. В стержне выполнено многогранное глухое отверстие под ключ для создания обратного момента при затяжке и предотвращения вращения крепежной детали.
[0012] Описанные особенности, функции и преимущества могут быть достигнуты независимо в разных вариантах осуществления настоящего раскрытия изобретения или могут быть применены в комбинации в других вариантах осуществления, дополнительные подробности которых можно увидеть со ссылкой на нижеследующее описание и рисунки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0013] Фиг. 1 блок-схема изготовления летательного аппарата и методология технического обслуживания,
[0014] Фиг. 2 блок-схема летательного аппарата,
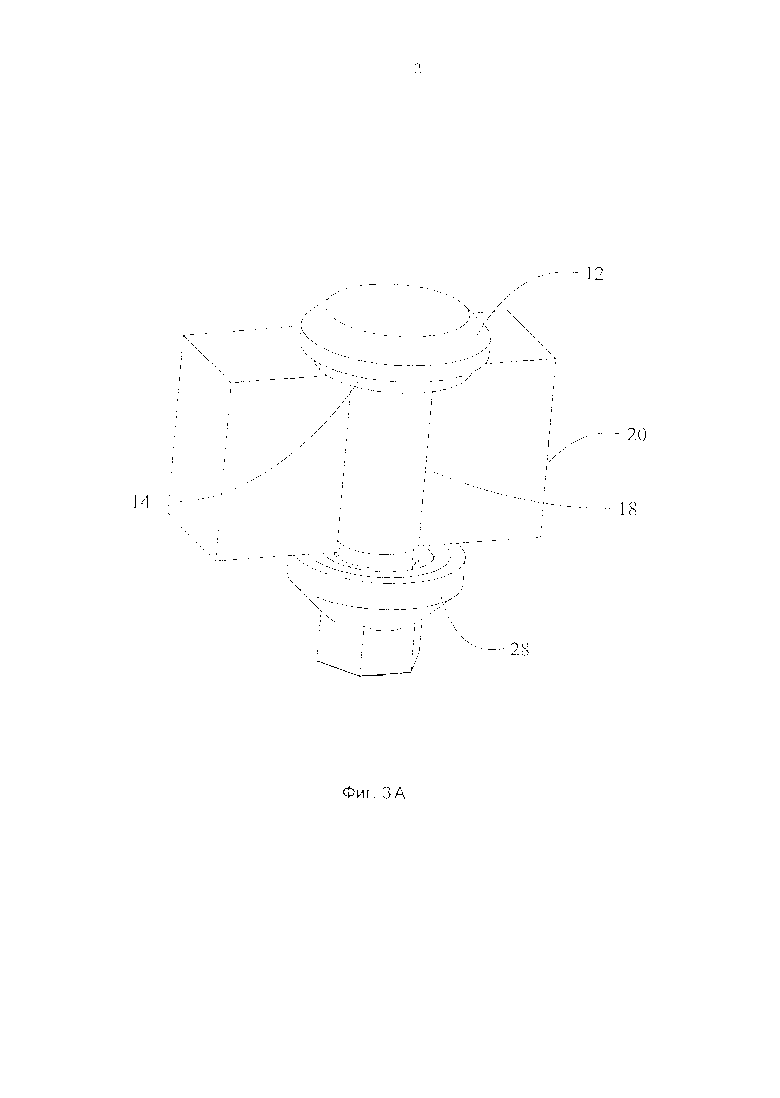
[0015] Фиг. 3А вид сверху в изометрической проекции крепежной системы, показывающий крепежную деталь, шайбу и гайку, используемые в разных описанных ниже вариантах осуществления,
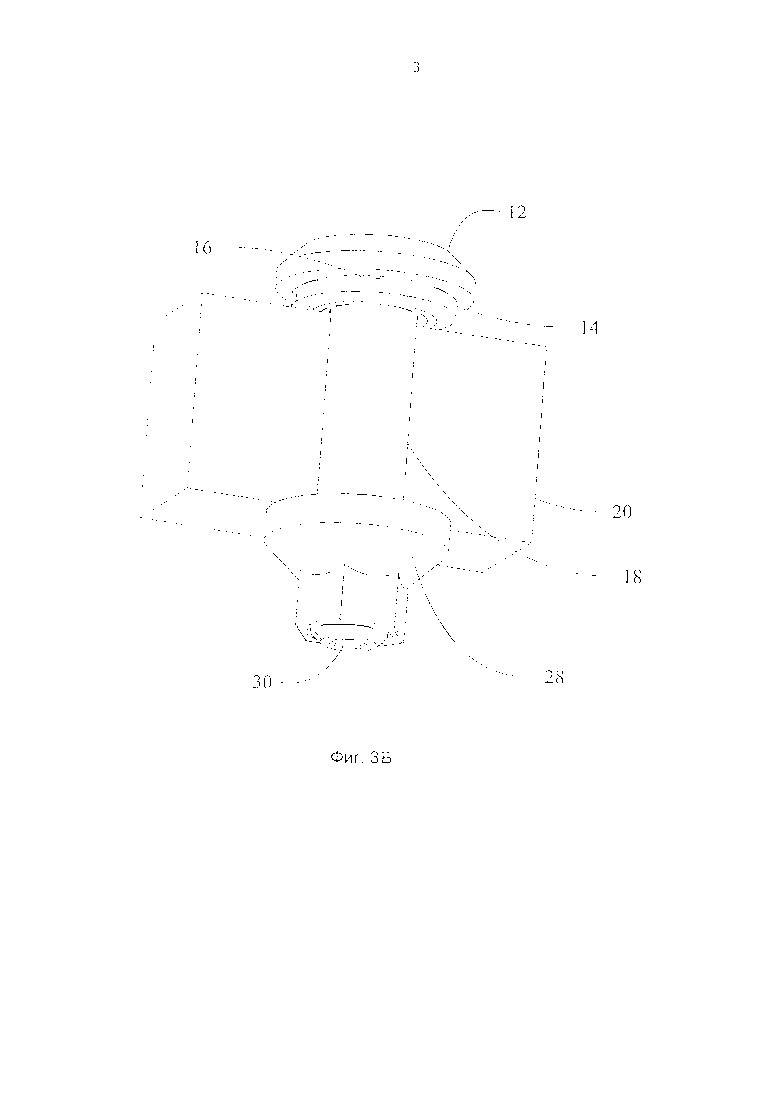
[0016] Фиг. 3Б вид снизу в изометрической проекции крепежной системы, показывающий крепежную деталь, шайбу и гайку, используемые в разных описанных ниже вариантах осуществления,
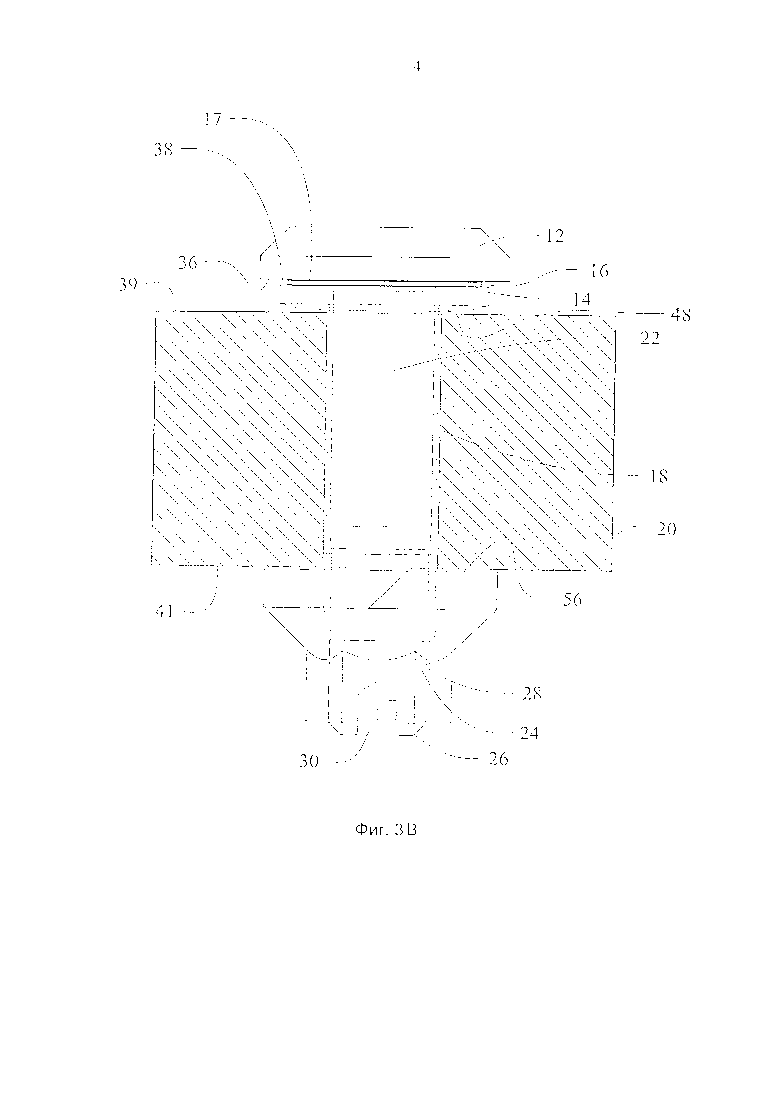
[0017] Фиг. 3В вид сбоку крепежной системы, показывающий крепежную деталь, шайбу и гайку, используемые в разных описанных здесь вариантах осуществления, вставленными в конструкцию (показана в разрезе) с крепежным отверстием,
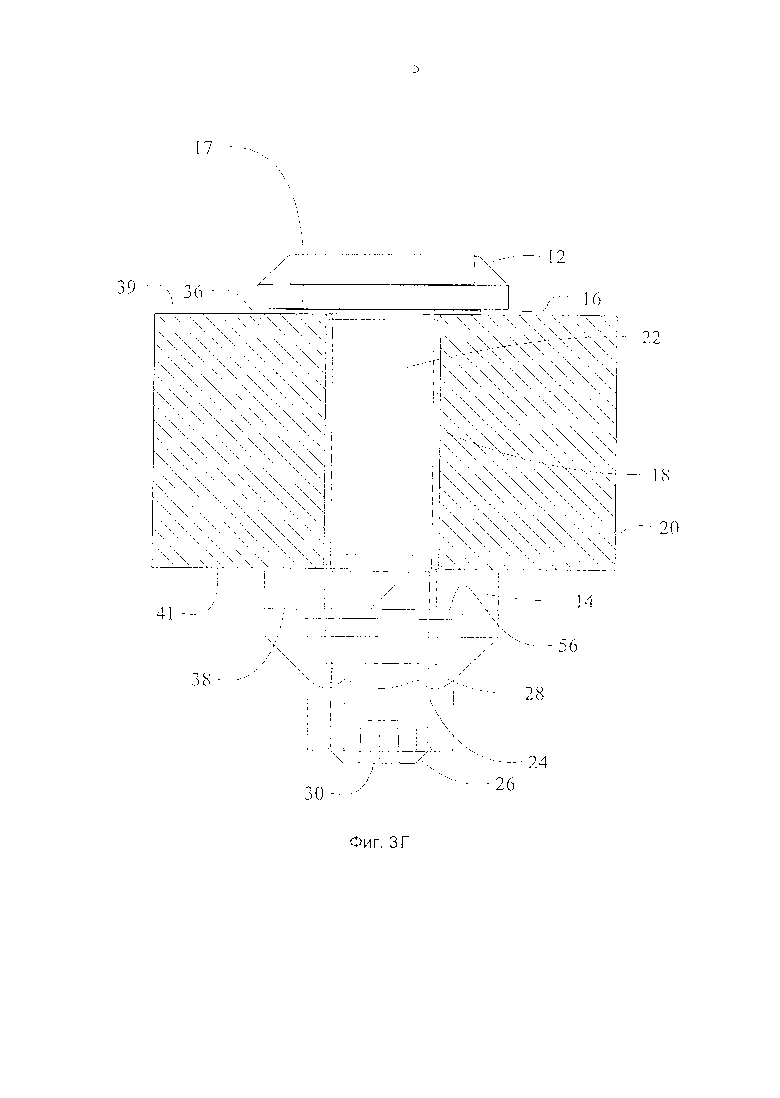
[0018] Фиг. 3Г вид сбоку крепежной системы, показывающий крепежную деталь и гайку с расположенной под гайкой шайбой, используемые в разных описанных здесь вариантах осуществления, вставленными в конструкцию (показана в разрезе) с крепежным отверстием,
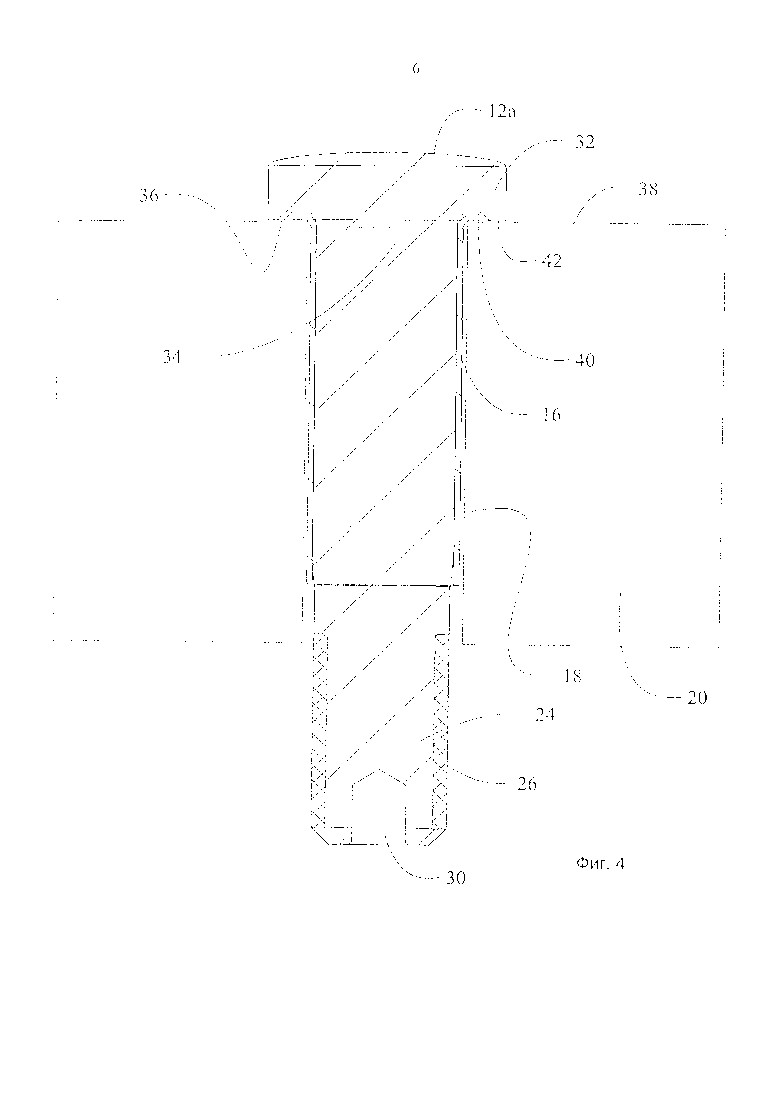
[0019] Фиг. 4 вид сбоку первого варианта осуществления крепежной системы с использованием контактной поверхности с уменьшенной площадью для защиты от ЕМЕ,
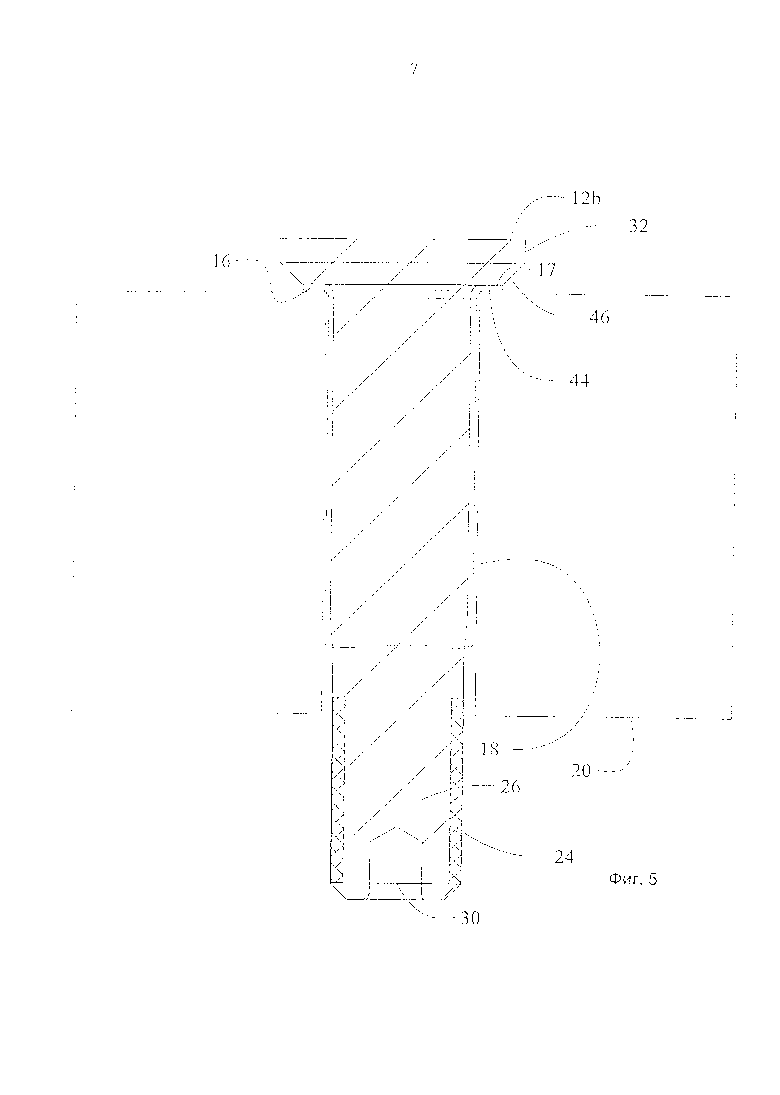
[0020] Фиг. 5 вид сбоку второго варианта осуществления крепежной детали для защиты от ЕМЕ с использованием контактной поверхности с альтернативно уменьшенным профилем,
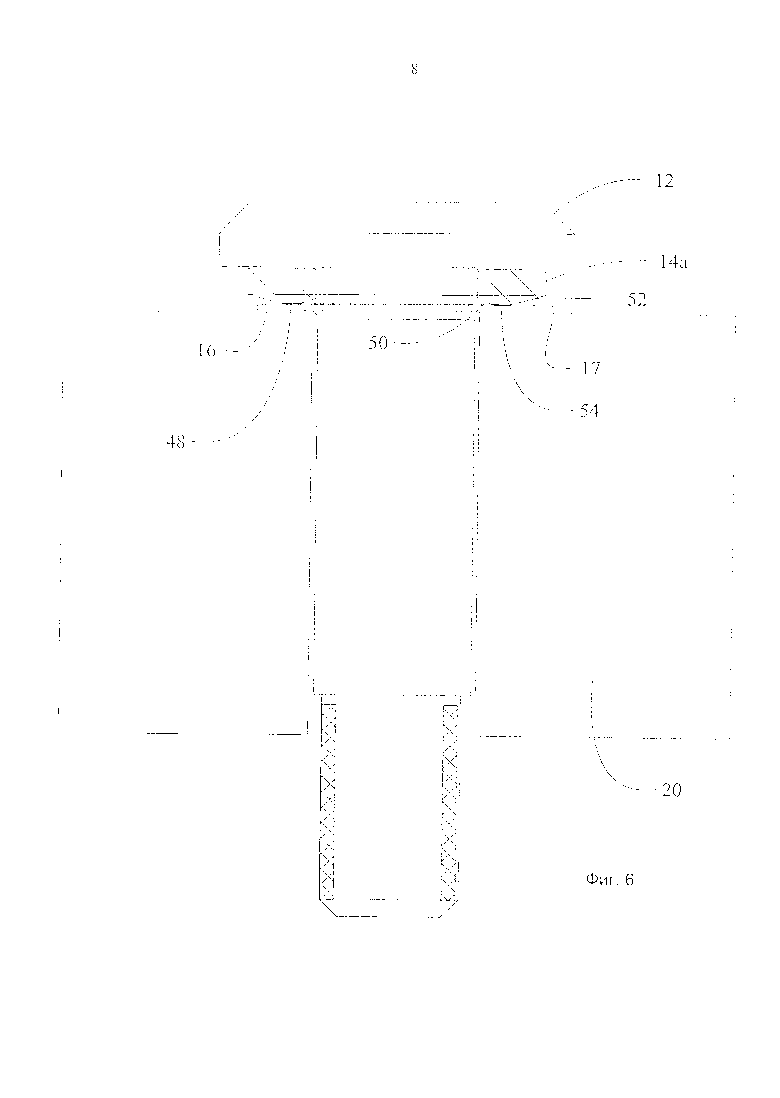
[0021] Фиг. 6 вид сбоку варианта осуществления шайбы с использованием контактной поверхности с уменьшенным профилем для защиты от ЕМЕ,
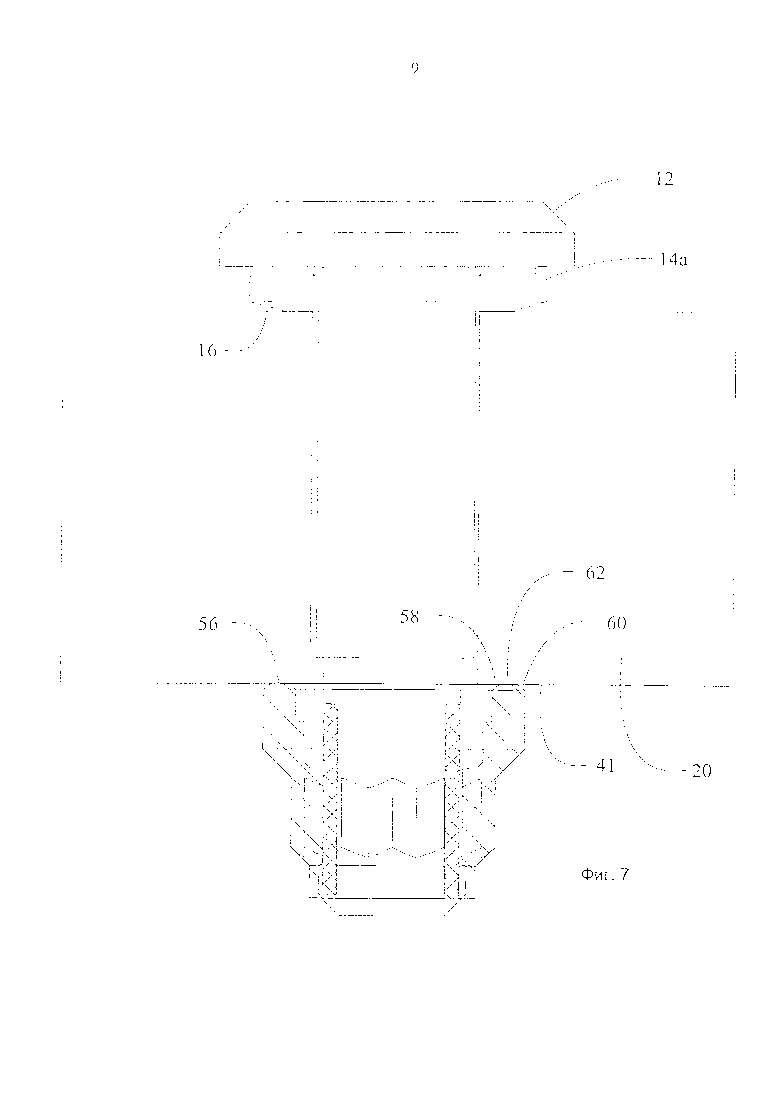
[0022] Фиг. 7 вид сбоку варианта осуществления гайки с использованием контактной поверхности с уменьшенным профилем для защиты от ЕМЕ,
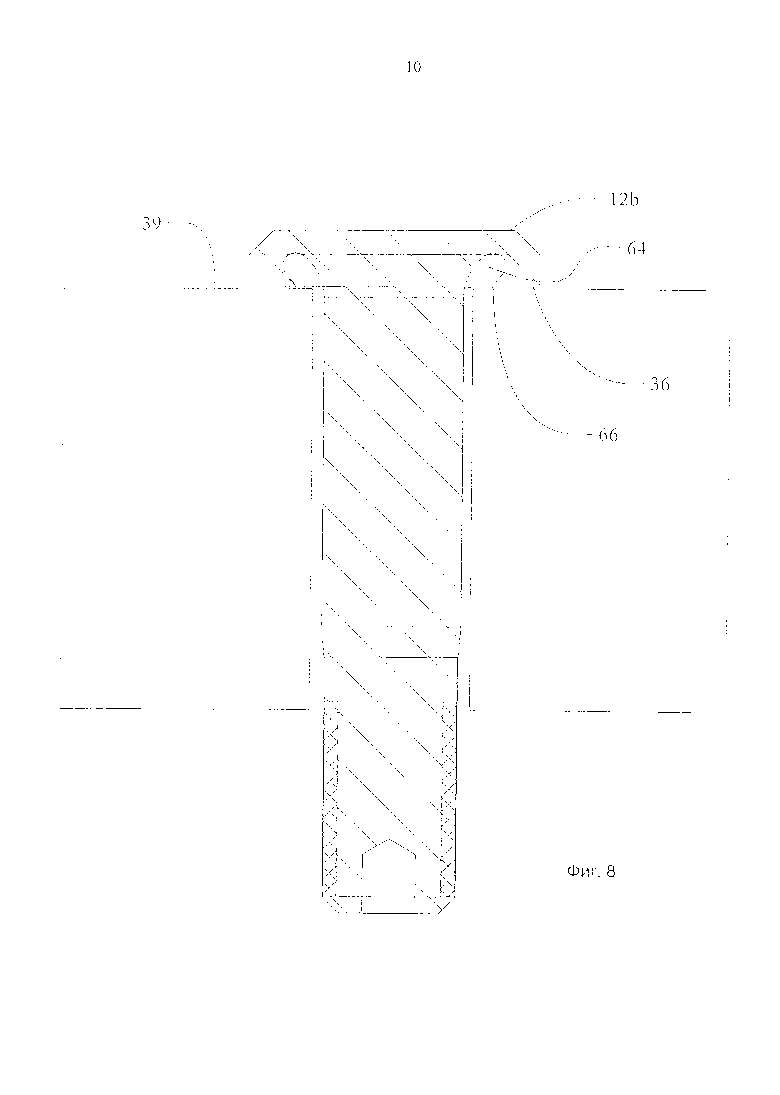
[0023] Фиг. 8 вид сбоку варианта осуществления крепежной детали с использованием эндотермической концентрической камеры для защиты от ЕМЕ,
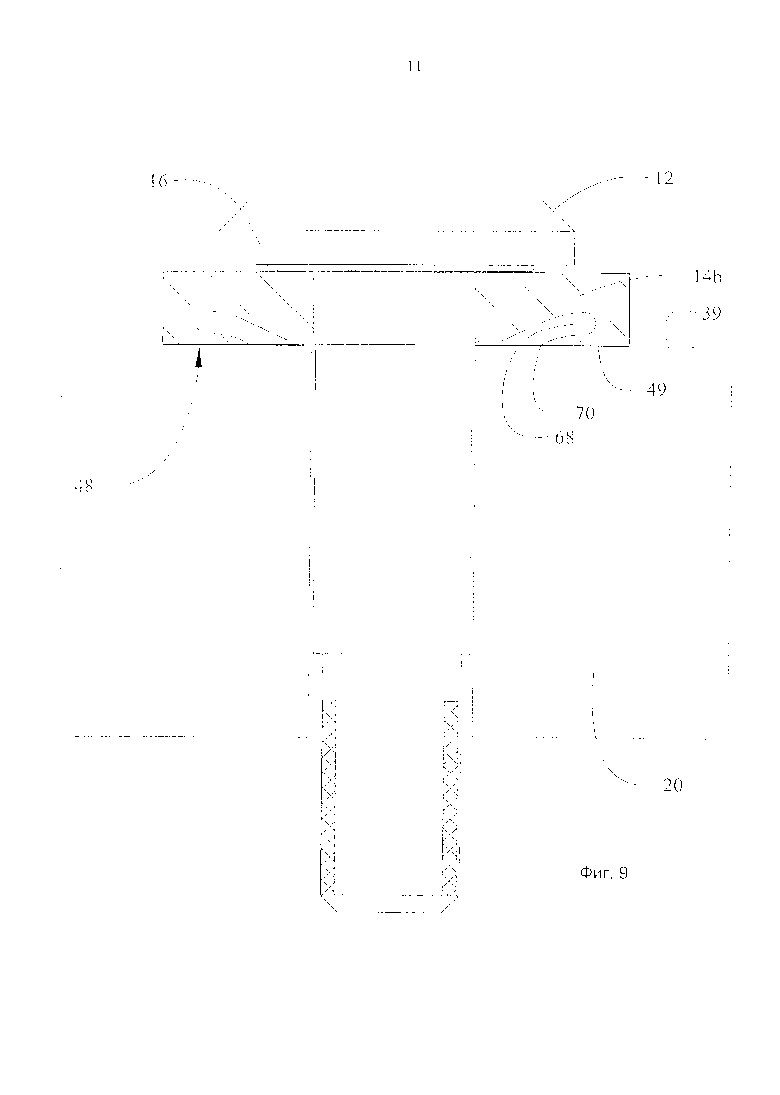
[0024] Фиг. 9 вид сбоку варианта осуществления шайбы с использованием эндотермической концентрической камеры для защиты от ЕМЕ,
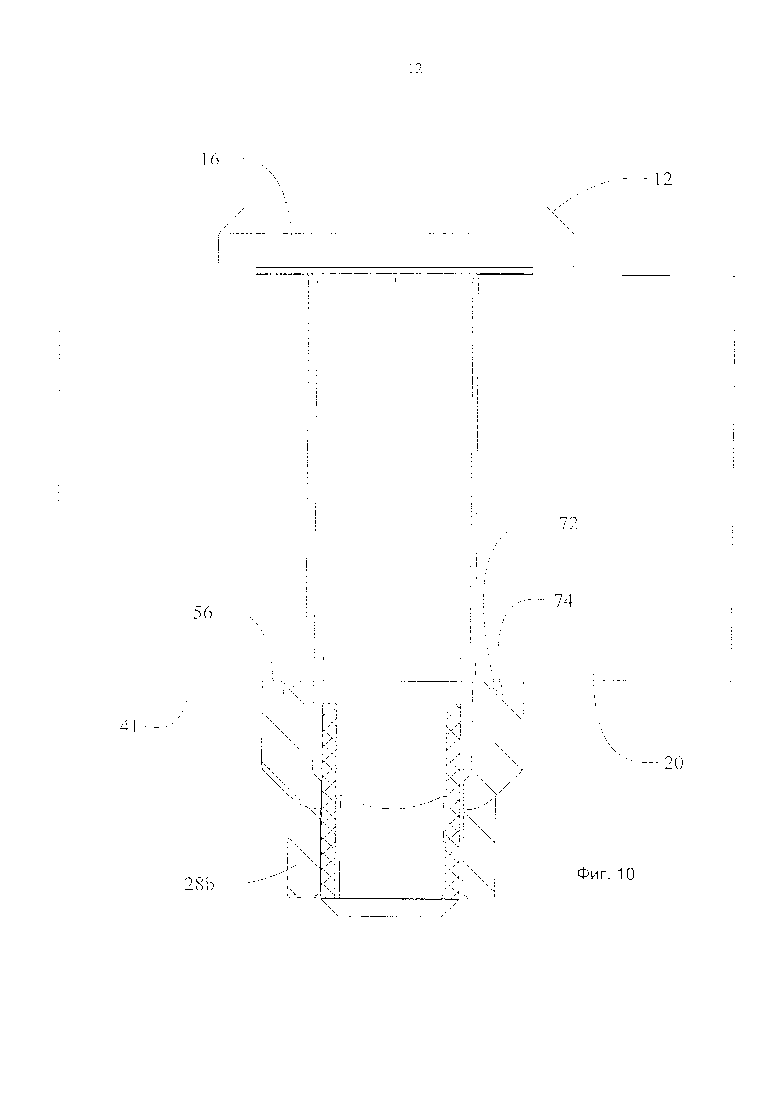
[0025] Фиг. 10 вид сбоку варианта осуществления гайки с использованием эндотермической концентрической камеры для защиты от ЕМЕ,
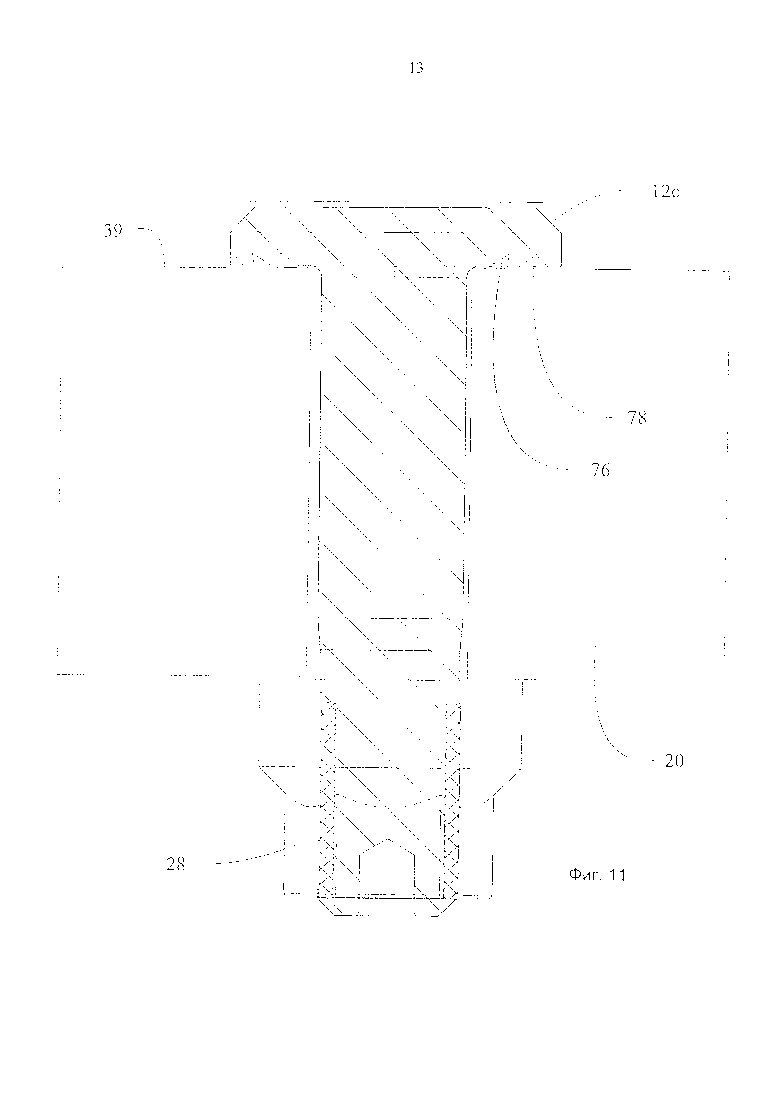
[0026] Фиг. 11 вид сбоку варианта осуществления крепежной детали с использованием множества эндотермических концентрических камер для защиты от ЕМЕ,
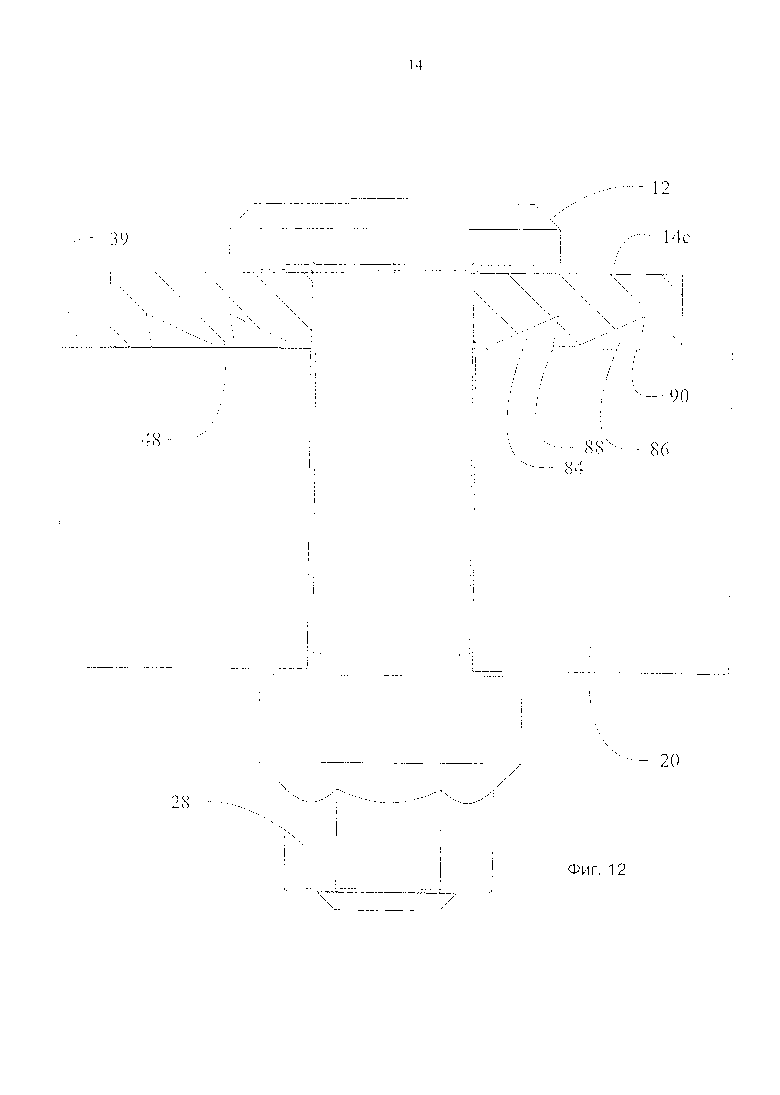
[0027] Фиг. 12 вид сбоку варианта осуществления шайбы с использованием множества эндотермических концентрических камер для защиты от ЕМЕ,
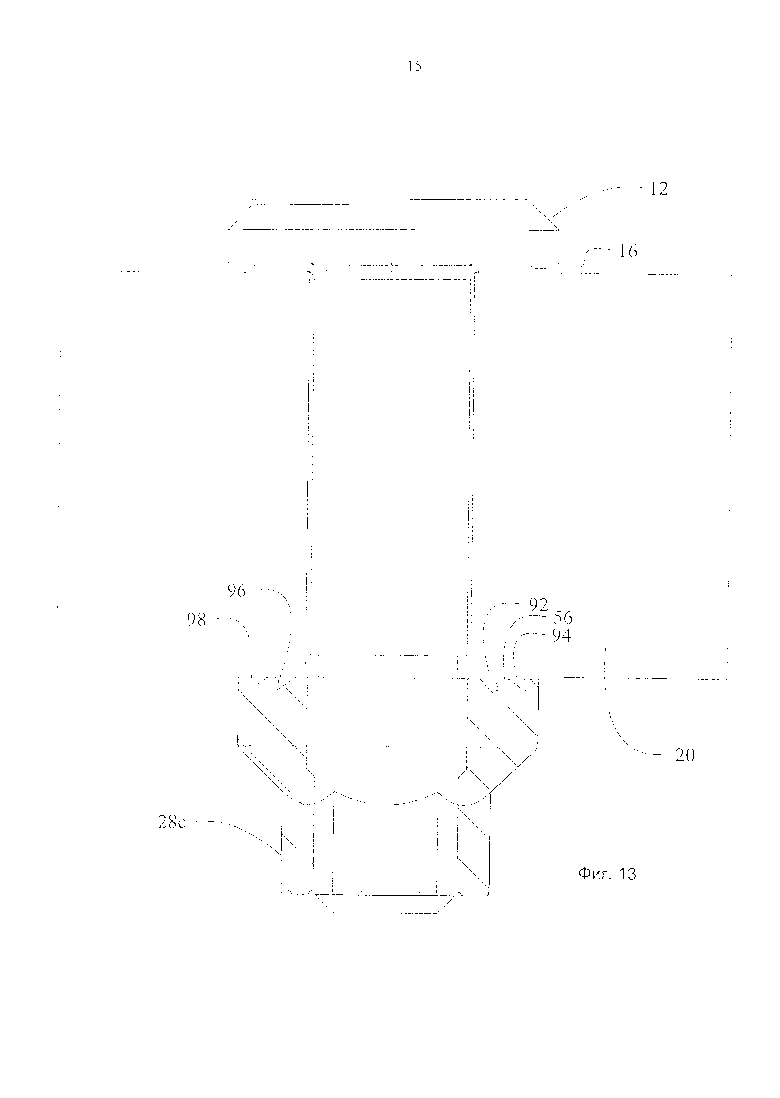
[0028] Фиг. 13 вид сбоку варианта осуществления гайки с использованием множества эндотермических концентрических камер для защиты от ЕМЕ,
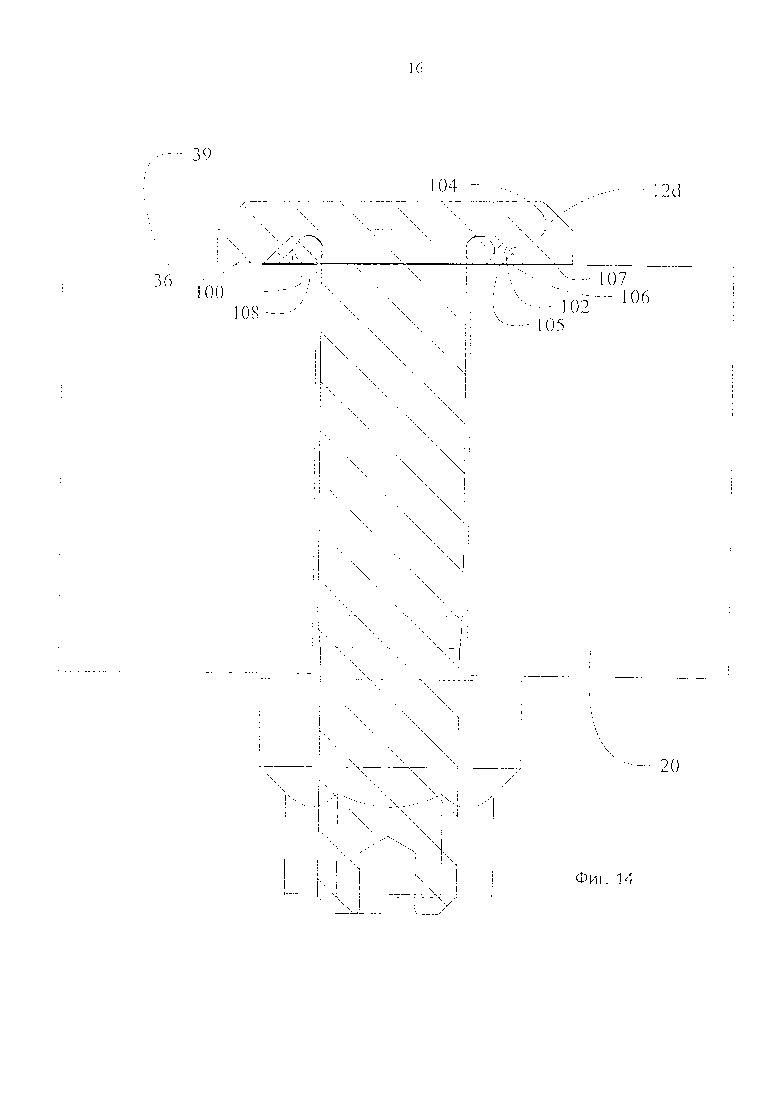
[0029] Фиг. 14 вид сбоку варианта осуществления крепежной детали с использованием уплотнительного кольца с двойным клином для защиты от ЕМЕ,
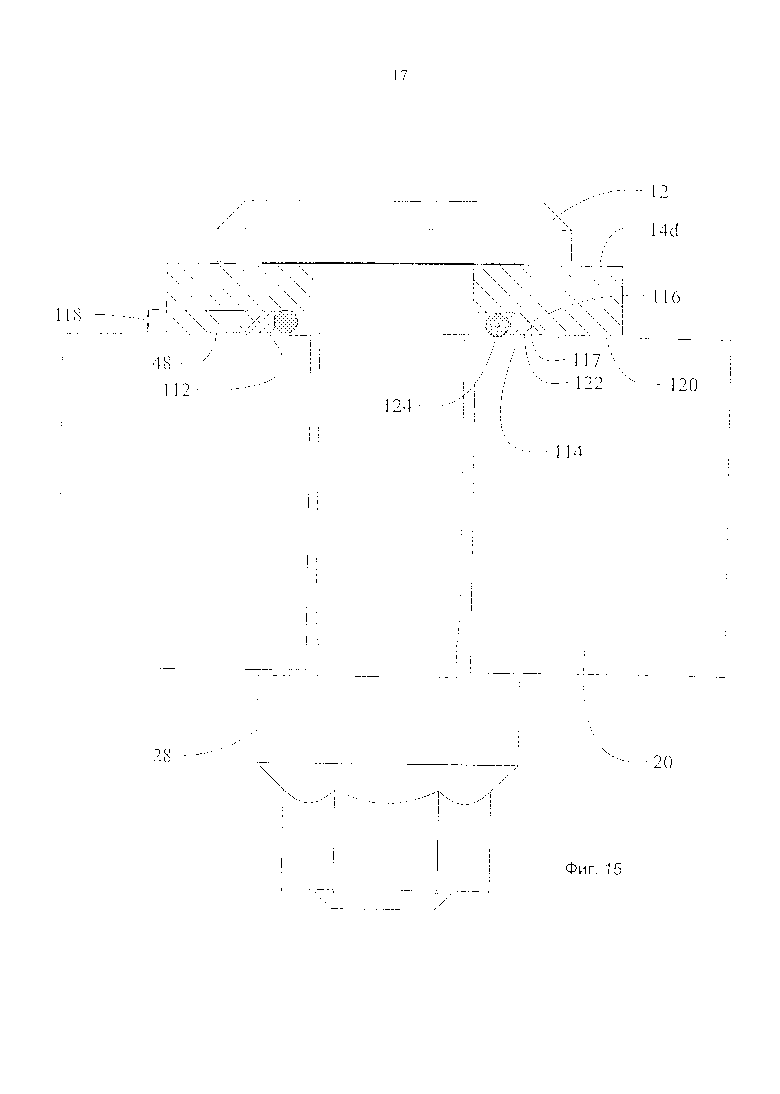
[0030] Фиг. 15 вид сбоку варианта осуществления шайбы с использованием уплотнительного кольца с двойным клином для защиты от ЕМЕ,
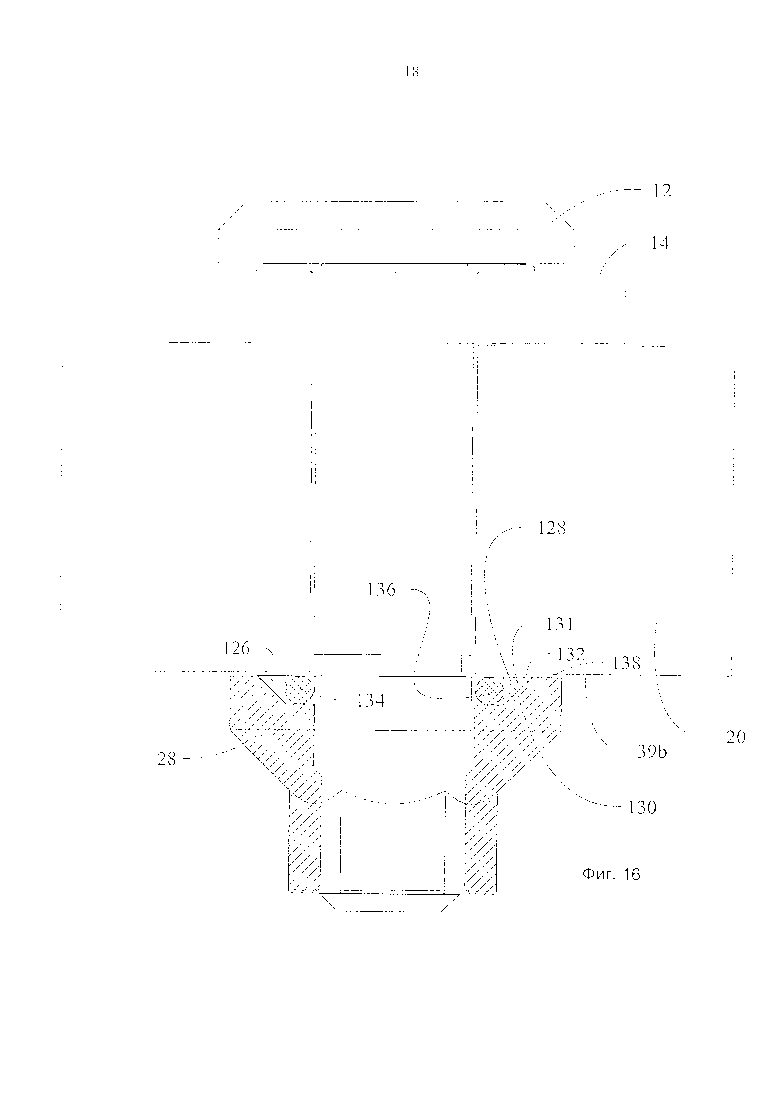
[0031] Фиг. 16 вид сбоку варианта осуществления гайки с использованием уплотнительного кольца с двойным клином для защиты от ЕМЕ,
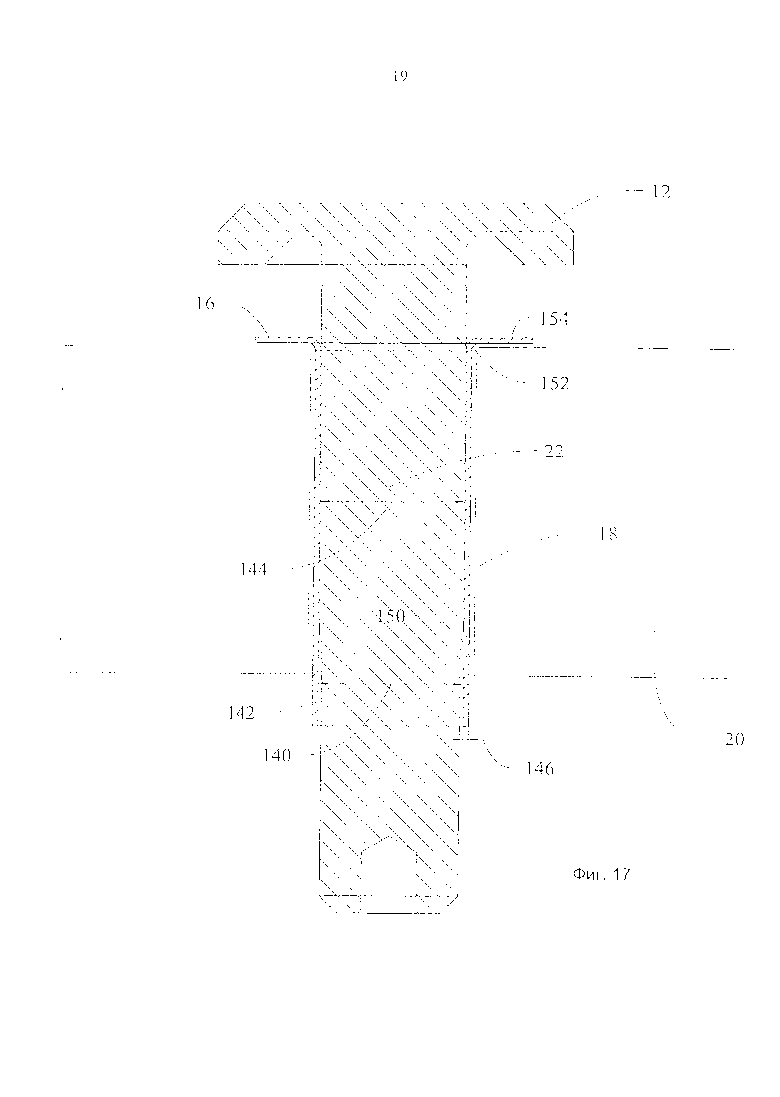
[0032] Фиг. 17 вид сбоку, показывающий подробности втулки и крепежной детали, и
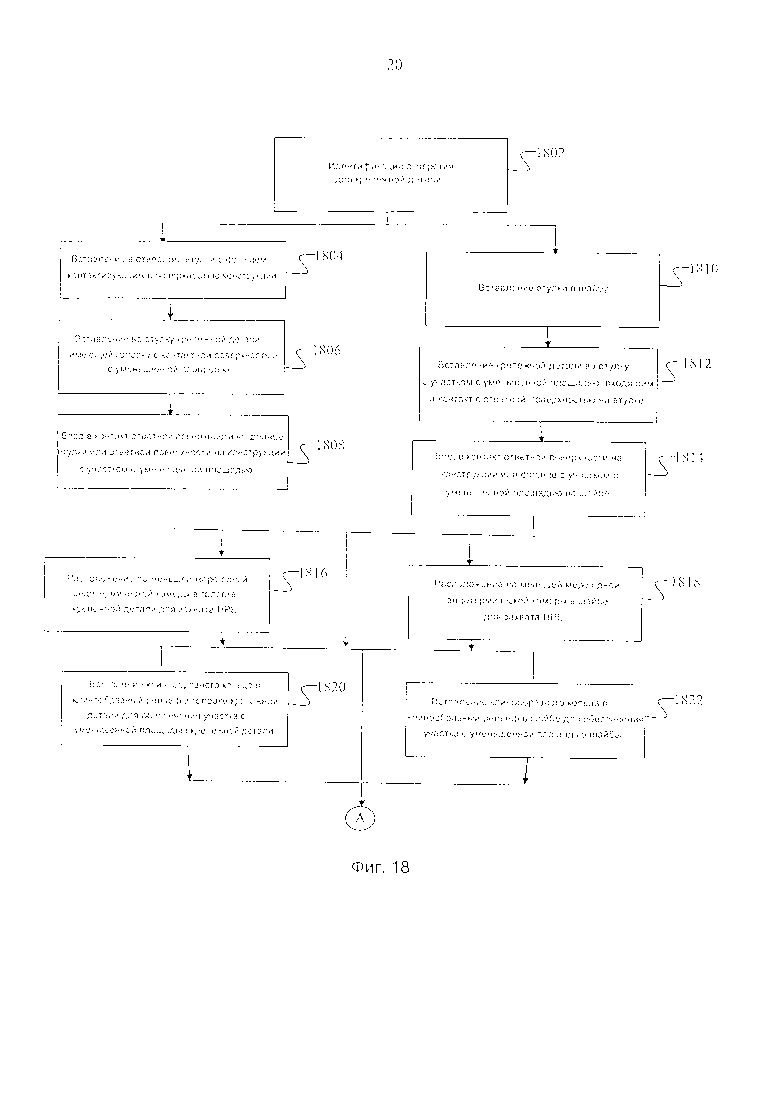
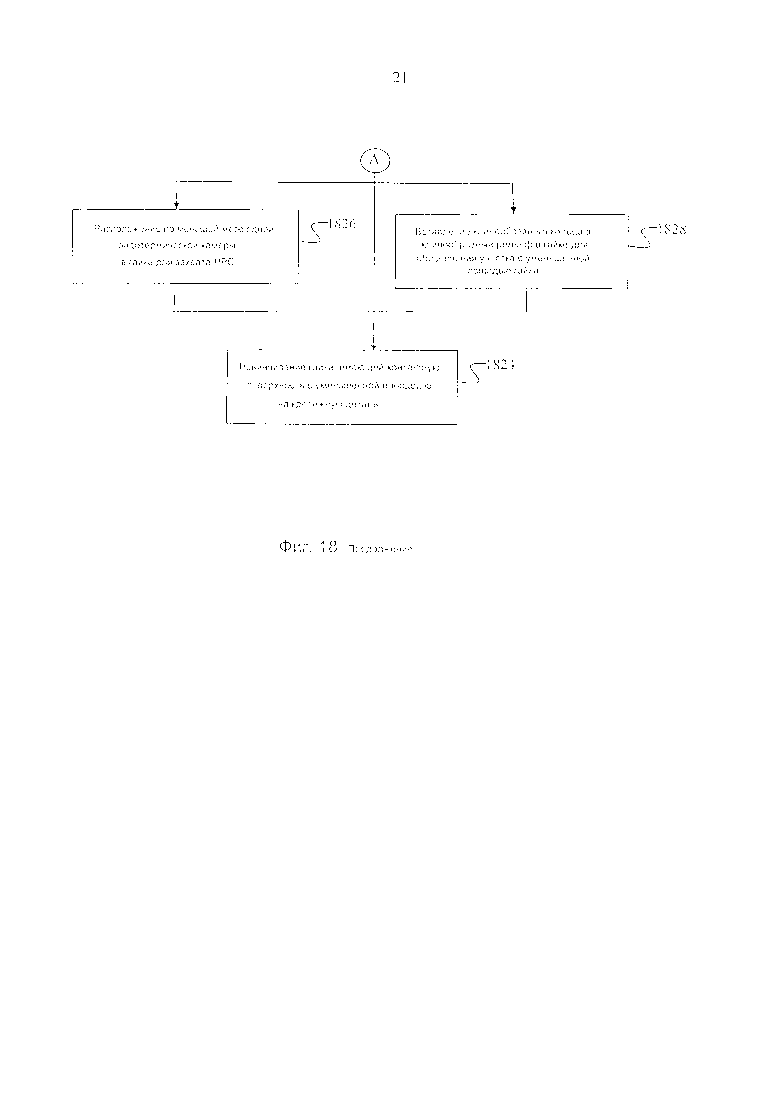
[0033] Фиг. 18 блок-схема способа защиты от ЕМЕ с помощью крепежной системы, и
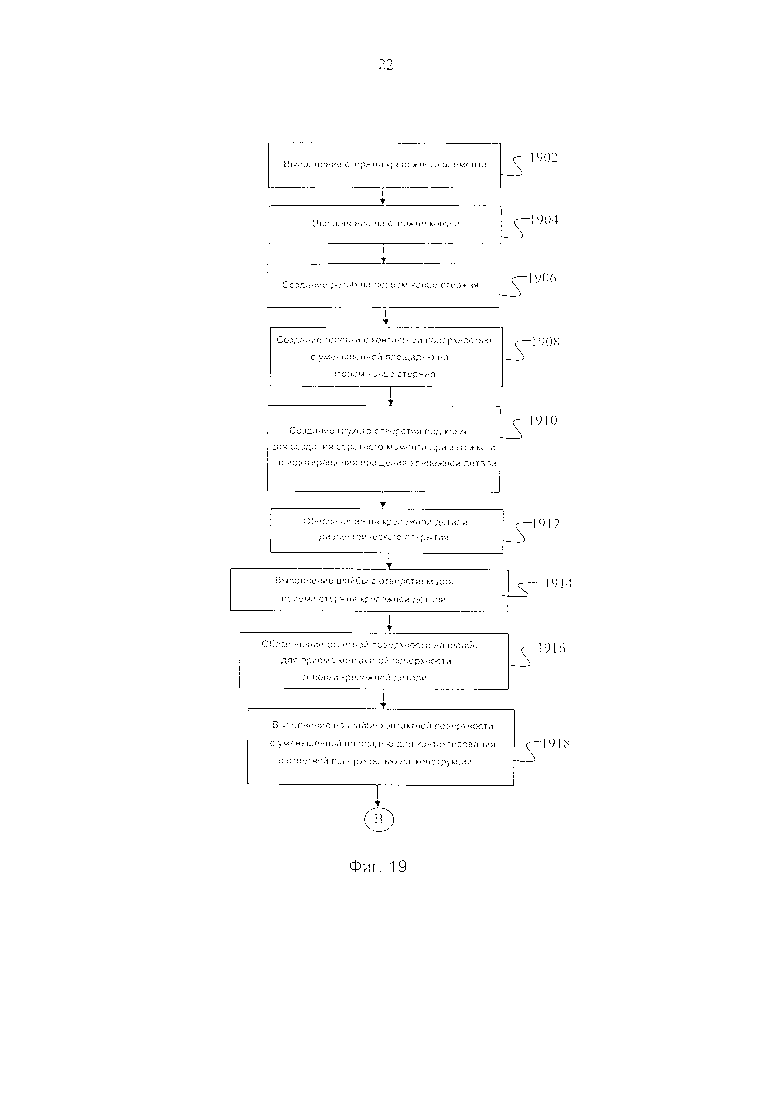
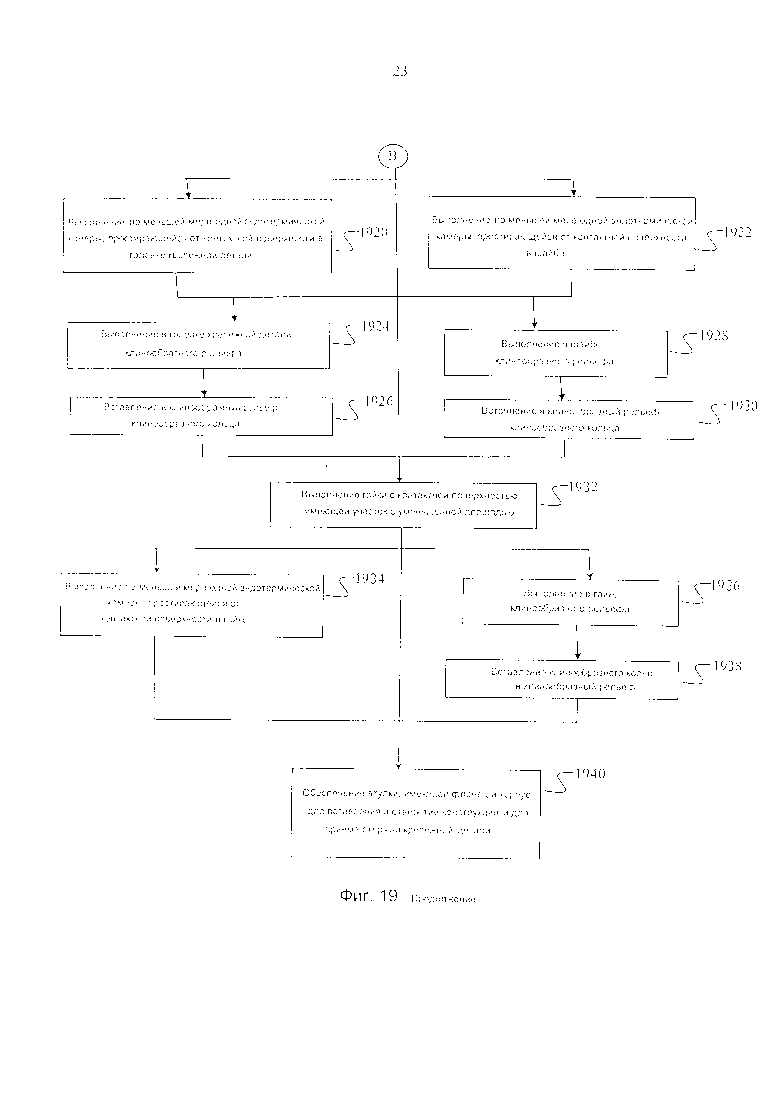
[0034] Фиг. 19 блок-схема способа изготовления крепежной системы с защитой от ЕМЕ.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0035] Настоящие варианты осуществления предусматривают крепежную систему для защиты от ЕМЕ, использующую одну или более из деталей, таких как головка крепежной детали, гайка и шайба, имеющих контактную поверхность с уменьшенным профилем, одну или несколько эндотермических концентрических камер или уплотнительное кольцо с двойным клином, используемых раздельно или в сочетаниях. Ответные детали создают систему под давлением для предотвращения выброса горячих частиц (искр высокой энергии) и искрения на кромках во время грозового разряда. Установка крепежной детали без дополнительных требований по герметизации или обработке удовлетворяет требованиям грозозащиты.
[0036] Если обратиться более конкретно к чертежам, то раскрытые варианты осуществления изобретения могут быть описаны в контексте способа 1000 производства и технического обслуживания летательного аппарата, как показано на фиг. 1, и летательного аппарата 1002, как показано на фиг. 2. Во время подготовки к производству приведенный в качестве примера способ 1000 может включать определение технических требований и проектирование 1004 летательного аппарата 1002 и приобретение 1006 материалов. Во время производства происходит изготовление 1008 компонентов и сборочных узлов и комплексирование 1010 системы летательного аппарата 1002. После этого летательный аппарат 1002 может пройти через сертификацию и поставку 1012 для того, чтобы вступить в эксплуатацию 1014. Во время эксплуатации потребителем летательный аппарат 1002 подвергается по графику текущему ремонту и техническому обслуживанию 1016 (что может также включать изменение, обновление конфигурации, переоснащению и т.д.).
[0037] Каждый из процессов способа 1000 может выполняться или осуществляться системным интегратором, третьей стороной и/или оператором (например, покупателем). Для целей этого описания системный интегратор может включать в себя без ограничений любое число производителей летательных аппаратов или субподрядчиков основных систем, третья сторона может включать в себя без ограничений любое число продавцов, субподрядчиков или поставщиков, оператором может быть авиалиния, лизинговая компания, военное подразделение, сервисная организация и т.д.
[0038] Как показано на фиг. 2, летательный аппарат 1002, произведенный приведенным в качестве примера способом 1000, может включать в себя планер 1018 летательного аппарата со множеством систем 1020 и внутренней частью 1022. Примеры систем 1020 высокого уровня включают в себя одну или несколько силовых установок 1024, электросистему 1026, гидросистему 1026 и систему 1030 жизнеобеспечения. Может быть включено любое число других систем. Хотя показан аэрокосмический пример, принципы изобретения могут быть применены к другим отраслям промышленности, таким как автомобильная промышленность.
[0039] Реализованные здесь аппараты и способы могут быть использованы во время любой одной или нескольких стадий способа 1000 производства и технического обслуживания. Например, детали и подблоки, соответствующие производственному процессу 1008, могут быть произведены или изготовлены таким же образом, как и детали и подблоки, изготовленные, когда летательный аппарат 1002 подвергается техническому обслуживанию. Кроме того, один или более вариантов осуществления аппарата, вариантов осуществления способов или их комбинации могут быть использованы во время производственных стадий 1008 и 1010, например, при ускоренной сборке или снижении стоимости летательного аппарата 1002. Аналогично, один или более вариантов осуществления аппарата, вариантов осуществления способов или их комбинации могут быть использованы, когда летательный аппарат 1002 подвергается техническому обслуживанию, например и без ограничений, для текущего ремонта и технического обслуживания 1016.
[0040] Описанные здесь варианты осуществления предусматривают крепежную систему, обеспечивающую защиту от ЕМЕ, имеющуюся в наличии для использования согласно требованиям к сборке в способах или системах летательного аппарата, определенных на фиг. 1 и 2 и описанных выше, или любых подобных конструкционных узлах. Хотя применяемые особенности описаны здесь для вариантов осуществления для одного типа резьбовой крепежной детали, они могут быть использованы в качестве примеров при работе с шестигранниками с втулкой (приводным элементом комли лопасти винта), болтами с втулками (с головкой в форме приводного элемента или приводной элемент в головке) или зажимными болтами с втулкой (штампованными).
[0041] Как показано на фиг. 3А-3Г, крепежная система 10 содержит крепежную деталь 12, которая может быть использована в одиночку или вставленной в шайбу 14. Втулка 16, вставленная в отверстие 18 конструкции 20, в которой будет использована крепежная система (как видно на фиг. 3В, на которой элементы для ясности показаны с небольшими зазорами, однако при использовании находятся в прямом контакте), вмещает стержень 22 крепежной детали 12 с резьбой 24 на первом конце 26 крепежной детали, расположенный в крепежном элементе с внутренней резьбой, таком как гайка или разрушаемая втулка. В зависимости от конфигурации, втулка 16 может быть расположена под крепежной деталью или шайбой 14, если она используется. Многогранное или с большим количеством выступов глухое отверстие 30 под ключ, такое как глухое отверстие в стержне под шестигранную головку (лучше всего видное на фиг. 3Б), используется как гнездо под ключ для затяжки крепежной системы. Шайба 14 в разных примерах осуществления может быть в качестве альтернативы размещена под гайкой 28, как показано на фиг. 3Г. Каждый элемент крепежной системы, крепежная деталь 12, шайба 14 и гайка 28, имеют контактные поверхности 36, 48 и 56 (все показаны на фиг. 3В и 3Г), которые взаимодействуют с ответными поверхностями примыкающих элементов или конструкции, такими как верхняя поверхность 38 на шайбе, поверхности 39 или 41 на конструкции 20 или поверхность 17 на втулке 16 (все видны на фиг. 3В и 3Г). Модификации этих контактных поверхностей, как описано для нижеследующих вариантов осуществления, улучшают защиту от ЕМЕ путем создания находящихся под давлением систем для предотвращения НРЕ (высокоэнергетические искры) и искрения на кромках в условия удара молнии.
[0042] Как первое улучшение защиты от ЕМЕ, для каждого крепежного элемента может использоваться профилирование контактных поверхностей для уменьшения контактной площади. Первый пример использования крепежной детали подробно показан на фиг. 4 для первого варианта осуществления, обозначенного как 12а. Головка 32 выходит из второго конца 34 крепежной детали 12а в противоположном резьбовому концу 26 направлении. Контактирующая поверхность 36 на головке взаимодействует с ответной поверхностью или на шайбе (что будет более подробно описано относительно фиг. 6) - поверхностью 38, или на конструкции 20 - поверхностью 39, окружающей монтажное отверстие 18, или на поверхности 17 на втулке 16. Контактирующая поверхность 36 является профилированной для обеспечения уменьшенной площади контактной поверхности. В варианте осуществления, показанном на фиг. 4, внутренний радиальный участок 40 срезан так, что нет никакого контакта с ответной поверхностью, и внешний радиальный участок 42 обеспечивает контактную поверхность, контактирующую с ответной поверхностью, показанной для примера как поверхность 39 на конструкции 20. Площадь контактной поверхности внешнего радиального участка 42 составляет примерно от 20% до 30% от суммарной площади поверхности. Для приведенных в качестве примера вариантов осуществления, крепежная деталь изготовлена из титанового сплава 6AL-4V и покрыта диэлектрическим или электроизолирующим покрытием. В приведенном в качестве примера варианте осуществления, это покрытие является покрытием из отвержденной эпоксидной смолы. В приведенных в качестве примера вариантах осуществления, где достигается улучшенный контакт между головкой крепежной детали и втулкой, покрытие может быть удалено с участка контактирующей поверхности для дополнительного улучшения защиты от ЕМЕ.
[0043] Альтернативный вариант осуществления крепежной детали, обозначенной как 12b, показан на фиг. 5. Как и в варианте осуществления, показанном на фиг. 4, контактирующая поверхность 36 профилирована для уменьшения площади контакта. Однако в варианте осуществления, показанном на фиг. 5, внутренний радиальный участок 44 обеспечивает контактную поверхность для контактирования с ответной поверхностью, в данном примере ответной поверхностью 17 на втулке 16. Внешний радиальный участок 46 в показанном примере срезан как угловая фаска для отсутствия контакта с контактирующей поверхностью. Площадь поверхности контакта внутреннего радиального участка 44 составляет примерно от 20% до 30% суммарной площади поверхности. Для приведенных в качестве примера вариантов осуществления, крепежная деталь изготовлена из титанового сплава 6AL-4V и покрыта диэлектрическим или электроизолирующим покрытием. Покрытие может быть удалено с контактирующей поверхности на головке крепежной детали для улучшения токопроводящего пути к втулке или, если используется шайба на стороне головки, оно может быть удалено с ответной поверхности шайбы для улучшения токопроводящего пути к втулке. В обоих вариантах осуществления, показанных на фиг. 4 и 5 в приведенных для примера выполнениях, уменьшенная площадь контакта улучшает защиту от ЕМЕ.
[0044] В качестве альтернативного или дополнительного варианта осуществления, шайба, показанная на фиг. 6 как 14а, может быть выполнена с профилированной контактной поверхностью 48. Как описано выше для вариантов осуществления крепежной детали, шайба 14а имеет контактную поверхность 48, профилированную для получения уменьшенной контактной площади с ответной поверхностью 39 конструкции 20. В качестве еще одного дополнительного типа профиля, контактная поверхность 48 имеет срезанный внутренний радиальный участок 50 и срезанный внешний радиальный участок 52, оба показаны как фаски для варианта осуществления на фиг. 6, с контактом, ограниченным центральным радиальным участком 54, который обеспечивает контактную площадь для контактирования с ответной поверхностью 39. Площадь контактной поверхности центрального радиального участка 54 составляет примерно от 20% до 30% от суммарной площади поверхности. Для приведенных в качестве примера вариантов осуществления, шайба изготовлена из титанового сплава 6AL-4V или А286 CRES и покрыта диэлектрическим или электроизолирующим покрытием. Как обсуждено выше, покрытие может быть удалено с контактирующей поверхности головки крепежной детали для улучшения токопроводящего пути к втулке или, если на стороне головки используется шайба, покрытие может быть удалено с ответной поверхности шайбы для улучшения токопроводящего пути к втулке. Для варианта осуществления, показанного на фиг. 6, уменьшенная контактная поверхность одна или в сочетании с профилированной контактной поверхностью на крепежной детали в приведенных в качестве примера вариантах осуществления улучшает защиту от ЕМЕ.
[0045] Гайка, показанная на фиг. 7 как 28а, обеспечивает еще одно альтернативное или дополнительное выполнение для конфигурации профилированной контактной поверхности 56. Контактная поверхность 56 имеет срезанный внутренний радиальный участок 58 и срезанный внешний радиальный участок 60, оба показанные как фаски для примера осуществления на фиг. 7, с контактом, ограниченным центральным радиальным участком 62, который обеспечивает контактную поверхность для контактирования с ответной поверхностью 41. Площадь контактной поверхности центрального радиального участка 62 составляет примерно от 20% до 30% от суммарной поверхности. Для приведенных в качестве примера вариантов осуществления, шайба изготовлена из титанового сплава 6AL-4V или А286 CRES и покрыта диэлектрическим или электроизолирующим покрытием. Покрытие может быть удалено с контактной поверхности головки крепежной детали для улучшения токопроводящего пути к ответной поверхности втулки или, если шайба используется на стороне головки, покрытие может быть удалено с ответной поверхности шайбы для улучшения токопроводящего пути к втулке или, если шайба используется на стороне гайки, покрытие может быть удалено с ответной поверхности шайбы для улучшения токопроводящего пути к гайке. Для варианта осуществления, показанного на фиг. 7, уменьшенная площадь контакта одна или в сочетании с профилированными контактными поверхностями на крепежной детали и/или шайбе в приведенных для примера вариантах выполнения улучшает защиту от ЕМЕ. Как ранее показано и описано относительно фиг. 3Г, шайба 14 может быть альтернативно использована под гайкой 28.
[0046] В дополнение или как альтернатива уменьшенной контактной площади в качестве второго улучшения защиты от ЕМЕ, в каждом из крепежных элементов могут использоваться эндотермические концентрические камеры, простирающиеся от контактной поверхности. Как показано на фиг. 8 для крепежной детали 12b, в контактную поверхность 36 может быть внедрена эндотермическая концентрическая камера 64. Эндотермическая камера 64 предоставляет объем для расширения, для вмещения или захвата НРЕ. Для варианта осуществления, показанного на фиг. 8, используется закругленная концентрическая форма с острой кромкой 66, ориентированной радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры 64 и контактной поверхности 36. В приведенных в качестве примера вариантах осуществления, для предварительно заданного суммарного объема головки крепежной детали 12b объем эндотермической концентрической камеры 64 будет составлять от 1/8 до 1/3 этого суммарного объема. Камера, как рельеф, простирающийся от контактной поверхности 36, дополнительно обеспечивает уменьшенную контактную площадь, участок 37, для показанной контактной поверхности, контактирующей в этом примере с ответной поверхностью 39 конструкции 20, предоставляя преимущества по сравнению с уменьшенной контактной площадью примера осуществления, описанного относительно фиг. 4.
[0047] В шайбе 14b, показанной на фиг. 9, также может быть использована эндотермическая концентрическая камера 68 в контактной поверхности 48. Для варианта осуществления, показанного на фиг. 9, используется закругленная концентрическая форма с острой кромкой 70, ориентированной радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры 68 и контактной поверхности 48 в конфигурации, подобной описанной для крепежной детали 12b на фиг. 8. В приведенных в качестве примера вариантах осуществления для предварительно заданного суммарного объема шайбы 14b объем эндотермической концентрической камеры 68 будет составлять от 1/8 до 1/3 этого суммарного объема. Камера, как рельеф, простирающийся от контактной поверхности 48, снова обеспечивает уменьшенную контактную площадь, участок 49, для показанной контактной поверхности, контактирующей в этом примере с ответной поверхностью 39 конструкции 20, предоставляя преимущества по сравнению с уменьшенной контактной площадью примера осуществления, описанного относительно фиг. 4.
[0048] В гайке 28b, показанной на фиг. 10, также может быть использована эндотермическая концентрическая камера 72 в контактной поверхности 56. В варианте осуществления, показанном на фиг. 10, используется альтернативная концентрическая форма треугольного сечения с острой кромкой 74, ориентированной радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры 72 и контактной поверхности 56 в конфигурации, подобной описанной для крепежной детали 12b на фиг. 8. В приведенных в качестве примера вариантах осуществления, для предварительно заданного суммарного объема гайки объем эндотермической концентрической камеры 72 будет составлять от 1/8 до 1/4 этого суммарного объема. Камера, как рельеф, простирающийся от контактной поверхности 56, дополнительно обеспечивает уменьшенную контактную площадь для контактной поверхности, предоставляя преимущества по сравнению с уменьшенной контактной площадью примера осуществления, описанного относительно фиг. 6.
[0049] В контактных поверхностях элементов крепежной системы могут быть также использованы множественные эндотермические концентрические камеры. Как показано на фиг. 11, крепежная деталь 12с содержит первую внутреннюю эндотермическую концентрическую камеру 76 и внешнюю эндотермическую концентрическую камеру 78. Каждая камера обеспечивает объем с острой кромкой, 80 и 82, соответственно, ориентированной радиально внутрь на радиально внешнем соединение эндотермической концентрической камеры, например, на контактной поверхности 39 конструкции 20. В приведенных в качестве примера вариантах осуществления, для предварительно заданного суммарного объема головки крепежной детали 12 с каждая камера 76 и 78 будет занимать от 1/16 до 1/6 этого суммарного объема.
[0050] Аналогичным образом шайба 14с, как показано на фиг. 12, содержит первую внутреннюю эндотермическую концентрическую камеру 84 и внешнюю эндотермическую концентрическую камеру 86 в контактной поверхности 48. Каждая камера предоставляет объем с острой кромкой, 88 и 90, соответственно, ориентированной радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры и контактной поверхности 48. В приведенных в качестве примера вариантах осуществления, для предварительно заданного суммарного объема шайбы 14 с объем каждой из эндотермических концентрических камер 84 и 86 будет составлять от 1/16 до 1/6 этого суммарного объема.
[0051] Множественные эндотермические концентрические камеры могут быть также использованы в гайке 28 с, как показано на фиг. 13. Первая внутренняя эндотермическая концентрическая камера 92 и внешняя эндотермическая концентрическая камера 94 внедрены в контактную поверхность 56. Каждая камера предоставляет объем с острой кромкой, 96 и 98, соответственно, ориентированной радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры и контактной поверхности 56. В приведенных в качестве примера вариантах осуществления, для предварительно заданного суммарного объема гайки 28 с объем каждой из эндотермических концентрических камер 92 и 94 будет составлять от 1/16 до 1/8 этого суммарного объема.
[0052] В качестве альтернативного улучшения защиты от ЕМЕ, один или более из элементов крепежной системы могут содержать уплотнительное кольцо с двойным клином, встроенное в контактную поверхность. Для крепежной детали 12d, как показано на фиг. 14, клинообразный рельеф 100 в контактной поверхности 36 имеет такой размер, чтобы вмещать клинообразное кольцо 102. Клинообразный рельеф 100 имеет ориентированную радиально внутрь и вниз наклонную поверхность 104, которая входит в контакт с радиально наклоненной наружу и вверх поверхностью 105 на клинообразном кольце 102. Толщина 104 клинообразного кольца превышает глубину клинообразного рельефа 100 в достаточной для головки 32 степени, чтобы привести клинообразное кольцо в контакт с примыкающей ответной поверхностью, поверхностью 39 на конструкции 20, показанной на фиг. 14. Внешний участок 107 контактной поверхности 36 находится, таким образом, на некотором расстоянии от ответной поверхности, обеспечивая уменьшенную площадь контакта, создаваемую нижней поверхностью 106 клинообразного кольца 102. Радиально внутри от клинообразного кольца 102 используется уплотнительное кольцо 108, и после прижатия головкой 32 крепежной детали, а также под давлением расширяющегося газа, радиально приходит в контакт со стержнем 22 и внутренней радиальной поверхностью 110 клинообразного кольца 102, чтобы заставить клинообразное кольцо расширяться радиально наружу, улучшая контакт наклонной поверхности 104 с наклонной поверхностью 105. Для приведенных в качестве примера вариантов осуществления, клинообразное кольцо изготавливается из мягкого металла, такого как медь, латунь или алюминиевый сплав. Уплотнительное кольцо может быть деформируемым металлическим кольцом, эластичной резиной или эластомерным материалом, таким как синтетическая резина, такая как фторсиликоновая резина или неопреновая резина.
[0053] В похожей конфигурации в шайбе 14d, как показано на фиг. 15, используется клинообразный рельеф 112 в контактной поверхности 48 такого размера, чтобы вмещать клинообразное кольцо 114. Клинообразный рельеф 112 имеет ориентированную радиально внутрь и вниз наклонную поверхность 116, которая контактирует с направленной радиально наружу и вверх наклонной поверхностью 117 на клинообразном кольце 114. Толщина 118 клинообразного кольца превосходит глубину клинообразного рельефа 112 в достаточной для шайбы степени, чтобы привести клинообразное кольцо в контакт с примыкающей ответной поверхностью, поверхностью 39 на конструкции 20, показанной на фиг. 15. Внешний участок 120 контактной поверхности 48 находится, таким образом, на некотором расстоянии от ответной поверхности, обеспечивая уменьшенную площадь контакта, создаваемую нижней поверхностью 122 клинообразного кольца 114. Радиально внутри от клинообразного кольца 114 используется уплотнительное кольцо 124, и после прижатия шайбы 14d, а также под давлением расширяющегося газа, радиально приходит в контакт с радиально внутренней поверхностью 126 клинообразного кольца 114, чтобы заставить клинообразное кольцо расширяться радиально наружу, улучшая контакт наклонной поверхности 116 с наклонной поверхностью 117. Для приведенных в качестве примера вариантов осуществления, клинообразное кольцо изготавливается из мягкого металла, такого как медь, латунь или алюминиевый сплав. Уплотнительное кольцо может быть деформируемым металлическим кольцом, эластичной резиной или эластомерным материалом, таким как синтетическая резина, такая как фторсиликоновая резина или неопреновая резина.
[0054] Наконец, гайка 28d, как показано на фиг. 16, может быть сконфигурирована так, чтобы использовать клинообразный рельеф 126 в контактной поверхности 56 такого размера, чтобы вмещать клинообразное кольцо 128. Клинообразный рельеф 126 имеет ориентированную радиально внутрь и вверх наклонную поверхность 130, которая контактирует с направленной радиально наружу и вниз наклонной поверхностью 131 на клинообразном кольце 128. Толщина клинообразного кольца 128 превосходит глубину клинообразного рельефа 126 в достаточной для гайки степени, чтобы привести клинообразное кольцо в контакт с примыкающей ответной поверхностью, поверхностью 39 на конструкции 20 для варианта осуществления, показанного на фиг. 16. Внешний участок 138 контактной поверхности 56 находится, таким образом, на некотором расстоянии от ответной поверхности, обеспечивая уменьшенную площадь контакта, создаваемую нижней поверхностью 132 клинообразного кольца 128. Радиально внутри от клинообразного кольца 128 используется уплотнительное кольцо 134, и после прижатия гайки 28d, а также под давлением расширяющегося газа, радиально приходит в контакт с радиально внутренней поверхностью 136 клинообразного кольца 128, чтобы заставить клинообразное кольцо расширяться радиально наружу, улучшая контакт наклонной поверхности 130 с наклонной поверхностью 131. Для приведенных в качестве примера вариантов осуществления, клинообразное кольцо изготавливается из мягкого металла, такого как медь, латунь или алюминиевый сплав. Уплотнительное кольцо может быть деформируемым металлическим кольцом, эластичной резиной или эластомерным материалом, таким как синтетическая резина, такая как фторсиликоновая резина или неопреновая резина.
[0055] Для большинства показанных вариантов осуществления, втулка 16 сопрягается со стержнем 22 крепежной детали и делает возможной установку в отверстия с посадкой с натягом в композитной конструкции, как показано на фиг. 17. Внутренний диаметр (ID) 140 корпуса 142 втулки меньше, чем диаметр 144 стержня 22 крепежной детали. Внутренний диаметр 140 и толщина 146 корпуса 142 совместно делают возможной установку втулки 16 без повреждения. Поверхность внутреннего диаметра 140 втулки смазывается и позволяет крепежной детали 12 радиально расширять втулку 16, когда стержень 22 крепежной детали скользит внутрь корпуса 142, предотвращая повреждение композита путем увеличения контактной площади между стержнем крепежной детали и втулкой, а также втулкой и монтажным отверстием 18 в конструкции. Скос 150 или радиальная входная геометрия на стержне 22 крепежной детали и закругление 152 между фланцем 154 и корпусом 142 на втулке используются для улучшения совмещения при вставлении крепежной детали 12 во втулку и расширения втулки. Увеличенная площадь контакта улучшает токопроводящий путь к ответной конструкции и минимизирует омические потери, которые могут приводить к ионизации и нагреванию воздуха и последующему возможному выбросу горячих частиц. Фланец 154 обеспечивает проводящую ответную поверхность для контактной поверхности 36 крепежной детали 12, как описано выше для варианта осуществления на фиг. 5, или контактной поверхности 48 шайбы 14, если она используется. Отсутствие диэлектрического покрытия на контактных поверхностях крепежной детали и шайбы улучшает проводимость в направлении втулки. Отсутствие покрытия улучшает токопроводящий путь передачи энергии от втулки к крепежной детали или шайбе и предотвращает дугообразование на кромке крепежной детали и втулки. Дополнительно нижняя часть втулки покрыта диэлектрическим или изолирующим покрытием для предотвращения дугообразования между втулкой и отверстием ответной имеющей внутреннюю резьбу крепежной деталью, такой как гайка 28. Для приведенных в качестве примера вариантов осуществления, втулка 26 изготавливается из А286 CRES. Поверхность внутреннего диаметра 140 корпуса 142 втулки может быть покрыта твердым смазочным покрытием.
[0056] Раскрытые здесь варианты осуществления используются для защиты крепежных деталей от ЕМЕ в способе, описанном на фиг. 18. В композитной конструкции идентифицируют отверстие для вставления крепежной детали, шаг 1802. В отверстие вставляют корпус втулки с фланцем, контактирующим с поверхностью конструкции, шаг 1804. Во втулку вставляют крепежную деталь, имеющую головку с контактной поверхностью с уменьшенной площадью, шаг 1806, с участком с уменьшенной площадью, контактирующим с ответной поверхностью на фланце втулки или ответной поверхностью на конструкции, шаг 1808. Альтернативно, втулка может быть вставлена в шайбу, шаг 1810, вставление крепежной детали во втулку и участок с уменьшенной площадью приводят к контакту с ответной поверхностью на втулке, шаг 1812. Дополнительно, шайба может входить в контакт с ответной поверхностью на конструкции или фланце участком с уменьшенной площадью, шаг 1814. В головке крепежной детали может быть расположена по меньшей мере одна эндотермическая камера для улавливания выброса горячих частиц, шаг 1816. Аналогичным образом, по меньшей мере одна эндотермическая камера может быть расположена в шайбе для улавливания выброса горячих частиц, шаг 1818. В клинообразный рельеф в головке крепежной детали может быть вставлено клинообразное кольцо, шаг 1820, для обеспечения участка с уменьшенной площадью на контактной поверхности крепежной детали. Альтернативно, клинообразное кольцо может быть вставлено в клинообразный рельеф в шайбе, шаг 1822, для обеспечения участка с уменьшенной площадью на контактной поверхности шайбы. На крепежную деталь навинчивают гайку, имеющую контактную поверхность с уменьшенной площадью, шаг 1824, с участком с уменьшенной площадью, контактирующим с ответной поверхностью на конструкции. В гайке может быть расположена по меньшей мере одна эндотермическая камера для улавливания выброса горячих частиц, шаг 1826. В клинообразный рельеф в гайке может быть вставлено клинообразное кольцо, шаг 1828, для обеспечения участка с уменьшенной площадью на контактной поверхности гайки.
[0057] Создание крепежной системы с защитой от ЕМЕ может быть завершено, как показано на фиг. 19. Выполняют стержень крепежного элемента, шаг 1902, и на стержне выполняют скос, шаг 1904. На первом конце стержня создают резьбы, шаг 1906, и на втором конце стержня выполняют головку, имеющую контактную поверхность с уменьшенной площадью, шаг 1908. В стержне создают многогранное или с большим числом выступов глухое отверстие под ключ, такое как шестигранное отверстие, для создания обратного момента при затяжке и предотвращения вращения крепежной детали, шаг 1910. На крепежной детали создают диэлектрическое покрытие, шаг 1912. Выполняют шайбу с отверстием для приема стержня крепежной детали, шаг 1914, и создают ответную поверхность для принятия контактной поверхности головки крепежной детали, шаг 1916, и на шайбе создают контактную поверхность с уменьшенной площадью для контактирования с ответной поверхностью на конструкции, шаг 1918. В головке крепежной детали выполняют по меньшей мере одну эндотермическую камеру, проходящую от контактной поверхности, шаг 1920. В шайбе выполняют по меньшей мере одну эндотермическую камеру, проходящую от контактной поверхности, шаг 1922. В головке крепежной детали может быть выполнен клинообразный рельеф, шаг 1924, и в клинообразный рельеф вставлено клинообразное кольцо, шаг 1926, обеспечивающее уменьшенную площадь контакта. На контактной поверхности шайбы выполняют клинообразный рельеф, шаг 1928, и в клинообразный рельеф помещают клинообразное кольцо, шаг 1930, обеспечивающее уменьшенную площадь контакта. Выполняют гайку с контактной поверхностью, имеющей участок с уменьшенной площадью, шаг 1932. Может быть выполнена по меньшей мере одна эндотермическая камера, проходящая от контактной поверхности гайки, шаг 1934. В контактной поверхности гайки может быть выполнен клинообразный рельеф, шаг 1936, и в клинообразный рельеф помещено клинообразное кольцо, шаг 1938. Предусматривают втулку, имеющую фланец и корпус, для вставления в отверстие конструкции и для принятия стержня крепежной детали, шаг 1940.
[0058] Имея описание разных вариантов осуществления изобретения в деталях, как требуют патентные законы, специалисты в данной области техники будут понятны изменения и замены для конкретных вариантов осуществления, раскрытых здесь. Подобные изменения находятся в рамках и целях настоящего изобретения, как это определено в следующих пунктах формулы изобретения.
Изобретение относится к области металлических крепежных деталей, используемых в композитных конструкциях. Крепежная система содержит крепежную деталь, имеющую головку с контактной поверхностью, и стержень, имеющий резьбовой конец. Гайка, имеющая контактную поверхность, размещена на резьбовом конце крепежной детали. По меньшей мере одна из контактной поверхности головки и контактной поверхности гайки содержит участок с уменьшенной площадью, выполненный с возможностью контакта с первой ответной поверхностью на элементе, примыкающем к головке, или второй ответной поверхностью на элементе, примыкающем к гайке. Изобретение направлено на обеспечение защиты от электромагнитной энергии. 2 н. и 11 з.п. ф-лы, 19 ил.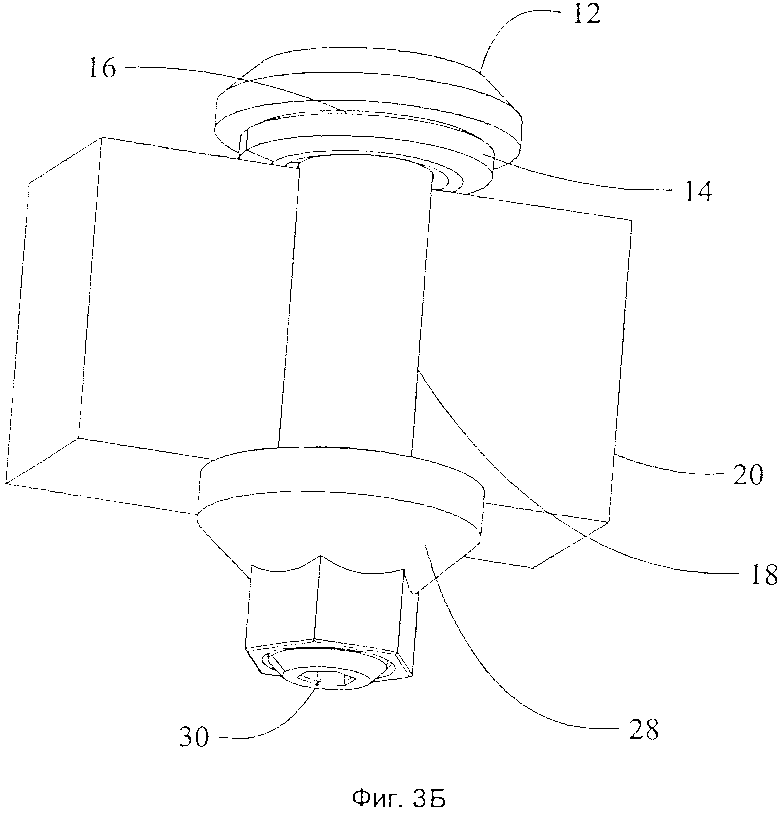
1. Крепежная система для композитной конструкции, обеспечивающая защиту от электромагнитной энергии, содержащая:
крепежную деталь (12), имеющую головку с контактной поверхностью (36) и стержень, имеющий резьбовой конец,
гайку (28), помещаемую на резьбовой конец крепежной детали, причем гайка имеет контактную поверхность,
причем по меньшей мере одна из таких поверхностей, как контактная поверхность (36) головки и контактная поверхность (56) гайки, содержит участок с уменьшенной площадью, выполненный с возможностью контакта с первой ответной поверхностью на элементе, примыкающем к головке, или второй ответной поверхностью на элементе, примыкающем к гайке, соответственно.
2. Крепежная система по п. 1, содержащая также шайбу (14), имеющую контактную поверхность (48) и первую ответную поверхность для контактирования с контактной поверхностью головки крепежной детали, причем по меньшей мере одна из таких поверхностей, как контактная поверхность головки, контактная поверхность гайки и контактная поверхность шайбы, содержит участок с уменьшенной площадью, выполненный с возможностью контакта с первой ответной поверхностью на элементе, примыкающем к головке, второй ответной поверхностью на элементе, примыкающем к гайке, или третьей ответной поверхностью на элементе, примыкающем к шайбе, соответственно.
3. Крепежная система по п. 1, содержащая шайбу (14), имеющую контактную поверхность (48), и втулку (16), выполненную с возможностью вмещения крепежной детали (12) и имеющую фланец, причем первая ответная поверхность на элементе, примыкающем к головке, или третья ответная поверхность на элементе, примыкающем к шайбе, находится на фланце, и по меньшей мере одна из таких поверхностей, как контактная поверхность головки, контактная поверхность гайки и контактная поверхность шайбы, содержит участок с уменьшенной площадью, выполненный с возможностью контакта с первой ответной поверхностью на элементе, примыкающем к головке, второй ответной поверхностью на элементе, примыкающем к гайке, или третьей ответной поверхностью на элементе, примыкающем к шайбе, соответственно.
4. Крепежная система по п. 1 или 2, в которой по меньшей мере одно из следующего: головка крепежной детали (12), гайка (28) и шайба (14), также содержит по меньшей мере одну эндотермическую камеру, проходящую от соответствующей контактной поверхности.
5. Крепежная система по п. 4, в которой указанная по меньшей мере одна эндотермическая камера содержит острую кромку, ориентированную радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры и контактной поверхности.
6. Крепежная система по п. 4, в которой указанная по меньшей мере одна эндотермическая камера содержит первую радиально внутреннюю эндотермическую камеру и вторую радиально внешнюю эндотермическую камеру.
7. Крепежная система по п. 6, в которой как первая радиально внутренняя эндотермическая камера, так и вторая радиально внешняя эндотермическая камера содержит острую кромку, ориентированную радиально внутрь на радиально внешнем соединении эндотермической концентрической камеры и контактной поверхности.
8. Крепежная система по п. 2, в которой по меньшей мере одно из следующего: головка крепежной детали (12), гайка (28) и шайба (14), также содержит клинообразный рельеф (112) на соответствующей контактной поверхности и, кроме того, содержит клинообразное кольцо (102), помещаемое в клинообразный рельеф.
9. Крепежная система по п. 8, содержащая также расположенное радиально внутри от клинообразного кольца (102) уплотнительное кольцо, причем уплотнительное кольцо оказывает давление наружу, заставляя клинообразное кольцо приходить в контакт с клинообразным рельефом с обеспечением уплотнения.
10. Способ изготовления крепежной системы с защитой от электромагнитной энергии, содержащей крепежную деталь, включающий:
выполнение стержня крепежной детали с конусом,
создание резьбы на первом конце стержня,
выполнение головки, имеющей контактную поверхность с уменьшенной площадью на втором конце стержня,
выполнение в стержне многогранного глухого отверстия под ключ для создания обратного момента при затяжке и предотвращения вращения крепежной детали,
выполнение в головке крепежной детали по меньшей мере одной эндотермической камеры, проходящей от контактной поверхности, и/или
выполнение клинообразного рельефа в головке крепежной детали и помещение клинообразного кольца в клинообразный рельеф для обеспечения уменьшенной контактной площади.
11. Способ по п. 10, включающий:
выполнение шайбы с отверстием для приема стержня крепежной детали,
обеспечение ответной поверхности на шайбе для приема контактирующей поверхности на головке крепежной детали,
выполнение на шайбе контактной поверхности с уменьшенной площадью для контакта с ответной поверхностью на конструкции.
12. Способ по п. 11, включающий выполнение в шайбе по меньшей мере одной эндотермической камеры, проходящей от контактной поверхности.
13. Способ по п. 11 или 12, включающий выполнение клинообразного рельефа в контактной поверхности шайбы и помещение клинообразного кольца в клинообразный рельеф для обеспечения уменьшенной контактной площади.
| US 5709356 A, 20.01.1998 | |||
| US 3298725 A, 17.01.1967 | |||
| УЗЕЛ КРЕПЛЕНИЯ И СПОСОБ СБОРКИ КОМПОНЕНТОВ КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2404375C2 |
| Составная шайба для быстросъемного резьбового соединения деталей | 1982 |
|
SU1060827A1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 1990 |
|
RU1807755C |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2459125C1 |

