Изобретение относится к области литейного производства, конкретно к составам противопригарных красок для литейных форм и стержней, используемых в производстве отливок из магниевых сплавов и может быть использовано для получения фасонных отливок в разовых песчаных формах из холоднотвердеющих смесей с синтетическими связующими (ХТС).
Сплавы на основе магния обладают хорошей прочностью и низким удельным весом, поэтому они часто применяются в авиакосмической промышленности, в частности в сложных литых деталях вертолетной трансмиссии и реактивных двигателей. Отливки для их изготовления в основном получают в разовых песчаных формах их ХТС. Основным недостатком магниевых сплавов является их высокая склонность к окислению и возгоранию на воздухе и в контакте с песчаной формой при температуре литья. Для предотвращения прямого контакта жидкого металла с песчаной формой применяют различные противопригарные краски и покрытия, наносимые на стенки литейной формы.
Конкретной областью исследования были литейные формы, изготовленные из кварцевого песка с применением литейного связующего, полимеризующегося в присутствии жидкого катализатора (отвердителя), т.н. no-bake процесс, на которые наносилась противопригарная краска. В формы заливался магниевый сплав МЛ19 (ГОСТ 2856-79), который содержит редкоземельные элементы, в т.ч. иттрий, и до 1 мас. % циркония.
Механизм защитного действия противопригарной краски может быть различным, как показано в статье Е.Н Каблова, И.Ю. Мухиной и В.А. Корчагина «Присадочные материалы для формовочных смесей при литье магниевых сплавов»/ Литейное производство, 2007, №5, с. 15-18:
- за счет создания газовой изоляционной прослойки между металлом и формой;
- за счет образования на поверхности отливки химически инертной пленки;
- за счет увеличения скорости теплоотдачи от поверхностных слоев отливки в форму;
- за счет комбинации этих механизмов.
Известно множество различных составов противопригарной краски для литейных форм и стержней, используемых при получении магниевых отливок.
Известно, что противопригарная краска для литейных форм и стержней для литья магниевых сплавов RU 2632753 (дата публикации 09.10.2017 г.), содержащая диоксид титана, олифу, уайт-спирит, отличающаяся тем, что она дополнительно содержит олеофильный бентонит при следующем соотношении компонентов, мас. %: диоксид титана 15-45, олифа 3-15, олеофильный бентонит 0,5-10, уайт-спирит остальное.
Существенным недостатком этой краски является длительное время ее сушки и отсутствие в ее составе компонентов, способствующих образованию газовой изоляционной прослойки между заливаемым сплавом и формой или плотной оксидной плены на поверхности сплава. Кроме того, магний способен вступать в химическую реакцию с бентонитом, что при литье крупногабаритных отливок может привести к ухудшению качества поверхности и загрязнению расплава неметаллическими включениями.
Также известен состав противопригарного покрытия, описанного в патенте CN 101279356А (Дата публикации 14.05.2008 г.), содержащего от 2 до 20% оксида циркония, от 3 до 15% борной кислоты, от 2 до 10% порошка мела, от 0,5 до 6,5% жидкого стекла, от 0,5 до 5% графитового порошка и остальное вода. Существенным недостатком этой краски является наличие большого количества воды, что затрудняет ее использование в большинстве форм из ХТС, поскольку повышение влажности ХТС формы приводит к ее разупрочнению.
Этого недостатка лишены спиртовые покрытия, например описанное в патенте CN 101985156 А (Дата публикации 08.11.2010 г.) спиртовое покрытие для литья магниевого сплава, которое включает следующие компоненты в массовых частях: 5 частей триоксида железа, 60 частей спирта, 2 части аттапульгита (AT), 1 часть фенольной смолы, 1 часть дигидрофосфата алюминия, 1 часть бентонита и 1 часть борной кислоты. Существенным недостатком этой краски является наличие оксида железа, которое вредно для сплавов магния с редкоземельными элементами, что затрудняет ее использование для литья сплавов типа МЛ19.
Наиболее близкой по технической сущности и достигаемым результатам к заявляемой краске является противопригарная краска для литейных форм и стержней RU 2632313 (Дата публикации 03.10.2017), состава, мас. %:
Краска разработана для изготовления отливок из чугуна. Главным ее недостатком является неприменимость при литье крупногабаритных отливок из магниевых сплавов из-за отсутствия компонентов повышающих прочность оксидной плены на границе расплав/форма.
Техническим результатом изобретения является создание новой краски для формы из ХТС, предназначенного для литья магниевых сплавов, в т.ч. с цирконием и редкоземельными элементами, предназначенного для предотвращения взаимодействия магниевого сплава с материалом формы путем создания газовой изоляционной прослойки между металлом и формой и за счет образования на поверхности раздела отливка/форма химически инертной пленки. Технически это достигается тем, что противопригарное покрытие содержит компоненты в следующем количестве, мас. %:
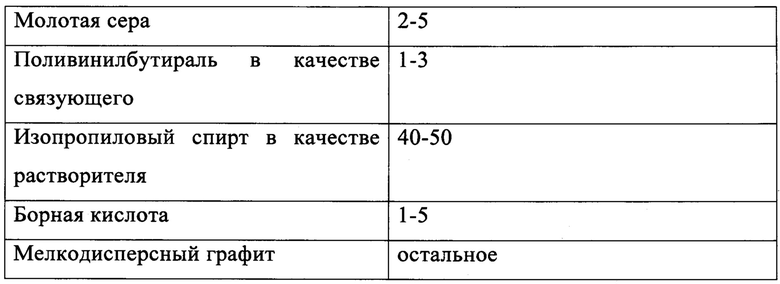
при этом должны выполняться следующие условия:
а) Вязкость краски должна обеспечивать комфортное равномерное нанесение ее на поверхность формы без образования подтеков и наплывов;
б) Нанесенная краска должна иметь достаточную прочность нанесенного слоя, без излишнего газовыделение, приводящего к образованию газовых дефектов в поверхностном слое отливки, контактирующем с краской.
Выполнение этих условий возможно при содержании изопропилового спирта от 40-50%, т.к. содержание менее 40% приводит к повышению вязкости краски, что усложняет ее нанесение, а более 50% приводит к образованию подтеков краски на окрашиваемой поверхности в процессе нанесении.
Содержание поливинилбутираля 1-3% обусловлено, тем, что менее 1% компонента не обеспечивает достаточной прочности слоя краски, а более 3% поливинилбутираля приводят к повышеннию газовыделения при заливке формы и ухудшению качества поверхности отливки.
Улучшение поверхности отливки за счет противопригарного покрытия происходит за счет ввода ингибитора горения (молотая сера), который, за счет взаимодействия с магниевым расплавом в процессе заполнения литейной формы, обеспечивает формирование прочной оксидно-сульфидной плены на границе расплав-форма, которая предотвращает химическое взаимодействие магния с материалом формы.
Присутствие в составе краски борной кислоты позволяет создать на поверхности частиц огнеупорного наполнителя формы (кварцевого песка) стекловидную пленку, содержащую борный ангидрид, защищающую кварц от контакта с магниевым расплавом.
Присутствие в составе краски мелкодисперсного графита позволяет регулировать вязкость краски и улучшить поверхность получаемых отливок за счет уменьшения шероховатости окрашенной поверхности.
Приготовление краски осуществляется следующим образом. В краскомешалку заливают изопропиловый спирт, борную кислоту и связующее (поливинилбутираль), перемешивают до полного растворения поливинилбутираля и борной кислоты, после чего загружают графит и молотую серу и продолжают перемешивание до получения однородной массы. Способ нанесения покрытия и его сушки определяется технологией изготовления формы или стержня.
Предлагаемые и известное покрытия были опробованы в условиях ПАО «ОДК-Кузнецов» г. Самара при изготовлении отливок «Корпус» массой 44 кг и максимальным габаритом ∅1022 мм и «Крышка» массой 14 кг и максимальным габаритом ∅720 мм из сплава МЛ19. В ходе испытаний была произведена покраска форм, выполненных из песчано-смоляной смеси (Pep-set процесс). Окрашивание осуществлялось пульверизатором. Сушка краски осуществлялась путем поджигания краски после нанесения. В процессе выгорания связующего происходит прогрев окрашенных поверхностей формы.
После окрашивания предлагаемым покрытием следов загара на отливке не наблюдалось.
Сущность изобретения состоит в следующем:
Разработан состав противопригарной краски на неводной основе для покраски формообразующих поверхностей литейных форм и стержней, изготовленных из ХТС с использованием синтетических связующих, предназначенных для получения фасонных отливок, в т.ч. и крупногабаритных, из магниевых сплавов.
Применение спирта в качестве растворителя позволяет применять краску для любых литейных форм и стержней изготовленных из ХТС с использованием синтетических связующих.
Поливинилбутираль в качестве связующего позволяет достигнуть необходимой прочности защитного покрытия.
Молотая сера, входящая в состав краски обеспечивает создание защитной газовой среды при контакте магниевого расплава с окрашенной поверхностью.
Борная кислота, растворенная в краске, равномерно распределяется в слое противопригарной краски и, в контакте с расплавленным металлом, создает стекловидный защитный слой, защищающий магниевый расплав от прямого контакта с магниевым расплавом. Также для этой цели может быть использован тетрафторборат калия, однако он мало растворяется в спирте и, поэтому, менее предпочтителен, чем борная кислота.
Мелкодисперсный графит обеспечивает оптимальную вязкость противопригарной краски, уменьшает шероховатость поверхности отливки и создает благоприятные условия для получения на окрашиваемой поверхности формы равномерного защитного слоя краски достаточной толщины без дефектов и подтеков.
Краска может быть использована для литья любых магниевых сплавов, применяемых в современном литейном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2285577C1 |
| Противопригарное покрытие для литейных форм и стержней | 1990 |
|
SU1734919A1 |
| Противопригарное покрытие для литейных форм и стержней | 1979 |
|
SU863143A1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 2009 |
|
RU2414497C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2016 |
|
RU2632313C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литейный магниевый сплав | 2018 |
|
RU2687359C1 |
| СОСТАВ ДЛЯ ПРИГОТОВЛЕНИЯ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ НА ЕГО ОСНОВЕ | 2021 |
|
RU2763056C1 |
| Противопригарная краска для литейных форм и стержней | 1980 |
|
SU876259A1 |
| Противопригарное покрытие для литейных форм и стержней | 2022 |
|
RU2785562C1 |
Изобретение относится к области литейного производства и может быть использовано для получения фасонных отливок, в т.ч. крупногабаритных (более 1000 мм) в разовых песчаных формах из холоднотвердеющих смесей с синтетическими связующими (ХТС). Противопригарная краска содержит компоненты в следующем количестве, мас. %: молотая сера 2-5; поливинилбутираль 1-3; изопропиловый спирт 40-50; борная кислота 1-5; мелкодисперсный графит остальное. Техническим результатом изобретения является создание новой противопригарной краски для формы из ХТС, предназначенной для получения отливок из магниевых сплавов, в т.ч. с цирконием и редкоземельными элементами, обеспечивающей предотвращение взаимодействия магниевого сплава с материалом формы путем создания газовой изоляционной прослойки между металлом и формой и за счет образования на поверхности раздела отливка/форма химически инертной пленки. 1 табл.
Противопригарная краска на неводной основе для покраски формообразующих поверхностей литейных форм и стержней, состоящая из молотой серы, поливинилбутираля в качестве связующего, изопропилового спирта в качестве растворителя, борной кислоты и мелкодисперсного графита, при следующем соотношении компонентов, мас. %:
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2016 |
|
RU2632313C1 |
| Противопригарная краска для литейных форм и стержней | 1984 |
|
SU1184601A1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2014 |
|
RU2574615C1 |
| Ударная труб как артиллерийским снарядам | 1926 |
|
SU7352A1 |

