Изобретение относится к области литейного производства при изготовлении стальных отливок в литейных песчаных формах различного состава смесей.
Многолетняя практика производства литых металлических изделий с использованием песчаных форм выработала основные требования к противопригарным краскам, наносимых на поверхность форм или стрежней. Противопригарные краски представляют собой суспензию, состоящую из порошкообразного огнеупорного наполнителя, связующего компонента и стабилизатора, равномерно распределенных в дисперсионной среде (воде или иных растворителях). Основные требования к краскам: достаточная огнеупорность, высокая седиментационная устойчивость, хорошая кроющая способность и тиксотропия при высокой прочности сцепления с поверхностью форм и стержней. С учетом указанных требований создано множественное количество составов противопригарных красок под конкретные составы формовочных смесей и вид литья (стального, чугунного и цветного) [1, 2].
Основной недостаток известных красок - ограниченная область назначения (применения), нормирование только отдельных качественных характеристик под выбранный состав формовочной смеси и марки сплава отливаемого изделия.
Наиболее близким по технической сущности и решаемой задачи к предлагаемому составу противопригарной краски является состав противопригарных покрытий с учетом материала формовочной смеси для литья стальных изделий [3].
Однако анализ составов антипригарных красок, приведенных в указанном источнике информации, их подготовка и использование являются сложным технологическим процессом, причем для каждого индивидуального назначения краски требуются дефицитные материалы при формировании рецептуры ее состава.
Таким образом, недостатком известных противопригарных красок является их назначение только для определенных, конкретных составов формовочных и стержневых смесей. Использование известных покрытий при расширении сортамента литых изделий не гарантирует стабильной седиментационной устойчивости краски, ее тиксотропности и, что особенно важно, прочности сцепления красок с поверхностью формы и стержня при резких изменениях температурного поля в процессе заливки металла в форму. Низкие показатели отмеченных выше технологических характеристик краски - причина образования дефектов на поверхности металлических изделий таких, как пригар, ужимы, засоры, плены и др.
В настоящей заявке поставлена задача - разработать состав противопригарной краски, пригодной для различных условий литейного производства (для отливок, получаемых в песчано-глинистых (ПГС), в песчано-смоляных холоднотвердеющих (ХТС), жидкостекольных (СЖС) или жидкостекольных самотвердеющих (ЖСС) смесях), с высоким комплексом технологических свойств: седиментационной устойчивостью, высокой тиксотропностью и прочностью сцепления с поверхностью материала форм и стержней.
Поставленная задача решается тем, что противопригарная краска для стальных отливок, содержащая компоненты огнеупорного наполнителя, стабилизатора, связующего и растворителя, дополнительно содержит пластификатор, а компоненты взяты в сочетании: огнеупорный наполнитель-электрокорунд; стабилизатор - глина каолиновая, активированная пирофосфатом натрия: связующее - раствор винилацетата в поливиниловом спирте; пластификатор - дибутилфталат: растворитель - вода, при следующем соотношении ингредиентов (мас.ч): электрокорунд - 100, глина каолиновая - 3÷7, активированная пирофосфатом натрия - 0,0112÷0,0196; винилацетат - 9,2÷9,6 в поливиниловом спирте - 0,57÷0,65; дибутилфталат - 1,5÷1,8; вода - до влажности смеси ингредиентов - 20÷23% и плотности - 1,8÷2,1 г/см3.
Сущность изобретения состоит в том, что для обеспечения основных технологических характеристик защитных покрытий, таких как седиментационная устойчивость (отсутствие осаждения частиц огнеупорного наполнителя в дисперсионной среде во время приготовления и хранения краски), тиксотропия (способность структуры покрытия после ее разрушения, вызванного механическими воздействиями, самопроизвольно восстанавливаться во времени), кроющая способность без подтеков, прочное сцепление краски с поверхностью форм и стержней, а в итоге минимизация за счет этого брака литых изделий - в качестве огнеупорного наполнителя выбран электроплавленный белый корунд с фракционным составом зерна, равным минус 20-40 мкм в количестве не менее 60%.
В качестве стабилизатора, обеспечивающего седиментационную устойчивость краски, используется каолиновая огнеупорная глина, имеющая коллоидальность не ниже 20%, активированная пирофосфатом натрия для достижения щелочной среды ингредиентов на уровне рН=7÷9.
Интервал содержания глины, равным 3-7, установлен исходя из допустимого содержания глины в смесях: нижний предел предпочтителен для жидкостекольных смесей, а верхний предел - для песчано-глинистых смесей.
В качестве связующего компонента выбран раствор винилацетата в поливиниловом спирте. Порошок винилацетата растворяют в воде, смешивают с поливиниловым спиртом. При этом количество винилацетата и спирта выбрано с учетом равномерного распределения связующего по границам частиц огнеупорного наполнителя при приготовлении краски. Количество раствора связующего является для заявленного соотношения ингредиентов оптимальным. Запредельное содержание связующего значительно усложняет технологию приготовления краски, ее нанесения на поверхность формы и стержня, что негативно отражается на технико-экономических показателях производства литейных изделий.
Важным свойством огнеупорной краски является обеспечение прочности сцепления краски с поверхностью формы или стержня при сушке и заливке стали в форму. При воздействии температуры в слое покрытия возникают напряжения, приводящие к его отслоению и возникновению таких видов дефектов как металлизированный пригар, ужимы и засоры. Для устранения дефектов в составе краски применен пластификатор - дибутилфталат, обеспечивающий релаксацию напряжений. Количество дибутилфталата выбрано на основе изучения напряжений, возникающих в покрытии при действии температуры для различных составов смесей. Для жидкостекольных смесей, обладающих повышенной прочностью при температуре, рекомендуется нижнее значение количества дибутилфталата, для песчано-глинистых смесей - верхнее.
В качестве растворителя используется техническая вода при комнатной температуре в количестве, обеспечивающим влажность смеси ингредиентов, равную 20-23%, и плотность 1,8-2,1 г/см3, что позволяет выбирать способ нанесения краски, приемлемый для покрытия конкретного состава формовочной смеси и специфики отливаемого изделия.
Противопригарная краска заявленного состава обладает высокой седиментационной устойчивостью, что обеспечивает длительность ее хранения в закрытой таре более 2-х месяцев.
На поверхность форм краска наносится кистью или пульверизатором, а на поверхность стержней - кистью, пульверизатором или окунанием ровным слоем толщиной до 1,5 мм без подтеков, обеспечивая прочное сцепления с их поверхностью после сушки, и при заливке в форму жидкого металла.
Все материалы, ингредиенты, входящие в состав краски, являются экологически чистыми.
Примеры выполнения.
Для получения противопригарной краски использованы следующие материалы:
Электроплавленный белый корунд (ТУ 2-036-0224-450-002-90). Свойства: огнеупорность 1850-2050°С, плотность 3,4-3,9 г/см3, рН 7 ед, твердость 9 ед. Мооса, коэффициент линейного расширения 4,5×10-6 при 20°С и 6,0×10-6 при 1000°С. фракционный состав 30 мкм в количестве более 60%.
Глина каолиновая. Основной минерал - коалинит, температура плавления 1750-1780°С, плотность 2,58-2,60 г/см3, коллоидальность: ≥ 20%.
Пирофосфат натрия - соль фосфорной кислоты. Температура плавления 34,6°С, плотность 1,52 г/см3, растворимость в воде 10% при t=10°C и при t=60°C - 100%.
Винилацетат. Жидкий раствор, температура кипения 73°С, температура плавления 102°С, плотность 0,93 г/см3, хорошо растворим в органических растворителях.
Поливиниловый спирт. Плотность 1,29 г/см3, температура стеклования 80°С. Дибутилфталат. Плотность 1,05 г/см3, температура кипения 335°С, низкая растворимость в воде 0,03%.
Приготовлено несколько вариантов противопригарной краски на основе электроплавленного белого корунда в качестве огнеупорного наполнителя в интервале и запредельных значений заявленного состава ингредиентов. В процессе приготовления краски в бегуны загружают расчетные доли электрокорунда и каолиновой глины, затем включают бегуны и вводят воду до прекращения выделения пыли. При этом глину (для достижения коллоидальности ≥20%) вводили в набухшем состоянии, предварительно заливали водой и активировали пирофосфатом натрия, выдержав для набухания не менее часа. Перемешивание корунда и глины осуществляли в течение 1-1,5 часа. В полученную пасту последовательно дозировали, с перемешиванием в течение 8-10 мин, связующие (раствор винилацетата в поливиниловом спирте), пластификатор (дибутилфталат), затем добавили воду до влажности и плотности смеси соответственно 23% и 1,9 г/см3. Готовые составы красок сливались в специальные емкости, где перед нанесением на форму перемешивались вращением специального пропеллера со скоростью 20об/мин.
В таблице 1 приведены несколько вариантов состава противопригарной краски, которые использованы для покрытия песчано-глинистых (ПГС), песчано-смоляных (ХТС) и жидкостекольных (СЖС) формовочных смесей при отливке стальных образцов.
Изучение технологических и эксплуатационных свойств противопригарной краски в интервале ингредиентов заявленного состава подтверждает ее универсальность-пригодность для использования покрытия форм различного назначения и содержания смеси.
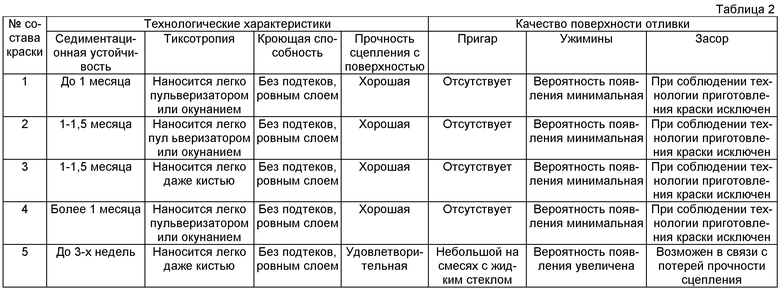
В таблице 2 приведены характерные - определяющие технологические характеристики красок и качество поверхности отливок, полученных при разливе в формы из ПГС, ХТС и СЖС смесей.
Краска заявленного состава опробована в промышленных условиях литейного производства отливок для вагоностроения.
Для изготовления и использования новых составов противопригарной краски используются стандартное оборудование литейных цехов и доступные природные материалы и продукция химической отрасли.
Источники информации
1. С.Я.Головин. Краткий справочник литейщика. М.: Гос. научно-техническое из-во машиностроительной литературы, 1960.
2. С.П.Дорошенко и др. Получение отливок без пригара в песчаных формах. М.: Машиностроение, 1978.
3. Ю.Ф.Воронин, В.А.Камаев. Атлас литейных дефектов. Черные сплавы. М.: Машиностроение-1. 2005 стр.228.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОПРИГАРНОЕ И ТЕПЛОИЗОЛЯЦИОННОЕ ПОКРЫТИЕ ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2011 |
|
RU2453391C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2021 |
|
RU2773245C1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2151019C1 |
| ПРОТИВОПРИГАРНАЯ КРАСКА ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2010 |
|
RU2443502C1 |
| Противопригарная краска для литейных форм и стержней | 2019 |
|
RU2722845C1 |
| СОСТАВ ДЛЯ ПРИГОТОВЛЕНИЯ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ НА ЕГО ОСНОВЕ | 2021 |
|
RU2763056C1 |
| Противопригарное покрытие для литейных форм и стержней | 1982 |
|
SU1101315A1 |
| Противопригарное покрытие для литейных форм и стержней | 2018 |
|
RU2689473C1 |
| ПРОТИВОПРИГАРНАЯ ТЕПЛОИЗОЛЯЦИОННАЯ КРАСКА ДЛЯ ИЗЛОЖНИЦ ЦЕНТРОБЕЖНОГО ЛИТЬЯ | 2007 |
|
RU2355505C1 |
| ПРОТИВОПРИГАРНАЯ ТЕРМОСТОЙКАЯ КРАСКА ДЛЯ ПЕСЧАНЫХ И МЕТАЛЛИЧЕСКИХ ФОРМ (ВАРИАНТЫ) | 2011 |
|
RU2489225C2 |
Изобретение относится к области литейного производства при изготовлении стальных отливок в литейных формах различного состава смесей. Для покрытия литейных форм и стержней разработан состав противопригарной краски, содержащей компоненты (мас.ч.): огнеупорного наполнителя - электрокорунда (100); стабилизатора - глина каолиновая (3÷7), активированная пирофосфатом натрия (0,0112÷0,0196), связующего - раствор винилацетата (9,2÷9,6) в поливиниловом спирте (0,57÷0,65); пластификатор -дибутилфталат (1,5÷1,8); растворитель - вода до влажности смеси ингредиентов 20-23% и плотности 1,8÷2,1 г/см3. В качестве огнеупорного наполнителя используется электроплавленный белый корунд с фракционным составом частиц, равным 20-40 мкм в количестве не менее 60%. В качестве стабилизатора - огнеупорная глина каолиновая с коллоидальностью не ниже 20%, активированная пирофосфатом натрия до создания щелочной среды рН=7÷9. Противопригарная краска обладает высокой седиментационной устойчивостью, тиксотропией, кроющей способностью и прочностью сцепления с поверхностью литейной формы, что существенно сокращает брак поверхности отливки (пригар, ужимины, засор). 2 з.п. ф-лы, 2 табл.
1. Противопригарная краска для стальных отливок, содержащая компоненты огнеупорного наполнителя, стабилизатора, связующего и растворителя, отличающаяся тем, что краска дополнительно содержит пластификатор, а компоненты взяты в сочетании: огнеупорный наполнитель - электрокорунд; стабилизатор - глина коалиновая, активированная пирофосфатом натрия; связующее - раствор винилацетата в поливиниловом спирте; пластификатор - дибутилфталат; растворитель - вода, при следующем соотношении ингредиентов, мас.ч.:
2. Противопригарная краска по п.1, отличающаяся тем, что в качестве огнеупорного наполнителя используют электроплавленный белый корунд с фракционным составом частиц, равным 20-40 мкм, в количестве не менее 60%.
3. Противопригарная краска по п.1, отличающаяся тем, что в качестве стабилизатора используют огнеупорную глину каолиновую с коллоидальностью не ниже 20%, активированную пирофосфатом натрия до создания щелочной среды рН 7÷9.
| АНТИПРИГАРНАЯ КРАСКА | 2000 |
|
RU2164457C1 |
| Противопригарная краска для литейных форм и стержней | 1987 |
|
SU1470417A1 |
| Самовысыхающая противопригарная краска для литейных стержней и форм | 1977 |
|
SU733847A1 |

