Изобретение относится к керамической промышленности и может быть использовано при механической обработке крупногабаритных сложнопрофильных керамических изделий.
Известен способ механической обработки малогабаритных керамических изделий прямого профиля, включающий крепление керамической детали на универсально-шлифовальном станке с помощью клеящих составов, ее обработку алмазным кругом до необходимого профиля (Г.В.Белинская, Г.А.Выдрик. Технология электровакуумной и радиотехнической керамики. - М.: "Энергия", 1977. - 335 с.).
Недостатком известного способа является невозможность механической обработки крупногабаритных, сложнопрофильных керамических изделий.
Наиболее близким техническим решением является способ механической обработки крупногабаритных сложнопрофильных керамических изделий, включающий установку оправки на токарный станок, установку крупногабаритного сложнопрофильного изделия на узлы фиксации оправки, обработку поверхности керамического изделия до необходимого размера алмазным кругом (Пивинский Ю.Е., Суздальцев Е.И. Кварцевая керамика и огнеупоры. Том 1. Теоретические основы и технологические процессы: Справочное издание под редакцией Ю.Е. Пивинского. – «Теплоэнергетик», 2008. – 672 с.).
Недостатком известного способа является то, что после установки оправки на токарный станок зачастую не представляется возможным устранить величину радиального биения узлов фиксации (±0,05 мм), что приводит к неравномерному съему керамического материала во время механической обработки и, как следствие, несоответствию геометрических размеров (толщины стенки, контура и т.д.) изделия. Устранение радиального биения путем обработки узлов фиксации алмазным кругом приводит к уменьшению их посадочных диаметров.
Задачей настоящего изобретения является улучшение качества механической обработки крупногабаритных сложнопрофильных керамических изделий.
Поставленная задача достигается тем, что предложен способ механической обработки крупногабаритных сложнопрофильных керамических изделий, включающий установку оправки на токарный станок, установку крупногабаритного изделия на узлы фиксации оправки, обработку поверхности керамического изделия до заданного размера алмазным кругом, отличающийся тем, что перед установкой крупногабаритного изделия на узлы фиксации оправки наносят поверхностный слой смеси, состоящей из эпоксидной смолы с введенным в неё кварцевым порошком в количестве от 25 до 55 масс.%, после затвердевания слоя смеси проводят обработку узлов фиксации алмазным кругом до заданных размеров.
Авторами установлено, что после обработки узлов фиксации до необходимых размеров гарантированно устраняется их радиальное биение, что позволяет проводить качественную обработку изделия до заданных геометрических размеров.
Установлено, что добавление в эпоксидную смолу кварцевого порошка меньше 25 масс.% приводит к засаливанию алмазного круга, и соответственно, к снижению его режущей способности, а при добавлении в эпоксидную смолу кварцевого порошка более 55 масс.% не позволяет достичь необходимой текучести для ее нанесения на узлы фиксации оправки.
Установлено, что для обработки затвердевшего слоя смеси и керамического изделия используется один и тот же алмазный круг.
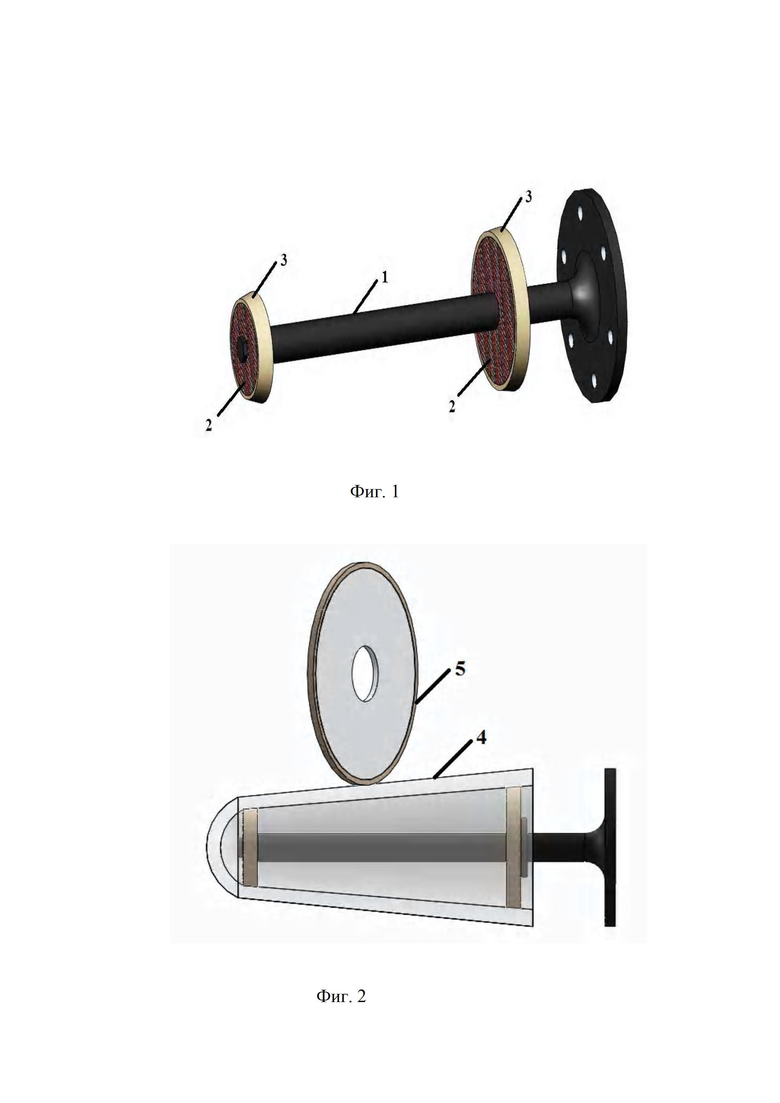
Заявляемый способ иллюстрируют схемы, представленные на фиг. 1 и фиг 2. На фигуре 1 на токарный станок устанавливают оправку 1, на узлы фиксации 2 наносят слой смеси 3 из эпоксидной смолы с добавлением кварцевого порошка в соотношении 66:34%. После полного затвердевания смеси производят обработку каждого узла фиксации алмазным кругом 5 до заданного размера. На узлы фиксации устанавливают крупногабаритное керамическое изделие 4 (фиг.2). После установки последнего этим же алмазным кругом 5 производят механическую обработку изделия до заданных размеров.
Предложенный способ позволяет существенно повысить качество механической обработки крупногабаритных сложнопрофильных керамических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки крупногабаритных керамических изделий конической формы | 2020 |
|
RU2742266C1 |
| Способ доводки наружной поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2780052C1 |
| Способ изготовления формообразующего пуансона | 2019 |
|
RU2721550C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2020 |
|
RU2739183C1 |
| Способ механической обработки внутренней поверхности керамических изделий с контролем структурных дефектов | 2024 |
|
RU2834522C1 |
| Способ изготовления формообразующего пуансона | 2017 |
|
RU2651731C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2312764C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258596C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2019 |
|
RU2713258C1 |
| Способ изготовления изделий из эпоксидно-керамического материала | 2019 |
|
RU2721051C1 |
Изобретение относится к области абразивной обработки и может быть использовано при механической обработке крупногабаритных сложнопрофильных керамических изделий. Используют оправку с узлами фиксации, которую устанавливают на токарном станке. На узлы фиксации оправки наносят поверхностный слой смеси, состоящей из эпоксидной смолы с введенным в неё кварцевым порошком в количестве от 25 до 55 мас.%. После затвердевания слоя смеси проводят обработку узлов фиксации алмазным кругом до заданных размеров. Крупногабаритное изделие устанавливают на узлы фиксации оправки и осуществляют обработку поверхности керамического изделия до заданного размера с помощью упомянутого алмазного круга. В результате повышается качество механической обработки крупногабаритных сложнопрофильных керамических изделий. 2 ил.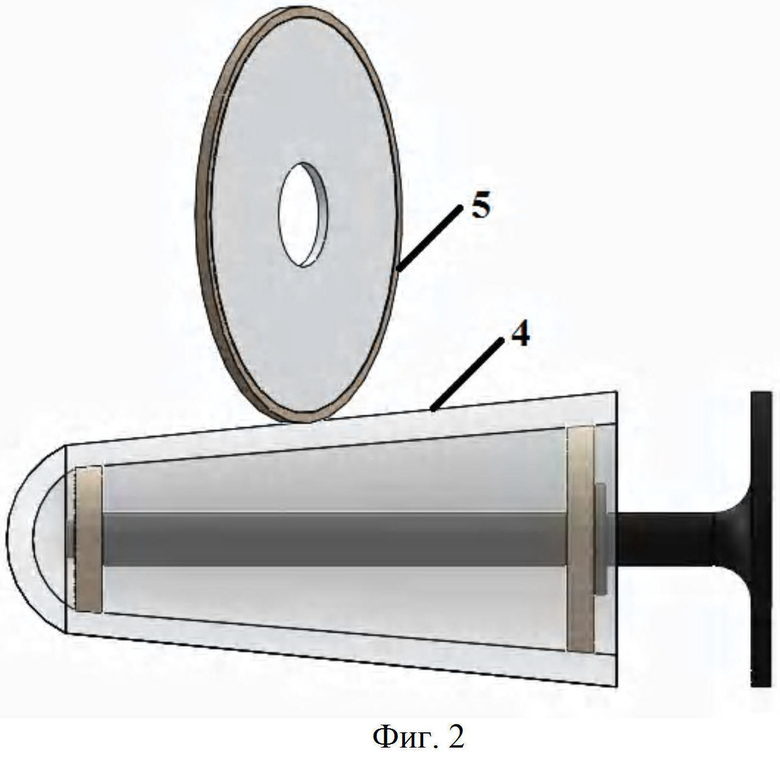
Способ механической обработки крупногабаритных сложнопрофильных керамических изделий, включающий установку оправки с узлами фиксации изделия на токарном станке, установку крупногабаритного изделия на узлы фиксации оправки, обработку поверхности керамического изделия до заданного размера алмазным кругом, отличающийся тем, что на узлы фиксации оправки перед установкой крупногабаритного изделия наносят поверхностный слой смеси, состоящей из эпоксидной смолы и введенного в неё кварцевого порошка в количестве от 25 до 55 мас.%, после затвердевания которого проводят обработку узлов фиксации упомянутым алмазным кругом до заданных размеров.
| ПИВИНСКИЙ Ю.Е | |||
| и др | |||
| Кварцевая керамика и огнеупоры, т.1, М., Теплоэнергетик, 2008, с | |||
| Приспособление для получения кинематографических снимков или для проектирования их на экран при помощи фотографического аппарата или волшебного фонаря | 1914 |
|
SU501A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258596C1 |
| Устройство для замыкания сеток при горизонтальном лове планктона | 1950 |
|
SU91656A1 |
| УСТРОЙСТВО ПРЕДПУСКОВОГО ПРОГРЕВА ПРИВОДА ЗЕМЛЕРОЙНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 1994 |
|
RU2077639C1 |

