Изобретение относится к керамической и авиационной отраслям промышленности и преимущественно может быть использовано при механической обработке крупногабаритных сложнопрофильных керамических изделий.
Известен способ механической обработки малогабаритных керамических изделий прямого профиля (Г. В. Белинская, Г. А. Выдрик. Технология электровакуумной и радиотехнической керамики. - М.: "Энергия", 1977. - 335 с.), включающий крепление керамической детали на универсально-шлифовальном станке с помощью клеящих составов, ее обработку алмазным кругом до необходимого профиля.
Недостатком известного способа является невозможность механической обработки крупногабаритных сложнопрофильных керамических изделий.
Наиболее близким техническим решением является способ механической обработки крупногабаритных сложнопрофильных керамических изделий (Пивинский Ю. Е., Суздальцев Е. И. Кварцевая керамика и огнеупоры. Том 1. Теоретические основы и технологические процессы: Справочное издание под редакцией Ю. Е. Пивинского. - «Теплоэнергетик», 2008. - 672 с.), включающий установку барабана, снабженного кулачками для фиксации изделия на станок, установку крупногабаритного сложнопрофильного изделия в барабан, закрепление изделия при помощи узлов фиксации (кулачки), обработку внутренней поверхности керамического изделия до необходимого размера алмазным кругом.
К недостаткам известного способа является невозможность отрезки технологического припуска, расположенного в юбочной части изделия, без его разрушения, так как отрезаемый технологический припуск не закреплен. Это усложняет операцию механической обработки внутренней части изделия и требует дополнительного времени. Кроме этого, необходимо получить технологический припуск целым, т.к. из него делают образцы для проведения испытаний на подтверждение физико-механических свойств изделия. При падении отрезаемого припуска происходит его разрушение, что может привести к выходу из строя станка и/или нанесению травмы обслуживаемому персоналу. Кроме того, зачастую, данный припуск используется для изготовления образцов для проведения испытаний на подтверждение физико-механических свойств изделий. Разрушение припуска может привести к невозможности оценки качества изделия.
Задачей настоящего изобретения является расширение возможностей механической обработки крупногабаритных сложнопрофильных керамических изделий за счет предотвращения разрушения технологического припуска и обеспечение защиты обслуживающего персонала.
Поставленная задача достигается тем, что предложен способ механической обработки крупногабаритных сложнопрофильных керамических изделий, включающий установку на станок барабана, снабженного кулачками для фиксации изделия с технологическим припуском, закрепление изделия при помощи кулачков, обработку внутренней поверхности изделия алмазным кругом до необходимого размера, отличающийся тем, что после закрепления изделия устанавливают ловитель технологического припуска, состоящий из держателя, штанги и кронштейнов, регулирующих положение держателя, заводят держатель внутрь изделия и располагают его в верхней части изделия на расстоянии 5-30 мм от поверхности изделия, отрезают технологический припуск алмазным кругом и снимают его с держателя.
Авторами установлено, что ловитель технологического припуска позволяет предотвратить его падение при отрезке от изделия и его разрушение. В дальнейшем из технологического припуска изготавливаются образцы для проведения испытаний с целью определения свойств материала изделия на соответствие предъявляемым требованиям.
Отрезанный от изделия технологический припуск может упасть на элементы станка и/или нанести травмы обслуживаемому персоналу
Установлено, что расстояние между держателем и внутренней поверхностью изделия должно быть не более 5 мм, чтобы избежать соприкосновения держателя с поверхностью изделия и не допустить ее повреждения, а размещение держателя от внутренней поверхности изделия на расстоянии более 30 мм приводит к сходу отрезанного технологического припуска с держателя и возможному падению.
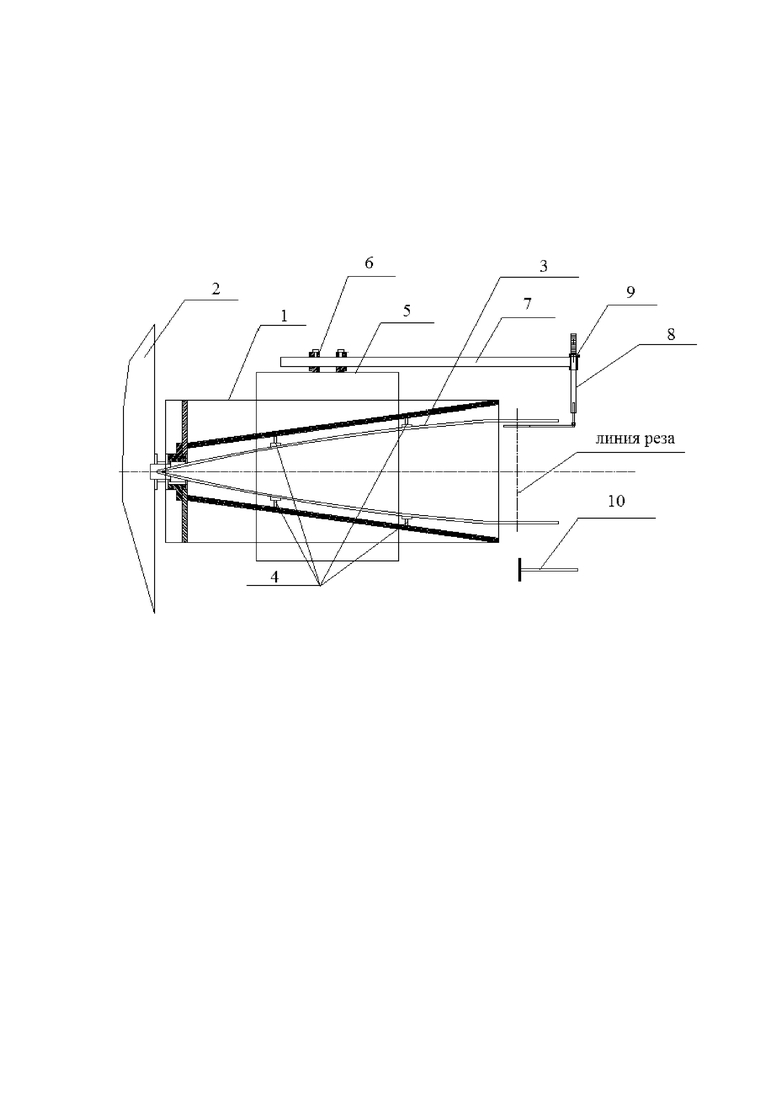
На чертеже показана реализация заявляемого изобретения.
Устанавливается барабан (1) на станок (2), в барабан помещается изделие (3) и зажимается узлами фиксации посредством кулачков (4), на заднюю стенку станка или на кожух (5), предварительно заведенный за барабан, устанавливают ловитель технологического припуска. С помощью кронштейна (6) регулируется вылет штанги (7) по длине, а высота держателя (8) регулируется с помощью кронштейна (9). Держатель заводят внутрь изделия на глубину не менее, чем 2/3 ширины отрезаемого технологического припуска и подводят к верхнему краю изделия так, чтобы обеспечивалось расстояние между держателем и внутренней поверхностью изделия 5-30 мм. Далее подводят алмазный круг (10), отрезают технологический припуск, снимают его с держателя и выполняют механическую обработку внутренней части изделия алмазным кругом.
Таким образом, предложенное техническое решение позволяет расширить возможности механической обработки внутренней поверхности крупногабаритных сложнопрофильных керамических изделий и обеспечить защиту обслуживающего персонала.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки внутренней поверхности керамических изделий с контролем структурных дефектов | 2024 |
|
RU2834522C1 |
| Способ механической обработки крупногабаритных керамических изделий конической формы | 2020 |
|
RU2742266C1 |
| Способ доводки наружной поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2780052C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2019 |
|
RU2698009C1 |
| Способ механической обработки внутренней поверхности сложнопрофильных керамических изделий | 2021 |
|
RU2765866C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258596C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2019 |
|
RU2713258C1 |
| Способ механической обработки крупногабаритных сложнопрофильных керамических изделий | 2020 |
|
RU2764064C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2312764C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2313438C2 |
Изобретение относится к керамической и авиационной отраслям промышленности и может быть использовано при механической обработке крупногабаритных сложнопрофильных керамических изделий. Достигаемый технический результат - расширение возможностей механической обработки крупногабаритных сложнопрофильных керамических изделий за счет предотвращения разрушения технологического припуска и обеспечение защиты обслуживающего персонала. Указанный результат достигается за счет того, что способ механической обработки крупногабаритных сложнопрофильных керамических изделий включает установку на станок барабана, снабженного кулачками для фиксации изделия с технологическим припуском, закрепление изделия при помощи кулачков, обработку внутренней поверхности изделия алмазным кругом до необходимого размера. Устанавливают ловитель технологического припуска, состоящий из держателя, штанги и кронштейнов, регулирующих положение держателя. Держатель заводят внутрь изделия и располагают его в верхней части изделия на расстоянии 5-30 мм от поверхности изделия, отрезают технологический припуск алмазным кругом и снимают его с держателя. 1 ил.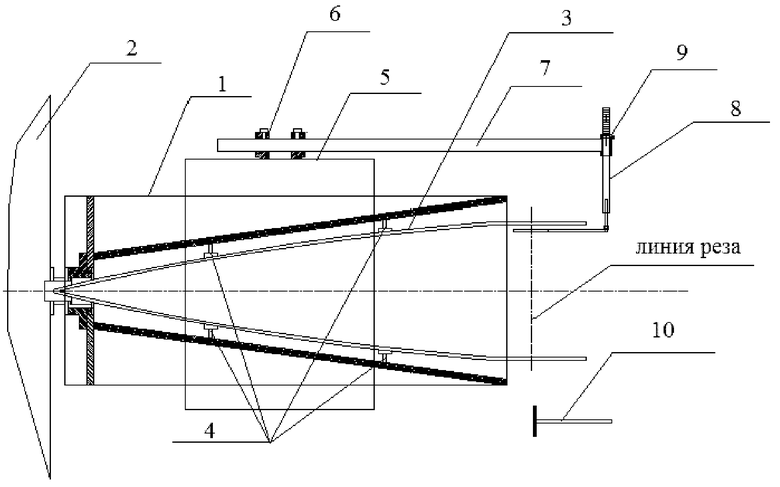
Способ механической обработки крупногабаритных сложнопрофильных керамических изделий, включающий установку на станок барабана, снабженного кулачками для фиксации изделия с технологическим припуском, закрепление изделия при помощи кулачков, обработку внутренней поверхности изделия алмазным кругом до необходимого размера, отличающийся тем, что после закрепления изделия устанавливают ловитель технологического припуска, состоящий из держателя, штанги и кронштейнов, регулирующих положение держателя, заводят держатель внутрь изделия и располагают его в верхней части изделия на расстоянии 5-30 мм от поверхности изделия, отрезают технологический припуск алмазным кругом и снимают его с держателя.
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2258596C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ И РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2124978C1 |
| Внутришлифовальный станок для обработки сложнопрофильных труб | 1979 |
|
SU870076A1 |
| US 4538587 A, 03.09.1985 | |||
| УСТРОЙСТВО ПРЕДПУСКОВОГО ПРОГРЕВА ПРИВОДА ЗЕМЛЕРОЙНО-СТРОИТЕЛЬНОЙ МАШИНЫ | 1994 |
|
RU2077639C1 |
| ПИВИНСКИЙ Ю.Е | |||
| и др | |||
| Кварцевая керамика и огнеупоры | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Теоретические основы и технологические процессы: Справочное издание под редакцией Ю.Е | |||
| Пивинского | |||
| - "Теплоэнергетик", 2008. | |||

