Заявление приоритета
По данной заявке испрашивается приоритет на основании заявки на патент США № 62/240638, поданной 13 октября 2015 г., содержание которой включено путём ссылки во всей его совокупности.
Предшествующий уровень техники
Для способов превращения углеводородов часто используют множественные реакционные зоны, через которые последовательно проходит поток углеводородов. Каждая реакционная зона такой последовательности часто предъявляет специфический набор требований к конструкции. Минимальное требование к конструкции каждой реакционной зоны ряда состоит в наличии гидравлической способности пропускать требуемое количество перерабатываемых углеводородов. Дополнительное требование к конструкции каждой реакционной зоны заключается в достаточном нагревании для достижения указанной степени превращения углеводородов.
Одним из хорошо известных способов превращения углеводородов является каталитический риформинг. Как правило, каталитический риформинг представляет собой хорошо отлаженный процесс превращения углеводородов, используемый в нефтеперерабатывающей промышленности для повышения октанового числа углеводородных источников сырья. Первичными продуктами риформинга являются компонент для составления смеси моторного бензина или ароматические соединения для получения нефтехимических продуктов. Риформинг можно определить как суммарный эффект, получаемый в результате дегидрирования циклогексанов и дегидроизомеризации алкилциклопентанов с образованием ароматических соединений, дегидрирования парафинов с образованием олефинов, дегидроциклизации парафинов и олефинов с образованием ароматических соединений, изомеризации н-парафинов, изомеризации алкилциклопарафинов с образованием циклогексанов, изомеризации замещённых ароматических соединений и гидрокрекинга парафинов. Исходным сырьём риформинга может являться нафта гидрокрекинга, прямогонная нафта, нафта каталитического крекинга в псевдоожиженном слое (FCC) или нафта коксования, а также оно может включать много других компонентов, таких как газоконденсат или нафта термического крекинга.
В случае каталитического риформинга наиболее важным фактором для повышения октанового числа нафты является образование ароматических соединений. Однако образование ароматических соединений вносит наиболее существенный вклад и в потерю объёма нафты. В дополнение к этому, содержание ароматических соединений в бензине регламентируется экологическими нормами, такими как технические стандарты Евро V, которые могут быть особенно труднодостижимы.
С учётом вышесказанного, существует потребность в способах повышения октанового числа бензина без излишнего увеличения содержания ароматических соединений в бензине.
Сущность изобретения
Один из аспектов изобретения включает способ. В одном из вариантов осуществления способ включает в себя введение углеводородного потока, имеющего в своём составе углеводороды, содержащие от 5 до 12 атомов углерода, в зону риформинга, содержащую катализатор риформинга, при этом зона риформинга включает в себя, по меньшей мере, два реактора риформинга, причём для каждого реактора риформинга существует набор рабочих условий риформинга для получения выходящего потока риформата, при этом последний реактор риформинга включает меньше катализатора, чем предпоследний реактор риформинга.
Краткое описание чертежей
Данная фигура иллюстрирует один из вариантов осуществления способа каталитического риформинга.
Подробное описание изобретения
В традиционном процессе каталитического риформинге последний реактор, как правило, является самым большим для того чтобы содействовать максимальному образованию ароматических соединений при данной жёсткости. В отличие от этого, в настоящем изобретении последний реактор является наименьшим. Способ включает в себя ступенчатое размещение объёма катализатора (в некоторых вариантах осуществления объединено со ступенчатым установлением температуры) для того, чтобы направлять первые реакторы последовательного ряда на образование ароматических соединений с последующей конечной ступенью, на которой благоприятным является образование олефинов и изопарафинов. Это обеспечивает значительные экономические преимущества для потребителей и большую гибкость при достижении соответствия техническим характеристикам составления смесей.
В настоящем изобретении выявлен новый подход к построению технологической схемы контура реактора и контролю, что позволяет вносить больший вклад в октановое число в виде изопарафиновых и олефиновых соединений. Превращение низкооктановых парафинов в изопарафины и олефиновые соединения находится в числе наиболее быстрых реакций каталитического риформинга, и указанные реакции протекают параллельно с первичной реакцией дегидроциклизации. С учётом того, что реакция дегидроциклизации является высокоэндотермичной, рабочие условия не представляются оптимальными для образования олефиновых и изопарафиновых соединений.
В традиционном процессе каталитического риформинга распределение катализатора в четырёх реакторах могло бы составлять 10-30 об. %, 15-35 об. %, 20-40 об. % и 30-50 об. % между четырьмя реакторами риформинга, работающими при 538°C (1000°F).
В настоящем изобретении используется распределение катализатора, в котором последний реактор риформинга содержит меньше катализатора, чем предпоследний реактор риформинга. В некоторых вариантах осуществления последний реактор риформинга содержит меньше катализатора, чем любой другой реактор риформинга. В определённых вариантах осуществления последний реактор риформинга содержит менее 25 об. % от общего количества катализатора в системе, или менее 20 об. %, или менее 15 об. %.
В некоторых вариантах осуществления разность между процентом от общего количества катализатора в последнем реакторе риформинга и процентом от общего количества катализатора в предпоследнем реакторе риформинга составляет, по меньшей мере, 10%. Например, если последний реактор риформинга содержит 25% катализатора, предпоследний реактор риформинга будет содержать 35% катализатора или больше.
В некоторых вариантах осуществления первый реактор риформинга содержит от 10% до 35% общего количества катализатора, второй реактор риформинга содержит от 25% до 35% общего количества катализатора, третий реактор риформинга содержит от 35% до 45% общего количества катализатора, а четвёртый реактор риформинга содержит от 10 до 25% общего количества катализатора.
В некоторых вариантах осуществления распределение катализатора согласовано с восходящим температурным профилем таким образом, что последний реактор характеризуется наиболее высокой температурой. В некоторых вариантах осуществления последний реактор риформинга характеризуется рабочей температурой выше 540°C. В определённых вариантах осуществления, когда в зоне риформинга имеются четыре реактора риформинга, первый реактор риформинга работает при температуре от 480°C до 560°C, второй реактор риформинга работает при температуре от 510°C до 560°C, третий реактор риформинга работает при температуре от 520°C до 560°C, а четвёртый реактор риформинга работает при температуре от 540°C до 560°C, при этом каждый последующий реактор работает при более высокой температуре, чем предыдущий реактор.
В некоторых вариантах осуществления для ограничения эндотермического эффекта вследствие образования ароматических соединений последний реактор характеризуется также высокой объёмной скоростью, такой, которая поддерживает более высокие уровни вклада реакций дегидрирования и изомеризации парафинов. В некоторых вариантах осуществления часовая объёмная скорость жидкости (LHSV) в последнем реакторе риформинга составляет больше 10 ч-1. В определённых вариантах осуществления значение LHSV в последнем реакторе риформинга составляет больше значения LHSV в любых других реакторах риформинга. В некоторых вариантах осуществления, когда в зоне риформинга имеются четыре реактора риформинга, значение LHSV в первом реакторе риформинга составляет от 8,5 ч-1 до 20 ч-1, значение LHSV во втором реакторе риформинга составляет от 8,5 ч-1 до 12 ч-1, значение LHSV в третьем реакторе риформинга составляет от 6,5 ч-1 до 8,5 ч-1, а значение LHSV в четвёртом реакторе риформинга составляет от 12 ч-1 до 30 ч-1.
Зона риформинга включает в себя, по меньшей мере, два реактора риформинга с нагревателями между ними. Углеводородный поток проходит из одного реактора риформинга в следующий реактор риформинга через нагреватель. Как правило, между любыми двумя реакторами риформинга, расположенными последовательно, имеется нагреватель. Перед первым реактором риформинга обычно имеется нагреватель или теплообменник для нагревания входящего потока. Может иметься три, четыре, пять или больше реакторов риформинга и три, четыре, пять или больше нагревателей.
Как правило, зона каталитического риформинга имеет, по меньшей мере, два реактора риформинга, где поток реагентов протекает последовательно через реакторы риформинга. Реакционные системы, включающие многочисленные реакторы риформинга, в общем случае принимают одну из двух форм: форму расположения бок о бок или форму расположения друг над другом. В форме расположения бок о бок множественные и отдельные реакционные сосуды, каждый из которых может включать в себя реактор риформинга, могут быть размещены рядом друг с другом. В форме расположения друг над другом один общий реакционный сосуд может заключать в себе множественные и отдельные реакторы риформинга, которые могут быть размещены один поверх другого. В обеих реакционных системах между реакторами риформинга может иметься промежуточное нагревание или охлаждение, в зависимости от того, какие реакции могут иметь место: эндотермические или экзотермические.
Хотя зоны риформинга могут охватывать любое число схем организации углеводородного потока, как например, нисходящий поток, восходящий поток и поперечный поток, а наиболее распространённая реакционная зона, к которой применимо данное изобретение, может представлять собой зону с радиальным потоком. Реакционная зона с радиальным потоком, как правило, включает цилиндрические секции с переменными номинальными площадями сечения, расположенными вертикально и коаксиально для формирования реакционной зоны. Коротко говоря, реакционная зона с радиальным потоком обычно включает в себя цилиндрический реакционный сосуд, содержащий внешний цилиндрический экран, удерживающий катализатор, и внутренний цилиндрический экран, удерживающий катализатор, которые оба расположены коаксиально внутри реакционного сосуда. Внутренний экран может иметь номинальную внутреннюю площадь сечения, меньшую, чем площадь сечения внешнего экрана, который может иметь номинальную внутреннюю площадь сечения, меньшую, чем площадь сечения реакционного сосуда. Как правило, поток реагентов вводят в кольцевое пространство между внутренней стороной стенки реакционного сосуда и наружной поверхностью внешнего экрана. Поток реагентов может проходить через внешний экран, протекать радиально через кольцевое пространство между внешним экраном и внутренним экраном и проходить через внутренний экран. Поток, который может собираться внутри цилиндрического пространства в пределах внутреннего экрана, можно отводить из реакционного сосуда. Хотя реакционный сосуд, внешний экран и внутренний экран могут быть цилиндрическими, они также могут принимать любую подходящую форму, такую как треугольная, квадратная, продолговатая или ромбическая, в зависимости от многочисленных конструкционных, производственных и технических соображений. Как пример, в большинстве случаев внешний экран не является непрерывным цилиндрическим экраном, а представляет собой конфигурацию из отдельных, полуэллиптических, трубчатых экранов, называемых скаллопами, которые могут размещаться по окружности внутренней стороны стенки реакционного сосуда. Внутренний экран обычно представляет собой перфорированную центральную трубу, которая может быть покрыта экраном по её внешней окружности.
В некоторых вариантах осуществления способ каталитической конверсии включает в себя катализатор, который может иметь в своём составе частицы, способные перемещаться через реакционные зоны. Частицы катализатора могут перемещаться через реакционную зону под воздействием любого двигательного средства, в том числе конвейеров или транспортной текучей среды, но чаще всего частицы катализатора перемещаются через реакционную зону под действием силы тяжести. Как правило, в реакционной зоне с радиальным потоком частицы катализатора могут заполнять кольцевое пространство между внутренним и внешним экранами, что можно называть слоем катализатора. Частицы катализатора можно отводить из нижней части реакционной зоны, и частицы катализатора можно вводить в верхнюю часть реакционной зоны. Частицы катализатора, отведённые из конечной реакционной зоны, впоследствии можно извлекать из процесса, регенерировать в регенерационной зоне способа или перемещать в другую реакционную зону. Подобным образом, частицы катализатора, добавляемые в реакционную зону, могут представлять собой катализатор, который вновь добавляют в процесс, катализатор, регенерированный в регенерационной зоне в пределах способа, или катализатор, который перемещается из другой реакционной зоны.
Иллюстративные реакционные сосуды с реакционными зонами, расположенными друг над другом, раскрыты в патентах США № 3706536 и № 5130106, принципы которых включены в настоящий документ путём ссылки во всей их совокупности. Как правило, перемещение движущихся под действием силы тяжести частиц катализатора из одной реакционной зоны в другую, ввод свежих частиц катализатора и отвод отработанных частиц катализатора осуществляют по транспортным трубопроводам катализатора.
Дополнительную информацию по процессам риформинга можно найти, например, в патентах США №№ 4119526, 4409095 и 4440626.
Источники сырья, подвергаемые превращению в указанных способах, могут включать в себя разнообразные фракции целого ряда сырых нефтей. Типичные источники сырья, подвергаемые превращению в указанных способах, как правило, охватывают нафту, включая прямогонную нафту, нафту гидрокрекинга, нафту висбрекинга, нафту коксования и нафту каталитического крекинга в псевдоожиженном слое, но не ограничиваясь ими. В состав исходного сырья также можно включать лёгкую нафту, содержащую некоторое количество бутана, пентанов и лёгких гексанов.
В каталитическом риформинге исходное сырьё, как правило, смешивают с рецикловым потоком, содержащим водород, для образования того, что обычно называют объединённым сырьевым потоком, и осуществляют контактирование объединённого потока сырья с катализатором в реакционной зоне. Обычным источником сырья для каталитического риформинга является фракция нефти, известная как нафта и имеющая начальную температуру кипения 82°C (180°F), а конечную температуру кипения 203°C (400°F). Процесс каталитического риформинга особенно применим для обработки прямогонной нафты, в которой содержатся относительно высокие концентрации нафтеновых и по существу прямоцепных парафиновых углеводородов, которые подвергаются ароматизации по реакциям дегидрирования и/или циклизации. Предпочтительными видами загрузочного сырья является нафта, состоящая в основном из нафтенов и парафинов, которые могут выкипать в пределах бензинового диапазона, хотя во многих случаях также могут присутствовать и ароматические соединения. Указанный предпочтительный класс охватывает прямогонные бензины, бензины из природного газа, синтетические бензины и тому подобное. В качестве альтернативного варианта осуществления часто предпочтительно загружать бензины термического или каталитического крекинга, либо нафту, подвергнутую частичному риформированию. Также можно эффективно использовать смеси прямогонной и полученной в результате крекинга нафты бензинового диапазона. Загрузочное сырьё в виде нафты бензинового диапазона может представлять собой бензин, полностью выкипающий в своем диапазоне, имеющий начальную температуру кипения от 40 до 82°C (от 104 до 180°F) и конечную температуру кипения в пределах диапазона от 160 до 220°C (от 320 до 428°F), или может представлять собой его выбранную фракцию, которая, как правило, может являться высококипящей фракцией, обычно называемой тяжёлой нафтой, например, нафтой, кипящей в диапазоне от 100 до 200°C (от 212 до 392°F). В некоторых случаях также предпочтительно загружать чистые углеводороды или смеси углеводородов, выделенные на экстракционных установках, например, рафинаты, образующиеся в результате экстракции ароматических соединений, или парафины с прямой цепью, которые надлежит превращать в ароматические соединения. В некоторых других случаях источник сырья также может иметь в своём составе лёгкие углеводороды, которые содержат 1-5 атомов углерода, но поскольку указанные лёгкие углеводороды невозможно без труда подвергать риформингу в ароматические углеводороды, содержание упомянутых лёгких углеводородов, поступающих с исходным сырьём, как правило, сводят к минимуму.
Приведённый в качестве примера поток, проходящий по технологической нитке из зон нагревания и реакционных зон, представляет собой способ каталитического риформинга с 4 реакционными зонами, имеющими первый, второй, третий и четвёртый реакторы риформинга, который можно описать следующим образом.
На фигуре проиллюстрирован один из вариантов осуществления способа 100 риформинга. Содержащее нафту исходное углеводородное сырьё 105 может смешиваться с водородсодержащим рецикловым газом 110 для образования объединённого сырьевого потока 115, который может проходить через теплообменник 120 объединённого сырья. В теплообменнике 120 объединённого сырья объединённый сырьевой поток 115 может нагреваться за счёт теплообмена с выходящим потоком 125 четвёртого реактора риформинга. Однако нагревание объединённого сырьевого потока 115, которое имеет место в теплообменнике 120 объединённого сырья, как, правило, является недостаточным для нагревания объединённого сырьевого потока до желаемой входной температуры первого реактора риформинга.
Как правило, водород подают для достижения соотношения от 1 до 20 моль водорода на моль исходного углеводородного сырья, поступающего в зоны риформинга. Предпочтительно водород подают для достижения соотношения менее 3,5 моль водорода на моль исходного углеводородного сырья, поступающего в зоны риформинга. При подаче водорода его можно вводить выше по ходу потока от теплообменника 120 объединённого сырья, ниже по ходу потока от теплообменника 120 объединённого сырья, или и выше, и ниже по ходу потока от теплообменника 120 объединённого сырья. В качестве альтернативы, водород можно не подавать вместе с исходным углеводородным сырьём перед поступлением в зоны риформинга. Даже если водород не подают вместе с исходным углеводородным сырьём 105 в первый реактор риформинга, реакции риформинга нафтенов, которые протекают в первом реакторе риформинга, могут давать водород как побочный продукт. Указанный побочный продукт или полученный in situ водород покидает первый реактор риформинга в смеси с выходящим потоком первого реактора риформинга и после этого может становиться доступным в качестве водорода, подаваемого во второй реактор риформинга и другие следующие далее по ходу потока реакторы риформинга. Указанный полученный in situ водород, содержащийся в выходящем потоке первого реактора риформинга, обычно составляет от 0,5 до 2 моль водорода на моль исходного углеводородного сырья.
Обычно объединённый сырьевой поток 115 (или исходное углеводородное сырьё 105, если водород не подают вместе с исходным углеводородным сырьём) поступает в теплообменник 120 объединённого сырья, как правило, при температуре от 38°C до 177°C (от 100°F до 350°F), а чаще от 93°C до 121°C (от 200°F до 250°F). Вследствие того, что водород обычно подают вместе с исходным углеводородным сырьём, указанный теплообменник можно называть в настоящем документе теплообменником 120 объединённого сырья, даже если водород не подают с исходным углеводородным сырьём. Как правило, теплообменник 120 объединённого сырья нагревает объединённый сырьевой поток 115 за счёт передачи тепла от потока 125, выходящего из последней реакционной зоны риформинга, объединённому сырьевому потоку 115. Предпочтительно теплообменник 120 объединённого сырья является теплообменником косвенного, а не прямого нагрева в целях предохранения ценного продукта риформата, содержащегося в выходящем потоке 125 последней реакционной зоны, от взаимного смешивания с объединённым сырьевым потоком 115, в связи с чем качество риформата может понижаться.
Хотя схема протекания объединённого сырьевого потока 115 и потока 125, выходящего из последней реакционной зоны, внутри теплообменника 120 объединённого сырья могла бы быть полностью прямоточной, cо встречным, смешанным или поперечным потоком, схема протекания потоков предпочтительно является противоточной. Под противоточной схемой протекания потоков подразумевается, что объединённый сырьевой поток 115, находясь при своей наиболее низкой температуре, контактирует с одним концом (т.е. холодным концом) теплообменной поверхности теплообменника 120 объединённого сырья, при этом поток 125, выходящий из последней реакционной зоны, контактирует с холодным концом теплообменной поверхности также при своей наиболее низкой температуре. Таким образом, поток 125, выходящий из последней реакционной зоны, находясь при своей наиболее низкой температуре внутри теплообменника, обменивается теплом с объединённым сырьевым потоком 115, который также находится при своей наиболее низкой температуре внутри теплообменника 120 объединённого сырья. На другом конце (т.е. горячем конце) поверхности теплообменника объединённого сырья поток 125, выходящий из последней реакционной зоны, и объединённый сырьевой поток 115, оба при своих наиболее высоких температурах внутри теплообменника 120 объединённого сырья, контактируют с горячим концом теплообменной поверхности и таким образом обмениваются теплом. Между холодным и горячим концами теплообменной поверхности поток 125, выходящий из последней реакционной зоны, и объединённый сырьевой поток 115 протекают в целом в противоположных направлениях, так что, в целом, в любой точке вдоль теплообменной поверхности, чем выше температура потока 125, выходящего из последней реакционной зоны, тем выше температура объединённого сырьевого потока 115, с которым обменивается теплом поток, выходящий из последней реакционной зоны. Для дополнительной информации по схемам протекания потоков в теплообменниках смотрите, например, страницы с 10-24 по 10-31 в справочнике Perry's Chemical Engineers' Handbook, Sixth Edition под редакцией Robert H. Perry et al., опубликованном издательством McGraw-Hill Book Company в Нью-Йорке, в 1984 г., и ссылки, приведённые в нём.
Как правило, теплообменник 120 объединённого сырья работает при перепаде температуры на горячем конце, обычно представляющем собой разность температур меньше 56°C (100°F), или меньше 33°C (60°F), или меньше 28°C (50°F). Употребляемый в настоящем документе термин «перепад температуры на горячем конце» определяется следующим образом: на основе теплообменника, который осуществляет обмен тепла между более горячим потоком, выходящим из последней реакционной зоны, и более холодным объединённым сырьевым потоком, при этом T1 представляет входную температуру потока, выходящего из последней реакционной зоны, T2 является выходной температурой потока, выходящего из последней реакционной зоны, t1 представляет входную температуру объединённого сырьевого потока, а t2 является выходной температурой объединённого сырьевого потока. Далее, употребляемый в настоящем документе для противоточного теплообменника термин «перепад температуры на горячем конце» определяется как разность между T1 и t2. В общем случае, чем меньше перепад температуры на горячем конце, тем выше степень, в которой тепло потока, выходящего из последней реакционной зоны, передаётся объединённому сырьевому потоку.
Хотя можно использовать теплообменники кожухотрубного типа, другим возможным вариантом является теплообменник пластинчатого типа. Теплообменники пластинчатого типа хорошо известны и доступны в промышленности в нескольких различных и отличающихся друг от друга формах, как например, спирального, пластинчатого рамного, паяного пластинчато-ребристого и пластинчатого ребристо-трубчатого типов. Теплообменники пластинчатого типа описаны в общем случае на страницах с 11-21 по 11-23 в справочнике Perry's Chemical Engineers' Handbook, Sixth Edition под редакцией R. H. Perry et al., опубликованном издательством McGraw Hill Book Company в Нью-Йорке, в 1984 г.
В одном из вариантов осуществления объединённый сырьевой поток 130 может покидать теплообменник 120 объединённого сырья при температуре от 399°C до 516°C (от 750°F до 960°F).
Далее, после выхода из теплообменника 120 объединённого сырья и перед поступлением в первый реактор риформинга, для объединённого сырьевого потока 130 часто требуется дополнительное нагревание. Указанное дополнительное нагревание может происходить в подогревателе 135 сырья, обычно называемом подогревателем сырья, который может подогревать объединённый сырьевой поток 130 до требуемой входной температуры первого реактора 145 риформинга. Такой нагреватель может представлять собой газопламенный нагреватель, работающий на жидком топливе или смешанном газо-жидкостном топливе нагреватель, т.е. нагреватель того типа, который хорошо известен специалистам в области риформинга. Подогреватель 135 сырья может нагревать объединённый сырьевой поток 130 посредством радиантной и/или конвективной теплопередачи. Промышленные пламенные нагреватели процессов риформинга обычно имеют отдельные секции радиантной теплопередачи для отдельных нагревателей и необязательную общую секцию конвективной теплопередачи, которая нагревается газами, отходящими из радиантных секций.
Температура объединённого сырьевого потока 140, покидающего подогреватель 135 сырья, которая также может являться входной температурой первого реактора 145 риформинга, как правило, составляет от 450°C до 560°C (от 842°F до 1040°F), или от 500°C до 530°C (от 932°F до 986°F).
Как только объединённый сырьевой поток 140 поступает в первый реактор 145 риформинга, объединённый сырьевой поток 140 может подвергаться реакции превращения. В общем виде в процессе риформинга могут использоваться частицы катализатора, размещённые в нескольких реакционных зонах, соединённых между собой в последовательную схему потока. Число реакционных зон может быть любым, но обычно число реакционных зон составляет 3, 4 или 5. Поскольку реакции риформинга обычно протекают при повышенной температуре и, как правило, являются эндотермическими, каждая реакционная зона обычно связана со своей одной или несколькими зонами нагревания, в которых реагенты нагреваются до требуемой температуры реакции.
Данное изобретение может быть применимо в реакционной системе риформинга, имеющей, по меньшей мере, два реактора каталитического риформинга, где, по меньшей мере, часть потока реагентов и, по меньшей мере, определённая доля частиц катализатора проходит последовательно через реакторы риформинга. Указанные реакционные системы риформинга могут иметь форму расположения бок о бок или форму расположения друг над другом, как обсуждалось выше.
Как правило, реакции риформинга осуществляют в присутствии частиц катализатора, состоящего из одного или нескольких благородных металлов VIII группы (IUPAC 8-10) (например, платины, иридия, родия и палладия) и галогена, связанных с пористым носителем, таким как тугоплавкий неорганический оксид. Например, в патенте США № 2479110 сообщается об алюмоплатиногалогеновом катализаторе риформинга. Хотя катализатор может содержать от 0,05 до 2,0 масс. % металла VIII группы, можно использовать менее дорогостоящий катализатор, такой как катализатор, содержащий от 0,05 до 0,5 масс. % металла VIII группы. Предпочтительным благородным металлом является платина. В дополнение к этому, катализатор может содержать индий и/или металл ряда лантанидов, как например, церий. Частицы катализатора также могут содержать от 0,05 до 0,5 масс. % одного или нескольких металлов IVA группы (IUPAC 14) (например, олова, германия и свинца), как например, описано в патентах США №№ 4929333, 5128300 и ссылках, упомянутых в них. Галогеном, как правило, является хлор, а носителем оксид алюминия. Подходящие алюмооксидные материалы включают в себя гамма-, эта- и тета-оксиды алюминия, но не ограничиваются ими. Одной из характеристик, связанной с показателями катализатора, является площадь поверхности носителя. Предпочтительно, носитель имеет площадь поверхности от 100 до 500 м2/г. Активность катализаторов, имеющих площадь поверхности менее 130 м2/г, оказывается более подверженной вредному влиянию кокса, отлагающегося на катализаторе, чем в случае катализаторов, обладающих более высокой площадью поверхности. Как правило, частицы обычно являются сфероидальными и имеют диаметр от 1,6 до 3,1 мм (от 1/16 до 1/8 дюйма), хотя они могут достигать большего размера, до 6,35 мм (1/4 дюйма), или меньшего размера, до 1,06 мм (1/24 дюйма). Однако в конкретной реакционной зоне риформинга желательно использовать частицы катализатора, которые попадают в относительно узкий диапазон размеров. Предпочтительный диаметр частиц катализатора составляет 1,6 мм (1/16 дюйма).
В процессе риформинга можно использовать реакционный сосуд с неподвижным слоем катализатора или движущимся слоем катализатора и регенерационный сосуд с движущимся слоем. В последнем случае частицы 151 регенерированного катализатора, как правило, подают в реакционный сосуд, который обычно включает в себя несколько реакционных зон, и частицы перетекают через реакционный сосуд под действием силы тяжести. Катализатор 153 можно отводить из нижней части реакционного сосуда и перемещать в регенерационный сосуд 157. В регенерационном сосуде 157 обычно используют многоступенчатый регенерационный процесс для регенерации катализатора с целью сохранения в полной мере его способности активировать реакции риформинга. В патентах США №№ 3652231, 3647680 и 3692496 описаны сосуды для регенерации катализатора, которые подходят для использования в процессе риформинга. Катализатор может перетекать под действием силы тяжести через различные ступени регенерации, а затем отводиться из регенерационного сосуда 157 и перемещаться в реакционный сосуд. Как правило, предусмотрены схемы для добавления свежего катализатора с целью восполнения объёма и для отведения отработанного катализатора из процесса. Передвижение катализатора через реакционные и регенерационные сосуды часто называют непрерывным, хотя на практике оно является полунепрерывным. Под полунепрерывным передвижением подразумевается повторяющийся во времени перенос относительно малых количеств катализатора на близко разнесённые в пространстве точки. Например, каждые двадцать минут можно отводить одну партию из нижней части реакционного сосуда, и отведение может занимать пять минут, то есть, катализатор может перетекать в течение пяти минут. Если суммарное количество катализатора в сосуде относительно велико по сравнению с указанным объёмом партии, слой катализатора в сосуде можно считать непрерывно движущимся. Система с движущимся слоем может обладать преимуществом, заключающимся в поддержании производственного процесса во время удаления и замены катализатора.
Как правило, скорость передвижения катализатора через свои слои может находиться в диапазоне всего от 45,5 кг (100 фунтов) в час до 2 722 кг (6 000 фунтов) в час или больше.
Реакторы риформинга настоящего изобретения могут работать в условиях риформинга, которые включают в себя диапазон давлений, как правило, от атмосферного давления, равного 0, до 6 895 кПа (изб.) (от 0 фунт/кв. дюйм (изб.) до 1 000 фунт/кв. дюйм (изб.)), при этом особенно хорошие результаты достигаются в диапазоне относительно низкого давления, от 276 до 1 379 кПа (изб.) (от 40 до 200 фунт/кв. дюйм (изб.)).
Первый реактор 145 риформинга, как правило, может содержать от 10% до 35% общего объёма катализатора во всех реакторах риформинга, или от 15% до 35%, или от 10% до 25%. Далее, часовая объёмная скорость жидкости (LHSV) в первом реакторе 145 риформинга в расчёте на объём катализатора в первом реакторе 145 риформинга обычно может составлять от 8,5 до 30 ч-1. Как правило, частицы катализатора отводят из первого реактора 145 риформинга и пропускают во второй реактор 150 риформинга; такие частицы обычно имеют содержание кокса менее 2 масс. % в расчёте на массу катализатора.
Вследствие эндотермических реакций риформинга, которые протекают в первом реакторе 145 риформинга, температура выходящего потока 155 первого реактора 145 риформинга, как правило, падает не только до температуры ниже температуры объединённого сырьевого потока 140, поступающего в первый реактор 145 риформинга, но и до температуры ниже требуемой входной температуры второго реактора 150 риформинга. С учётом вышесказанного, выходящий поток 155 первого реактора 145 риформинга может проходить через другой нагреватель 160, который обычно называют первым промежуточным нагревателем 160 и который может нагревать выходящий поток 155 первого реактора риформинга до требуемой входной температуры второго реактора 150 риформинга.
Как правило, нагреватель 160 называют промежуточным нагревателем, когда он расположен между двумя реакторами риформинга, как например, первым и вторым реакторами 145, 150 риформинга. Выходящий поток 155 первого реактора риформинга направляют в промежуточный нагреватель 160 и нагревают до входной температуры второго реактора 150 риформинга (с учётом потерь тепла при передаче). Входная температура второго реактора 150 риформинга в общем случае составляет от 510°C до 560°C. Входная температура второго реактора 150 риформинга обычно является, по меньшей мере, на 10°C выше входной температуры первого реактора 145 риформинга.
По выходе из первого промежуточного нагревателя 160, подогретый выходящий поток 165, как правило, поступает во второй реактор 150 риформинга. Как и в первом реакторе 145 риформинга, эндотермические реакции могут вызывать очередное подобное снижение температуры по всему второму реактору 150 риформинга. Однако, как правило, снижение температуры во втором реакторе 150 риформинга меньше падения температуры в первом реакторе 145 риформинга, поскольку реакции, которые протекают во втором реакторе 150 риформинга обычно являются менее эндотермичными, чем реакции, которые имею место в первом реакторе 145 риформинга. Несмотря на несколько меньшее снижение температуры во втором реакторе 150 риформинга, выходящий поток 170 второго реактора 150 риформинга тем не менее по-прежнему находится при температуре, которая ниже требуемой входной температуры третьего реактора 175 риформинга.
Второй реактор 150 риформинга, как правило, содержит от 25% до 35% общего объёма катализатора во всех реакционных зонах. Далее, часовая объёмная скорость жидкости (LHSV) во втором реакторе 150 риформинга обычно составляет от 8,5 ч-1 до 12 ч-1 в расчёте на объём катализатора во втором реакторе 150 риформинга.
Выходящий поток 170 второго реактора риформинга может проходить во второй промежуточный нагреватель 180 (при этом первым промежуточным нагревателем является описанный ранее промежуточный нагреватель 160 между первым и вторым реакторами 145, 150 риформинга), и подогретый выходящий поток 185 может поступать в третий реактор 175 риформинга.
Третий реактор 175 риформинга, как правило, содержит от 35% до 45% общего объёма катализатора во всех реакторах риформинга. Далее, часовая объёмная скорость жидкости (LHSV) в третьем реакторе 175 риформинга обычно составляет от 6,5 ч-1 до 8,5 ч-1 в расчёте на объём катализатора в третьем реакторе 175 риформинга.
Подобным образом, выходящий поток 190 третьего реактора риформинга может проходить в третий промежуточный нагреватель 195, а подогретый выходящий поток 200 поступает в четвёртый реактор 205 риформинга. Как обсуждалось ранее, четвёртый реактор 205 риформинга содержит меньше катализатора, чем третий реактор 175 риформинга. Обычно он заключает в себе менее 25% от общего количества катализатора, или менее 20%, или менее 15%. Количество катализатора в четвёртом реакторе 205 риформинга, как правило, находится в диапазоне от 10% до 25% от общего объёма катализатора во всех реакторах риформинга, или от 10% до 20%. Входная температура четвёртого реактора 205 риформинга, как правило, составляет от 540°C до 560°C. Часовая объёмная скорость жидкости (LHSV) в четвёртом реакторе 205 риформинга обычно составляет от 12 ч-1 до 30 ч-1.
Поскольку реакции риформинга, которые протекают во втором и последующих (т.е. третьем и четвёртом (или более)) реакторах риформинга, обычно являются менее эндотермичными, чем реакции, которые протекают в первом реакторе риформинга, падение температуры, которое происходит в следующих далее реакторах риформинга, как правило, меньше того, которое имеет место в первом реакторе риформинга. Таким образом, температура на выходе из последнего реактора риформинга может быть ниже температуры на входе последнего реактора риформинга на 30°C (54°F) или меньше.
Требуемое октановое число C5+-фракции риформата, как правило, составляет от 85 до 107 пунктов исследовательского октанового числа чистого продукта (C5+ RONC), а предпочтительно от 98 до 102 C5+ RONC.
Выходящий поток 125 четвёртого реактора риформинга охлаждается в теплообменнике 120 объединённого сырья за счёт передачи тепла объединённому сырьевому потоку 115. После выхода из теплообменника 120 объединённого сырья охлаждённый выходящий поток 210 четвёртого реактора 205 риформинга поступает в секцию извлечения продуктов (не показана). Подходящие секции извлечения продуктов известны специалистам в области риформинга. Типичные установки для извлечения продуктов, как правило, включают в себя газо-жидкостные сепараторы для выделения водорода и газообразных C1-C3-углеводородов из потока, выходящего из последней реакционной зоны, и колонны фракционирования для отделения, по меньшей мере, части лёгких C4-C5-углеводородов от остального риформата. В дополнение к этому, риформат можно разделять дистилляцией на лёгкую фракцию риформата и тяжёлую фракцию риформата.
В ходе реакции риформинга с движущимся слоем катализатора частицы катализатора дезактивируются в результате воздействия таких механизмов, как отложение кокса на частицах; то есть, по истечении определённого периода времени использования способность частиц катализатора активировать реакции риформинга снижается до такого состояния, что катализатор больше не применим. Можно восстанавливать прежние свойства катализатора или регенерировать его перед повторным использованием в процессе риформинга.
Пример
Данные примера, представляющие выход, рассчитаны на основании кинетической модели каталитического риформинга. Расчёты выхода основаны на распространении кинетической модели с учётом конкретного катализатора, аналогичной той, что описана в книге Catalytic Naphtha Reforming, Antos et al., 2004.
Расчёты выхода выполняли для традиционной схемы с использованием следующего распределения катализатора: 10 об. % в первом реакторе, 15 об. % во втором реакторе, 25 об. % в третьем реакторе и 50 об. % в четвёртом реакторе. Предполагали, что четыре реактора работают при 538°C (1000°F).
Расчёты выхода также выполняли для следующего распределения катализатора: 18 об. % в первом реакторе, 29 об. % во втором реакторе, 41 об. % в третьем реакторе и 12 об. % в четвёртом реакторе. Первые реакторы риформинга работают с повышением температуры для приближения к целевому содержанию ароматических соединений, тогда как последний реактор риформинга установлен на температуру значительно выше 538°C (1000°F) (например, 549+°C (1020+°F)), но работает при высокой объёмной скорости для ограничения эндотермического эффекта вследствие образования ароматических соединений, так что поддерживается более высокая степень протекания реакций дегидрирования и изомеризации парафинов. Температурный профиль является оптимизированным профилем.
Равновесию в пользу олефинов благоприятствовали более высокие температуры и более низкие давления.
Распределение катализатора и расчётные выходы приведены в таблицах 1 и 2. Как показано в таблице 1, в случае целевого исследовательского октанового числа (RON) риформата, равного 101,3, пример обеспечивает пониженное содержание ароматических соединений в C5+риформате, равное 65 об. % (против 67 об. % для традиционного варианта), и повышение содержания олефинов до 2,5 об. % в C6-C9-фракции (против 1,4 об. % для традиционного варианта).
В таблице 2 представлено типичное октановое число и плотности парафинов (П), олефинов (O) и ароматических соединений (A) в рамках двух, приведённых в качестве примера чисел атомов углерода, C6 и C7. Как показано, ароматические соединения обладают большей плотностью и характеризуются более высоким октановым числом, чем парафины, при этом олефины имеют плотность и октановое число, находящиеся между соответствующими значениями для ароматических соединений и парафинов.
Таблица 1
Таблица 2
Конкретные варианты осуществления
Несмотря на то, что нижеследующее изложено в сочетании с конкретными вариантами осуществления, очевидно, что данное описание предназначено для иллюстрации, а не для ограничения объёма предшествующего описания и прилагаемой формулы изобретения.
Первый вариант осуществления настоящего изобретения представляет собой способ, включающий в себя введение углеводородного потока, имеющего в своём составе углеводороды, содержащие от 5 до 12 атомов углерода, в зону риформинга, содержащую катализатор риформинга, при этом зона риформинга включает в себя, по меньшей мере, два реактора риформинга, причём для каждого реактора риформинга существует набор рабочих условий риформинга для получения выходящего потока риформата, при этом последний реактор риформинга содержит меньше катализатора, чем предпоследний реактор риформинга. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых последний реактор риформинга содержит меньше катализатора, чем любой другой реактор риформинга. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых последний реактор риформинга содержит менее 25% всего катализатора, имеющегося в зоне риформинга. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых разность между процентом от всего количества катализатора в последнем реакторе риформинга и процентом от всего количества катализатора в предпоследнем реакторе риформинга составляет, по меньшей мере, 10%. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга, и при этом первый реактор риформинга содержит от 15% до 35% всего катализатора, второй реактор риформинга содержит от 25% до 35% всего катализатора, третий реактор риформинга содержит от 35% до 45% всего катализатора, а при этом четвёртый реактор риформинга содержит от 10 до 25% всего катализатора. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых зона риформинга характеризуется восходящим температурным профилем. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых рабочая температура в последнем реакторе риформинга составляет выше 540°C. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга, и при этом первый реактор риформинга работает при температуре от 480°C до 560°C, второй реактор риформинга работает при температуре от 510°C до 560°C, третий реактор риформинга работает при температуре от 520°C до 560°C, а четвёртый реактор риформинга работает при температуре от 540°C до 560°C. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых значение LHSV в последнем реакторе риформинга составляет больше 10 ч-1. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых значение LHSV в последнем реакторе риформинга составляет больше значения LHSV в любых других реакторах риформинга. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга, при этом значение LHSV в первом реакторе риформинга составляет от 8,5 ч-1 до 20 ч-1, значение LHSV во втором реакторе риформинга составляет от 8,5 ч-1 до 12 ч-1, значение LHSV в третьем реакторе риформинга составляет от 6,5 ч-1 до 8,5 ч-1, а значение LHSV в четвёртом реакторе риформинга составляет от 12 ч-1 до 30 ч-1. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная с первого варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга, и при этом первый реактор риформинга содержит от 15% до 35% всего катализатора, первый реактор риформинга работает при температуре от 480°C до 560°C и значение LHSV в первом реакторе риформинга составляет от 8,5 ч-1 до 20 ч-1; второй реактор риформинга содержит от 25% до 35% всего катализатора, второй реактор риформинга работает при температуре от 510°C до 560°C, а значение LHSV во втором реакторе риформинга составляет от 8,5 ч-1 до 12 ч-1; третий реактор риформинга содержит от 35% до 45% всего катализатора, третий реактор риформинга работает при температуре от 510°C до 560°C, а значение LHSV в третьем реакторе риформинга составляет от 6,5 ч-1 до 8,5 ч-1; а четвёртый реактор риформинга содержит от 10% до 25% всего катализатора, четвёртый реактор риформинга работает при температуре от 540°C до 560°C, а значение LHSV в четвёртом реакторе риформинга составляет от 12 ч-1 до 30 ч-1.
Второй вариант осуществления данного изобретения представляет собой способ, включающий в себя нагревание исходного углеводородного потока, имеющего в своём составе углеводороды, содержащие от 5 до 12 атомов углерода; введение нагретого углеводородного потока в зону риформинга, содержащую катализатор риформинга, при этом зона риформинга включает в себя, по меньшей мере, два реактора риформинга, каждый реактор риформинга характеризуется определённым набором рабочих условий риформинга для получения выходящего потока риформата, причём последний реактор риформинга содержит меньше катализатора, чем предпоследний реактор риформинга, и меньше 25% от общего количества катализатора в зоне риформинга, и при этом значение LHSV в последнем реакторе риформинга больше 10 ч-1; и пропускание выходящего потока риформата в колонну разделения риформата для образования верхнего потока риформата, содержащего ароматические C6 и C7 соединения, и нижнего потока, содержащего более тяжёлые углеводороды. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых последний реактор риформинга содержит меньше катализатора, чем любой другой реактор риформинга. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых рабочая температура в последнем реакторе риформинга выше 540°C и в которых значение LHSV в последнем реакторе риформинга выше значения LHSV в любом другом реакторе риформинга. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга и в которых первый реактор риформинга содержит от 15% до 35% общего количества катализатора, второй реактор риформинга содержит от 25% до 35% общего количества катализатора, третий реактор риформинга содержит от 35% до 45% общего количества катализатора, и в которых четвёртый реактор риформинга содержит менее 25% общего количества катализатора. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга и в которых первый реактор риформинга работает при температуре от 480°C до 560°C, второй реактор риформинга работает при температуре от 510°C до 560°C, третий реактор риформинга работает при температуре от 520°C до 560°C, а четвёртый реактор риформинга работает при температуре от 540°C до 560°C. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга и в которых значение LHSV в первом реакторе риформинга составляет от 8,5 ч-1 до 20 ч-1, значение LHSV во втором реакторе риформинга составляет от 8,5 ч-1 до 12 ч-1, значение LHSV в третьем реакторе риформинга составляет от 6,5 ч-1 до 8,5 ч-1, а значение LHSV в четвёртом реакторе риформинга составляет от 12 ч-1 до 30 ч-1. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых в зоне риформинга имеются четыре реактора риформинга и в которых первый реактор риформинга содержит от 15% до 35% общего количества катализатора, первый реактор риформинга работает при температуре от 480°C до 560°C, а значение LHSV в первом реакторе риформинга составляет от 8,5 ч-1 до 20 ч-1; второй реактор риформинга содержит от 25% до 35% общего количества катализатора, второй реактор риформинга работает при температуре от 510°C до 560°C, а значение LHSV во втором реакторе риформинга составляет от 8,5 ч-1 до 12 ч-1; третий реактор риформинга содержит от 35% до 45% общего количества катализатора, третий реактор риформинга работает при температуре от 510°C до 560°C, а значение LHSV в третьем реакторе риформинга составляет от 6,5 ч-1 до 8,5 ч-1; и четвёртый реактор риформинга содержит менее 15% общего количества катализатора, четвёртый реактор риформинга работает при температуре от 540°C до 560°C, а значение LHSV в четвёртом реакторе риформинга составляет от 12 ч-1 до 30 ч-1. Вариант осуществления данного изобретения представляет собой один, любой или все предшествующие варианты осуществления, изложенные в данном абзаце, начиная со второго варианта осуществления, описанного в данном абзаце, в которых зона риформинга характеризуется восходящим профилем.
Предполагается, что без дополнительного уточнения с использованием предшествующего описания, которое может применять специалист в данной области техники, настоящее изобретение в его наиболее полной степени и с лёгкостью проявляет существенные характеристики данного изобретения для воплощения различных изменений и модификаций данного изобретения, а также адаптации его к различным вариантам применения и условиям без отступления от его существа и объёма. Следовательно, предшествующие предпочтительные конкретные варианты осуществления следует истолковывать лишь в качестве иллюстративных, а не ограничивающих остальную часть раскрытия каким бы то ни было образом, и что оно предназначено для охвата разнообразных модификаций и эквивалентных схем размещения, включённых в пределы объёма прилагаемой формулы изобретения.
В вышеизложенном описании все температуры приведены в градусах Цельсия, а все части и проценты являются массовыми, если не указано иного.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РИФОРМИНГА С УЛУЧШЕННОЙ ИНТЕГРАЦИЕЙ НАГРЕВАТЕЛЯ | 2017 |
|
RU2685725C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ОБЪЕМА ПРОИЗВОДСТВА АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2012 |
|
RU2553992C2 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОГО ПЛАТФОРМИНГА | 2012 |
|
RU2551646C1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ И БТК С ИСПОЛЬЗОВАНИЕМ РЕАКТОРА КРЕКИНГА АЛИФАТИЧЕСКИХ СОЕДИНЕНИЙ | 2016 |
|
RU2698722C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ОБЪЕМА ПРОИЗВОДСТВА БЕНЗОЛА И ТОЛУОЛА | 2012 |
|
RU2543712C1 |
| СПОСОБ РИФОРМИНГА УГЛЕВОДОРОДНОГО ПОТОКА | 2012 |
|
RU2564528C1 |
| СПОСОБ УВЕЛИЧЕНИЯ ПРОИЗВОДСТВА АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2012 |
|
RU2548671C1 |
| ОГНЕВОЙ НАГРЕВАТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ ПРОЦЕССА КОНВЕРСИИ УГЛЕВОДОРОДОВ | 2010 |
|
RU2489474C2 |
| СПОСОБ УВЕЛИЧЕНИЯ ПРОИЗВОДСТВА БЕНЗОЛА И ТОЛУОЛА | 2012 |
|
RU2540275C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОИЗВОДСТВА АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ | 2012 |
|
RU2548914C1 |
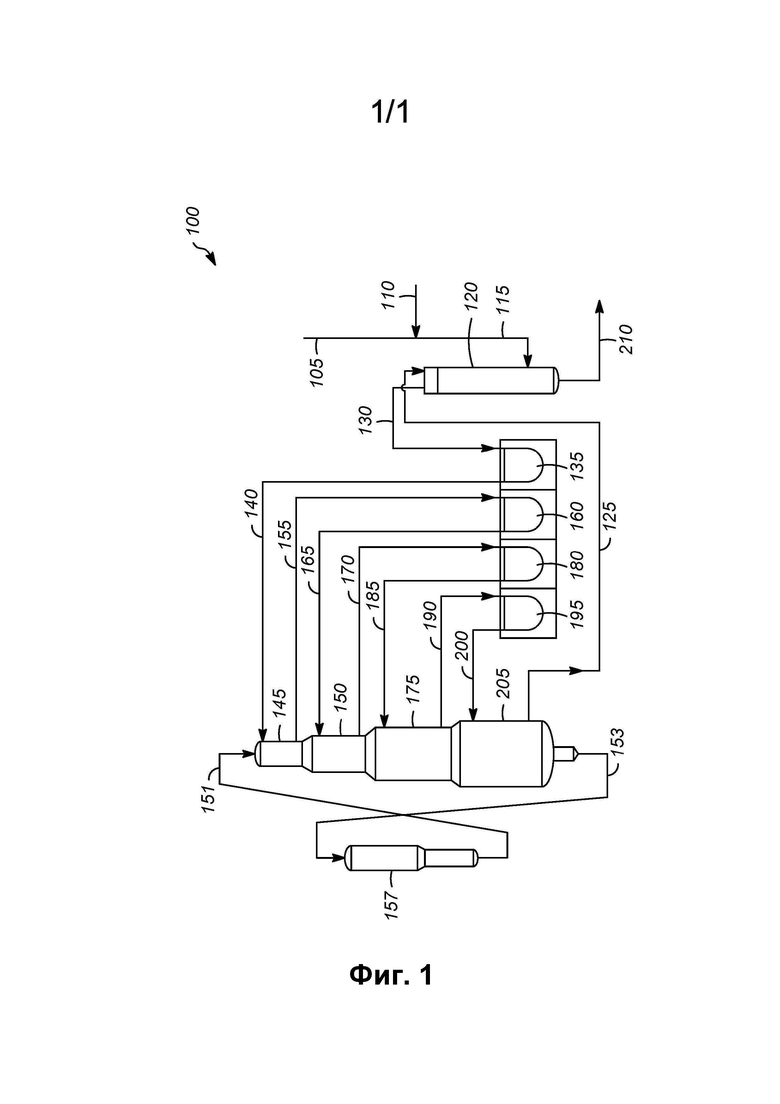
Изобретение относится к способу риформинга, в котором: углеводородный поток 105, имеющий в своём составе углеводороды, содержащие от 5 до 12 атомов углерода, вводят в зону риформинга, содержащую катализатор риформинга, при этом зона риформинга включает в себя по меньшей мере четыре реактора риформинга, причём каждый реактор риформинга характеризуется определённым набором рабочих условий риформинга для получения выходящего потока 125 риформата и последний реактор риформинга содержит меньше катализатора, чем предпоследний реактор риформинга, причем первый реактор 145 риформинга работает при температуре от 480°C до 560°C, второй реактор 150 риформинга работает при температуре от 510°C до 560°C, третий реактор 175 риформинга работает при температуре от 520°C до 560°C, а четвёртый реактор 205 риформинга работает при температуре от 540°C до 560°C и значение часовой объемной скорости жидкости (LHSV) в первом реакторе 145 риформинга составляет от 8,5 ч-1 до 20 ч-1, значение LHSV во втором реакторе 150 риформинга составляет от 8,5 ч-1 до 12 ч-1, значение LHSV в третьем реакторе 175 риформинга составляет от 6,5 ч-1 до 8,5 ч-1, а значение LHSV в четвёртом реакторе 205 риформинга составляет от 12 ч-1 до 30 ч-1. Использование предлагаемого способа позволяет увеличивать октановое число бензина без излишнего увеличения содержания ароматических соединений в бензине. 7 з.п. ф-лы, 1 ил., 2 табл., 1 пр.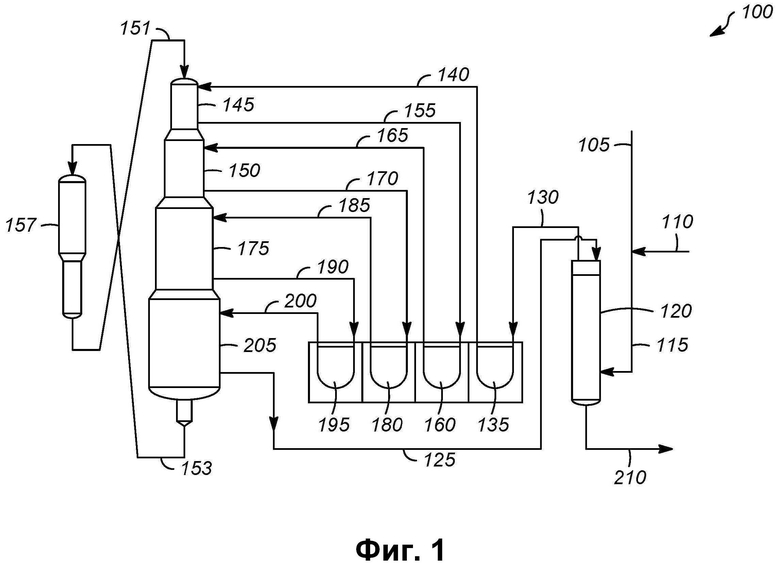
1. Способ риформинга, в котором:
углеводородный поток 105, имеющий в своём составе углеводороды, содержащие от 5 до 12 атомов углерода, вводят в зону риформинга, содержащую катализатор риформинга, при этом зона риформинга включает в себя по меньшей мере четыре реактора риформинга, причём каждый реактор риформинга характеризуется определённым набором рабочих условий риформинга для получения выходящего потока 125 риформата и последний реактор риформинга содержит меньше катализатора, чем предпоследний реактор риформинга, причем первый реактор 145 риформинга работает при температуре от 480°C до 560°C, второй реактор 150 риформинга работает при температуре от 510°C до 560°C, третий реактор 175 риформинга работает при температуре от 520°C до 560°C, а четвёртый реактор 205 риформинга работает при температуре от 540°C до 560°C и значение часовой объемной скорости жидкости (LHSV) в первом реакторе 145 риформинга составляет от 8,5 ч-1 до 20 ч-1, значение LHSV во втором реакторе 150 риформинга составляет от 8,5 ч-1 до 12 ч-1, значение LHSV в третьем реакторе 175 риформинга составляет от 6,5 ч-1 до 8,5 ч-1, а значение LHSV в четвёртом реакторе 205 риформинга составляет от 12 ч-1 до 30 ч-1.
2. Способ риформинга по п. 1, в котором последний реактор риформинга содержит меньше катализатора, чем любой другой реактор риформинга.
3. Способ риформинга по пп. 1 или 2, в котором последний реактор риформинга содержит менее 25% общего количества катализатора в зоне риформинга.
4. Способ риформинга по пп. 1 или 2, в котором разность между процентом от общего количества катализатора в последнем реакторе риформинга и процентом от общего количества катализатора в предпоследнем реакторе риформинга составляет, по меньшей мере, 10%.
5. Способ риформинга по пп. 1 или 2, в котором первый реактор 145 риформинга содержит от 15% до 35% общего количества катализатора, второй реактор 150 риформинга содержит от 25% до 35% общего количества катализатора, третий реактор 175 риформинга содержит от 35% до 45% общего количества катализатора и в котором четвёртый реактор 205 риформинга содержит от 10 до 25% общего количества катализатора.
6. Способ риформинга по пп. 1 или 2, в котором зона риформинга характеризуется восходящим температурным профилем.
7. Способ риформинга по пп. 1 или 2, в котором рабочая температура в последнем реакторе риформинга выше 540°C и/или в котором значение LHSV в последнем реакторе риформинга выше 10 ч-1.
8. Способ риформинга по пп. 1 или 2, в котором значение LHSV в последнем реакторе риформинга больше значения LHSV в любом другом реакторе риформинга.
| US 3864240 A, 04.02.1975 | |||
| US 6106696 A, 22.08.2000 | |||
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ | 2006 |
|
RU2388794C2 |

