Изобретение относится к области производства высокооктановых компонентов моторных топлив, ароматических углеводородов и водорода из бензиновых фракций нефтяного и газоконденсатного происхождения и С1-C4 - углеводородных газов. Оно может быть использовано в нефтеперерабатывающей и газоперерабатывающей промышленности.
Известны способы переработки бензиновых фракций нефти, выкипающих в пределах температур 62-190°С, в высокооктановые компоненты моторных топлив, ароматические углеводороды и водород каталитическим риформированием на катализаторах, содержащих платину, хлор и промоторы на оксидных носителях (G.P.Antos, A.M.Aitani, J.M.Parera / Catalytic Naphtha Reforming. Science and Technology, Marcel Dekker Inc., 1995).
Недостатком всех известных способов риформинга бензинов является образование наряду с целевым продуктом (высокооктановым С5+ риформатом) побочных газообразных С1-С5 углеводородов, выход которых составляет величины 15-20% в расчете на сырье.
Известен также способ получения высокооктановых компонентов моторных топлив путем риформирования бензиновых фракций с двухступенчатой сепарацией продуктов реакции (US 4615793, C10G 35/06, 1986). На первой стадии сепарации при повышенном давлении и низкой температуре от С5+ жидких продуктов реакции отделяется водородсодержащий газ (ВСГ), представляющий собой смесь водорода и С1-C4 углеводородных газов. Этот газ частично выводят из процесса, а часть возвращают в процесс путем смешения с бензиновой фракцией на входе в реактор риформинга. На второй стадии сепарации при более высокой температуре от С5+ жидких продуктов отделяют обедненный водородом и обогащенный С2-С5 углеводородами газ, который возвращают в зону реакции на смешение с сырьем. Недостатком известного способа является низкая эффективность разделения водорода и углеводородных газов методом сепарации, а также существенная энергоемкость процесса, обусловленная необходимостью компремирования углеводородного газа из сепаратора второй ступени до величины давления в зоне риформинга. Кроме того, данный способ не устраняет в значительной степени превращения исходного жидкого сырья в малоценные С1-С4 углеводородные газы. Как следствие, выход целевых высокооктановых жидких углеводородов составляет величины не более 80-85 мас.% в расчете на сырье.
Наиболее близким по достигаемому результату к предлагаемому является способ производства высокооктановых компонентов моторных топлив - БИФОРМИНГ-1 (RU 2144056, C10G 63/02, 10.01.2000). Способ включает биформинг в присутствии платиносодержащего катализатора с последующим отделением жидких высокооктановых продуктов и рециркуляцией C1-C4 углеводородных газов в зону биформинга. Образовавшуюся в процессе смесь газов (водород и С1-C4 углеводородные газы) подвергают разделению путем связывания (поглощения) водорода при контактировании с ароматическими углеводородами в зоне каталитического гидрирования, после чего жидкие продукты гидрирования (углеводороды циклогексанового ряда) отделяют от С1-С4 углеводородных газов. Последние рециркулируют в зону биформинга. С1-С4 углеводородные газы непрерывно рециркулируют в замкнутой системе из зоны гидрирования в зону биформинга и обратно без вывода их из процесса. В рециркулирующий поток газа подают дополнительное количество С1-С4 углеводородного газа из внешнего источника. Скорость связывания водорода в зоне гидрирования поддерживают равной скорости выделения водорода в зоне биформинга. Продукты гидрирования разделяют на жидкие (углеводороды циклогексанового ряда) и газообразные С1-С4 углеводороды в газожидкостном сепараторе. Связанный водород в виде циклогексановых углеводородов выводят из процесса. Циклогексановые углеводороды направляют в зону каталитического дегидрирования. В зоне дегидрирования при температуре 300-500°С на катализаторе, содержащем металл(ы) VIII группы, углеводороды циклогексанового ряда превращаются в ароматические углеводороды и водород. Водород отделяют от ароматических углеводородов в сепараторе и выводят из процесса. Ароматические углеводороды направляют в зону гидрирования непрерывно для связывания выделяющегося в процессе биформинга водорода. Растворенные в жидких высокооктановых продуктах С3-С4 углеводородные газы выделяют в ректификационной колонне и возвращают в реакционную зону биформинга на смешение с сырьем (бензиновой фракцией). Растворенные в жидких циклогексановых углеводородах С1-С4 углеводородные газы отделяют ректификацией и непрерывно рециркулируют на смешение с жидким сырьем процесса БИФОРМИНГА-1. Таким образом, все образующиеся в процессе С1-С4 углеводородные газы в известном способе рециркулируют в реакционную зону биформинга на вторичную переработку совместно с жидкой бензиновой фракцией.
Технический результат, достигаемый в известном способе производства высокооктановых компонентов моторных топлив, состоит в увеличении выхода целевого продукта и достигается
1) за счет превращения С1-С4 - углеводородных газов в С5+ - высокооктановые компоненты;
2) за счет снижения интенсивности реакций газообразования (гидрокрекинга) высокомолекулярных компонентов бензиновых фракций.
В совокупности реализация двух вышеназванных эффектов обеспечивает увеличение выхода высокооктанового компонента до 92-98 мас.% в расчете на поданную в переработку бензиновую фракцию.
Недостатком известного способа производства компонентов моторных топлив является достаточно быстрая динамика снижения активности катализатора, особенно в начальном периоде реакционного цикла при одновременном введении в реакционную зону наряду с жидким сырьем (бензином) С1-С4 - углеводородных газов. Компоненты легких углеводородных газов, соадсорбируясь на поверхности «свежего» катализатора, образуют прочноадсорбированные углеводородные фрагменты, которые являются зародышеобразователями кокса и причиной преждевременной дезактивации катализатора, чем снижают выход высокооктановых продуктов.
Указанные недостатки устраняются предлагаемым способом производства высокооктановых компонентов моторных топлив, ароматических углеводородов и водорода.
Эта задача решается проведением процесса в присутствии катализатора, содержащего кислотный компонент из числа - гидрооксохлорид алюминия формулы Al(OH)Cl2; поверхностный оксихлорид олова формулы SnOCl2; поверхностные оксисульфаты металлов - алюминия, титана, циркония, гафния - общей формулы MeOSO4, где Me - Al, Ti, Zr, Hf, и металлический компонент - платину и рений или платину и палладий в форме поверхностных сульфидов PtS0,5, PdS0,5, ReS0,5, при следующем содержании компонентов, мас.%:
причем процесс проводят в две стадии, где в первой стадии катализатор подвергают старению путем обработки его углеводородами С5+ в количестве не менее 75 кг на 1 кг катализатора при температуре не более 480°С, а во второй стадии переработке подвергают смесь бензиновых фракций и С1-С4 - углеводородных газов в С5+ - высокооктановые компоненты моторных топлив при температуре более 460°С и при постоянной подаче в реакционную зону воды и хлорорганического соединения для поддержания влажности водородсодержащего газа в пределах от 10-25 ppm и мольного соотношения вода/хлороводород в пределах 15-25.
В качестве носителя катализатор содержит оксид алюминия или смесь оксида алюминия с алюмосиликатом с удельной поверхностью не менее 200 м2/г.
Существенным отличительным признаком предлагаемого способа совместной переработки С1-С4 углеводородных газов и бензиновых фракций является применение катализатора, в котором совместно присутствуют металлические и кислотные компоненты.
Функция металлического компонента состоит в проведении реакций дегидроциклизации молекул алканов. Функция кислотного компонента состоит в ослаблении углерод-углеродных связей и образовании дегидрогенизованных интермедиатов чрезвычайно реакционных ионов карбония [Satterfield C.N. Heterogeneous Catalysis in Practice. McGraw-Hill, Inc., 1980]. Функция носителя катализатора состоит в том, что он обеспечивает тесный контакт между кислотным и металлическим компонентами и создает развитую мезопористую структуру с величиной поверхности более 200 м2/г. В совокупности такая структура обеспечивает доступность активных компонентов для реагентов и снимает диффузионные торможения реакций.
Наилучший технический результат в предлагаемом способе производства моторных топлив обеспечивается при осуществлении процесса в две стадии.
В первой стадии катализатор подвергают «старению» (приработке) в типичных условиях каталитического риформинга бензиновых фракций в количестве не менее 75 кг фракции на 1 кг катализатора с выработкой риформата с октановым числом по исследовательскому методу (ИОЧ) не более 92 п. В данной стадии на поверхности катализатора происходит образование углеводородных фрагментов, которые выступают промежуточными интермедиатами реакций ароматизации компонентов бензиновых фракций. Наличие данных углеводородов является необходимым условием превращения С1-С4 углеводородных газов в типичные высокооктановые компоненты во второй стадии процесса. Легкие углеводородные газы, соадсорбируясь с более тяжелыми углеводородами бензинов, входят в состав единого переходного комплекса и превращаются в ароматические углеводороды и водород. При этом исключается возможность прочной диссоциативной адсорбции легких углеводородных газов, которая на поверхности «свежего» (неприработанного) катализатора является причиной дезактивации и снижения эффективности процесса.
Во второй стадии процесса переработке подвергают смесь бензиновых фракций в пределах кипения 62-190°С и С1-С4 углеводородных газов с массовым отношением С1-С4/С5+ не менее 0,03 в С5+ высокооктановые компоненты моторных топлив. При этом достигается технический результат предлагаемого способа, который проявляется в увеличении стабильности работы катализатора и увеличении выхода высокооктановых бензинов. Процесс во второй стадии проводят при температуре более 460°С.
Другим существенным признаком предлагаемого способа производства высокооктановых компонентов моторных топлив является постоянная подача в реакторную зону во второй стадии воды и хлороорганического соединения с таким расчетом, чтобы влажность ВСГ была в пределах от 10 до 25 ppm, а мольное отношение вода/хлороводород (H2O/HCl) в пределах 15-25.
Известно, что скорость дезактивации катализаторов дегидрогенизационных процессов зависит от соотношения скоростей образования и регенерации (гидрирования) прочноадсорбированных углеводородных фрагментов высокой степени дегидрогенизации на поверхности катализатора (предшественники кокса). Одним из основных условий хорошей стабильности процесса является обеспечение равенства скоростей образования и гидрирования предшественников кокса на катализаторе [V.Duplyakin, A.Belyi, N.Ostrovskii. New reforming catalysts of high resistance to deactivation // New Challendgers in Catalysis. Serbian Academy of Sciences and Arts. Nivi Sad. 1999. p.89]. В свою очередь скорость процессов коксообразования и гидрирования зависит от количества и активности водорода. Под активностью понимают кинетические закономерности активации и диффузии (spillover) водорода по поверхности, от которых зависит скорость процесса саморегенерации.
Упрощенно процесс активации водорода можно представить следующим образом. Активация молекулярного водорода происходит на металлическом компоненте катализатора. Этот процесс состоит из стадий адсорбции, диссоциации, диффузии по поверхности и взаимодействия с углеводородами. Скорость хемосорбции и диссоциации водорода зависит от природы металлического компонента. А скорость диффузии определяется степенью окисления поверхности катализатора, которая в свою очередь определяется присутствием в реакционной зоне веществ-окислителей. В качестве такого вещества в предложенном способе используется вода в астехиометрических количествах, ее содержание в ВСГ от 10 до 25 ppm. Попадая в зону реакции, вода диссоциирует на водород и кислород. Последний при повышенных температурах окисляет поверхность катализатора. Степень окисления поверхности при этом определяется содержанием воды в реакционной зоне.
Таким образом, на поверхности катализатора реализуется непрерывный окислительно-восстановительный процесс (редокс), скорость которого определяет скорость диффузии активированного водорода по поверхности и, как следствие, скорость гидрирования предшественников кокса (скорость саморегенерации катализатора).
Однако присутствие воды в зоне реакции приводит к увеличению скорости вымывания хлора, который содержится в составе кислотного компонента бифункциональных катализаторов предлагаемого способа производства моторных топлив.
Во избежание выноса хлора из состава катализатора в предлагаемом способе в зону реакции, наряду с водой, постоянно подают хлорорганические соединения с таким расчетом, чтобы мольное отношение H2O/HCl составляло от 15 до 25. В таких условиях достигается равенство оптимальных скоростей диффузии водорода по поверхности и саморегенерации катализатора. Это обеспечивает высокую стабильность процесса во второй стадии и, как следствие, увеличение производства высокооктановых компонентов моторных топлив.
Совместная подача смеси легких С1-С4 и тяжелых С5+ углеводородов приводит к совместной хемосорбции легких и тяжелых молекул на активных центрах, их сопряженной активации и, как следствие, встраиванию легких молекул в более длинные и их дальнейшему превращению в изопарафиновые и ароматические углеводороды. Данный процесс осуществляется на поверхности катализатора через переходный комплекс из легких и тяжелых углеводородов, обеспечивая увеличение эффективности образования высокооктановых компонентов.
Эффективность предлагаемого способа производства высокооктановых компонентов моторных топлив достигается способом приготовления катализатора, который обеспечивает необходимые химический состав катализатора и состояние компонентов активной фазы.
Катализатор готовят в две стадии. На первой стадии в состав катализатора вводят кислотный компонент любым известным способом с последующей сушкой и прокалкой полученного полупродукта. Кислотный компонент вводят либо смешением соответствующих соединений с гидрооксидом алюминия с последующей формовкой в экструдаты, сушкой и прокаливанием, либо обработкой сформованного и прокаленного носителя растворами соответствующих реагентов с последующей сушкой и прокалкой. Одним из существенных условий получения высокой активности и селективности катализатора является получение дефектной кристаллической структуры кислотного носителя в первой стадии его приготовления. Данное условие обеспечивается смешением гидрооксида алюминия или смеси гидрооксида алюминия и алюмосиликатной глины с органическими кислотами, такими как муравьиная, уксусная, щавелевая и т.д. При этом образуются органические соли алюминия, которые в процессе высокотемпературной прокалки разлагаются и формируют дефекты кристаллической структуры кислотного носителя. Критерием дефектности является истинная плотность носителя, которая должна быть не более величины 3,0-3,1 г/см3. Наличие дефектности кристаллической структуры кислотного носителя является главным условием образования ионных форм металлов со степенью окисления n>1 во второй стадии приготовления катализатора.
Металлические компоненты из числа металлов VII и VIII групп вводят на второй стадии приготовления катализатора путем пропитки кислотного носителя растворами соответствующих соединений. Необходимым условием для реализации эффектов сильного взаимодействия металл - носитель является применение повышенных (не менее 80°С) температур и кислот конкурентов. Затем катализатор подвергают сушке, прокалке, восстановлению и осернению.
Количество металлов платиновой группы, находящихся в ионном состоянии (степень окисления n больше нуля), определяется адсорбционным методом, описанным в [Belyi A.S., Kiryanov D.I., Smolikov M.D. et. al. O2-adsorption and (O2-H2)-titration on electron deficient platinum in reforming catalysts. React. Kinet. Catal. Lett., 1994, V.53, №1, p.183; Belyi A.S. New notion of active surface composition of reforming catalysts. React. Linet. Catal. Lett., 1996, V.57, №2, р.349].
Сущность изобретения иллюстрируется следующими примерами.
Пример 1. Иллюстрирует известный способ совместной переработки С1-С4 углеводородных газов и бензиновой фракции в высокооктановые компоненты моторных топлив.
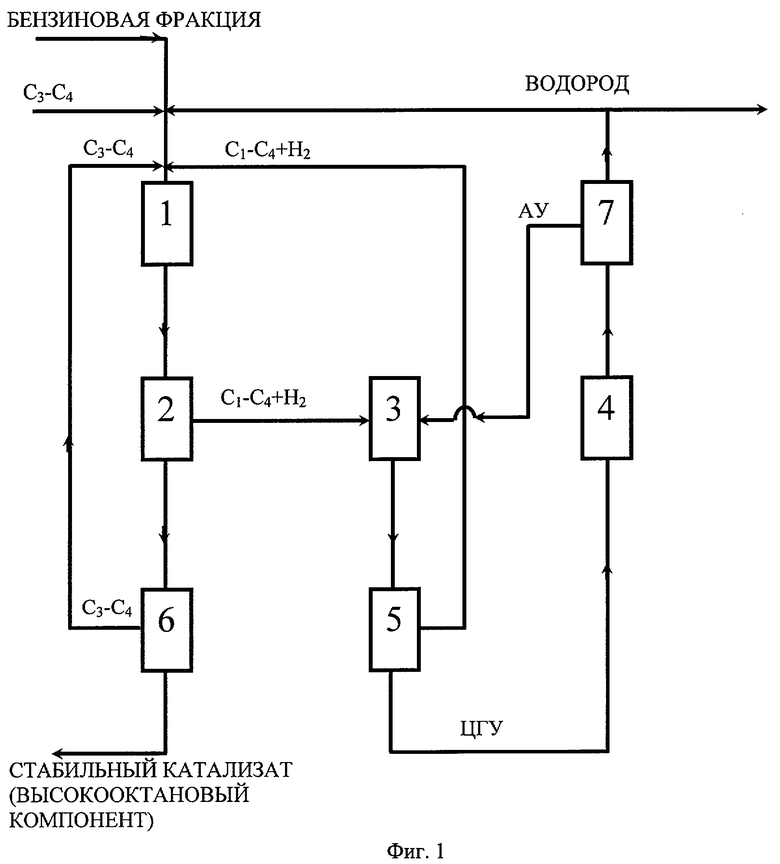
Процесс проводят на установке, принципиальная технологическая схема которой приведена на фиг.1, где
1 - реактор совместной переработки С1-С4 газов и бензиновых фракций;
2 - сепаратор для отделения ВСГ (Н2+С1-С4) от С5+ - жидких продуктов;
3 - реактор гидрирования для связывания H2 и отделения его от C1-С4;
4 - реактор дегидрирования метилциклогексана в водород и толуол;
5 - узел отделения C1-C4 - углеводородных газов от метилциклогексана;
6 - узел отделения C3-C4 - углеводородных газов от С5+ - нестабильного катализата;
7 - сепаратор для разделения водорода и толуола;
АУ - ароматические углеводороды;
ЦГУ - углеводороды циклогексанового ряда (метилциклогексан).
В процессе используют реактор 1 с объемом реакционной зоны 100 см3. В реактор загружают полиметаллический катализатор следующего состава, мас.%: платина 0,25; рений 0,3; хлор 1,0; носитель (оксисульфат алюминия) - остальное до 100. В реакторы гидрирования 3 и дегидрирования 4 загружают этот же катализатор в количестве по 25 см3 в каждый. Перед началом процесса катализаторы в каждом реакторе восстанавливают водородом при 500°С, давлении 1,0 МПа, скорости подачи водорода 10 нл/ч. Сырьем для процесса служит смесь н-бутана (3,0 мас.%) и бензиновой фракции 105-185°С (100 мас.%) с плотностью 0,743 г/мл, которые смешивают с водородсодержащим газом и подают в реакционную зону процесса при температуре 495°С и давлении 2,2 МПа со скоростью 150 мл/ч. Продукты реакции из реактора 1 охлаждают и подают в сепаратор 2, где происходит разделение нестабильного катализата и водородсодержащего газа.
Далее жидкие С5+-углеводороды (нестабильный катализат) направляют на стабилизацию в ректификационную колонну 6, в которой происходит разделение продуктов на С3-С4 - сжиженные газы и стабильный высокооктановый катализат. Катализат непрерывно выводят из процесса, а сжиженные газы рециркулируют на вход в реакционную зону.
Водород (80 об.%) и легкие углеводородные газы из сепаратора 2 подают в реакционную зону гидрирования 3, куда также подают толуол со скоростью 62 мл/ч. В реакторе гидрирования в присутствии катализатора при температуре 250°С и давлении 2,2 МПа происходит отделение газообразного водорода от С1-С4 газов путем вхождения в состав образующегося при гидрировании метилциклогексана. Продукты реакции охлаждают и подают в сепаратор 5. Здесь за счет большой разницы в температурах кипения метилциклогексана и С1-С4 углеводородных газов происходит их разделение. Углеводородные газы и часть непрореагировавшего водорода рециркулируют в реакционную зону на смешение с непрерывно подаваемой бензиновой фракцией 105-185°С.
Метилциклогексан, содержащий в своем составе химически связанный водород, подвергают дегидрированию в реакторе 4 при температуре 500°С, при этом образуются толуол и водород в мольном отношении 1:3. Продукты дегидрирования разделяют на водород и толуол в сепараторе 7. Водород выводится из процесса, а также частично может подаваться в рецикл на вход реактора 1. Чистота водорода составляет выше 97 об.%. Жидкий толуол возвращают в зону гидрирования для отделения водорода от С1-С4 углеводородных газов.
Таким образом, реализуется основной принцип процесса, который состоит в том, что образующиеся в процессе углеводородные С1-С4 газы не выводятся полностью из процесса в качестве побочных малоценных продуктов, а интенсивно рециркулируют в реакционную зону, где вступают в совместные превращения с высокомолекулярными компонентами бензина с образованием высокооктановых компонентов моторных топлив. При этом достигается основной технический результат процесса, состоящий в увеличении выхода высокооктанового компонента до 92 мас.% и более в расчете на поданную в переработку прямогонную бензиновую фракцию.
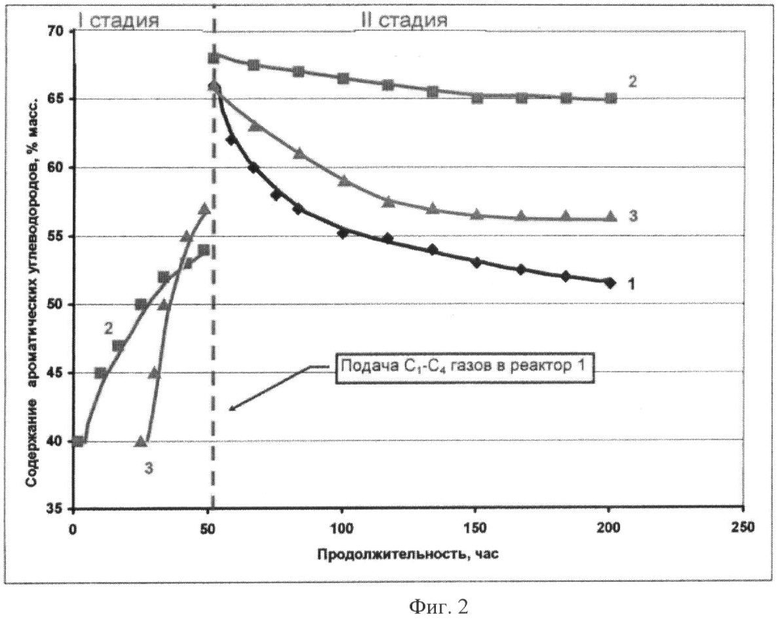
На фиг.2 приведены данные по изменению содержания октаноповышающих ароматических углеводородов при осуществлении процесса в течение 150 часов, где
1) известный способ - пример 1;
2) предлагаемый - пример 2;
3) для сравнения - пример 3.
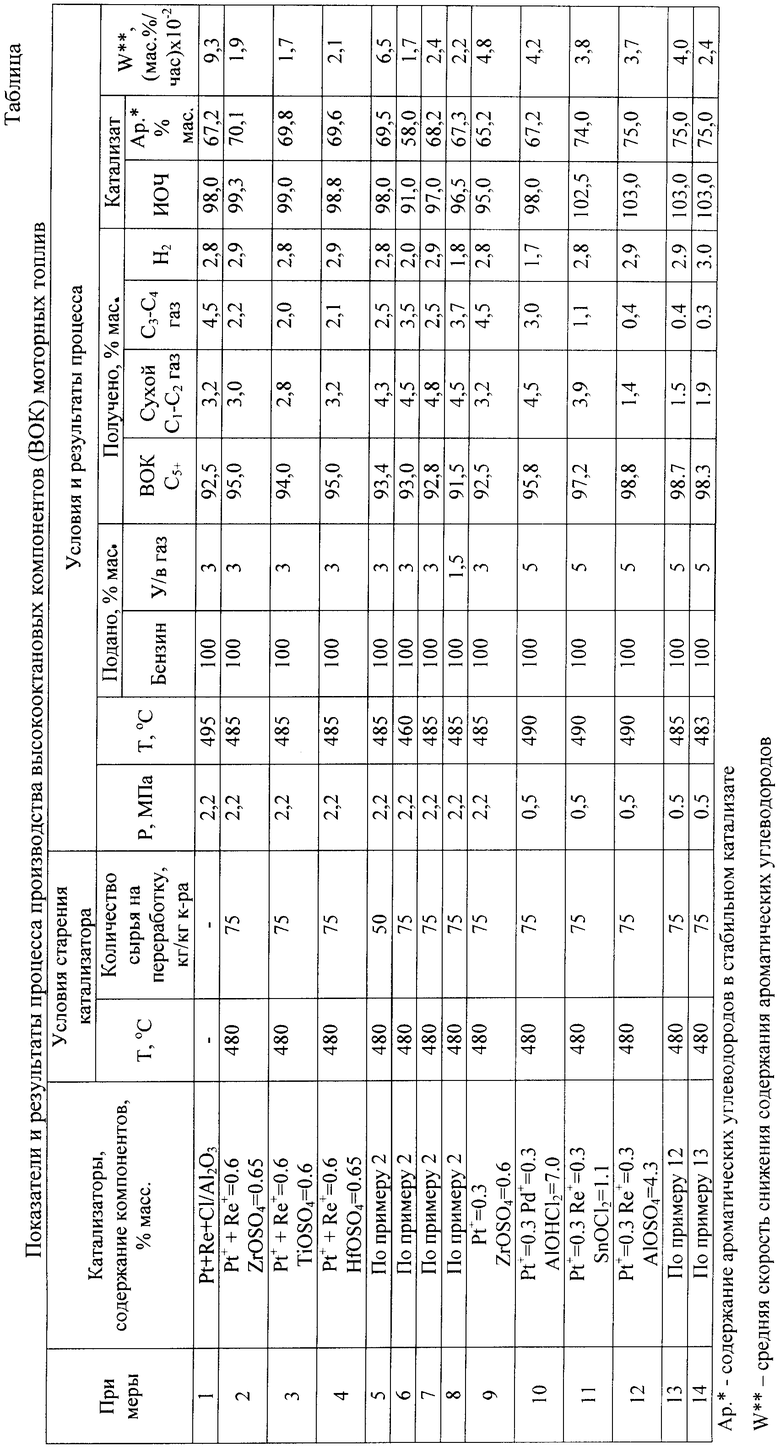
Из данных, представленных на фиг.2, следует, что при подаче в реактор на свежий катализатор смеси углеводородных газов и бензина (кривая 1) при температуре 495°С наблюдается достаточно быстрая динамика снижения активности катализатора. Содержание ароматических углеводородов в течение первых суток проведения процесса снижается с 65 мас.%. до 59 мас.%. Это свидетельствует о том, что подача углеводородных газов на свежую поверхность катализатора приводит к интенсивной дезактивации катализатора. Средняя скорость снижения содержания ароматических углеводородов (W) составляет 9,3 (мас.%/час)×10-2.
Указанный недостаток устраняется предлагаемым способом.
Пример 2. Иллюстрирует предлагаемый способ производства высокооктановых компонентов моторных топлив, катализатор и способ его приготовления. В процессе используют катализатор следующего состава, мас.%:
Кислотный компонент вводят в состав катализатора перемешиванием раствора соли сульфатоцирконила в уксусной кислоте с гидроокисью алюминия (модификация псевдобемита). Отношение уксусная кислота/AlOOH составляет 0,02 (в расчете на прокаленный оксид алюминия). Смесь подсушивают при перемешивании до влажности 58 мас.%, формуют в экструдаты диаметром 2 мм, сушат до влажности 20 мас.%, прокаливают до влажности 1,0 мас.%. Истинная плотность продукта составляет 3,1 г/см3.
Кислотный носитель вакуумируют до остаточного давления 0,01 МПа и увлажняют водой (80 мл воды на 100 г носителя), затем обрабатывают 60 мл водного раствора, содержащего 0,3 г платины в виде платинохлористоводородной кислоты, 0,3 г рения в виде HReO4, 0,6 г соляной кислоты. Носитель обрабатывают 1 ч при температуре 30°С, а затем 1 ч при 80°С. В пропиточный раствор добавляют 0,03 г щавелевой кислоты и 0,15 г перекиси водорода. Обработку продолжают 0,5 ч при перемешивании. Затем раствор сливают, катализатор сушат при 120°С до влажности 12 мас.%, прокаливают до влажности 2,0 мас.%, восстанавливают водородом при 500°С и осерняют сероводородом из расчета S/Pt=0,5 (моль).
Катализатор загружают в реактор 1 в количестве 100 см3. В реакторы гидрирования 3 и дегидрирования 4 загружают катализатор по примеру 1.
Процесс получения компонентов моторных топлив проводят в две стадии.
В первой стадии катализатор подвергают приработке (старению) путем подачи в реактор 1 смеси бензиновой фракции (с объемной скоростью 1,5 ч-1) и водорода (одноразово заполняют систему водородом до давления 1,0 МПа) при температуре 400°С. В этих условиях начинают протекать реакции ароматизации нафтеновых углеводородов. Образующиеся водород и углеводородные газы выводят из процесса. Температуру постепенно поднимают до 460°С (за 6 ч), а затем до 480°С за 10-12 ч. Данный температурный режим способствует образованию на поверхности углеводородных фрагментов, которые выступают интермедиатами образования изопарафиновых и ароматических углеводородов. Процесс старения активной поверхности протекает медленно, и для его завершения необходимо не менее 24-36 ч, что эквивалентно переработке не менее 75 кг сырья на 1 кг катализатора. Критерием завершения процесса старения катализатора является стабилизация параметров содержания ароматических углеводородов в жидких продуктах и их октановых чисел. Оптимальными параметрами режима старения катализатора является режим выработки риформата с ИОЧ не более 92 п., что достигается при содержании ароматических углеводородов до 63 мас.% при температуре не более 485°С. После чего приступают ко второй стадии процесса, организуя рециркуляцию С1-С4 углеводородных газов из сепаратора 5 и С3-С4 - сжиженных газов из сепаратора 6 (фиг.1) в реакционную зону - в реактор 1.
Приработанная поверхность катализатора содержит углеводородные интермедиаты реакции ароматизации, которые препятствуют глубокой дегидрогенизации С3-С4 - алканов и способствуют их превращению в условиях совместной конверсии с бензином в высокооктановые компоненты моторных топлив. В этих условиях (кривая 2, фиг.2) процесс протекает стабильно, чем обеспечивается цель предлагаемого способа - увеличение производства ароматических углеводородов, которые являются основными октаноповышающими компонентами моторных топлив. Скорость снижения содержания ароматических углеводородов составляет 1,9 (мас.%/час)×10-2, что в 5 раз меньше, чем в примере 1. Стабильная работа катализатора обеспечивается также тем, что в поток сырья на вход реактора 1 непрерывно подкачивают воду и хлорорганическое соединение из числа - дихлорэтан, трихлорэтилен, четыреххлористый углерод. Скорость подачи воды поддерживают такой, чтобы влажность ВСГ из сепаратора 2 была равной 10-25 ppm, а мольное отношение H2O/HCl в пределах 15-25. Данная операция является необходимой для поддержания на оптимальном уровне кислотной функции катализатора в процессе длительной работы в условиях реакционного цикла. Если подача воды и хлора в реакционную зону отсутствует, а также при влажности ВСГ более 25 ppm эффективность процесса снижается. Основные параметры и результаты предлагаемого способа приведены в таблице.
Усредненный выход высокооктанового компонента (ВОК) с ИОЧ=99,3 п. при оптимальных условиях составляет 95 мас.% в расчете на бензиновую фракцию, что свидетельствует о достижении целей предлагаемого изобретения.
Пример 3. Аналогичен примеру 2, но кислотный компонент TiOSO4 в количестве 0,6 мас.% вводят в состав катализатора перемешиванием раствора соли сульфата титанила в уксусной кислоте с гидроокисью алюминия.
Истинная плотность продукта составляет 3,17 г/см3.
Скорость снижения содержания ароматических углеводородов составляет 1,7 (мас.%/час)×10-2, что в 5,5 раза меньше, чем в примере 1.
Средний выход ВОК с ИОЧ=99 п. при оптимальных условиях составляет 94 мас.% в расчете на бензиновую фракцию, что свидетельствует о достижении целей предлагаемого изобретения.
Пример 4. Аналогичен примеру 2. В качестве кислотного компонента используют HfOSO4 в количестве 0,65 мас.%, который вводят в состав катализатора перемешиванием раствора соли сульфата гафния в уксусной кислоте с гидроокисью алюминия (модификация псевдобемита).
Истинная плотность продукта составляет 3,16 г/см3.
Скорость снижения содержания ароматических углеводородов составляет 2,1 (мас.%/час)×10-2, что в 4,4 раза меньше, чем в примере 1. Основные параметры и результаты предлагаемого способа приведены в таблице.
Усредненный выход ВОК с ИОЧ=98,8 п. при оптимальных условиях составляет 95 мас.% в расчете на бензиновую фракцию, что свидетельствует о достижении целей предлагаемого изобретения.
Пример 5. Иллюстрирует влияние условий стадии старения свежего катализатора.
Способ старения (приработки) осуществляют так же, как в примере 2, с тем отличием, что время старения уменьшено с 50 ч до 25 ч (с 75 кг до 37,5 кг сырья на 1 кг катализатора), и в завершающей стадии старения условия обеспечивали более жесткий режим по сравнению с примером 2. При температуре в реакторе 1, равной 485°С ИОЧ катализата составляет 98 п. при содержании ароматических углеводородов 69,5 мас.%. Данные по результатам процесса приведены в таблице, из которой следует, что в условиях приработки по примеру 5 эффективность процесса во второй стадии снижается (по сравнению с примером 2). Скорость снижения содержания ароматических углеводородов составляет 6,5 (мас.%/час)×10-2, что в 3,4 раза превышает данный показатель по примеру 2. Следовательно, более оптимальными условиями старения катализатора является режим с выработкой ВОК с ИОЧ не более 92 п. в количестве не менее 75 кг на 1 кг катализатора.
Пример 6. Иллюстрирует влияние температуры процесса на выход и характеристики получаемого высокооктанового продукта при совместной переработке С1-С4 - углеводородных газов с бензином.
Способ переработки такой же, как в примере 2, с тем отличием, что переработку осуществляют в реакторе 1 (фиг.1) при температуре 460°С. В этом случае ИОЧ катализата составляет 91 п. при содержании ароматических углеводородов 58 мас.%. Следовательно, цель изобретения достигается при осуществлении процесса при температурах реакции более 460°С.
Пример 7. Способ осуществляют по примеру 2 с тем отличием, что воду в реакционную зону подают в количестве 20 ppm, а хлор в количестве 0,5 ppm в расчете на сырье. При этом влажность ВСГ составляет 30 ppm, а соотношение H2O/Cl более 40. Из данных таблицы следует, что при проведении процесса в условиях повышенной влажности (более 25 ppm) и при недостаточных количествах подаваемого в систему хлора эффективность процесса снижается. Выход ВОК по сравнению с примером 2 снижается с 95,0 до 92,8 мас.%, а ИОЧ с 99,3 до 97 п. Скорость дезактивации увеличивается с 1,9 до 2,9 (мас.%/час)×10-2.
Пример 8. Иллюстрирует снижение эффективности процесса при уменьшении количества С1-С4 - углеводородного газа, подаваемого в переработку, с 3,0 до 1,5 мас.%.
Переработку смеси С1-С4 - углеводородных газов и бензиновой фракции ведут по примеру 2 с тем отличием, что количество подаваемого в переработку газа из внешнего источника уменьшается с 3,0 до 1,5 мас.% по отношению к бензиновой фракции. При этом выход ВОК уменьшается с 95,0 до 91,5 мас.%, а ИОЧ с 99,3 до 96,5 п.
Пример 9. Иллюстрирует эффект снижения в составе катализатора кислотного компонента менее 0,5 мас.% и металлического компонента менее 0,5 мас.%.
В процессе используют катализатор следующего состава, мас.%:
Кислотный компонент вводят перемешиванием раствора соли сульфата цирконила (0,3 г соли на 100 г оксида алюминия) в уксусной кислоте с гидрооксидом алюминия (модификация псевдобемита). Отношение уксусная кислота/AlOOH составляет 0,02. Смесь подсушивают при перемешивании до влажности 60 мас.%, формуют в экструдаты d=2,0 мм, сушат до влажности 20 мас.%, прокаливают до влажности 1,0 мас.%. Кислотный носитель вакуумируют до остаточного давления 0,01 МПа и увлажняют водой (80 г воды на 100 г оксида алюминия). Затем носитель обрабатывают 60 мл водного раствора, содержащего 0,3 г платины в виде платинохлористоводородной кислоты и 1,0 г соляной кислоты. Носитель обрабатывают раствором при перемешивании в течение 1 ч при температуре 30°С, а затем 1 ч при 80°С. В пропиточный раствор добавляют 0,03 г щавелевой кислоты и 0,15 г перекиси водорода. Обработку продолжают 0,5 ч. После этого раствор сливают, катализатор сушат при 120°С до влажности 12 мас.%, прокаливают до влажности 2,0 мас.%, восстанавливают водородом при 500°С и проводят осернение сероводородом из расчета S/Pt=0,5 (моль).
Процесс проводят по примеру 2. Результаты процесса приведены в таблице. Из этих результатов следует, что применение в предложенном способе катализатора с содержанием кислотного и металлического компонентов менее 0,5 мас.% каждого приводит к снижению выхода ВОК с 95,0 до 92,5 мас.% и ИОЧ с 99,3 до 95,0 п.
Пример 10. Иллюстрирует предлагаемый способ с применением катализатора следующего химического состава, мас.%:
Кислотный компонент вводят в катализатор на первой стадии известным способом (SU 1019706, 22.01.1983 г.).
Для приготовления кислотного компонента 100 г оксида алюминия обрабатывают раствором, содержащим 7 г растворенного в изопропиловом спирте хлористого водорода. Взаимодействие хлористого водорода с оксидом алюминия осуществляют в режиме циркуляции раствора через слой носителя при комнатной температуре в течение 2 ч. Затем раствор отделяют, носитель сушат и прокаливают при 500°С до остаточной влажности 2,0 мас.%. Продукт содержит 7,0 мас.% хлора и отвечает формуле Al19O23 AlOHCl2.
Кислотный носитель вакуумируют до остаточного давления 0,01 МПа и увлажняют водой (80 г воды на 100 г оксида алюминия). Затем носитель обрабатывают 60 мл водного раствора, содержащего 0,3 г платины в виде платинохлористоводородной кислоты, 0,3 г палладия в виде хлорида палладия и 0,8 г соляной кислоты. Носитель обрабатывают 1 ч при температуре 25°С, а затем 1 ч при 80°С. Раствор сливают, катализатор сушат, прокаливают, восстанавливают водородом при 500°С и осерняют сероводородом из расчета S/Pt=0,5 (моль).
Процесс проводят в условиях, приведенных в таблице. В реактор 1 в процессе опыта непрерывно подают воду для поддержания влажности ВСГ на уровне 25 ppm и дихлорэтан для поддержания мольного отношения вода/хлороводород, равного 25.
Данный пример иллюстрирует возможность снижения величины рабочего давления процесса с 2,2 до 0,5 МПа.
Пример 11. В процессе используют катализатор следующего состава, мас.%:
Кислотный компонент вводят в состав катализатора известным способом (SU 1210284, B01J 23/62, 23.04.1984 г.). 27 г металлического алюминия растворяют в 110 мл 10% раствора соляной кислоты. Полученный раствор нейтрализуют 10% раствором гидрооксида натрия до pH=8-9 и перемешивают с 0,6 г четыреххлористого олова в расчете на металл. Осадок промывают, формуют при влажности 60 мас.% в экструдаты, сушат и прокаливают при 630°С. 100 г полученного носителя обрабатывают 350 мл раствора, содержащего 6,4 г хлористого водорода. Носитель сушат и используют для приготовления катализатора. Носитель отвечает общей формуле Al20O29 (SnO2Cl2)0,05. Далее по примеру 2.
Процесс проводят в условиях, приведенных в таблице.
В реактор непрерывно подают воду для поддержания влажности ВСГ на уровне 10 ppm и трихлорэтилен для поддержания мольного соотношения вода/хлороводород, равного 15.
Данный пример иллюстрирует возможность получения предложенным способом высокооктанового компонента с ИОЧ более 100 п.
Пример 12. В процессе используют катализатор следующего состава, мас.%:
Оксисульфат алюминия готовят известным способом (RU 2050187, B01J 23/656, 20.12.1995).
Гидрооксид алюминия (80 г в расчете на оксид алюминия) перемешивают с 20 г монтмориллонита (в пересчете на прокаленный алюмосиликат) и с серной кислотой (3,0 г) при 20°С с добавлением 8,2 мл уксусной кислоты. Массу формуют в гранулы, сушат и прокаливают при 580 С. В этих условиях образуется оксисульфат состава Al19O27 (AlOSO4)0,32 с содержанием сульфат-иона 3,0 мас.%. Далее по примеру 2.
Процесс проводят в условиях, приведенных в таблице. Процесс обеспечивает получение ВОК с ИОЧ 103 п. с выходом 98,8 мас.%.
Пример 13. Процесс проводят по примеру 12, но с тем отличием, что он протекает в системе из трех реакторов.
Реакции образования высокооктановых компонентов моторных топлив, включающих в свой состав ароматические углеводороды, в условиях процесса протекают с большим эндотермическим эффектом, который обуславливает появление градиента температуры по длине слоя катализатора, в результате чего катализатор на выходе из реактора находится при меньшей температуре, чем на входе в реактор. Это снижает эффективность процесса. Использование того же количества катализатора 100 см3, но с загрузкой в трех последовательно расположенных реакторах меньших размеров с промежуточным подогревом реакционной смеси до заданной температуры существенно повышает эффективность процесса. Это проявляется в достижении высоких показателей при меньших по величине температурах.
Пример 14. Процесс проводят по примеру 13, но с тем отличием, что его осуществляют в реакторах с радиальным потоком смеси через слой катализатора в направлении от центра к периферии реактора. В этом случае снижение температуры по слою катализатора из-за эндотермического эффекта реакции компенсируется уменьшением объемной скорости (увеличением времени контакта) в результате увеличения объема катализатора при движении потока от центра реактора к периферии. В данном варианте возрастает эффективность процесса (см.таблицу). Это проявляется в достижении высоких показателей при еще более низких температурах.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ (ЭКОФОРМИНГ) | 2006 |
|
RU2417251C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ (БИФОРМИНГ-1) | 1999 |
|
RU2144056C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ (БИФОРМИНГ-2) | 1999 |
|
RU2144942C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАНА (ВАРИАНТЫ) | 1997 |
|
RU2135441C1 |
| Способ получения моторного топлива и синтетических углеводородов | 2023 |
|
RU2807763C1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ ПЕРЕРАБОТКИ МЕТАНА | 2001 |
|
RU2186755C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВОГО БЕНЗИНА ИЗ УГЛЕВОДОРОДОВ C4-, СОДЕРЖАЩИХ ОЛЕФИНЫ И БУТАДИЕН | 2004 |
|
RU2277525C1 |
| СПОСОБ КАТАЛИТИЧЕСКОГО РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ | 2007 |
|
RU2337127C1 |
| ЦЕОЛИТСОДЕРЖАЩИЙ КАТАЛИЗАТОР, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СПОСОБ ПРЕВРАЩЕНИЯ НИЗКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ В ВЫСОКООКТАНОВЫЙ БЕНЗИН БЕЗ И В ПРИСУТСТВИИ ВОДОРОДА | 2011 |
|
RU2480282C2 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ ИЗОКОМПОНЕНТОВ БЕНЗИНА | 2006 |
|
RU2307820C1 |
Изобретение относится к области производства высокооктановых компонентов моторных топлив и водорода из бензиновых фракций нефтяного и газоконденсатного происхождения и C1-С4 - углеводородных газов. Способ включает совместную переработку С1-С4 - углеводородных газов и бензиновых фракций с массовым отношением С1-С4/С5+ не менее 3, отделение от С5+ жидких продуктов водородсодержащего газа, выделение из С5+ - жидких продуктов растворенных С3-С4 - углеводородных газов и их рециркуляцию в реакционную зону процесса на вторичную переработку в С5+- жидкие углеводороды, при этом после выделения вышеуказанных газов получают высокооктановый компонент моторных топлив, разделение водородсодержащего газа на водород и С1-С4 - углеводородные газы путем связывания водорода реакцией каталитического гидрирования ароматических углеводородов в углеводороды циклогексанового ряда и рециркуляцией отделенных от водорода С1-С4 -углеводородных газов в реакционную зону процесса на вторичную переработку в С5+ - жидкие углеводороды, введение на стадию совместной переработки С1-С4 - углеводородных газов и бензиновых фракций избыточного водорода, выделенного из углеводородов циклогексанового ряда. На совместную переработку С1-С4 - углеводородных газов и бензиновых фракций добавляют С3-С4 - углеводородные газы из внешнего источника. Причем процесс проводят в присутствии платиносодержащего катализатора в две стадии, где в первой стадии катализатор подвергают старению путем обработки его углеводородами С5+ в количестве не менее 75 кг на 1 кг катализатора при температуре не более 480°С, а во второй стадии переработке подвергают смесь бензиновых фракций и С1-С4 -углеводородных газов в С5+ - высокооктановые компоненты моторных топлив при температуре более 460°С. Катализатор содержит кислотный компонент из числа: гидрооксохлорид алюминия формулы Al(OH)Cl2; поверхностный оксихлорид олова формулы SnOCl2; поверхностные оксисульфаты металлов - алюминия, титана, циркония, гафния - общей формулы MeOSO4, где Me - Al, Ti, Zr, Hf, и металлический компонент - платину и рений или платину и палладий в форме поверхностных сульфидов PtS0,5, PdS0,5, ReS0,5, при следующем содержании компонентов, мас.%: кислотный компонент не менее 0,5; металлический компонент не менее 0,5; носитель (оксид алюминия или смесь оксида алюминия с алюмосиликатом) - остальное до 100. Технический результат - способ позволяет получить высокооктановый компонент моторных топлив с высоким выходом, при этом процесс характеризуется меньшей скоростью снижения содержания ароматических углеводородов в продукте. 2 з.п. ф-лы, 1 табл., 2 ил.
1. Способ получения компонентов моторных топлив из C1-С4-углеводородных газов и бензиновых фракций в присутствии платинусодержащего катализатора, включающий в системе реакторов:
совместную переработку С1-С4-углеводородных газов и бензиновых фракций с массовым отношением С1-С4/С5+ не менее 3,
затем отделение от С5+-жидких продуктов водородсодержащего газа,
затем выделение из С5+-жидких продуктов растворенных С3-С4-углеводородных газов и их рециркуляцию в реакционную зону процесса на вторичную переработку в
С5+-жидкие продукты, при этом после выделения вышеуказанных газов получают высокооктановый компонент моторных топлив,
разделение водородсодержащего газа на водород и C1-С4-углеводородные газы путем связывания водорода реакцией каталитического гидрирования ароматических углеводородов в углеводороды циклогексанового ряда и рециркуляцией отделенных от водорода С1-С4-углеводородных газов в реакционную зону процесса на вторичную переработку в С5+- жидкие углеводороды,
введение на стадию совместной переработки С1-С4-углеводородных газов и бензиновых фракций избыточного водорода, выделенного из углеводородов циклогексанового ряда и, возможно, избыточного водорода в смеси с С1-С4 - углеводородными газами, полученной на стадии разделения водородсодержащего газа,
добавление на совместную переработку С1-С4-углеводородных газов и бензиновых фракций С3-С4-углеводородных газов из внешнего источника, отличающийся тем, что процесс проводят на катализаторе, содержащем: кислотный компонент - гидрооксохлорид алюминия формулы Al(ОН)Cl2; поверхностный оксихлорид олова формулы SnOCl2; поверхностные оксисульфаты металлов - алюминия, титана, циркония, гафния - общей формулы MeOSO4, где Me - Al, Ti, Zr, Hf, металлический компонент - платину и рений или платину и палладий в форме поверхностных сульфидов PtS0,5, PdS0,5, ReS0,5, и носитель - оксид алюминия или смесь оксида алюминия с алюмосиликатом при следующем содержании компонентов, мас.%:
причем процесс проводят в две стадии, где в первой стадии катализатор подвергают старению путем обработки его углеводородами С5+ в количестве не менее 75 кг на 1 кг катализатора при температуре не более 480°С, а во второй стадии переработке подвергают смесь бензиновых фракций и С1-С4-углеводородных газов в С5+- высокооктановые компоненты моторных топлив при температуре более 460°С и при постоянной подаче в реакционную зону воды и хлорорганического соединения для поддержания влажности водородсодержащего газа в пределах от 10-25 млн-1 и мольного отношения вода/хлорводород в пределах 15-25.
2. Способ по п.1, отличающийся тем, что катализатор готовят сначала введением в его состав кислотного компонента, сушкой, прокалкой, а затем металлического компонента с последующей сушкой, прокалкой, восстановлением и осернением.
3. Способ по п.1, отличающийся тем, что применяют реактор с радиальным направлением потока, преимущественно из центра реактора к периферии.
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ (БИФОРМИНГ-1) | 1999 |
|
RU2144056C1 |
| СПОСОБ ПУСКА УСТАНОВКИ КАТАЛИТИЧЕСКОГО РИФОРМИНГА | 1992 |
|
RU2019556C1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ ПЕРЕРАБОТКИ МЕТАНА | 2001 |
|
RU2186755C1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАНА (ВАРИАНТЫ) | 1997 |
|
RU2135441C1 |
| КАТАЛИЗАТОР ДЛЯ РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2002 |
|
RU2224593C1 |
| КАТАЛИЗАТОР ДЛЯ РИФОРМИНГА БЕНЗИНОВЫХ ФРАКЦИЙ И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 1992 |
|
RU2050187C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОНЕНТОВ МОТОРНЫХ ТОПЛИВ (БИФОРМИНГ-2) | 1999 |
|
RU2144942C1 |
| US 4261810 A, 14.04.1981. | |||

