Настоящее изобретение относится к акустическим системам и может быть преимущественно использовано как заполнитель звукопоглощающей конструкции (ЗПК) мотогондолы авиационных двигателей, применяемой для снижения акустических шумов.
В области авиационного двигателестроения существует проблема, связанная с необходимостью создания ЗПК с широкими характеристиками звукопоглощения и высокими конструктивно-технологическими свойствами.
Наиболее близким к заявляемому способу изготовления акустической структуры является способ изготовления заготовки акустической структуры, содержит этапы, на которых, во-первых, обеспечивают сотовый элемент, содержащий первую и вторую кромку, при этом указанный сотовый элемент дополнительно содержит ряд стенок, расположенных между указанными первой и второй кромками, при этом указанные стенки ограничивают ряд ячеек, в котором каждая указанная ячейка имеет площадь поперечного сечения, расположенную перпендикулярно к указанным стенкам, и глубину, ограниченную расстоянием между указанными первой и второй кромками; во-вторых, обеспечивают выполнение мембранных крышек, образованных листом гибкого акустического материала, имеющего определенные толщину и внешнюю границу, при этом указанный лист гибкого материала является достаточно упругим для того, чтобы его можно было свернуть и вставить в упомянутые ячейки с образованием упомянутых мембранных крышек, содержащих резонаторную часть, которая проходит в той же плоскости поперечно относительно упомянутых ячеек и имеет внешний край, расположенный у упомянутых стенок, и фланцевую часть, проходящую параллельно упомянутым стенкам и содержащую стопорную поверхность, находящуюся во фрикционном контакте с указанными стенками, при этом указанная стопорная поверхность имеет определенную ширину; в-третьих, обеспечивают размещение мембранных крышек в ячейках таким образом, чтобы мембранные крышки зафиксировались на месте только посредством фрикционного сцепления мембранных крышек со стенками (RU 2606454 С2, 10.01.2017).
Недостатком этого способа является возможность смещения и выпада выкроек мембранных крышек из ячеек сотового элемента до этапа нанесения клеящего вещества ввиду недостаточного фрикционного замыкания выкроек мембранных крышек со стенками ячеек сотового элемента. Следствием чего является предъявление высоких требований к стабильности геометрии сотового заполнителя.
Поставленная задача с достижением технического результата заявленного изобретения решается тем, что способ изготовления заготовки акустической структуры, в котором обеспечивают сотовый элемент, содержащий первую и вторую кромку, при этом указанный сотовый элемент дополнительно содержит ряд стенок, расположенных между указанными первой и второй кромками, при этом указанные стенки ограничивают ряд ячеек, в котором каждая указанная ячейка имеет площадь поперечного сечения, расположенную перпендикулярно к указанным стенкам, и глубину, ограниченную расстоянием между указанной первой и второй кромками, выполняют мембранные крышки, содержащие резонаторную часть, которая проходит поперечно относительно упомянутых ячеек и имеет внешний край, расположенный у упомянутых стенок, и фланцевую часть, проходящую параллельно упомянутым стенкам и содержащую стопорную поверхность, находящуюся во фрикционном контакте с указанными стенками, размещают мембранные крышки в ячейках таким образом, чтобы мембранные крышки зафиксировались на месте только посредством фрикционного сцепления мембранных крышек со стенками, отличающийся тем, что выполняют мембранные крышки образованные листом эластичного материала, имеющего толщину и внешнюю границу, при этом указанный лист эластичного материала является достаточно упругим для того, чтобы его можно было свернуть и вставить в упомянутые ячейки с образованием упомянутых мембранных крышек, ширина стопорной поверхности способности эластичного материала восстанавливать первоначальную форму достаточно для обеспечения фрикционного сцепления мембранных крышек со стенками ячеек, перед выполнением мембранных крышек из листа эластичного материала проводят обработку листа эластичного материала, а фланцевую часть упомянутых мембранных крышек подвергают перфорации, обработку листа эластичного материала осуществляют путем пропускания через каландр, а перед размещением мембранных крышек выполняют надрезы фланцевой части выкроек мембранных крышек до внешнего края резонаторной части.
Кроме того количество надрезов упомянутой фланцевой часть выкройки мембранных крышек содержится в диапазоне от 3 до 6. Длина надрезов и направление регулируется для каждой из ячеек по алгоритму, обеспечивающему оптимальное примыкание выкроек мембранных крышек в углах ячеек сотового элемента без образования складок материала. Что дает уменьшение требований к точности изготовления сотового элемента, а также позволяет обеспечить уменьшение количества брака в заготовках ЗПК, за счет более плотного примыкания выкроек мембранных крышек к стенкам сотового элемента в процессе их размещения в ячейках сотового элемента.
Единая совокупность новых существенных признаков с общими известными обеспечивает решение поставленной задачи с достижением технического результата и характеризует предложенное техническое решение существенными отличиями по сравнению с известным уровнем техники.
Технический результат для способа, который достигается при решении технической задачи, заключается в повышении эффективности снижения акустического шума и увеличении конструктивно-технологических свойств.
Сущность изобретения поясняется чертежами, где:
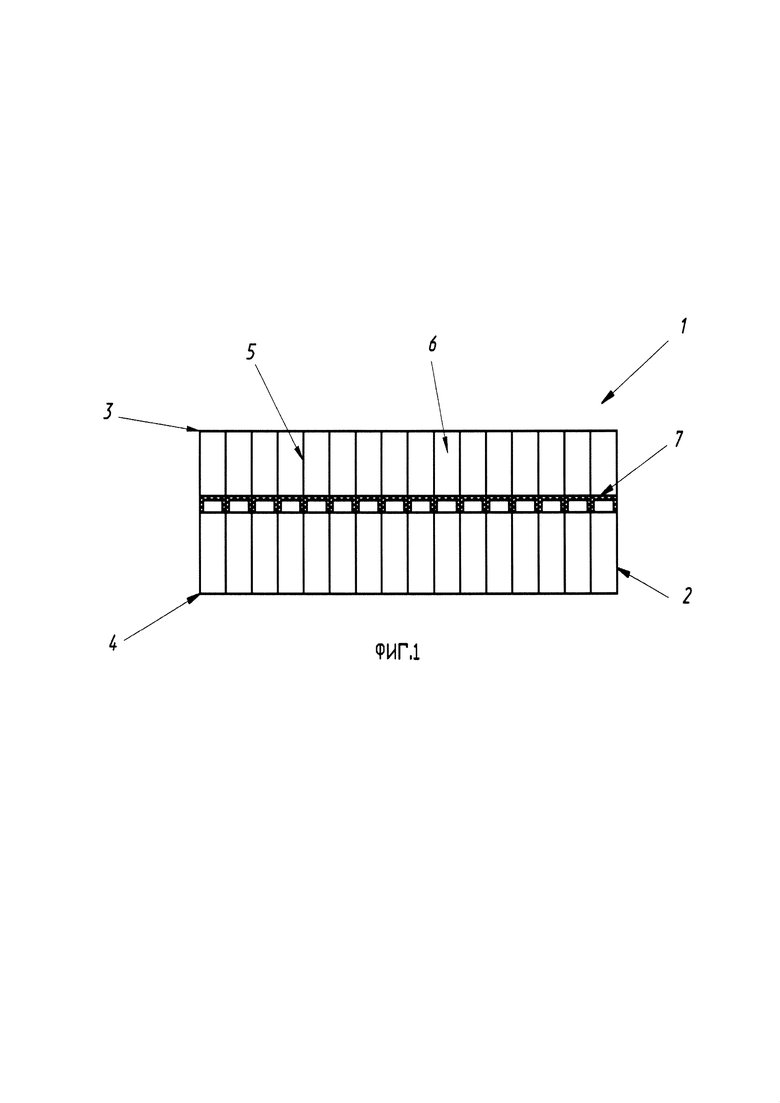
на фиг. 1 изображен вид поперечного сечения примерной заготовки звукопоглощающей конструкции, в которой набор мембранных крышек расположен внутри ячеек сотового элемента;
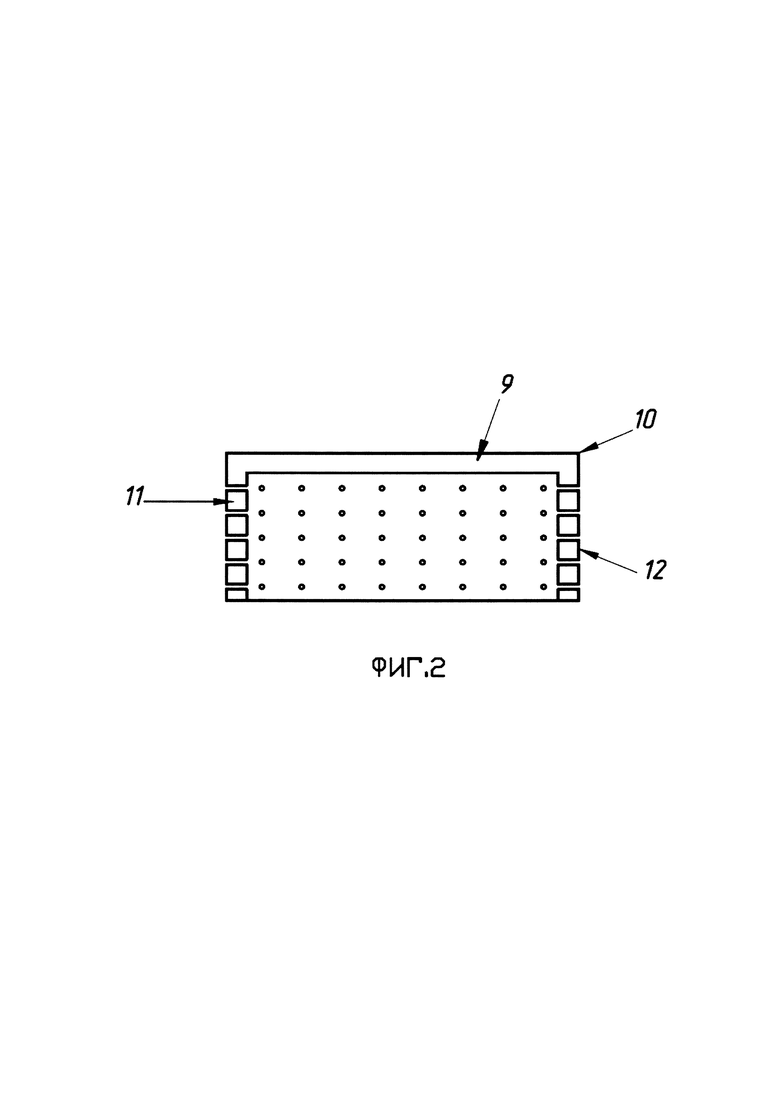
на фиг. 2 показан вид поперечного сечения примерной мембранной крышки;
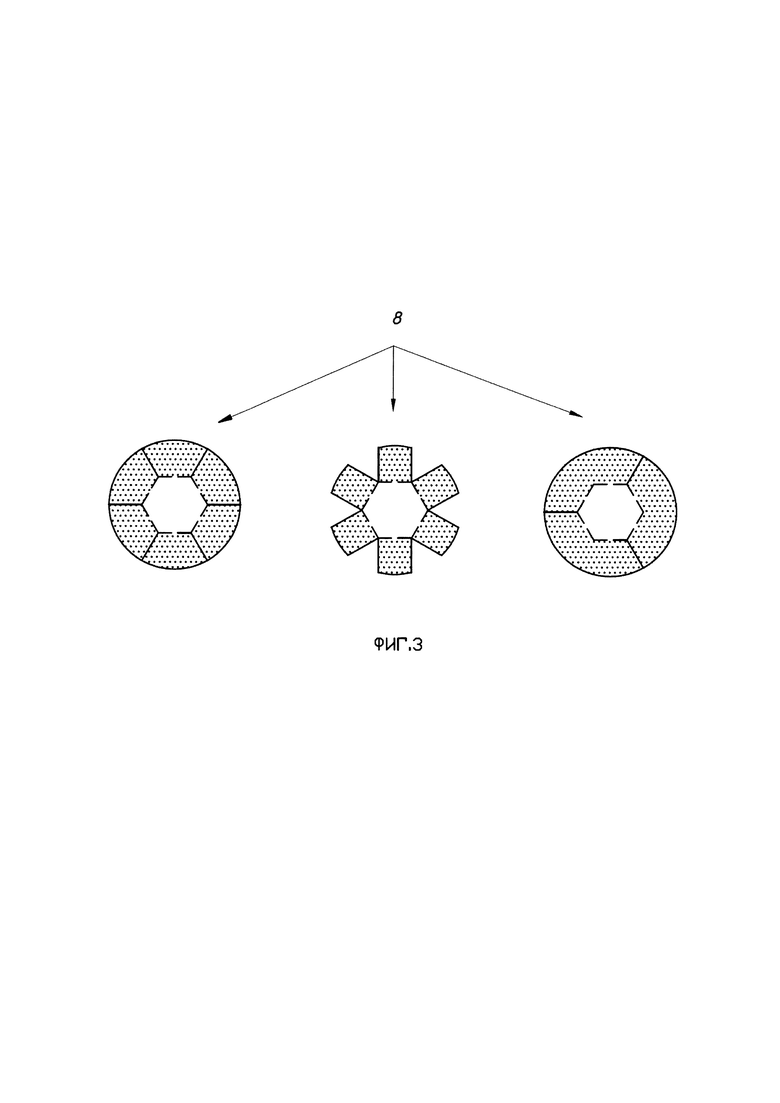
на фиг. 3 представлен вид в перспективе примерных выкроек мембранных крышек.
Способ изготовления заготовки ЗПК осуществляется следующим образом, что при изготовлении заготовки акустической структуры 1, выполняют этапы, на которых обеспечивают сотовый элемент 2, который содержит первую кромку 3, размещенную ближе всего к источнику шума, и вторую кромку 4. Сотовый элемент 2 дополнительно содержит ряд стенок 5, расположенных между двумя кромками 3 и 4 с образованием ряда ячеек 6. Каждая из ячеек 6 имеет площадь поперечного сечения, расположенную перпендикулярно к стенкам ячейки, и глубину, ограниченную расстоянием между первой и второй кромками. Обеспечивают выполнение мембранных крышек 7 из листа эластичного акустического материала для последующего расположения внутри ячеек 6 сотового элемента 2. В качестве признака настоящего способа изготовления заготовки ЗПК обеспечивают обработку листа эластичного акустического материала, пропусканием через, по меньшей мере, два валка каландра посредством чего осуществляется каландрирование. Преимущество этой процедуры заключается в том, что каландрирование позволяет регулировать величину акустического сопротивления мембранных крышек 7. Мембранные крышки 7, сформированы из листа эластичного акустического материала сворачиванием выкроек мембранных крышек 8. Выкройки мембранных крышек 8 включают в себя резонаторную часть 9, которая проходит в плоскости поперечного сечения относительно ячеек 6 сотового элемента 2 и имеет внешний край 10, расположенный у стенок 5, и фланцевую часть 11, проходящую параллельно стенкам 5 и содержащую стопорную поверхность 12, находящуюся во фрикционном контакте со стенками 5. Выполнение выкроек мембранных крышек 8 обеспечивается резкой листа эластичного акустического материала. Предварительно размещению и фиксации в ячейках 6 фланцевую часть 11 выкроек мембранных крышек 8 подвергают перфорации и надрезают до внешнего края резонаторной части 10. Предварительная перфорация выкроек перед изгибанием в форме мембраны обеспечивает каналы, в которые может проникнуть клей для усиления связи мембранных крышек 7 и ячейки сотового элемента 2. Надрез до внешнего края резонаторной части 10 обеспечивает уменьшение количества брака в заготовках ЗПК, за счет более плотного примыкания выкроек мембранных крышек 8 к стенкам 5 сотового элемента 2 в процессе их размещения в ячейках 6. Этап сворачивания и вставки в ячейки 6 сотового элемента 2 выкроек мембранных крышек 8 выполняют вместе с использованием пуансона таким образом, чтобы мембранные крышки 7 зафиксировались на месте только посредством фрикционного сцепления стопорной поверхности 12 со стенками 5 сотового элемента 2. Фрикционное сцепление обеспечивается размером стопорной поверхности, способностью эластичного материала восстанавливать первоначальную форму, и отсутствием в углах ячеек 6 сотового элемента 2 складок материала мембранных крышек 7. Этап нанесения связующего вещества на поверхность крепления мембранных крышек 7 выполняют любой процедурой нанесения клеящего вещества с условием выборочного нанесения таким образом, чтобы задействованы были только фланцевые части 11 мембранных крышек 7.
Таким образом, использование изобретения как заполнитель ЗПК мотогондолы авиационных двигателей позволит повысить эффективность снижения акустических шумов и увеличить конструктивно-технологические свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Звукопоглощающая конструкция для авиационного двигателя | 2021 |
|
RU2767483C1 |
| АКУСТИЧЕСКАЯ СОТОВАЯ СИСТЕМА С ПЕРФОРИРОВАННЫМИ МЕМБРАННЫМИ КОЛПАЧКАМИ | 2012 |
|
RU2606454C2 |
| АВТОМАТИЗИРОВАННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ С МЕМБРАННЫМИ КРЫШКАМИ | 2020 |
|
RU2747346C1 |
| СТУПЕНЧАТЫЕ АКУСТИЧЕСКИЕ СТРУКТУРЫ С МНОЖЕСТВОМ СТЕПЕНЕЙ СВОБОДЫ | 2017 |
|
RU2707658C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2009 |
|
RU2412820C1 |
| АКУСТИЧЕСКИЕ СТРУКТУРЫ С МНОЖЕСТВОМ СТЕПЕНЕЙ СВОБОДЫ | 2016 |
|
RU2670709C9 |
| ЗАКРЕПЛЕНИЕ МЕМБРАН В ЗВУКОПОГЛОЩАЮЩЕЙ СОТОВОЙ КОНСТРУКЦИИ | 2012 |
|
RU2594657C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2729624C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2010 |
|
RU2435669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ С РАЗНОВЫСОТНЫМ ЗАПОЛНИТЕЛЕМ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2024 |
|
RU2825661C1 |
Настоящее изобретение относится к акустическим системам и может быть преимущественно использовано как заполнитель звукопоглощающей конструкции мотогондолы авиационных двигателей, применяемой для снижения акустических шумов. В области авиационного двигателестроения существует проблема, связанная с необходимостью создания звукопоглощающей конструкции с широкими характеристиками звукопоглощения. Устранение проблемы решается тем, что способ изготовления заготовки акустической структуры содержит этапы, на которых перед выполнением мембранных крышек из листа эластичного материала обеспечивают обработку листа эластичного материала, включающую стадию пропускания листа эластичного акустического материала через каландр, осуществляя на указанном листе материала каландрирование, а предварительно размещению и фиксации мембранных крышек в ячейках фланцевую часть упомянутых мембранных крышек подвергают перфорации и выполняют надрезы упомянутой фланцевой части выкроек мембранных крышек до края резонаторной части. Таким образом, использование изобретения позволит повысить эффективность снижения акустических шумов и увеличить конструктивно-технологические свойства. 1 з.п. ф-лы, 3 ил.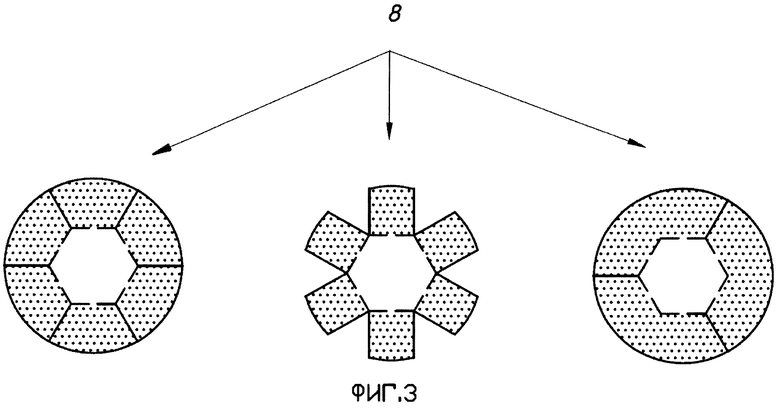
1. Способ изготовления заготовки акустической структуры, в котором обеспечивают сотовый элемент, содержащий первую и вторую кромку, при этом указанный сотовый элемент дополнительно содержит ряд стенок, расположенных между указанными первой и второй кромками, при этом указанные стенки ограничивают ряд ячеек, в котором каждая указанная ячейка имеет площадь поперечного сечения, расположенную перпендикулярно к указанным стенкам, и глубину, ограниченную расстоянием между указанной первой и второй кромками, выполняют мембранные крышки, содержащие резонаторную часть, которая проходит поперечно относительно упомянутых ячеек и имеет внешний край, расположенный у упомянутых стенок, и фланцевую часть, проходящую параллельно упомянутым стенкам и содержащую стопорную поверхность, находящуюся во фрикционном контакте с указанными стенками, размещают мембранные крышки в ячейках таким образом, чтобы мембранные крышки зафиксировались на месте только посредством фрикционного сцепления мембранных крышек со стенками, отличающийся тем, что выполняют мембранные крышки, образованные листом эластичного материала, имеющего толщину и внешнюю границу, при этом указанный лист эластичного материала является достаточно упругим для того, чтобы его можно было свернуть и вставить в упомянутые ячейки с образованием упомянутых мембранных крышек, ширина стопорной поверхности способности эластичного материала восстанавливать первоначальную форму достаточна для обеспечения фрикционного сцепления мембранных крышек со стенками ячеек, перед выполнением мембранных крышек из листа эластичного материала проводят обработку листа эластичного материала, а фланцевую часть упомянутых мембранных крышек подвергают перфорации, обработку листа эластичного материала осуществляют путем пропускания через каландр, а перед размещением мембранных крышек выполняют надрезы фланцевой части выкроек мембранных крышек до внешнего края резонаторной части.
2. Способ изготовления заготовки акустической структуры по п. 1, в котором количество надрезов упомянутой фланцевой части выкройки мембранных крышек содержится в диапазоне от 3 до 6.
| АКУСТИЧЕСКАЯ СОТОВАЯ СИСТЕМА С ПЕРФОРИРОВАННЫМИ МЕМБРАННЫМИ КОЛПАЧКАМИ | 2012 |
|
RU2606454C2 |
| СПОСОБ ПРОИЗВОДСТВА КОМПОНЕНТА ИЗ ВОЛОКНИСТОГО КОМПОЗИТА ДЛЯ АВИАЦИОННОЙ И КОСМИЧЕСКОЙ ТЕХНИКИ | 2010 |
|
RU2492046C2 |
| Токарный резец | 1924 |
|
SU2016A1 |
| СПОСОБ ЛЕЧЕНИЯ АРТРИТА | 2008 |
|
RU2472509C2 |
| US 5997985 А, 07.12.1999 | |||
| US 4265955 A, 05.05.1981. | |||

