Изобретение относится к области авиастроения, а именно к способу изготовления звукопоглощающей конструкции (ЗПК) резонансного типа, предназначенной для использования в звукопоглощающих панелях турбореактивного двигателя и в транспортной технике, в том числе при изготовлении проточных трактов современных авиационных двигателей. Кроме того, изготавливаемыезвукопоглощающие конструкции могут быть использованы для объектов железнодорожного и водного транспорта, автомобильных магистралей, строительства, промышленного оборудования.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ изготовления акустической структуры, которая включает в себя сотовые ячейки, в которых расположены заглушки-перегородки. Заглушки-перегородки сформированы из листов податливого материала, которые могут быть перфорированы до или после того, как материал вставлен в сотовую структуру. Податливый материал является достаточно гибким, чтобы позволить складываться в форму заглушки-перегородки. Податливый материал также является достаточно жестким, чтобы обеспечить фрикционное сцепление и фиксацию заглушки-перегородки с сотовой ячейкой, когда заглушка вставляется в сотовую конструкцию во время изготовления акустической структуры. Клей накладывают на заглушки-перегородки после того, как заглушки были вставлены в сотовые ячейки для обеспечения постоянной связи (патент US 20140013601 А1). Данный способ принят за прототип.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения - способ изготовления звукопоглощающей конструкции, при котором на плоскую, ровную поверхность укладывают ячеистый заполнитель, в ячейки заполнителя вводят материал, скрепляют заполнитель с облицовочными листами, один из которых перфорируют отверстиями, полученную сборку сжимают и производят отверждение.
Недостатком известного способа, принятого за прототип, является то, что изготовленная по данному способу звукопоглощающая конструкция содержит ряды близкостоящих ячеек одинакового объема, в связи с чем при их совместной работе возникает эффект взаимовлияния, что приводит к уменьшению эффективности звукопоглощения и снижению широкополосности конструкции. Кроме того, указанный способ изготовления предъявляет жесткие требования к качеству заполнителя (геометрические характеристики ячеек должны быть одинаковыми), если же заполнитель не соответствует размерам заглушек, то это значительно усложняет процесс позиционирования и вклеивания заглушек. При установке заглушек в ячейки появляются сложности с контролем глубины залегания, может происходить проваливание и/или неправильная установка заглушек, при использовании клея появляются технологические дефекты, такие как заклеивание перфораций, заполнение клеем ячеек, наплыв, непроклей и др.
Задачей изобретения является упрощение способа изготовления звукопоглощающей конструкции, позволяющей повысить эффективность снижения шума, создаваемого газовым или воздушным потоком.
Поставленная задача была решена за счет того, чтов известном способе изготовления звукопоглощающей конструкции, при котором на плоскую, ровную поверхность укладывают ячеистый заполнитель, в ячейки заполнителя вводят материал, скрепляют заполнитель соблицовочными листами, один из которых перфорируют отверстиями, полученную сборку сжимают и производят отверждение, согласно изобретению при укладке заполнителя ячейки разбивают на группы, имеющие периодическую структуру, каждая группа включает центральнуюячейку и расположенные вокруг нее по спирали ячейки, за центральную ячейку принимают ячейку с наибольшим или наименьшим объемом, в ячейки каждой группы, расположенные вокруг центральной ячейки с наибольшим объемом вводят разное количество материала с образованием разновысотных ячеек с уменьшенными объемами по отношению к центральной ячейке, а в ячейки каждой группы, расположенные вокруг центральной ячейки с наименьшим объемом вводят разное количество материала с образованием разновысотных ячеек с увеличенными объемами по отношению к центральной ячейке, при этом в качестве вводимого материала используют мягкий и/или пористый материал и в ячейки заполнителя вводят материал, начиная от не перфорированного облицовочного листа, соседние ячейки имеют отличные друг от друга высоты, количество вводимого в ячейки материала определяют условиями резонансной работы ячейки при заданной частоте шума, после заливки материала осуществляют охлаждение и отверждение заполнителя.
В частности, ячейки заполнителя выполняют различной формы и/или объема.
В частности, группы ячеек устанавливают с чередованием по длине и ширине панели в различном порядке, определяющем модальным составом шума, и размещают по различным схемам расположения в конструкции.
В частности, в качестве мягкого и/или пористого материала, вводимого в ячейки заполнителя, используют, например, высокопористый заполнитель.
Признаки заявляемого технического решения, отличительные от прототипа, - при укладке заполнителя ячейки разбивают на группы, имеющие периодическую структуру; каждая группа включает центральную ячейку и расположенные вокруг нее по спирали ячейки; за центральную ячейку принимают ячейку с наибольшим или наименьшим объемом; в ячейки каждой группы, расположенные вокруг центральной ячейки с наибольшим объемом вводят разное количество материала с образованием разновысотных ячеек с уменьшенными объемами по отношению к центральной ячейке; в ячейки каждой группы, расположенные вокруг центральной ячейки с наименьшим объемом вводят разное количество материала с образованием разновысотных ячеек с увеличенными объемами по отношению к центральной ячейке; в качестве вводимого материала используют мягкий и/или пористый материал; в ячейки заполнителя вводят материал, начиная от не перфорированного облицовочного листа; соседние ячейки имеют отличные друг от друга высоты; количество вводимого материала определяют условиями резонансной работы ячейки при заданной частоте шума; после заливки материала осуществляют охлаждение и отверждение заполнителя; ячейки заполнителя выполняют различной формы и/или объема; группы ячеек устанавливают с чередованием по длине и ширине панели в различном порядке, определяющем модальным составом шума, и размещают по различным схемам расположения в конструкции; в качестве мягкого и/или пористого материала, вводимого в ячейки заполнителя, используют, например, высокопористый заполнитель.
Благодаря разбивке ячеек заполнителя с различными геометрическими характеристиками на группы, имеющие периодическую структуру, и введению в ячейку заполнителя мягкого и/или пористого материала изменяются геометрические характеристики ячейки, достигается разновысотность, в результате чего меняются акустические характеристики ячеек и ЗКП в целом. Благодаря изменению геометрических характеристик отдельно взятых ячеек снижается взаимовлияние соседних ячеек, за счет изменения их резонансных частот. Вследствие чего повышается коэффициент звукопоглощения при одновременном увеличении широкополосности ЗПК. Кроме того, в конструкциях, изготовленных предложенным способом, реализована возможность индивидуальной настройки ЗПК под модальный состав шума. Помимо прочего акустические характеристики ЗПК могут меняться за счет изменения геометрических характеристик ячеек.
Возможность размещения соседних ячеек различной высоты и объема,позволяет исключить взаимовлияние, что с одной стороны повышает широкополосность системы, с другой стороны позволяет достичь максимального эффекта звукопоглощения.
Использование мягкого и/или пористого материала, вводимого в ячейки, позволяет упростить способ изготовления звукопоглощающей конструкции, за счет того, что вводимый материал занимает предоставленный объем и нет необходимости предъявлять жесткие требования к качеству заполнителя. Кроме того, возможность контроля высоты вводимого материала позволит избавиться от технологических дефектов.
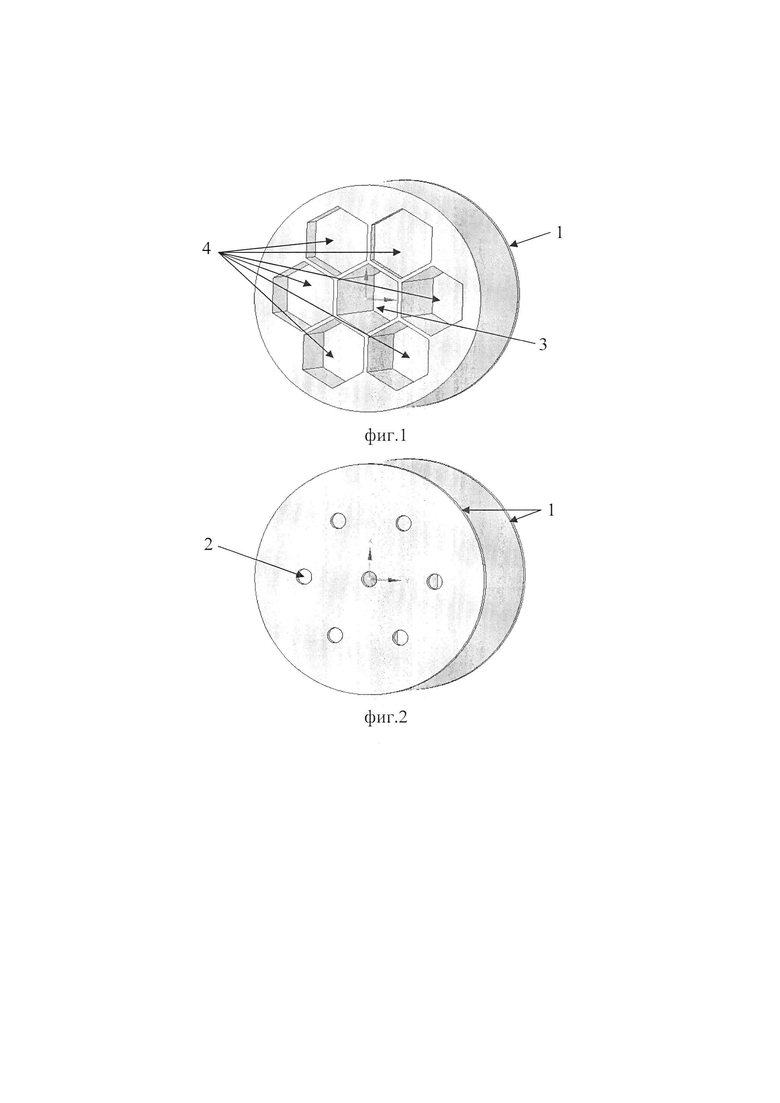
На фиг. 1 изображена спиральная звукопоглощающая конструкция без перфорированной панели с формой в виде сот.
На фиг. 2 - общий вид конструкции.
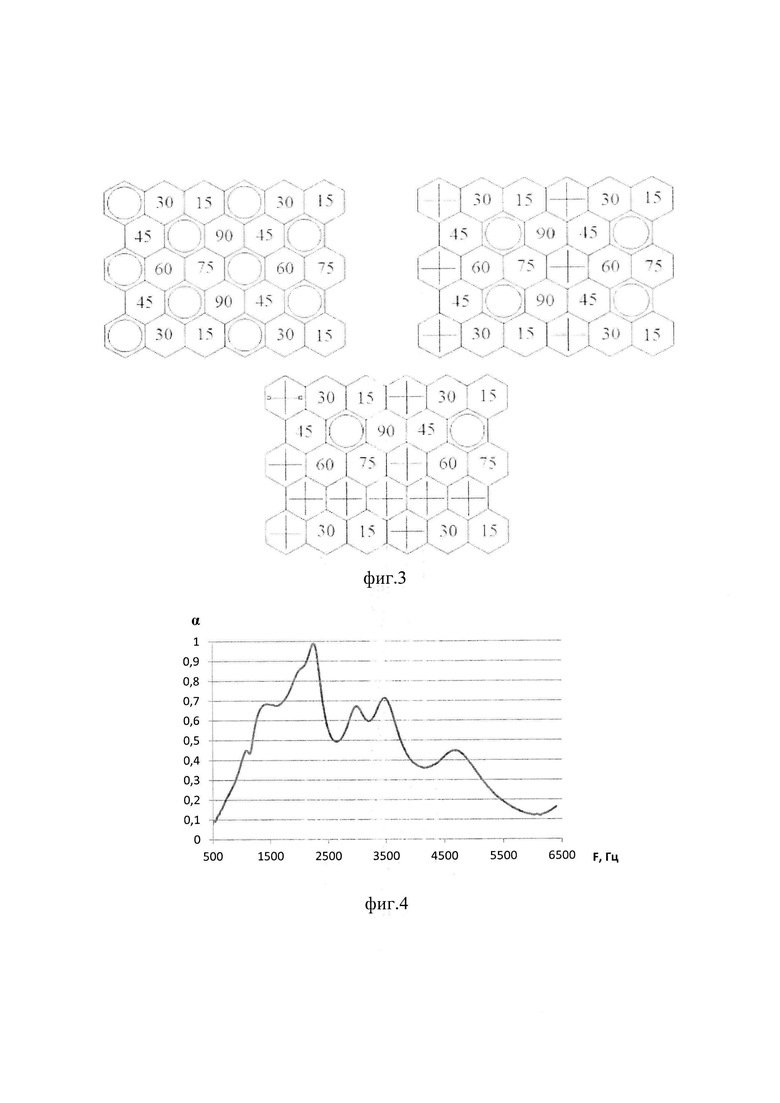
На фиг. 3 - примеры схем размещения резонаторов в ЗПК, где:  - центральная ячейка,
- центральная ячейка,  - закрытая ячейка (отсутствует ячейка),
- закрытая ячейка (отсутствует ячейка),  - ячейки объемом 15, 30, 45, 60, 75, 90% от центральной (объемы могут быть использованы другие).
- ячейки объемом 15, 30, 45, 60, 75, 90% от центральной (объемы могут быть использованы другие).
Фиг. 4 - график зависимости коэффициента звукопоглощения от частоты для сотовой ячейки.
Звукопоглощающая конструкция (фиг. 1) содержит облицовочные листы 1, один из которых имеет перфорации 2 (фиг. 2). Между облицовочными листами 1 размещен заполнитель с ячейками. Ячейки разбиты на группы, имеющие периодическую структуру (фиг. 3). Каждая группа включает центральную ячейку 3 и расположенные вокруг нее по спирали ячейки с различными объемами 4. За центральную ячейку 3 принимают ячейку с наибольшим или наименьшим объемом. При центральной ячейке 3 с наибольшим объемом вокруг нее располагают ячейки с уменьшенными объемами, а при центральной ячейке 3 с наименьшим объемом располагают ячейки с увеличенными объемами.
Предлагаемый способ осуществляется в следующей последовательности.
На плоскую, ровную поверхность укладывают заполнитель. При укладке заполнителя ячейки разбивают на группы, каждая из которых включает центральную ячейку 3 и расположенные вокруг нее по спирали ячейки 4. В ячейки каждой группы, расположенные вокруг центральной ячейки с наибольшим объемом вводят разное количество материала с образованием разновысотных ячеек с уменьшенными объемами по отношению к центральной ячейке 3. В ячейки каждой группы, расположенные вокруг центральной ячейки 3 с наименьшим объемом вводят разное количество материала с образованием разновысотных ячеек с увеличенными объемами по отношению к центральной ячейке. Соотношения объемов, окружающих центральную ячейку подобраны таким образом, что ее акустическая эффективность усиливается по сравнению с единичной центральной ячейкой.
В качестве вводимого в ячейки заполнителя материала используют мягкий и/или пористый материал, например, высокопористый заполнитель. В ячейки заполнителя вводят материал, начиная от не перфорированного облицовочного листа.
Заполнитель может быть выполнен из ячеек различной формы и/или объема. Группы ячеек могут быть установлены с чередованием по длине и ширине панели в различном порядке, определяющем модальным составом шума (фиг. 3) и размещены по различным схемам расположения в конструкции.
Соседние ячейки имеют отличные друг от друга формы. Материал дозируют в зависимости от того, какой объем от центрального необходимо получить. Количество вводимого материала определяют условиями резонансной работы ячейки при заданной частоте шума.
После заливки осуществляют охлаждение и отверждение полученной конструкции. Далее очищают и обезжиривают поверхности элементов конструкции, подлежащие склеиванию. Затем наносят на оба торца заполнителя, имеющих множество торцевых ячеек, наносят клей. Последовательно укладывают на торцевые поверхности заполнителя облицовочные листы 3. Полученную сборку сжимают и производят отверждение клея.
Изготавливают заполнитель и облицовочные листы, например, путем 3D печати, выкладкой, формованием. При изготовлении звукопоглощающей конструкции используют любой клей, который эффективно соединит выбранные материалы.
Диаметры перфорации и ее ориентация относительно оси ячейки, объем и форма ячеек, свойства (жесткость, толщина, проницаемость) мембран и их ориентация (угол наклона к оси ячейки) в объеме каждой ячейки выбирают из условия резонансной работы ячейки при заданной частоте шума; резонансная частота ячейки зависит от объема и формы, толщины перфорированного стенки, свойств, расположения (по высоте ячейки) и ориентации мембран и жесткостных свойств материала ячеек и несущего слоя (вблизи перфораций).
Опытные испытания показали (фиг. 4), что использование предлагаемого способа позволяет повысить эффективность звукопоглощения панелей при упрощении изготовления конструкции. Представленная на фиг. 4 экспериментальная зависимость свидетельствует о повышении акустической эффективности ЗПК на резонансной частоте центральной ячейки, а так же о повышении широкополосности конструкции.
Преимущество изобретения состоит в том, что изготовленная предложенным способом конструкция обладает более высокими звукопоглощающими свойствами за счет исключения близкорасположенных взаимовлияющих ячеек, что позволит повысить акустическую эффективность как единичных ячеек, так и группы резонаторов в целом, а так же повысить широкополосность. Предложенный способ, по сравнению с известным, проще, менее затратный, так как он не предъявляет жесткие требования к позиционированию ячеек по двум степеням свободы и качеству заполнителя. Кроме того, использование предложенного способа исключает дефекты, такие как проваливание и неправильная установка заглушек, заклеивание перфорации, заполнение клеем ячеек, наплыв, непроклей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ С РАЗНОВЫСОТНЫМ ЗАПОЛНИТЕЛЕМ РАЗЛИЧНОЙ КОНФИГУРАЦИИ | 2024 |
|
RU2825661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2720151C1 |
| РАЗНОВЫСОТНАЯ ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2019 |
|
RU2734246C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2024 |
|
RU2833039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2010 |
|
RU2435669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2019 |
|
RU2710179C1 |
| Звукопоглощающая конструкция для авиационного двигателя | 2021 |
|
RU2767483C1 |
| СОСТАВНАЯ ЗВУКОПОГЛОЩАЮЩАЯ ПАНЕЛЬ | 2019 |
|
RU2724095C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2009 |
|
RU2412820C1 |
| Способ изготовления заготовки акустической структуры | 2017 |
|
RU2699298C2 |
Изобретение относится к способу изготовления звукопоглощающей конструкции в области авиастроения, транспорта и промышленного оборудования. Способ включает укладку заполнителя, ячейки которого разбивают на группы. В ячейки каждой группы, расположенные по спирали вокруг центральной ячейки с наибольшим объемом, вводят разное количество материала с образованием разновысотных ячеек с уменьшенными объемами по отношению к центральной ячейке. А вокруг центральной ячейки с наименьшим объемом образуют разновысотные ячейки с увеличенными объемами по отношению к центральной ячейке. Соотношения объемов, окружающих центральную ячейку, подобраны таким образом, что ее акустическая эффективность усиливается по сравнению с единичной центральной ячейкой. В ячейки заполнителя вводят материал, начиная от не перфорированного облицовочного листа. Затем осуществляют охлаждение и отверждение полученной конструкции. Далее очищают и обезжиривают поверхности элементов конструкции, подлежащие склеиванию. Затем наносят клей на оба торца заполнителя. Последовательно укладывают на торцевые поверхности заполнителя облицовочные листы. Полученную сборку сжимают и производят отверждение клея. Техническим результатом является повышение эффективности снижения шума, создаваемого газовым или воздушным потоком. 3 з.п. ф-лы, 4 ил.
1. Способ изготовления звукопоглощающей конструкции, при котором на плоскую, ровную поверхность укладывают ячеистый заполнитель, в ячейки заполнителя вводят материал, скрепляют заполнитель с облицовочными листами, один из которых перфорируют отверстиями, полученную сборку сжимают и производят отверждение, отличающийся тем, что при укладке заполнителя ячейки разбивают на группы, имеющие периодическую структуру, каждая группа включает центральную ячейку и расположенные вокруг нее по спирали ячейки, за центральную ячейку принимают ячейку с наибольшим или наименьшим объемом, в ячейки каждой группы, расположенные вокруг центральной ячейки с наибольшим объемом, вводят разное количество материала с образованием разновысотных ячеек с уменьшенными объемами по отношению к центральной ячейке, а в ячейки каждой группы, расположенные вокруг центральной ячейки с наименьшим объемом, вводят разное количество материала с образованием разновысотных ячеек с увеличенными объемами по отношению к центральной ячейке, при этом в качестве вводимого материала используют мягкий и/или пористый материал и вводят материал в ячейки заполнителя, начиная от неперфорированного облицовочного листа, соседние ячейки имеют отличные друг от друга высоты, количество вводимого в ячейки материала определяют условиями резонансной работы ячейки при заданной частоте шума, после заливки материала осуществляют охлаждение и отверждение заполнителя.
2. Способ по п. 1, отличающийся тем, что ячейки заполнителя выполняют различной формы и/или объема.
3. Способ по п. 1, отличающийся тем, что группы ячеек устанавливают с чередованием по длине и ширине панели в различном порядке, определяемом модальным составом шума, и размещают по различным схемам расположения в конструкции.
4. Способ по п. 1, отличающийся тем, что в качестве мягкого и/или пористого материала, вводимого в ячейки заполнителя, используют, например, высокопористый заполнитель.
| US 2014013601 A1, 16.01.2014 | |||
| ЗВУКОПОГЛОЩАЮЩАЯ СОТОВАЯ ПАНЕЛЬ | 2002 |
|
RU2206458C1 |
| ЗВУКОПОГЛОЩАЮЩАЯ КОНСТРУКЦИЯ | 2009 |
|
RU2412820C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗВУКОПОГЛОЩАЮЩЕЙ КОНСТРУКЦИИ | 2010 |
|
RU2435669C1 |
| DE 3579859 D1, 31.10.1990. | |||

