Область техники, к которой относится изобретение
Изобретение относится к волокнистой заготовке лопатки газотурбинного двигателя, а также к моноблочной лопатке, которую можно выполнить посредством такой заготовки, к лопаточному колесу и к газотурбинному двигателю, содержащим такую лопатку.
Такую заготовку можно использовать для выполнения в виде единой детали лопаток, содержащих аэродинамические полки, оснащенные различными вставками. Такие лопатки могут быть, в частности, лопатками вентилятора авиационного турбореактивного двигателя, хотя это является всего лишь одним из примеров.
Уровень техники
Для уменьшения массы авиационных турбореактивных двигателей и, следовательно, для снижения расхода топлива этих турбореактивных двигателей, как известно, некоторые лопатки двигателя изготавливают из композиционного материала, который является намного более легким, чем традиционно используемый до настоящего времени металл.
Для этого, как известно, применяют технологии трехмерного тканья с целью получения волокнистых заготовок и, в итоге, композитных лопаток очень высокого качества. В частности, в документе WO 2014/076408 описан способ тканья волокнистой заготовки, позволяющий получать моноблочные лопатки, имеющие полки корытца и спинки, причем эти полки имеют постоянную толщину.
Однако эти полки должны отвечать многим требованиям и обеспечивать многочисленные функции. В основном такие полки должны обеспечивать аэродинамическую функцию для образования проточного тракта и направления воздушного потока в турбореактивном двигателе. Вместе с тем, они должны также обеспечивать механическую прочность, гарантированную для всех режимов полета, а также логичное интегрирование в окружающую среду двигателя, в частности, избегая возмущений воздушного потока на выходе. Следовательно, необходимо очень точно контролировать геометрию площадок, причем в течение всей работы двигателя и независимо от фазы полета.
В ходе испытаний и моделирования на таких лопатках авторы изобретения установили, что различные зоны этих площадок, полученных посредством трехмерного тканья, деформируются более или менее значительно под влиянием центробежных сил, действующих во время работы газотурбинного двигателя. Авторы изобретения заметили, в частности, что деформация зоны полки тем больше, чем дальше эта зона вынесена относительно пера.
Во время работы эти полки имеют неровности формы, которые могут нарушать воздушный поток и, следовательно, влиять на КПД двигателя. Кроме того, авторы изобретения отметили, что прогиб зависит, кроме всего прочего, от длины консольной части. Таким образом, поскольку консольность различается между полками спинки и корытца двух последовательных лопаток, происходит нарушение непрерывности прогиба в этом граничном месте и появляется риск перекрывания площадок.
Таким образом, существует реальная потребность в волокнистой заготовке, лопатке, лопаточном колесе и газотурбинном двигателе, не имеющих вышеупомянутых недостатков известных систем.
Раскрытие сущности изобретения
Объектом настоящего изобретения является волокнистая заготовка лопатки газотурбинного двигателя, полученная посредством трехмерного тканья, содержащая первый продольный участок, выполненный с возможностью образовать ножку лопатки, второй продольный участок, продолжающий вверх первый продольный участок и выполненный с возможностью образовать перьевую часть лопатки, первый поперечный участок, проходящий поперечно от соединения между первым и вторым продольными участками и выполненный с возможностью образовать первую полку, в которой первый поперечный участок содержит по меньшей мере одну отделенную часть, содержащую верхнюю стенку и нижнюю стенку, и в которой между верхней и нижней стенками отделенной части первого поперечного участка расположена по меньшей мере одна вставка.
Благодаря такой заготовке, можно получить моноблочную лопатку, содержащую ножку лопатки, перьевую часть лопатки и по меньшей мере одну полку, оснащенную по меньшей мере одной вставкой, позволяющей улучшить геометрию полки, контролировать эту геометрию во время работы двигателя и/или наделить полку некоторыми функциями, такими как функции механической прочности или интегрирования.
В зависимости от выбранной стратегии тканья поперечный участок, образующий в дальнейшем полку, может естественным образом содержать две отделенные стенки, которые могут свободно перемещаться относительно друг друга. В других стратегиях тканья поперечный участок, образующий в дальнейшем полку, обычно является моноблочным: однако в этом случае можно легко предусмотреть пропуск переплетения в основании поперечного участка для его разделения на две отделенные стенки. Как в одном, так и в другом случае можно легко ввести одну или несколько вставок в пространство, разделяющее отделенные стенки, когда их сгибают в направлении друг к другу в их конечное поперечное положение.
В зависимости от функции, которую необходимо придать полке, в этом пространстве можно расположить разные вставки и, в частности, вставки разной формы и состава.
Таким образом, благодаря этой заготовке, можно получить преимущества моноблочной лопатки, выполненной посредством трехмерного тканья (выигрыш в массе; уменьшение числа деталей; упрощение монтажа и обслуживания и т.д.), одновременно обеспечивая другие обычные функции таких площадок.
В настоящем описании термины «продольный», «поперечный», «нижний», «верхний» и производные от них термины определены относительно главного направления рассматриваемой лопатки, при этом ножка лопатки находится с нижней стороны лопатки в соответствии с такой системой отсчета; термины «ближний», «дальний» и производные от них термины определены относительно пера лопатки; термины «осевой», «радиальный», «тангенциальный» и производные от них термины определены относительно главной оси колеса, содержащего эти лопатки, то есть, как правило, оси газотурбинного двигателя. Под «осевой плоскостью» следует понимать плоскость, проходящую через главную ось газотурбинного двигателя, а под «радиальной плоскостью» - плоскость, перпендикулярную к этой главной оси; под «продольной плоскостью» следует понимать плоскость, параллельную главному направлению лопатки и перпендикулярную к направлению расширения ножки лопатки: следовательно, такая продольная плоскость является радиальной плоскостью в системе координат газотурбинного двигателя. Кроме того, термины «вход» и «выход» определены относительно прохождения воздуха в газотурбинном двигателе.
Наконец, под «трехмерным тканьем» следует понимать технологию тканья, при которой нити утка проходят внутри матрицы нитей основы, образуя трехмерную сетку нитей с трехмерным переплетением: все слои нитей такой волокнистой структуры выполняют на одном этапе тканья внутри трехмерного ткацкого станка.
В некоторых вариантах осуществления по меньшей мере одна вставка является нитью. В частности, речь может идти о металлической, углеродной нити или нити из SiC, например, такой же, как нити, используемые для тканья волокнистой заготовки. В отличие от нитей главной волокнистой структуры, ориентации которых определены применяемой стратегий тканья, такая нить имеет полную свободу ориентации. Следовательно, ее можно укладывать в любом направлении, вдоль которого необходимо повысить жесткость полки. Нити повышенной жесткости позволяют уменьшить нежелательные перемещения.
В некоторых вариантах осуществления по меньшей мере одна вставка является полотном, выполненным посредством двухмерного тканья. Такое двухмерное полотно позволяет увеличивать локально или по всей площади поперечного участка толщину заготовки и, следовательно, получаемой из нее полки. Такое полотно можно, в частности, выполнить из того же материала, что и остальную часть волокнистой заготовки. Вместе с тем, понятно, что такое полотно является независимым от главной волокнистой структуры заготовки, выполненной посредством трехмерного тканья, и что его вводят в эту структуру между верхней и нижней стенками отделенной части первого поперечного участка. Можно наложить друг на друга и соединить или не соединять между собой несколько полотен этого типа и вставить их между верхней и нижней стенками, чтобы увеличить толщину. В некоторых случаях эти полотна тоже позволяют уменьшить нежелательные перемещения, если выбранный материал обладает повышенной жесткостью.
В некоторых вариантах осуществления по меньшей мере одна вставка является волокнистым блоком, выполненным посредством трехмерного тканья. Такой волокнистый блок, выполненный посредством трехмерного тканья, но независимо от главной волокнистой структуры заготовки, позволяет легко увеличить толщину поперечного участка и, следовательно, получаемой из него полки, не влияя на стратегию тканья остальной части волокнистой заготовки. В частности, такой волокнистый блок можно выполнить из того же материала, что и остальную часть волокнистой заготовки. Этот волокнистый блок позволяет добавить жесткость в нескольких направлениях и особенно добавить жесткость, которая может различаться в зависимости от направления.
В некоторых вариантах осуществления толщина и/или число слоев волокнистого блока могут меняться.
В некоторых вариантах осуществления по меньшей мере одна вставка представляет собой материал с сотовой структурой или пеноматериал. Такая вставка, независимая от главной волокнистой структуры заготовки и расположенная между верхней и нижней стенками, позволяет легко увеличить толщину поперечного участка и, следовательно, получаемой из него полки, не влияя на стратегию тканья остальной части волокнистой заготовки. Такая вставка позволяет получить большую толщину без существенного увеличения массы. Кроме того, улучшается поведение полки при прогибе.
В некоторых вариантах осуществления по меньшей мере одна вставка представляет собой затычку. Такой элемент, называемый также “gap-filer”, позволяет заполнить зазор в полке. Такая затычка может также заполнить зазор в полке, образовавшийся в результате пропуска переплетения, перекрещивания слоев или просто при сгибании заготовки. В частности, речь может идти об оплетке, пряди углеродных волокон или об уплотнительной прокладке из смолы с наполнителем или без него. Такая вставка может тоже локально увеличить жесткость.
В некоторых вариантах осуществления по меньшей мере одна вставка представляет собой элемент жесткости, включающий в себя жесткий стержень или жесткую пластину. Такой элемент жесткости позволяет повысить механическую прочность полки, в частности, по отношению к центробежным силам. В частности, такой элемент жесткости обеспечивает более равномерную деформацию полки под действием центробежной силы во время работы газотурбинного двигателя. Действительно, присутствие этого элемента жесткости позволяет лучше соединить между собой различные зоны полки для обеспечения равномерности их радиальных деформаций. В некотором роде это позволяет усреднить деформации полки, при этом обычно сильно прогибающиеся зоны тянут наружу обычно меньше прогибающиеся зоны, тогда как последние удерживают в направлении внутрь зоны, подвергающиеся действию более значительной центробежной силы. При этом во время работы полка сохраняет относительно стабильный профиль. Это позволяет также поддерживать стабильность аэродинамического потока, а также обеспечивает корректное интегрирование полки в окружающую среду двигателя. Такой элемент жесткости может быть, в частности, металлическим или может быть выполнен из стекловолокон.
В некоторых вариантах осуществления сечение элемента жесткости может меняться. Это позволяет учитывать геометрию полки, чтобы более оптимизированно компенсировать ее деформации. В частности, изменяющаяся ширина позволяет, с одной стороны, регулировать жесткость элемента жесткости и, следовательно, передачу усилий от одной зоны полки к другой и, с другой стороны, регулировать массу, локально добавляемую к полке, и, следовательно, локально регулировать центробежные усилия, действующие на полку. В частности, добавляя локально массу к обычно менее прогибающейся зоне полки, увеличивают интенсивность центробежной силы в этой зоне, чтобы она прогибалась немного больше и легче совмещалась с обычно больше прогибающимися соседними зонами.
В некоторых вариантах осуществления по меньшей мере одну вставку располагают в осевом направлении вдоль первого поперечного участка. Такая вставка позволяет увеличить жесткость полки в осевом направлении между ее входом и ее выходом, в частности, чтобы обеспечивать равномерность воздушного потока.
В некоторых вариантах осуществления по меньшей мере одну вставку располагают вдоль ближнего конца первого поперечного участка. В зависимости от применяемой стратегии тканья в полке вдоль ближнего конца первого поперечного участка может образоваться зазор: такой зазор, как правило, образуемый выходами нитей, локально приводит к уменьшению объемного содержания нитей и, следовательно, к ослаблению этого участка лопатки. Такая вставка позволяет заполнить этот зазор.
В некоторых вариантах осуществления по меньшей мере одну вставку располагают вдоль дальнего конца первого поперечного участка. Это позволяет увеличить жесткость полки в наиболее удаленной зоне пера, то есть в зоне, подвергающейся действию наиболее сильного момента и, следовательно, наиболее сильным деформациям. Это позволяет обеспечивать стабильность дальнего конца полки. Кроме того, такой элемент жесткости, расположенный в этом месте, может образовать упор, не позволяющий полке перекрывать полку соседней лопатки в случае сильного удара, например, при попадании птицы внутрь двигателя.
В некоторых вариантах осуществления по меньшей мере одну вставку располагают тангенциально от ближнего конца к дальнему концу первого поперечного участка. Такая вставка позволяет тангенциально увеличить жесткость полки между ее дальним концом и ее соединением с пером, что позволяет уменьшить амплитуду деформации дальнего конца полки.
В некоторых вариантах осуществления по меньшей мере одну вставку располагают тангенциально вдоль наиболее длинного тангенциального сегмента первого поперечного участка. Действительно, чем больше зона полки вынесена относительно пера, тем больше оказывается плечо рычага центробежных сил, действующих на эту зону, и, следовательно, тем больше она подвергается сильным деформациям во время работы. Элементы жесткости представляют особый интерес в наиболее удаленных зонах, чтобы уменьшить амплитуду сильных деформаций, обычно встречающихся в этих зонах.
В некоторых вариантах осуществления по меньшей мере одну вставку располагают тангенциально вдоль входного или выходного конца первого поперечного участка. Действительно, в случае полки спинки входной и выходной концы полки являются зонами полки, наиболее вынесенными относительно пера. В соответствии с вышеупомянутой логикой элементы жесткости представляют особый интерес в этих зонах, чтобы уменьшить амплитуду их деформаций во время работы.
В некоторых вариантах осуществления первый поперечный участок содержит по меньшей мере одну осевую лапку, проходящую по существу в осевом направлении от входного конца и/или выходного конца первого поперечного участка, при этом указанная осевая лапка содержит верхнюю стенку и нижнюю стенку, и по меньшей мере одну вставку располагают между верхней и нижней стенками указанной осевой лапки. Такая лапка обеспечивает взаимодействие полки с входным и/или выходным вращающимися картерами, что позволяет блокировать деформацию входного и/или выходного концов полки во время работы двигателя. Такая вставка позволяет усилить эту лапку для повышения ее механической прочности.
В некоторых вариантах осуществления волокнистая заготовка содержит второй поперечный участок, проходящий поперечно от соединения между первым и вторым продольными участками в продолжении и противоположно первому поперечному участку и выполненный с возможностью образовать вторую полку; второй поперечный участок содержит по меньшей мере одну отделенную часть, содержащую верхнюю стенку и нижнюю стенку, и между верхней и нижней стенками отделенной части второго поперечного участка располагают по меньшей мере одну вставку.
Понятно, что все отличительные признаки, упомянутые выше для первого поперечного участка, можно транспонировать на второй поперечный участок.
В некоторых вариантах осуществления одна из стенок, предпочтительно верхняя стенка первого поперечного участка выткана с пропуском переплетения вместе с вторым продольным участком; эта стенка продолжает, таким образом, слой или ряд слоев первого продольного участка. Другая стенка, предпочтительно нижняя стенка первого поперечного участка выткана с пропуском переплетения вместе с первым продольным участком; эта стенка продолжает, таким образом, слой или ряд слоев второго продольного участка. Речь идет о хорошо известной стратегии тканья, описанной в заявке WO 2014/076 408, которая приводит естественным образом к получению поперечного участка, состоящего из двух отделенных стенок. Предпочтительно на соединении между верхней и нижней стенками поперечного участка и продольными участками предусмотрено перекрещивание слоев. Кроме того, стенки поперечного участка можно сшить на их дальнем конце, чтобы закрыть этот конец полости, в которой расположены вставки. В случае необходимости, аналогично можно выткать второй поперечный участок.
В других вариантах осуществления каждая из стенок первого поперечного участка выткана с пропуском переплетения вместе с вторым продольным участком; каждая стенка продолжает, таким образом, слой или ряд слоев первого продольного участка. Эта стратегия тканья является производной от хорошо известной стратегии тканья, описанной в заявке WO 2013/104852, при этом в поперечный участок можно ввести дополнительный пропуск переплетения для получения отделенных верхней и нижней стенок. Этот пропуск переплетения может доходить до дальнего конца поперечного участка, и в этом случае обе стенки являются свободными, или может завершаться до его дальнего конца таким образом, чтобы обе стенки были связаны своими дальними концами. В случае необходимости, аналогично можно выткать второй поперечный участок.
В других вариантах осуществления каждая из стенок первого поперечного участка выткана с пропуском переплетения вместе с вторым продольным участком, и каждая из стенок второго поперечного участка выткана с пропуском переплетения вместе с первым продольным участком; стенки первого поперечного участка продолжают при этом стенки второго поперечного участка. Эта стратегия тканья является производной от хорошо известной другой стратегии тканья, описанной в заявке WO 2010/06140, при этом в каждый поперечный участок можно ввести дополнительный пропуск переплетения для получения отделенных верхней и нижней стенок. Этот пропуск может доходить до дальнего конца поперечного участка, и в этом случае обе стенки являются свободными, или может завершаться перед его дальним концом таким образом, чтобы обе стенки были связаны своими дальними концами.
В некоторых вариантах осуществления нити, используемые для тканья заготовки, являются углеродными нитями. Вместе с тем, речь может идти о любом другом типе нитей, например, о стекловолокнах или о кевларе.
В некоторых вариантах осуществления переплетение, применяемое для трехмерного тканья заготовки, является переплетением типа интерлок 3D. Вместе с тем, тканье наружных поверхностей заготовки может быть в основном двухмерным, например, типа сатина.
Объектом настоящего изобретения является также лопатка для газотурбинного двигателя, содержащая ножку лопатки, перьевую часть лопатки, проходящую вверх от ножки лопатки, полку, проходящую поперечно к перьевой части лопатки на уровне соединения между ножкой лопатки и перьевой частью, в которой полка выполнена из композиционного материала и содержит по меньшей мере один участок, включающий в себя погруженные в одну матрицу первое тканое усиление, второе тканое усиление и вставку, расположенную между первым и вторым ткаными усилениями.
Понятно, что эта лопатка соответствует тому, что можно получить при помощи описанной выше заготовки. В частности, тканые усиления предпочтительно являются волокнистыми усилениями, выполненными посредством трехмерного тканья. При этом все описанные выше отличительные признаки и преимущества напрямую относятся к этой лопатке, какой бы ни была технология ее получения.
В некоторых вариантах осуществления лопатка выполнена моноблочной из композиционного материала при помощи волокнистой заготовки согласно любому из вышеуказанных вариантов осуществления, при этом указанной заготовке придана форма в пресс-форме, и она погружена в матрицу, которая предпочтительно является органической.
В некоторых вариантах осуществления матрица является органической. В частности, речь может идти об эпоксидной смоле.
В других вариантах осуществления матрица является керамической.
Объектом настоящего изобретения является также лопаточное колесо для газотурбинного двигателя, содержащее множество лопаток согласно любому из предыдущих вариантов осуществления.
Речь может идти о колесе ротора, таком как вентилятор, в котором лопатки расположены в угловом направлении вокруг вращающейся ступицы, или о колесе статора, в котором лопатки расположены в угловом направлении внутри неподвижной обечайки.
Объектом настоящего изобретения является также газотурбинный двигатель, содержащий по меньшей мере одну лопатку или одно лопаточное колесо согласно любому из предыдущих вариантов осуществления.
Вышеуказанные, а также описанные ниже отличительные признаки и преимущества будут более очевидны из нижеследующего подробного описания примеров осуществления предложенных заготовки, лопатки, лопаточного колеса и газотурбинного двигателя. Это подробное описание представлено со ссылками на прилагаемые чертежи.
Краткое описание чертежей
Прилагаемые чертежи являются схематичными и призваны иллюстрировать принципы изобретения.
На этих чертежах от одной фигуры к другой идентичные элементы (или части элемента) имеют одинаковые обозначения. Кроме того, элементы (или части элемента), принадлежащие к разным примерам осуществления, но имеющие аналогичную функцию, обозначены на фигурах цифровыми позициями, увеличенными на 100, 200, и т.д.
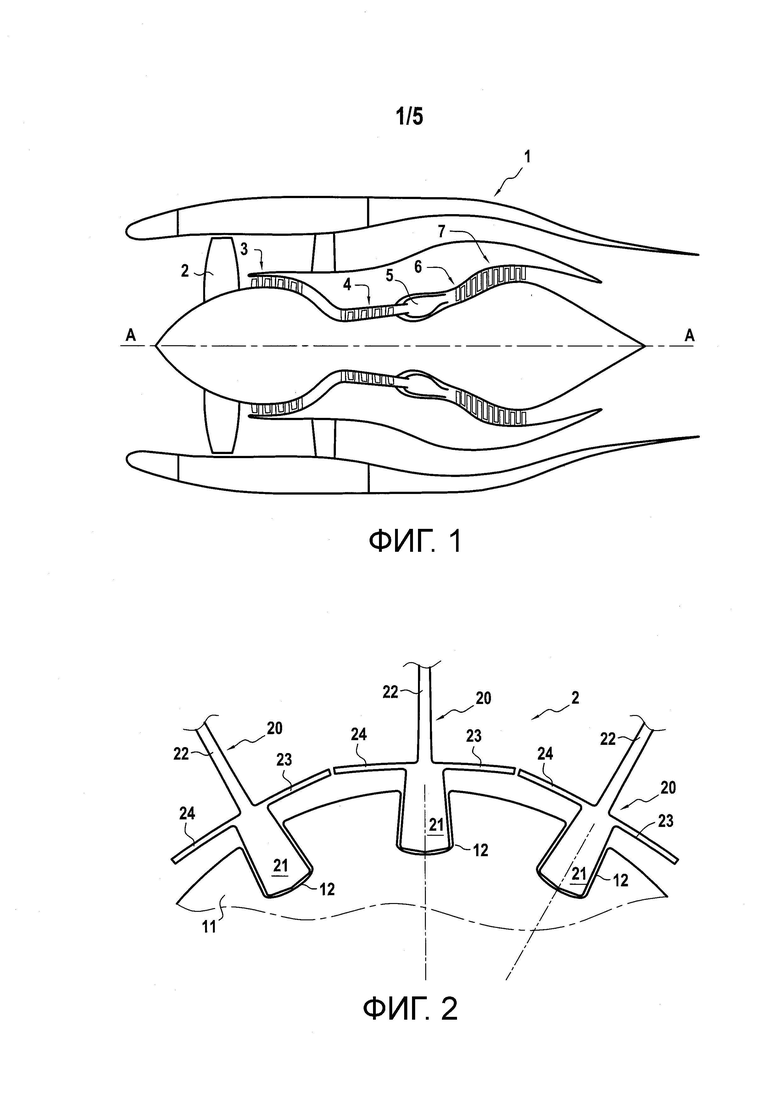
На фиг. 1 показан заявленный газотурбинный двигатель, вид в осевом разрезе;
на фиг. 2 показано заявленное лопаточное колесо, частичный схематичный вид в радиальном разрезе;
на фиг. 3 частично показана лопатка согласно примеру осуществления, вид в перспективе;
на фиг. 4А и 4В схематично представлена заготовка, соответствующая этому первому примеру лопатки, а также придание ей формы;
на фиг. 5 упрощенно показано перекрещивание слоев заготовки, изображенной на фиг. 4А;
на фиг. 6 представлен первый пример вставок, расположенных в заготовке, показанной на фиг. 4В.
на фиг. 7 представлен второй пример вставок, расположенных в заготовке, показанной на фиг. 4В;
на фиг. 8 представлен третий пример вставок, расположенных в заготовке, показанной на фиг. 4В;
на фиг. 9 представлен четвертый пример вставок, расположенных в заготовке, показанной на фиг.4В;
на фиг. 10 представлен пятый пример вставок, расположенных в заготовке, показанной на фиг. 4В;
на фиг. 11 схематично представлен второй пример заготовки, оснащенной вставками;
на фиг. 12 схематично представлен третий пример заготовки, оснащенной вставками.
Осуществление изобретения
Для более конкретного описания изобретения ниже со ссылками на прилагаемые чертежи детально представлены примеры его осуществления. Вместе с тем, необходимо напомнить, что изобретение не ограничивается этими примерами.
На фиг. 1 представлен вид в разрезе по вертикальной плоскости, проходящей через главную ось А, заявленного двухконтурного турбореактивного двигателя 1. От входа к выходу по направлению прохождения воздушного потока он содержит вентилятор 2, компрессор 3 низкого давления, компрессор 4 высокого давления, камеру 5 сгорания, турбину 6 высокого давления и турбину 7 низкого давления.
Как показано на фиг. 2, вентилятор 2 оснащен множеством лопаток 20 вентилятора, установленных в угловом направлении вокруг оси А на диске 11, связанном с валом низкого давления газотурбинного двигателя 1.
Такая лопатка вентилятора показана на фиг. 3. Она содержит ножку 21 лопатки в виде ласточкиного хвоста, выполненную с возможностью захождения в паз 12 диска 11 для своего крепления на диске 11. Эта ножка 21 лопатки продолжена вверх пером 22, имеющим поверхность 22е спинки и поверхность 22i корытца, каждая из которых расположена от входа к выходу между передней кромкой 22а и задней кромкой 22f.
Кроме того, лопатка 20 содержит полку 23 спинки, расположенную поперечно со стороны спинки лопатки, начиная от соединения между ножкой 21 лопатки и пером 22, и полку 24 корытца, расположенную поперечно со стороны корытца лопатки, начиная от соединения между ножкой 21 лопатки и пером 22.
На фиг. 4А показана заготовка 40, выполненная посредством трехмерного тканья, позволяющая реализовать этот первый пример лопатки 20. На фиг. 4В эта же заготовка 40 показана после придания ей формы. Эта заготовка 40 будет описана от входа к выходу в направлении Т тканья, то есть снизу вверх на фигурах. Вместе с тем, понятно, что тканье можно осуществлять, начиная от другого конца и в другом направлении.
В этом примере осуществления заготовка 40 выткана посредством трехмерного тканья из углеродных волокон в соответствии с переплетением интерлок 3D. При этом только поверхности заготовки 40 выполнены посредством двухмерного тканья в соответствии с переплетением типа сатина.
На входном конце тканье начинается с первой зоны D1 пропуска переплетения, в которой нижнюю свободную стенку 51а первого поперечного участка 51, первый продольный участок 41 и нижнюю свободную стенку 52а второго поперечного участка 52 выполняют с пропуском переплетения совместно с соответствующими плоскостями 65 и 66 пропуска переплетения. В конечном итоге первый продольный участок 41 позволяет получить ножку 21 лопатки.
На выходе этой первой зоны D1 пропуска переплетения зона С1 перекрещивания слоев образует переход к второй зоне D2 пропуска переплетения, в которой первую свободную стенку 50а, второй продольный участок 42 и вторую свободную стенку 50b ткут с пропуском переплетения совместно с соответствующими плоскостями 62 и 63 пропуска переплетения.
На уровне зоны С1 перекрещивания слоев происходит перекрещивание слоев, при котором слои нитей, выходящие из нижних свободных стенок 51а, 52а первого и второго поперечных участков 51, 52, продолжаются в сторону второго продольного участка 42, тогда как слои нитей, образующие свободные стенки 50а, 50b, выходят из первого продольного участка 41.
Методы тканья, обеспечивающие такое перекрещивание слоев, хорошо известны в области трехмерного тканья. В качестве иллюстрации на фиг. 5 схематично и упрощенно показано это перекрещивание С1 слоев. В зоне С1 перекрещивания слоев нити утка t1, соединяющие самые крайние слои нитей основы с первого продольного участка 41, отклоняются наружу, соединяя на выходе зоны С1 перекрещивания слоев слои нитей основы с первой свободной стенки 50а, тогда как нити утка t2, соединяющие слои нижней свободной стенки 51а, отклоняются внутрь, соединяя самые крайние слои второго продольного участка 42. Таким образом, нити утка t1 и t2 перекрещиваются на уровне зоны С1 перекрещивания слоев. В сочетании с технологией пропуска переплетения эта технология перекрещивания слоев позволяет выткать две отделенные стенки 51а, 50а, расположенные в продолжении друг друга, обеспечивая их прочное соединение с главным полотнищем 41, 42.
Как показано на фиг. 4А и 4В, относящимся к тканью заготовки 40, внутри второй зоны D2 пропуска переплетения выходы слоев реализуют постепенно вдоль направления тканья Т между вторым продольным участком 42 и каждой из свободных стенок 50а, 50b, чтобы сделать тоньше второй продольный участок 42 и, следовательно, будущее перо 22 лопатки.
После завершения тканья свободные стенки 50а и 50b обрезают таким образом, чтобы получить соответственно верхнюю свободную стенку 51b первого поперечного участка 51 и верхнюю свободную стенку 52b второго поперечного участка 52.
Нижние и верхние свободные стенки каждого из поперечных участков 51, 52 загибают друг к другу в направлении стрелок, чтобы придать им их конечные поперечные положения. На дальнем конце свободные стенки склеивают или сшивают. Таким образом, поперечные участки 51, 52 образуют соответственно полки спинки 23 и корытца 24 лопатки 20.
После обрезания свободных стенок 50а и 50b на поверхности второго продольного участка 42 остаются плавающие нити, то есть нити основы, которые не связаны с какими-либо нитями утка на выходах полученных слоев и которые становятся доступными и могут быть срезаны.
Конечная конфигурация заготовки 40 показана на фиг. 4В. Следует отметить, что в данном случае определения «поперечный» и «продольный» приведены в зависимости от конечного положения рассматриваемого участка, при этом тканье поперечных участков обязательно производят в продольном направлении, после чего их сгибают в поперечном направлении.
Пространства, разделяющие нижние стенки 51а, 52а и верхние стенки 51b, 52b поперечных участков 51, 52, образуют внутренние полости 53, в которых можно разместить различные вставки. Описание этих вставок следует ниже со ссылками на фиг. 6-10. Специалисту в данной области понятно, что в данном случае представленные комбинации вставок не являются исключительными, и некоторые вставки из одного примера можно комбинировать с вставками из другого примера на том же месте или на другом месте в зависимости от требуемых свойств площадок 23, 24.
На фиг. 6 показана первая конфигурация, в которой внутренняя полость 53 первого поперечного участка 51 содержит затычку 61 и двухмерное полотно 62.
Затычку 61, например, углеродную прокладку, располагают в осевом направлении вдоль ближнего конца поперечного участка 51, то есть напротив зоны С1 перекрещивания слоев.
Двухмерное полотно 62 выполнено из углеродных волокон и проходит по всей остальной площади полости 53, не занятой затычкой 61; оно позволяет, в частности, увеличить толщину поперечного участка 51.
На фиг. 7 показана вторая конфигурация, в которой внутренняя полость 153 первого поперечного участка 151 содержит элемент жесткости 163 и волокнистый блок 164.
В этом примере дальние концы нижней 151а и верхней 151b стенок сшиты и закрывают дальний конец полости 153. Элемент жесткости 163 представляет собой металлический стержень, расположенный в осевом направлении вдоль дальнего конца поперечного участка 151, то есть напротив дальнего края полости 153.
Волокнистый блок 164 содержит углеродные нити, соединенные посредством трехмерного тканья в соответствии с переплетением интерлок 3D. Предпочтительно число его слоев и, следовательно, его толщина могут меняться. Он проходит по всей остаточной площади полости 153, не занятой элементом жесткости 163, увеличивая толщину и профилируя геометрию поперечного участка 151.
На фиг. 8 показана третья конфигурация, в которой внутренняя полость 253 первого поперечного участка 251 содержит элемент жесткости 263, полотно 262 и ряд нитей 265.
Элемент жесткости 263 представляет собой стекловолоконный стержень, проходящий в осевом направлении по существу в середине полости 253. Таким образом, он влияет на геометрию поперечного участка 251 и, следовательно, на геометрию конечной полки 23.
Двухмерное полотно 262 вставлено между элементом жесткости 263 и дальним концом полости 253.
Нити 265, например, металлические нити проходят в осевом направлении и расположены рядом друг с другом между ближним концом полости 253 и элементом жесткости 263.
На фиг. 9 в плане показана четвертая конфигурация, в которой внутренняя полость 353 первого поперечного участка 351 содержит тангенциальный элемент жесткости 366, проходящий тангенциально от второго продольного участка 342 до дальнего конца первого поперечного участка 351 по существу вдоль выходного конца первого поперечного участка 351. Аналогичный элемент жесткости расположен в полости второго поперечного участка 352.
На фиг. 10 сбоку показана пятая конфигурация, в которой нижняя 451а и верхняя 451b стенки первого поперечного участка 451 содержат, каждая, входные 454а, 454b и выходные 455а, 455b лапки, разделенные соответственно входным 456 и выходным 457 промежутками, продолжающими внутреннюю полость 453.
В каждый промежуток 456, 457 вставлено металлическое усиление 467, 468 для усиления лапок 454 и 455. После завершения выполнения лопатки эти лапки 454 и 455 будут взаимодействовать с входной обечайкой и выходным барабаном вентилятора 2.
Независимо от вставок, выбранных и расположенных во внутренней полости 52 поперечных участков 51, 52, укомплектованную таким образом заготовку можно увлажнить для ее размягчения и для более легкого разделения волокон. Затем ее помещают в формовочную пресс-форму, внутреннее пространство которой соответствует требуемой для заготовки 40 геометрии. В случае необходимости, на нижних и/или верхних стенках поперечных участков можно закрепить различные вставки, например, посредством сшивания или склеивания.
После этого заготовку 40 сушат, чтобы она затвердела, что позволяет зафиксировать геометрию, заданную во время формовки. Наконец, заготовку 40 помещают в пресс-форму для литья под давлением, размеры которой соответствуют размерам конечной лопатки 20 и в которую нагнетают матрицу, в данном случае эпоксидную смолу. Такое нагнетание можно, например, производить в рамках известного процесса RTM (“resin transfer molding”). После этого этапа получают лопатку 20 из композиционного материала, состоящую из заготовки 40, вытканной из углеродных волокон, которая погружена в эпоксидную матрицу и полки 23, 24 которой оснащены вставками, заключенными в затвердевшую матрицу. В случае необходимости, этот способ можно дополнить этапами механической обработки для завершения выполнения лопатки 20.
Все представленные выше примеры вписываются в рамки стратегии тканья, называемой “stack-up”, в которой полки получают в результате соединения двух свободных стенок, первоначально вытканных в продолжении друг друга. Однако, разумеется, настоящее изобретение можно выполнять с применением других стратегий тканья. Например, далее со ссылками на фиг. 11 и 12 следует описание двух других стратегий тканья, адаптированных для целей изобретения.
На фиг. 11 схематично показана заготовка 540, полученная с применением второго примера трехмерного тканья. В этом втором примере тоже присутствуют первый продольный участок 541, позволяющий получить ножку 21 лопатки 20, и второй продольный участок 542, позволяющий получить перо 22. С другой стороны, тканье поперечных участков 551 и 552 осуществляют иначе, чем в первом примере: действительно, каждый из них получают в результате скрещивания слоев C1’ на соединении между первым и вторым продольными участками и в результате пропуска переплетения D1’, отделяющего их от продольного участка 542. После тканья поперечные участки 551 и 552 можно загнуть наружу, чтобы получить их конечное поперечное положение. Такой метод тканья описан, в частности, в документе WO 2013/104852.
На основании этой известной технологии в момент тканья добавляют дополнительную плоскость D2’ пропуска переплетения внутри каждого поперечного участка 551, 552, чтобы разделить каждый поперечный участок 551, 552 на две отдельные свободные стенки 551а, 551b и 552а, 552b соответственно. Аналогично предыдущим примерам, можно установить различные вставки 569 во внутреннюю полость 553, образованную пространством, разделяющим стенки 551а, 551b и 552а, 552b каждого поперечного участка 551, 552.
На фиг. 12 схематично показана заготовка 640, полученная в рамках третьего примера трехмерного тканья. В этом третьем примере тоже присутствуют первый продольный участок 641, позволяющий получить ножку 21 лопатки 20, и второй продольный участок 642, позволяющий получить перо 22. С другой стороны, в данном случае тканье поперечных участков 651 и 652 тоже осуществляют по-другому.
В этом третьем примере слои, образующие первый поперечный участок 651, продолжают слои, образующие второй поперечный участок 652, за счет перекрещивания слоев С1”, полностью проходящих через первый продольный участок 641 от стороны корытца к стороне спинки, на уровне соединения между первым и вторым продольными участками 641, 642. Первый пропуск переплетения D1” позволяет отделить второй поперечный участок 652 от первого продольного участка 641, тогда как второй пропуск переплетения D2” позволяет отделить первый поперечный участок 651 от второго продольного участка 642.
После тканья поперечные участки 651 и 652 можно загнуть наружу, чтобы получить их конечное поперечное положение. Такой метод тканья описан, в частности, в документе WO 2010/061140.
На основании этой известной технологии в момент тканья добавляют дополнительную плоскость D3” пропуска переплетения внутри каждого поперечного участка 651, 652, чтобы разделить каждый поперечный участок 651, 652 на две отельные свободные стенки 651а, 651b и 652а, 652b соответственно. Аналогично предыдущим примерам, можно установить различные вставки 669 во внутреннюю полость 653, образованную пространством, разделяющим стенки 651а, 651b и 652а, 652b каждого поперечного участка 651, 652.
Естественно, описанные выше примеры являются лишь примерами среди многих других возможных примеров, которые специалист в данной области может легко определить. В частности, можно предусмотреть другие пропуски переплетения или применять другие технологии тканья, такие как перекрещивание слоев, выходы слоев или переходы толщины, чтобы получить аналогичную геометрию полки, поперечные участки которой имеют внутреннюю полость.
Описанные в настоящей заявке варианты или примеры осуществления представлены в качестве иллюстрации и не являются ограничивающими, и на основании этой заявки специалист в данной области может легко изменять эти варианты или примеры осуществления, или предусмотреть другие варианты или примеры, не выходя при этом за рамки объема изобретения.
Кроме того, различные отличительные признаки этих вариантов или примеров осуществления можно использовать отдельно или в комбинации. Если эти отличительные признаки комбинируют, их комбинации могут соответствовать описанным выше или другим, поскольку изобретение не ограничивается конкретными комбинациями, описанными в настоящей заявке. В частности, если только не указано иное, отличительный признак, описанный в связи с одним вариантом или примером осуществления, можно аналогично применить для другого варианта или примера осуществления.




Изобретение относится к волокнистой заготовке лопатки газотурбинного двигателя, а также к моноблочной лопатке, полученной посредством такой заготовки, лопаточному колесу и газотурбинному двигателю, содержащим такую лопатку. Волокнистая заготовка, полученная посредством трехмерного тканья, содержит первый продольный участок (41), выполненный с возможностью образовать ножку лопатки, второй продольный участок (42), продолжающий вверх первый продольный участок и выполненный с возможностью образовать перьевую часть лопатки, первый поперечный участок (51), проходящий поперечно от соединения между первым и вторым продольными участками и выполненный с возможностью образовать первую полку. При этом первый поперечный участок содержит отделенную часть, содержащую верхнюю стенку (51b) и нижнюю стенку (51а), причем между верхней и нижней стенками отделенной части первого поперечного участка расположена вставка (61). Технический результат изобретения заключается в повышении механической прочности изделия. 4 н. и 9 з.п. ф-лы, 13 ил.
1. Волокнистая заготовка лопатки газотурбинного двигателя, полученная посредством трехмерного тканья, содержащая:
первый продольный участок (41), выполненный с возможностью образовать ножку (21) лопатки,
второй продольный участок (42), продолжающий вверх первый продольный участок (41) и выполненный с возможностью образовать перьевую часть (22) лопатки,
первый поперечный участок (51), проходящий поперечно от соединения между первым и вторым продольными участками (41, 42) и выполненный с возможностью образовать первую полку (23),
при этом первый поперечный участок (51) содержит по меньшей мере одну отделенную часть, содержащую верхнюю стенку (51b) и нижнюю стенку (51а),
причем между верхней (51b) и нижней (51а) стенками отделенной части первого поперечного участка (51) расположена по меньшей мере одна вставка (61).
2. Заготовка по п. 1, в которой по меньшей мере одна вставка является полотном (62), выполненным посредством двухмерного тканья.
3. Заготовка по п. 1 или 2, в которой по меньшей мере одна вставка представляет собой элемент жесткости (61), включающий в себя жесткий стержень или жесткую пластину.
4. Заготовка по любому из пп. 1-3, в которой по меньшей мере одна вставка (61) расположена в осевом направлении вдоль ближнего конца первого поперечного участка (51).
5. Заготовка по любому из пп. 1-4, в которой по меньшей мере одна вставка (163) расположена в осевом направлении вдоль дальнего конца первого поперечного участка (151).
6. Заготовка по любому из пп. 1-5, в которой по меньшей мере одна вставка (366) расположена тангенциально по существу вдоль наиболее длинного тангенциального сегмента первого поперечного участка (351).
7. Заготовка по любому из пп. 1-6, в которой по меньшей мере одна вставка (366) расположена тангенциально вдоль входного или выходного конца первого поперечного участка (351).
8. Заготовка по любому из пп. 1-7, в которой первый поперечный участок (451) содержит по меньшей мере одну осевую лапку (455а, 455b), проходящую по существу в осевом направлении от входного конца и/или выходного конца первого поперечного участка (451), при этом указанная осевая лапка содержит верхнюю стенку (455b) и нижнюю стенку (455а),
при этом по меньшей мере одна вставка (468) расположена межу верхней (455b) и нижней (455а) стенками указанной осевой лапки.
9. Заготовка по любому из пп. 1-8, содержащая второй поперечный участок (52), проходящий поперечно от соединения между первым и вторым продольными участками (41, 42) в продолжении и противоположно первому поперечному участку (51) и выполненный с возможностью образовать вторую полку (24),
при этом второй поперечный участок (52) содержит по меньшей мере одну отделенную часть, содержащую верхнюю стенку (52b) и нижнюю стенку (52а),
причем между верхней и нижней стенками отделенной части второго поперечного участка расположена по меньшей мере одна вставка.
10. Лопатка газотурбинного двигателя, содержащая:
ножку (21) лопатки,
перьевую часть (22) лопатки, проходящую вверх от ножки (21) лопатки,
полку (23), проходящую поперечно к перьевой части (22) лопатки на уровне соединения между ножкой (21) лопатки и перьевой частью (22) лопатки,
при этом полка (23) выполнена из композиционного материала и содержит по меньшей мере один участок, включающий в себя погруженные в одну и ту же матрицу первое тканое усиление (51а), второе тканое усиление (51b) и вставку (61), расположенную между первым и вторым ткаными усилениями (51а, 51b).
11. Лопатка по п. 10, выполненная моноблочной из композиционного материала при помощи волокнистой заготовки (40) по любому из пп. 1-9, при этом указанной заготовке (40) была придана форма в пресс-форме, и она была погружена в матрицу, которая предпочтительно является органической.
12. Лопаточное колесо для газотурбинного двигателя, содержащее множество лопаток (20) по п. 11.
13. Газотурбинный двигатель, содержащий по меньшей мере одну лопатку (20) по п. 11 или одно лопаточное колесо (2) по п. 12.
| WO 2014076408 A1, 22.05.2014 | |||
| WO 2013104852 A2, 18.07.2013 | |||
| WO 2013079860 A1, 06.06.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ НАПРАВЛЯЮЩЕГО АППАРАТА | 2012 |
|
RU2494849C1 |

